�ѺϽ��������������Ӧ��ǰ��
��Դ�ڿ����й���ɫ����ѧ��2003���3��
�������ߣ������ ��־ǿ ���Ǿ� ����
����ҳ�룺533 - 549
�ؼ��ʣ��ѺϽ� �⣻ �������ԣ� �������
Key words��titanium alloy�� hydrogen�� hydrogen deduced plasticity�� hydrogen deduced phase transformation
ժ Ҫ���ѺϽ�����������������������ԡ� ��������Լ��ѺϽ�����Ŀ���Ͻ�������ʵ������ϵͳ�����֯�ṹ�� ���Ƽӹ����ܵ�һ������ϵ���·��������ֶΣ� ���øü����������Ը����ѺϽ�ļӹ����ܣ� ���ҿ���������Ƽ���ʹ�����ܣ� �����Ѳ�Ʒ������ɱ��� ����ѺϽ�ļӹ�Ч�ʡ� �������ѺϽ�����Ը���ѹ���ӹ�����ɢ�ӹ��� ��е�ӹ��������ѺϽ���ʼӹ�����֯�� ��ѧ���ܺͼӹ����ܵ����ã� ��Ҫ����������Ի����� չ�����ѺϽ������������Ӧ��ǰ����
Abstract: Technology of hydrogen treatment for titanium alloy is a kind of new system for completing optimum control of Ti-H microstructure and improving process ability by means of using hydrogen deduced plasticity, hydrogen deduced phase transformation and effect of reversible hydrogen alloying. Hydrogen treatment for titanium alloy to improve microstructure, mechanical properties and process capability�� such as metal forming, diffusion process, machining and alternative process for casting titanium alloy were summarized, the mechanism of improving process capability was analyzed�� and its application prospect was prospected.
�й���ɫ����ѧ�� 2003,(03),533-549 DOI:10.19476/j.ysxb.1004.0609.2003.03.002
����� ��־ǿ ���Ǿ� ����
�����������칤���о���,�����������칤���о���,�����������칤���о���,�����������칤���о��� ����100024 ,����100024 ,����100024 ,����100024
�ѺϽ�����������������������ԡ���������Լ��ѺϽ�����Ŀ���Ͻ�������ʵ������ϵͳ�����֯�ṹ�����Ƽӹ����ܵ�һ������ϵ���·��������ֶ� ,���øü����������Ը����ѺϽ�ļӹ����� ,���ҿ���������Ƽ���ʹ������ ,�����Ѳ�Ʒ������ɱ� ,����ѺϽ�ļӹ�Ч�ʡ��������ѺϽ�����Ը���ѹ���ӹ�����ɢ�ӹ�����е�ӹ��������ѺϽ���ʼӹ�����֯����ѧ���ܺͼӹ����ܵ����� ,��Ҫ����������Ի��� ,չ�����ѺϽ������������Ӧ��ǰ����
��ͼ����ţ� TG146.2
����飺�����(1963),��,������ʦ,��ʿ.�绰:01085701113;Email:houhl@yahoo.com.cn;
�ո����ڣ�2003-04-22
Abstract��
Technology of hydrogen treatment for titanium alloy is a kind of new system for completing optimum control of Ti-H microstructure and improving process ability by means of using hydrogen deduced plasticity, hydrogen deduced phase transformation and effect of reversible hydrogen alloying. Hydrogen treatment for titanium alloy to improve microstructure, mechanical properties and process capability, such as metal forming, diffusion process, machining and alternative process for casting titanium alloy were summarized, the mechanism of improving process capability was analyzed, and its application prospect was prospected.
Keyword��
titanium alloy; hydrogen; hydrogen deduced plasticity; hydrogen deduced phase transformation;
Received�� 2003-04-22
����һ��������η��Ԫ��, ���������, ������������ڲ��ṹ�ı仯, �ھ�����������, ��ʹ���ϵ���������(����ԡ� ��ʴ�Ե�)��, �����ܵ�����ࡣ ���, ��������40����ѹ�ҵ��չ����, ��һֱ����Ϊһ���к�������Ԫ��, ��Ϊ�����ѺϽ���ֻ���������Ӱ���һֱ�����������о��� Ȼ��, ��1959��, ԭ����ѧ��Zwiecker��Schleicher���ѺϽ�Ti-8Al, Ti-10Al, Ti-13Al��Ti-8Al-3In����������������, �о�����ѹ���ӹ�����ʱ���ֺϽ���ȼӹ����ܵõ����Ը���, �Ӷ�������������ѺϽ������ԵĹ۵�, ��ͨ��ʵ����֤�����ֹ۵㡣 ���ڵ�ʱ������Ϊһ�������������, ��Zwiecker��Schleicher�ѽҿ����ѺϽ��������õ��µ�һҳ
����ѧ�����ܽ��������Ը���������ѧ���ܵ�Ӱ��ʱָ��: ����Դٽ�����λ����Ǩ��, ���ӿ�λ�����˶�, �Ӷ���������Ӧ���Ľ��͡� ���ݶ����Ͽڵķ���, ��������ǰ����һ���൱������Ա�����, ˵������ڱ������������ͺ������뿪��, ��֤��������������Ĵ���, ���������Ƕ������������������Ը����ε�˼����
����Ϊ����Ͻ�Ԫ�����ѺϽ��о��кܸߵ�������������ɢǨ������, �������̺���֯�ṹ���γ�����ǿ�ҵ�Ӱ��, ��֤��ʵ�ֿ���Ͻ����ı���ϵ�����״̬�� �ѺϽ����������, Ҳ����������, �������������ԡ� ��������Լ��ѺϽ�����Ŀ���Ͻ�������ʵ������ϵͳ�����֯�ṹ�� ���Ƽӹ����ܵ�һ������ϵ�� �·��������ֶΡ� ���øü������Դﵽ�����ѺϽ�ļӹ����ܡ� ������Ƽ���ʹ�����ܡ� �����Ѳ�Ʒ������ɱ��� ����ѺϽ�ļӹ�Ч�ʵ�Ŀ�ġ�
1�ѺϽ�����Ĵ�����ʽ������
1.1 ������ʽ
�о�����: �����Ѽ��ѺϽ��м�϶����, ���ܽ�ȸߡ� ��600 �漰100 kPaѹ���´��ѿ��ܽ�����60%(Ħ������)�� �������ϵͳ�е��⺬�������Ͻ�Ĺ��ܶ�ʱ, ����γ��⻯��, ��Ҫ�����������ṹ�����⻯� �����ķ��ṹ�����⻯������⻯��
����ܽ⼰�䷴Ӧ���п����ԡ� ͨ������˻�ķ������Խ�����ѺϽ���ȥ��, ʹ�ѽṹ�ڷ���֮ǰ���⺬���ָ�����ȫˮƽ, ��֤�ڷ���ʱ��������ࡣ ����ϵͳ���������ص��п���ʹ����Ϊ��ʱ�Ͻ�Ԫ�����ѺϽ��еõ�Ӧ��, �������ѺϽ�����ӹ���������Ҫ������
1.2 �������Ӱ��
1) ���������ȶ�Ԫ��, ������Ч�ؽ���(��+��)/��ת���¶�, ��Ӧ�������˻�ʹ��Ͻ������������� ��������ѵ�����ת���¶���860 �潵��330 ��; ��TC4�Ͻ�, 0.5%H��ʹ����ת���¶���980 �潵��805 �档 ͬʱ������������������ȶ���, �����ٽ���ȴ���ʺ�������ת��������¶�, ���, �ڽϵ��¶Ⱥͽϵ���ȴ�ٶ��´��ɵô���������
2) ����ѺϽ�������֯�γɵ�Ӱ�����û�Ԫ��(V, Mo, Cr, Fe��)��Ϊ�����ȶ����Ľ������, 0.1%H�������ȶ�Ч����3.3%Nb, 1.62%V, 1.05%Mo, 0.66%Fe��0.64%Cr�൱
3) �����ѵĹ�����ӦԪ��, �ɵ���������+TiH2������Ӧ, ���������ֹ���ת��ϸ���ִ��ѺϽ���֯�� ��ʹ�Ͻ������к��������ȶ�Ԫ��, ������Ҳ����ֹ���ת���������ת��, �����¶Ƚϵ�ʱ, ������ת����������ľ���ȱ��, ���������ȴ�����б�����������, ����ɽ������ȴ���ǿ�������Ͻ�ͽ����Ͻ�ת��Ϊ���ȴ���ǿ������+���Ͻ�
1.3 ���������û���
1) ѹ������ �����Լ�϶̬�����ڵ�����, ����Ӧ���ݶȵ������»ᷢ���ٷֲ�, �����ھ�ˮѹ���ϴ������, �γ�����, �������ѹ��, �����б������������Ӧ����, ʹ��������Ӧ���½�, ������ѺϽ������, ���������
2) �������� ������ѺϽ��, �����˽���ԭ��֮��ļ�������, �����˽����, ʹ�����ֲ����������� ����ģ���DZ���������Ͻ�ԭ�Ӽ����ܸߵ͵IJ���֮һ, ��1������Ti-6Al-4V��800 ��ļ��е���ģ��
��1 Ti-6Al-4V��800 ��ļ��е���ģ�� Table 1 Shear elastic modulus ofTi-6Al-4V at 800 ��
| w(H)/% | <0.005 | 0.09 | 0.13 | 0.17 | 0.32 | 0.54 |
| G/MPa | 4 292 | 4 059 | 3 949 | 3 839 | 3 428 | 2 824 |
3) ����ǿ����ԭ�ӵ�����ɢ����������ԭ�ӵ���ɢ������ ��ɢ�����������Ҫ����������ЧӦ������, ����ЧӦ����������ԭ����ɢ����˷�������, ����Ϊ������ļ����������ɢϵ������ߡ� ��2������Al, V������������е���ɢϵ��
��2 Al, V�ڦ���ͦ����е���ɢϵ�� Table 2 Diffusion coefficients of Al andV in �� and �� phases
| Phase | w(H)/ % |
��/�� | t/s | D/(cm2��s-1) | |
| DTiAl | DTiV | ||||
| �� | 0.005 0.26 0.39 |
800 | 3.447��105 3.492��105 3.456��105 |
2.3��10-12 2.1��10-11 8.7��10-11 |
1.4��10-11 1.5��10-10 5.3��10-11 |
| �� | 0.005 0.15 0.43 |
900 | 2.142��105 2.142��105 2.301��105 |
3.9��10-11 4.1��10-10 2.5��10-10 |
1.5��10-10 1.7��10-10 2.4��10-10 |
4) �ⲻ�����Դٽ�λ����ֳ����������λ���Ŀɶ���, ���ҿ��Ըı�λ���ṹ��λ������Χ�����Ļ����á� ʵ��֤��: ���������ɢ�ٶȱ�λ���˶���ö�, ��ļ��뽵����Ӧ����, ֱ�ӵ���λ���������Ľ���, �ٽ���λ����ֳ; ͬʱ������������, ��ԭ�ӽ�����λ���˶�, �൱�ڸ�λ��ʩ����һ�����ӵ�������, ����������λ���Ŀɶ���, Ҳ����������λ��˫��ṹ���γ���, �ı���λ������Χ�����������
2 �ѺϽ����������
2.1 �����ܼ���������Ի���
2.1.1 Ŀǰ���ڵ����⼰Ԥ�ڴ�ʩ
�ѺϽ��������Ե�, ���μ���, ���ο�����, �����������, ����������ѺϽ����̬������; ���, ��������ѺϽ��������̬�³���, ���ȱ����¶ȸ�, ����Ӧ����, Ӧ�����ʵ�, �ر��Ƕ�����Щ��ǿ�� ���͡� ��ģ���� ���µ��ѱ����ѺϽ�, ����������Ϊ����, �������������ǵ�Ӧ��; ����, �����ȱ����¶ȸ�, ���ϵͳ���յĸ��±�������, ���ø�; ͬʱ, �ѺϽ��ȼӹ�ʱ��ģ�߲���Ҫ���, Ҫ��ģ���ܹ���900 �����ϵĸ�������������㹻��ǿ��, ��ģ��ѡ�ĺ���������˺ܴ������, ��ɼӹ����ڳ��� �������øߵ�һϵ������; �������, �����ѺϽ���ȱ����¶ȸߺͱ��ο������ԭ��, �������豸Ҳ����˸��ߵ�Ҫ��, ʹ�����г����豸�ӹ��ѺϽ�ṹ�����������, Ϊ�����³����豸����˸��ߵ�Ҫ��, �������豸���Ƶķ��ú��Ѷȡ�
Ϊ����ѺϽ����Լӹ����������ٵ�����, ��;���ж�: һ�����������豸������, ���Ƹ����λ�ij����豸; ���ǽ����ѺϽ���ο����ͳ����¶ȡ� ���⼼�����ԴӲ����ڲ����ʽǶȳ���, ͨ�����һ�־��и�ʣ�����Ե����ȶ��Ըߵ�˫����֯�ṹ, �ﵽ���ͱ��ο����ͳ����¶ȵ�Ŀ�ġ� �о�����: �ѺϽ��м����������ⲻ�����������������ơ� ���졢 ��ѹ�ͳ����Ե������Լӹ�����, ʹ������Ӧ������Լ15%~35%, �����¶Ƚ���Լ50~150 ��, ���ҿ�����������Ա��εı��μ���
���³����ԡ� ���¸������ܺ��������������������ܼ����м�����ϵ�� ���������3������, ÿһ�������и��Եġ� ��ͬ������2�����������, Ӧ�������ֲ��ֱ�������
2.1.2 ��Գ����Ե�Ӱ�켰�����û���
���������ڶ�������ض��ı��������±��ֳ�����һ���������ԡ� ������Ӧ�����������Ըߡ� ����Ӧ�����Լ���չ�Լ��õ��ص㡣 ������ѧ���о�����: �ѺϽ���������������ͳ��ܳ����¶Ⱥ�����Ӧ��, ���Ӧ������
ͼ1~3��ʾ�ֱ�Ϊ��860, 800��760 ��������¶���, Ti-6Al-4V�ڲ�ͬ�⺬��ʱӦ��������ʱ��Ĺ�ϵ���ߡ� �������: 860 ��ʱ, �⺬��С��0.38%(��������), ��ԭʼ���������, �������������ڽϸߵ������³���; �⺬������0.6%(��������), ��������������ڽϵ͵������³���; 800 ��ʱ, �⺬��С��0.68%(��������), �������������ڱ�ԭʼ�������ϸߵ������³���; 760 ��ʱ, �⺬����0.11%~0.49%(��������)��Χ��, ���������������ڱ�ԭʼ�������ϸ�

ͼ1 860 ��ʱ���Ti-6Al-4V��SPF��Ӱ�� Fig.1 Effect of hydrogen on SPF of Ti-6Al-4V at 860 ��
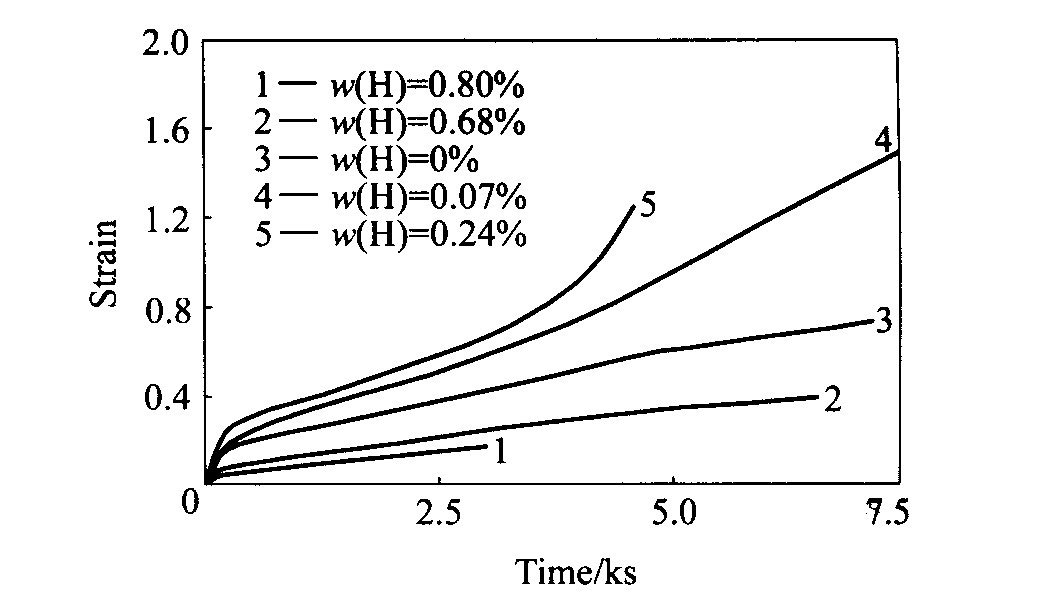
ͼ2 800 ��ʱ���Ti-6Al-4V��SPF��Ӱ�� Fig.2 Effect of hydrogen on SPF of Ti-6Al-4V at 800 ��
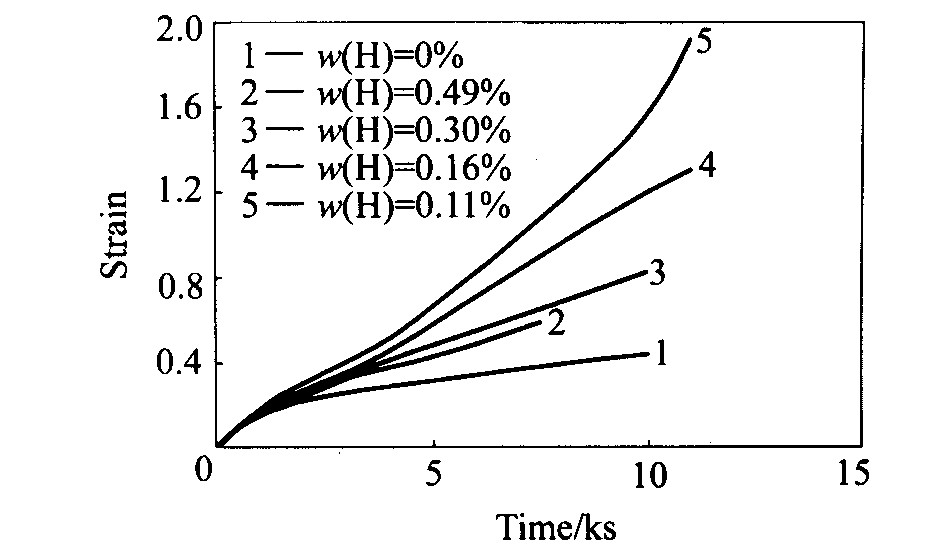
ͼ3 760 ��ʱ���Ti-6Al-4V��SPF��Ӱ�� Fig.3 Effect of hydrogen on SPF of Ti-6Al-4V at 760 ��
�������³��Ρ�
ͼ4~6��ʾ�ֱ�Ϊ��900, 830��800 ��������¶���, Ti-6242�ڲ�ͬ�⺬��ʱӦ��������ʱ��Ĺ�ϵ���ߡ� �������: ���Ti-6242�������������ܵĸ��Ʊȶ�Ti-6Al-4V��Ϊǿ�ҡ� ����, Lederich���˻���Ti, Ti-5Al-2.5Sn, Ti-8Al-1Mo-1V�Ͻ���������������ñ����, ���ʹ�����Գ����¶Ƚ���, �����ģ������
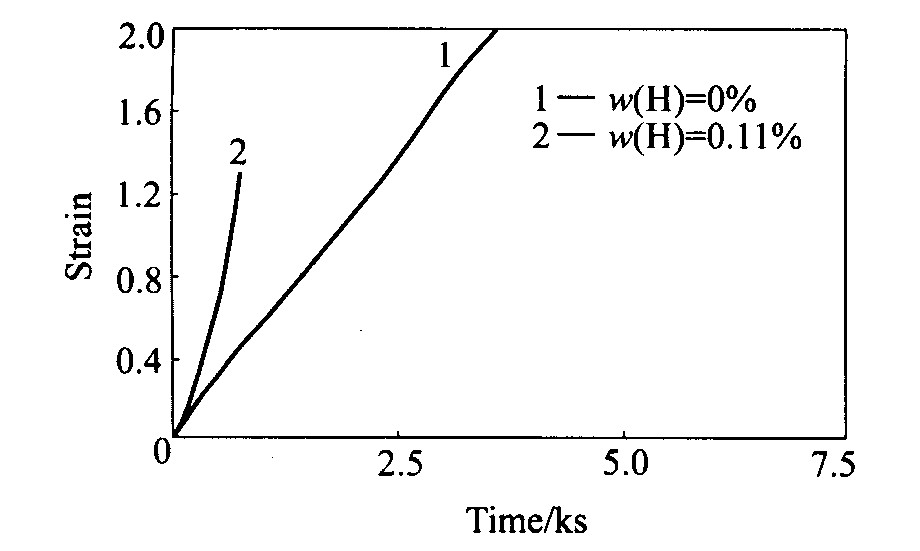
ͼ4 900 ��ʱ���Ti-6Al-2Sn-4Zr-2Mo��SPF��Ӱ�� Fig.4 Effect of hydrogen on SPF of Ti-6Al-2Sn-4Zr-2Mo at 900 ��
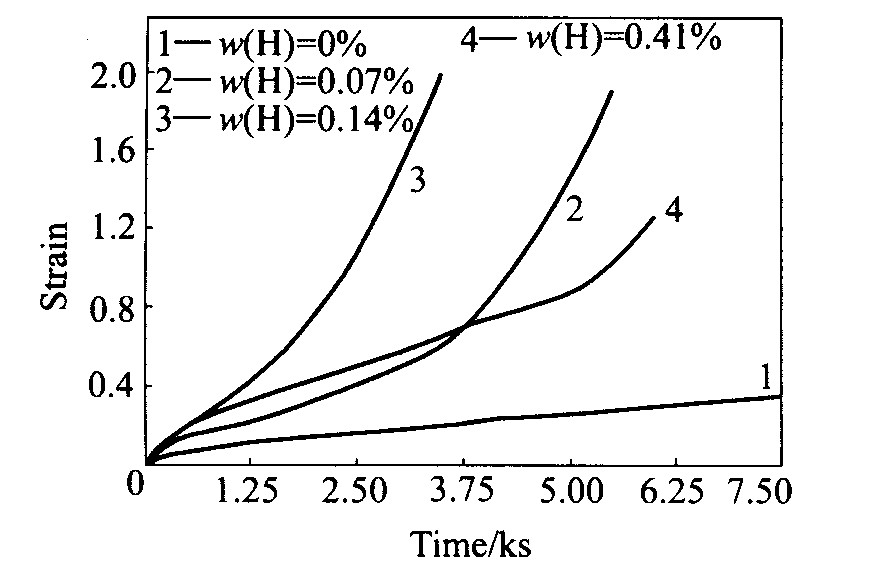
ͼ5 830 ��ʱ���Ti-6Al-2Sn-4Zr-2Mo��SPF��Ӱ�� Fig.5 Effect of hydrogen on SPF of Ti-6Al-2Sn-4Zr-2Mo at 830 ��
ͼ6 800 ��ʱ���Ti-6Al-2Sn-4Zr-2Mo��SPF��Ӱ�� Fig.6 Effect of hydrogen on SPF of Ti-6Al-2Sn-4Zr-2Mo at 800 ��
�������Ժõ��⺬����Χ, ��ֵ����Ӧ���ɽ���50%, �����������ʿ����10%(800 ��)�� ��Ti-6Al-4V, ����0.4%(��������)���ҵ������γ�40%���ҵ�����, ������Ч�����, ��ʹ�⺬���ﵽ0.8%ʱ, �����������ʺ�����Ӧ����ֵ���ۺ�ˮƽҲ������δ���������� ��3������Ti-6Al-4V������⺬���µ�����Ӧ���������ʵı仯����� ������Ҳ��Ti-6Al-4V�ij������������ܽ������о�
�ִ�������������ǿ�����绬���dz����Ա��ε���Ҫ��ʽ, ��ɢ�;��ڼ������λ���˶��Ǿ��绬����������ҪЭ�����ơ� ʵ����֤���ѺϽ�����������ۻ�����: 1)�����ԽϺõĦ��������Ӧ�����ʽϵ�ʱ����ɢ���Ϊ��, ����Ӧ�����ʽϸ�ʱ��λ�����Ϊ��, ���Ľ���ı��˾���
��3Ti-6Al-4V������⺬���µ�����Ӧ���������ʵı仯��� Table 3 Variations of flow stress and elongation ofTi-6Al-4V in optimum hydrogen content
| ��/�� |
|
Original plate | Process �� | Process �� | |||||
| ��max/MPa | ��/% | w(H)/% | ��max/MPa | w(H)/% | ��/% | ||||
| 800 | 5.0��10-4 | 84.9 | 390 | 0.34 | 37.9 | 0.34 | 440 | ||
| 800 | 2.5��10-3 | 148.7 | 150 | 0.39 | 65.9 | 0.28 | 165 | ||
| 700 | 2.5��10-3 | 203.5 | 165 | 0.32 | 113.9 | 0.65 | 305 | ||
| 700 | 2.5��10-3 | 284.6 | 85 | 0.32 | 174.4 | 0.65 | 155 | ||
��4 ���Ti-6Al-4V�Ͻ����α伤���ܵ�Ӱ�� Table 4 Influence of hydrogen onactivation energy for Ti-6Al-4V
| w(H)/% | T/K | E/(kJ��mol-1) |
| 0.00 | 1 133~1 173 | 238 |
| 0.07 | 1 133~1 153 | 245 |
| 0.12 | 1 093~1 153 | 274 |
| 0.17 | 1 073~1 133 | 301 |
| 0.23 | 1 053~1 113 | 326 |
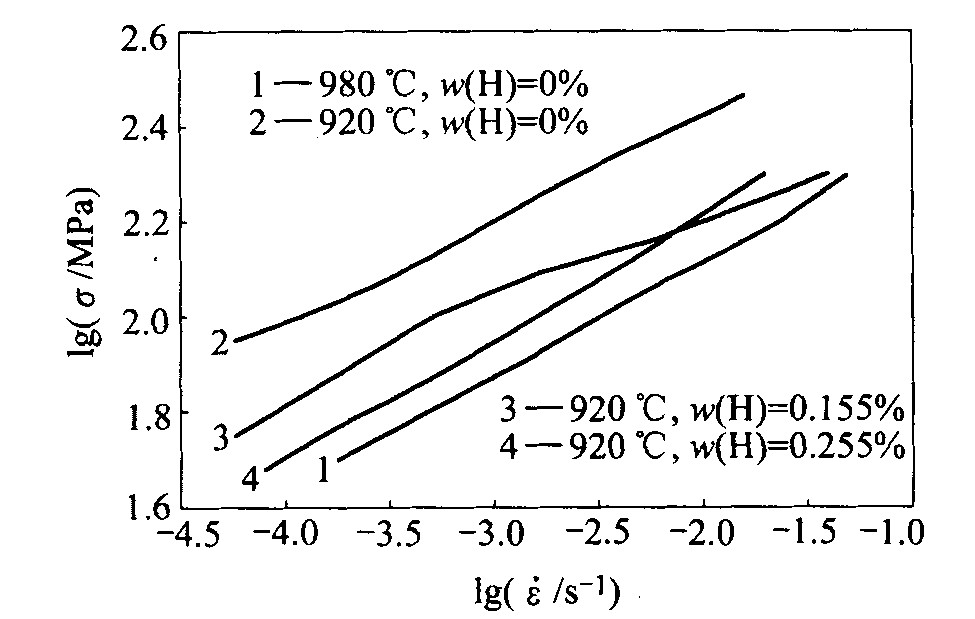
ͼ7 Ti3Al���Ͻ�����Ӧ����Ӧ�����ʵı仯 Fig.7 Variation of flow stress with strain rate for Ti3Al based alloys
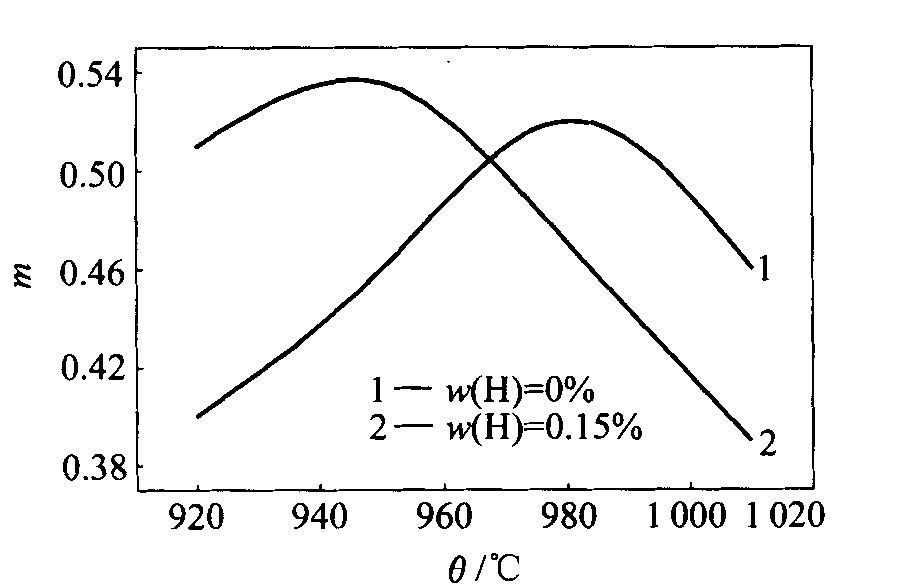
ͼ8 Ti3Al���Ͻ�Ӧ���������� ָ�����¶ȵı仯 Fig.8m versus temperature for Ti3Al based alloys
��״; 2)����ı���������/�����绬��Ϊ��, ͨ��������ɢ��λ���˶���ͬЭ��, ���绬������ʹ�������ֵ���̬; 3)����������������Э����Ҫ�������������Ǩ������ɡ� �ɴ˿ɼ�: ��ɢ��λ���˶��ڳ���������������Ҫ���á� ���, �ѺϽ������Ƴ����Ե���Ҫԭ��Ϊ
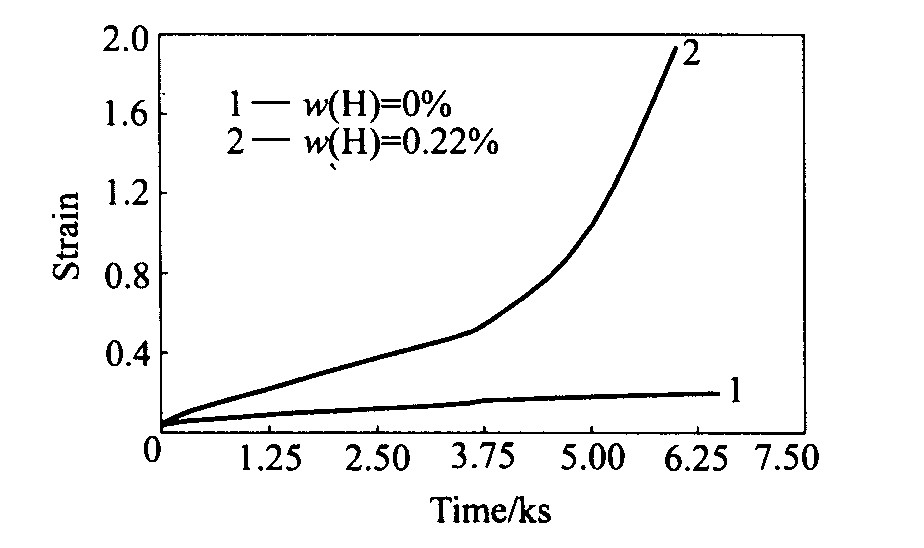
2.1.3 ��Ը������Ե�Ӱ�켰�����û���
����ѺϽ�������Ե�Ӱ����Ҫ����Ϊ: 1)����Ӧ���ϵ�; 2)�������������������; 3)������ֳ��ֵ�һ������ǰ�ı��μ�����ߡ� ���������������ܵ���ע���õ��㷺�������о����������������, ������ѧ�߶Դ˸����˸߶����ӡ� ����������70���, ǰ����ѧ�߾��������ⷽ����о�����, һϵ�е��о�����
ͼ9 Ti-6Al-4V760 ����¶���ʱӦ����Ӧ������ Fig.9 Stress��strain curves for Ti-6Al-4V isothermally forged at 760 ��
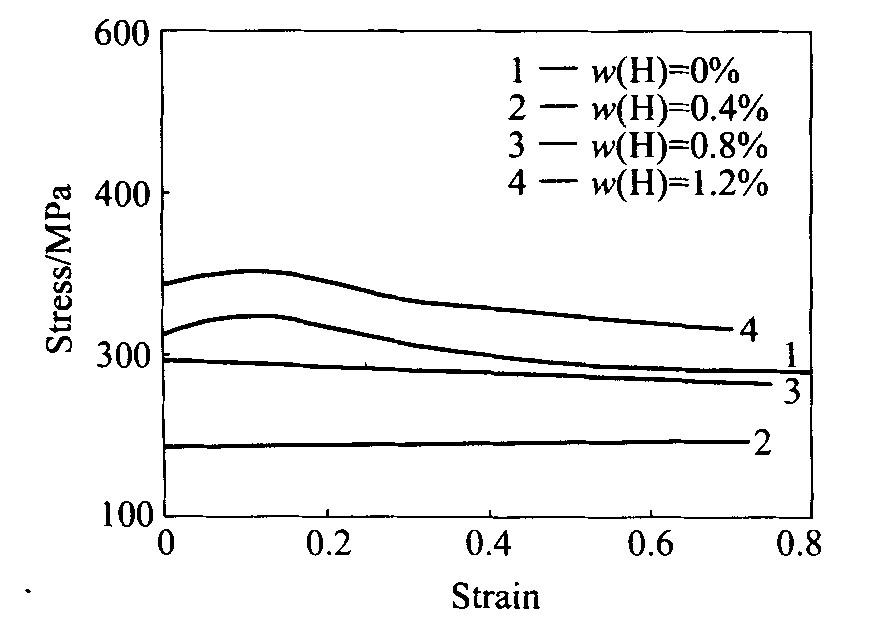
ͼ10 Ti-6Al-4V820 ����¶���ʱӦ����Ӧ������ Fig.10 Stress��strain curves for Ti-6Al-4V isothermally forged at 820 ��
ͼ11 ��ͬ�¶����⺬�� �Է�ֵ����Ӧ����Ӱ�� Fig.11 Effect of hydrogen content on peak deformation stress of Ti-6Al-4V
��С, ���⺬���ﵽ0.4%(��������)ʱ, ������Ӧ��Ϊ���, ԼΪδ����Ͻ�����Ӧ����70%; ֮��, �����⺬��������, ����Ӧ����������, ����Ҫ����Ϊ�⻯��TiH2���������¡� Birla������Ti-6Al-2Sn-4Zr-6Mo�Ͻ��м���0.4%(��������)��, 730 ��ʱ�Ķ�������Ӧ����δ����ʱ, ����30%~35%
Ŀǰ, һ����Ϊ���¸������ܵĻ�����
2.1.4 ����������ܵ�Ӱ�켰�����û���
�����������Ӱ�������ЧӦ����߳�ʼ���Ƴ���ǰ�ļ��ޱ����ʡ� Tsiolkovky�״��ڴ����BT15��BT30 �����ѺϽ��й۲쵽��������������
��5 BT22�� Ti-10-2-3�Ͻ����ͬ������������� Table 5 Phase compositions of quenchedBT22 and Ti-10-2-3 alloys aftercompression to different degrees
| Alloy | w(H)/ % |
Phase composition | ��lm/ % |
||
| ��=0 | 0<��<��lm | ��=��lm | |||
| Ti-10- 2-3 |
0.004 | ��+���� | ��+���� | BCT+���� | 24 |
| 0.1 | ��+���� | ��+���� | BCT+���� | 28 | |
| 0.2 | ��+(����) | BCT+���� | BCT+(����) | 51 | |
| 0.3 | �� | ��+(����) | �� | 76 | |
| 0.5 | �� | �� | �� | 80 | |
| 0.7 | �� | �� | �� | 80 | |
| BT22 | 0.004 | ��+���� | ��+���� | BCT+���� | 28 |
| 0.1 | ��+(����) | BCT+���� | BCT+���� | 33 | |
| 0.2 | �� | BCT+���� | BCT+(����) | 56 | |
| 0.3 | �� | ��+(����) | ��+(����) | 80 | |
| 0.5 | �� | �� | �� | 80 | |
| 0.7 | �� | �� | �� | 80 | |
��6 Ti-10-2-3��ĵ���ѧ���� Table 6 Mechanical properties ofsheets from Ti-10-2-3
| State | w(H) /% |
��s/MPa | ��b/MPa | ��/% | ��/% |
| Cold rolling | 0.36 | 820 | 830 | 2.4 | 18.5 |
| Annealing (650 ��, 0.5 h) |
0.36 | 560 | 750 | 13.5 | 54.5 |
| Vacuum annealing (650 ��, 3 h) |
0.005 | 1 030 | 1 090 | 11.2 | 49.4 |
���ݵ�������ЧӦ, ����˹�ѽ�BT16�Ͻ��ֱ����˨�����������Ϊ����, ���е������豸���ѺϽ�δ�����ʱ�����ȶ�������M6��M8����˨, ��ֱ����˨������800~850 ���������, �����������ȶ�����������M8��M16����˨, �����ʿ������10~12��
һ����Ϊ, ����ѺϽ���������ЧӦ�����û�����
��7 ��������Ԧ�+�ºϽ����������Ӱ�� Table 7 Influence of hydrogen onamount of �� phase in ��+��alloy at room temperature
| w(H)/% | x(��)/% | ||||
| BT6 | BT16 | BT23 | BT22 | BT30 | |
| 0.003 | 9 | 23 | 30 | 40 | 80 |
| 0.05 | 10 | 60 | |||
| 0.1 | 12 | 35 | 50 | 70 | 80 |
| 0.2 | 14 | 48 | 60 | 90 | 100 |
| 0.3 | 60 | 70 | |||
| 0.4 | 90 | 80 | |||
2.2�����ɢ�ӹ���Ӱ�켰�����û���
�ѺϽ���ɢ�ӹ����ڼ��ȼ�ѹ������, ���ñ����ӱ������Ա��κ�ԭ����ɢʵ�ֹ̽������ӵĹ���, ��Ҫ����ɢ���ӡ� �����Գ�����ɢ���Ӻͷ�ĩ�̽�ӹ��� �ѺϽ���ɢ�ӹ��¶���Խϸ�, ��ɢ�ӹ�ѹ���� ʱ�䳤�� Ч�ʵ͡� ����˹ѧ���о�����
��ĩұ�����ܹ������Ƽ��ṹ�ڲ����ƫ��, ʹ�Ƽ��ṹ�ڲ���֯���ȡ� ������ɢϸС�����ڿ��ơ� û�и�������, ���н�Լ���Ϸ��ú������ɱ��͵��ص�, �ѱ��㷺Ӧ���ڽ����仯��� ���ϲ��ϡ� ���ײ��Ϻ��ֹ��ܲ��ϵ��Ʊ���ӹ��� Ȼ��, �����ѺϽ����������Ӧ���ߡ� ԭ����ɢ�����͵�ԭ��, �ѺϽ��ĩ�̽���̻�����һЩ����, ��Ҫ�ǹ̽��¶ȸߡ� ѹ�����ʱ�䳤, ��ɹ̽�Ч�ʵ��¡� ���øߵ����⡣ �����ȹ���ѧ���о�����, �ѺϽ��ĩ����̽���Խ��̽��¶Ⱥ�ѹ��, ���̹���ʱ��, �����������ѷ۹̽Ṥ��, �����Ƽ�����Ҳ����Ӧ��ߡ� ��8�����˲�ͬ�̽Ṥ������Ti-6Al-4V����ѧ���ܺͿ�϶�ʡ�
��8 ��ͬ�̽Ṥ������Ti-6Al-4V����ѧ���ܺͿ�϶�� Table 8 Mechanical properties and porosityof Ti-6Al-4V in different processes
| Process | ��b/ MPa |
��s/ MPa |
��/ % |
��/ % |
Porosity/ % |
| Pressing and vacuum sintering(1 350~ 1 400 ��) |
880 | 800 | 7.0 | 10.8 | 5.16 |
| HIP(950 ��, 200 MPa) |
960 | 830 | 11.2 | 18.0 | 0.67 |
| HIP+hydriding (800 ��, w(H)=0.8%) |
1 090 | 980 | 10.8 | 16.9 | 0.22 |
Yolton���˵������о���������
������ѺϽ���ɢ�ӹ�����Ҫ����Ϊ: 1)����ѺϽ��ȱ�������Ӧ�����½�, �����Ե�����, �Ӷ�ʹ�����ѺϽ��ڸ��������ڱ���; 2)�������е�����ɢ��������ɢ�����ϸ�, �ر����������ڵ���ɢ��������, �������Լ��ٺϽ�Ԫ�ص���ɢ, ����ԭ�ӽ����, ��С��ɢ������, �����ɢЭ����������; 3)���������ɢ�������ö��������γ�������ȷֲ��Ŀ�λ, �������ѵı������, �������ս����������, ǿ�����ս���̡�
��9 �����ѷ�����ͨ�ѷ������ѹ�Ŀ�϶�� Table 9 Porosities of hydrogenated powder andunhydrogenated powder in vacuum pressing
| ��/�� | Porosity/% | |
| Hydrogenated powder | Unhydrogenated powder | |
| 600 | 4 | |
| 650 | 3.5 | 16 |
| 700 | 2.2 | |
| 800 | 2.2 | 3.5 |
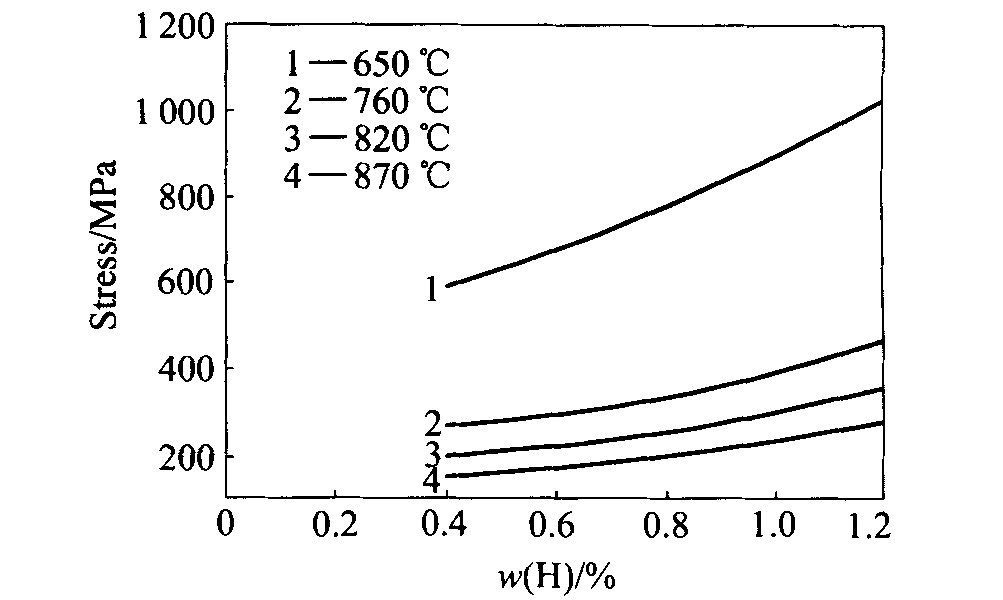
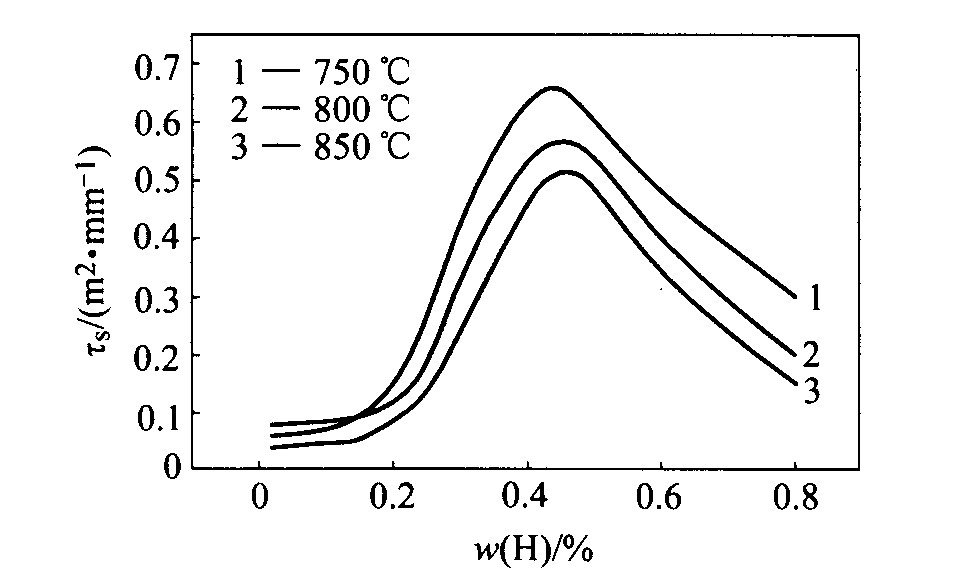
2.3��������ӹ���Ӱ�켰�����û���
�ѺϽ�������ӹ��Խϲ�, ����Ч�ʵ�, ��Ϊ���Ͻ�ӹ�Ч�ʵ�15%, �ҳߴ�����ѡ� ���������̡� ����Ҫԭ������: 1)�ѺϽ����ǿ�ȸ�, �����Բ�, �ܶ�С, ������С, ��ʹ�������¶�����, ����ĥ��Ӿ�; 2)�ѺϽ��뵶�߲��ϵ�����ǿ, ����ճ���ڵ���, ���µ��ߵ�ճ�����ɢĥ������; 3)�ѺϽ�Ļ�ѧ���Դ�, ������м�ڿ������⡢ ���͵���������, �γ�Ӳ��Ļ�����, ������������������, �Ҽ����ڵ��и���, �����������; 4)�ѺϽ���ϵĵ���ģ����С(E=112.5~113 GPa), Լ�Ǹֵ�һ��, �����ص���ɹ����ڼӹ��еĻص�����, ͬʱҲ��ɵ��ߺ���ĥ�����ء�
����˹ѧ�ߵ��о�����: �ѺϽ��м�����������������������������ӹ�����, ���Խ����������¶�50~150 ��, ����������66%~78%, ������м����״, ʹ��״��мת��Ϊ��м, ��ߵ��������ͼӹ�Ч��, �������������2~10����
Ī˹�ƹ������ռ�����ѧ��Kolachev ���˶����ѺϽ�BT1-0��BT5-1, �����ѺϽ�BT25��BT20, ��+���ѺϽ�BT3-1, BT6��BT8���о�����
Kolachev ����ͬʱ��ָ��
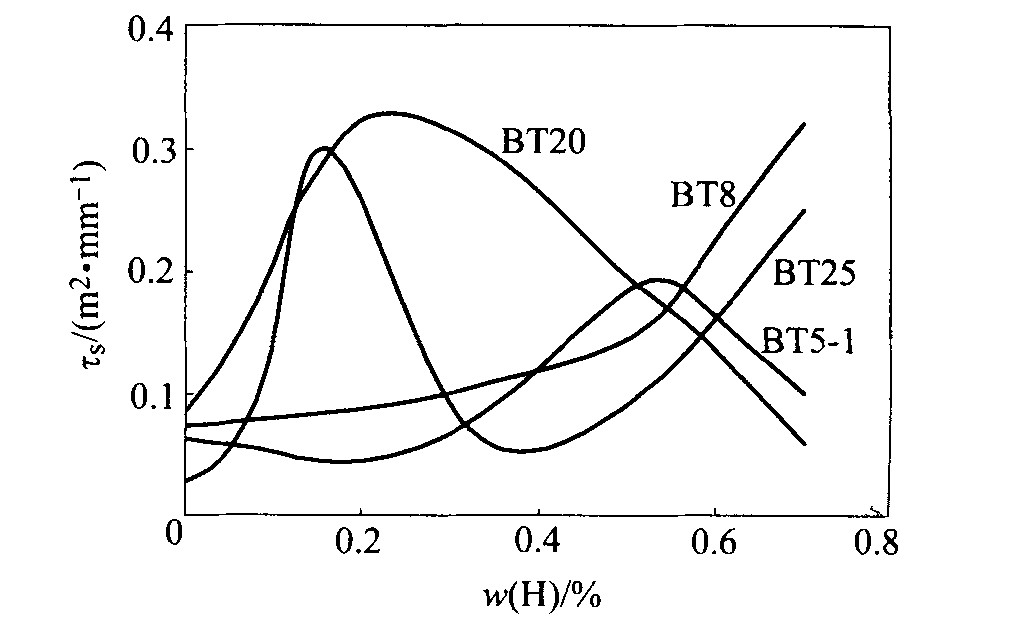
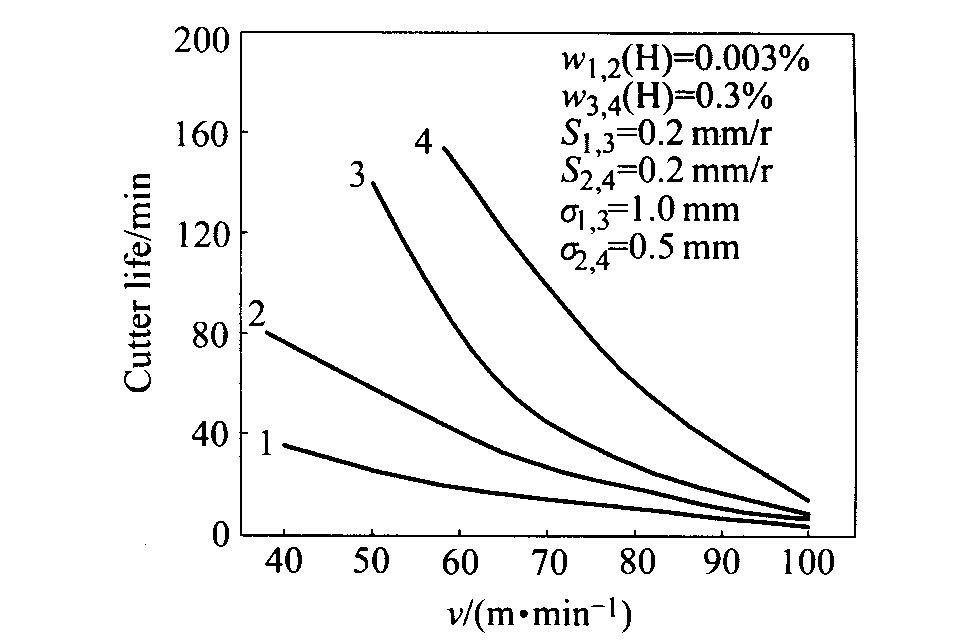
ͼ12 800 ������ʱ�ȵ�λ������s���⺬���Ĺ�ϵ Fig.12 Relation between hydrogen content and unit life(��s) at 800 ��
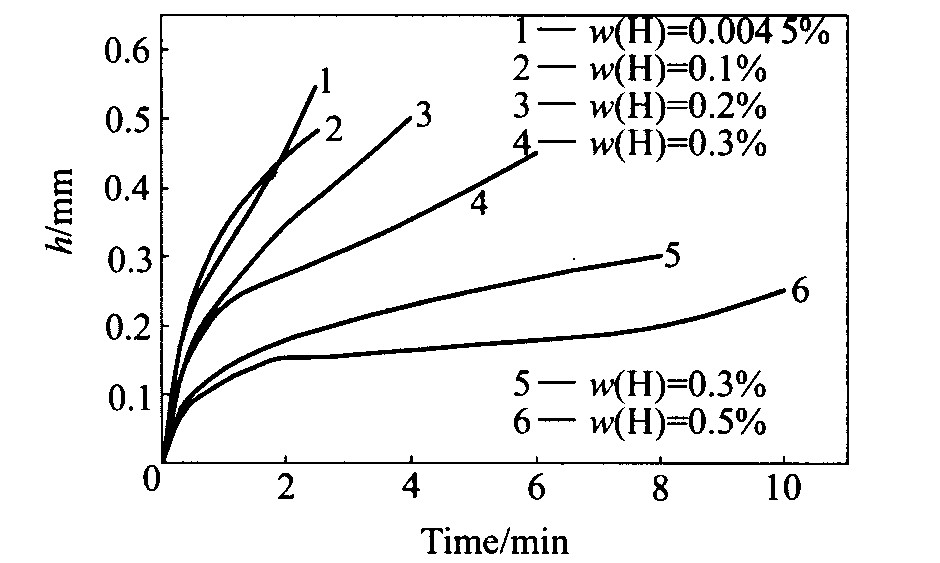
ͼ13 BK8��������ĥ��(h)�ı仯���� Fig.13 Variation of back wear(h) of turning cutter for BK8
ͼ14 ���߱ȵ�λ�����������¶ȼ�Ĺ�ϵ���� Fig.14 Relation between temperature hydrogenated and unit life of cutter
����, ��״��������, Ӳ������, �����������½��� 3)�ѺϽ������, ����ĥ���ص㷢���˱仯�� ����δ����ë��ʱ, ���ߵ�ǰ����ͺ���������ĥ��, �ڵ������γ����嵹��; ��������ë��ʱ, ���ߵĺ������оֲ�ճ��ĥ��, ���߾������û��ĥ�� 4)Ϊ���������ѺϽ������ӹ��Ե����Ч��, ÿһ���ѺϽ�����һ���������⺬��, ��������������Ҳ��һ��������Χ�� �����BK8��������800 ������0.3%��BT3-1�ѺϽ�ʱ, ��40 m/min�������ٶȡ� 0.2 mm/r�����ʺ�1 mm���������������, �������������9���� ���������ٶȵ�����, �������������С�� �������ٶȴﵽ80 m/minʱ, ��������ë���ĵ�������Ϊ18 min, ������δ����ë���ĵ�������Ϊ5 min�� ���������ٶȡ� ��������������ȵ�����, ����������IJ�������ʧ�� һ������������������������, �������¶�����, ���ߵ���ɢĥ��Ӿ�; ��һ����, �������¶ȴﵽ700~800 ������, ���Ի���ʼ��չ, �Ͻ����ѧ���ܷ�����Ӧ�仯�� �������¶ȳ���1 000~1 100 ��ʱ, ����������ܵ�����Ӱ�������ʧ�� ͼ15��ʾΪ����BT5-1�Ͻ�ĥ���������ٶȵı仯���ߡ� 5)�����⺬��������, ��м�Ĵ�������, �ر������ѺϽ����м����м״��
ͼ15 ����BT5-1�Ͻ�ĥ���������ٶȵı仯���� Fig.15 Variation of cutter wear with cutting speed for cutting BT5-1
�о�����, ������ѺϽ������ӹ����ܵ���Ҫ����Ϊ: 1)��Ͻ��¸����������ṹ�ı仯�� ����ɵ������ͽ����ѺϽ������⻯��, ʹ�Ͻ��������, ��м����ȥ��, ������������; ���ڽ�������+���ѺϽ�, �����⺬��������, ������������, ��������ܼ���ʱ�������⻯��, �⺬���ܸ�ʱ���γɽ����ṹ, ��ʱ�Ͻ��������������������������, ���ºϽ��������Ӻ��뵶�ߵ�������ǿ, �������Խ��͡� 2)��Ͻ�ʹ�ѺϽ���ϸ��, �����ֽṹ�������õĿ������ӹ��ԡ� �������¶ȴ�750 �����850 ��ʱ, ���ھ���������������������Ӷ���ʹ�������Խ��͡� 3)��Ͻ������ѺϽ������ӹ��������ѧ���ܵı仯�� �����������;���ϸ����ԭ��, ����Ͻ������Ժ�����Ӧ������, �����������¶��½�, ����������ߡ� 4)��Ͻ������ѺϽ����������ܱ仯�� �ѺϽ������, ���ȴ����Ե������, ��������������ɢ������, ����˵��������� 5)��Ͻ����ѺϽ��뵶��ĥ�����Եı仯��
2.4��Ա��ʼӹ���Ӱ�켰�����û���
�ѺϽ���̬��֯һ��Ϊ�ִ�ĵ����Ƭ�㾧, ��Ͻ����ѧ���ܽϲ�, �ر��ǵ���ƣ�������Ͷ������Խϵ�, ������Լ�������ѺϽ��Ӧ���뷢չ�� Ϊ�ﵽϸ����֯, �Ľ���ѧ���ܵ�Ŀ��, ͨ�����ö͡� ���ȼӹ���������������顣 ͨ������һ����Һ��ת����������, ���������ں�������ֽ��е���������, ��ͨ����ѭ��������Ӳ��, ����ϸ�������ѺϽ�ִ����̬��֯, �Ӷ���ߺϽ������ǿ�ȡ� ƣ��ǿ�ȺͶ�������, �÷����ռ�, Ч������, �ѳ�Ϊ����ѺϽ������ܵ�һ�����ͼӹ�������
������Kerr��1980���״α�����������ﵽϸ��Ti-6Al-4V��֯��Ŀ��, ʹ�����ѺϽ��ƣ��������ߵ����κϽ�ﵽ������ˮƽ
��10 BT5��BT20�Ͻ�����������ѧ���� Table 10 Mechanical properties of BT5 andBT20 after hydrogen treatment
| Alloy | Treatment | ��b/ MPa |
��0.2/ MPa |
��/ % |
��/ % |
ak/ (J��cm-2) |
| BT5 | Original state Hydroding |
790 910 |
730 870 |
6.2 12.0 |
19.5 31.5 |
55 70 |
| BT20 | Original state Hydroding |
950 1050 |
870 970 |
9.2 8.8 |
15.5 14.2 |
56 55 |
| BT6 | Original state HIP+Hydroding Hydroding+HIP |
920 1120 1100 |
830 1080 1040 |
8.2 10.3 10.7 |
46 48 50 |
|
| BT23 | Original state HIP+Hydroding Hydroding+HIP |
1000 1190 1100 |
960 1120 1060 |
7.2 8.5 8.9 |
15.0 19.0 19.6 |
47 56 56 |
Kolachov�ȶ���2����Ti-25Al-10Nb-3V-1Mo�Ͻ��������о�����
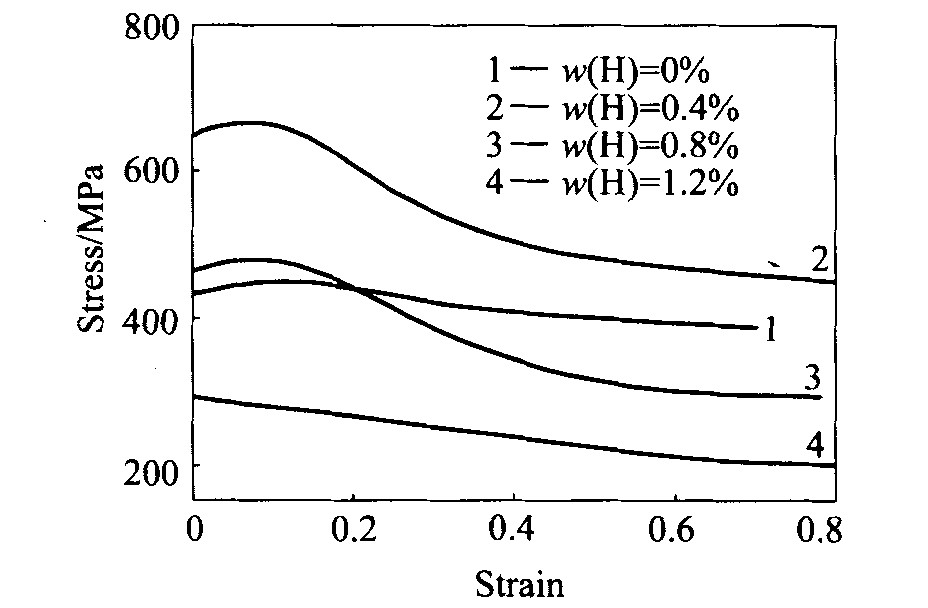
�ѺϽ�������ʼӹ����ƺϽ�����֯����Ҫԭ��Ϊ: �ѺϽ���������ʱ, �����¶ȵ����ߺ��������, �Ͻ�Ѹ������+��ת��������, ͬʱ�⻯���ؾ���;����γ�; �����˻�ʱ, ���¶ȵĽ���, �����γɵ��⻯�����������, ����������+ TiH2ת��, ���д�����ϸС���⻯�����, ����ɢ�ֲ��� ����������+ TiH2ת������Ľϴ����ЧӦ��

ͼ16 Ti-6Al-4V���ǰ�����ѧ���� Fig.16 Mechanical properties of Ti-6Al-4V before and after hydrogen treatment
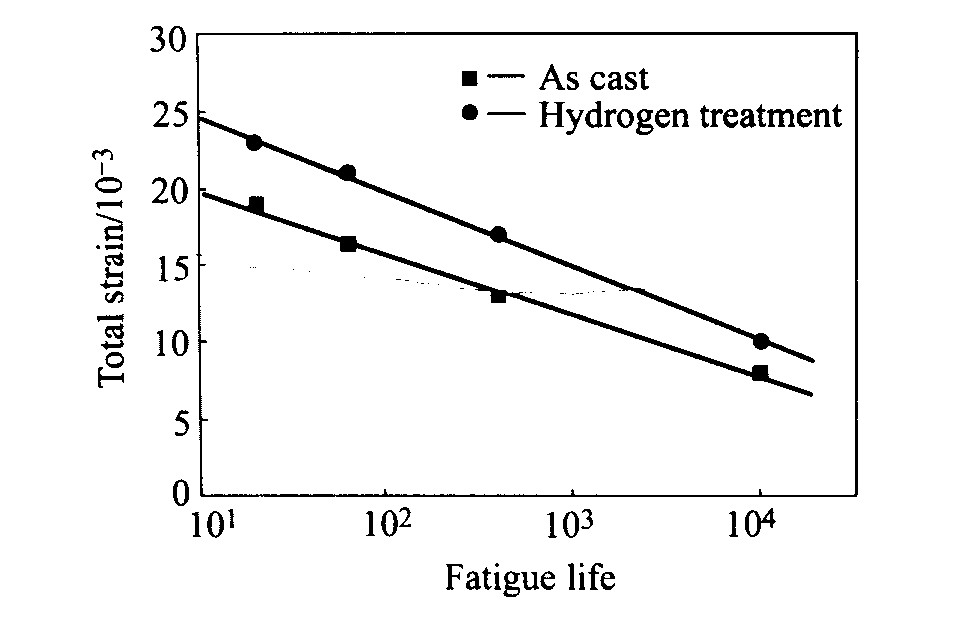
ͼ17 ���ǰ��Ti-6Al-4Vƣ������ Fig.17 Fatigue curves of Ti-6Al-4V before and after hydrogen treatment
��ƶ��Ҫ�Ͻ�Ԫ�ص�����ĵ�ǿ�ȶ�����Ĺ����ϵľ���/��������ϵĸߵ���Ӧ��, ���������γɿ�ʼ�ξ���ʧȥ������, �����˾��˰���������������Ŀ����ԡ� ��ʱ, ��������ɢ����Ҳ�����������ת����¶ȵͶ���������, ��������������ת��ĺ���������, ���ܷ�������ת��, Ҳ���Ǻ�������ķֽ�����(������ǿ�ȡ� ��������������Ӧ���� ������ЧӦ��)�����仯, ʹ���ں���ϱ���Ϊ���ܱ���, ������ʹ����ȡ��;������, ����⻯����Χ����Ӧ�䳡�ͻ����г��ִ���λ��, ����Ļ����ܴ������, ��ʹ�Ǿ������ṹ���γ�, Ϊ����������ٽᾧ�ṩ�˸��ܶȵ��κ˵ص���ܹ��������������, ����ڳ����ʱ, ���Ϸ����ٽᾧ, ʹ�ִ����֯����ϸ���͵��ữ��
2.5 ���Ѽ����
���㲿���ڼӹ������л������������, һ����Ͼ���������, ���뵽�������л������á� ����˹�����ɹ������ü�������ջ��������ѺϽ���м���·���
���ַ����봫ͳ�������, �����ɱ�����80%~90%, ��������˲��ѻ�������, ��������Ʒ�������������ù�ҵ����, Ϊ���ڹ��ø����ŵ�Ӧ�ÿ����˹���ǰ����
��11 ��������������ѺϽ������ѧ���� Table 11 Mechanical properties of rods fortitanium alloys by hydrogen treatment
| Alloy | ��b/ MPa |
��0.2/ MPa |
��/ % |
��/ % |
ak/ (J��cm2) |
| Ti | 490~ 560 |
390~ 510 |
20~ 28 |
30~ 55 |
90~ 122 |
| Ti-2.5Al | 470~ 560 |
390~ 500 |
15~ 26 |
20~ 42 |
90~ 120 |
| Ti-6Al-4V | 990~ 1 130 |
880~ 1 050 |
4~ 13 |
11~ 31 |
30~ 55 |
3�ѺϽ������������Ӧ�ü���ǰ��
�ѺϽ�������������ѺϽ����ѧ����ѧ��һ���µ�ѧ�Ʒ���, ���ڸ����ѺϽ�ļӹ����ܡ� ��DZ�ѺϽ�ӹ������� ����Ƽ�ʹ�����ܺͽ��ͼӹ��ɱ�����Ҫ������, ���кܸߵļ�������Ч������õ�Ӧ��ǰ���� �������Ҫ��Ӧ����
�ѺϽ���������������������������ѺϽ��������Դﵽ���Ժ��ƹ������ܵ�Ŀ��, �Ѿ����п��������м���������Ӧ��, �����нϸߵ�ʵ�ü�ֵ��
1) �ѺϽ��ȳ�����Ӧ�ý�Ϊ�㷺�����Ƽ��ӹ������� Ӧ���ѺϽ����������Ժͳ����Ե�����Ӱ��, ����Ϊ����Ӧ���Ľ��ͺ����Ե����, ʹ�ȱ��θ������ڽϵ͵��¶��»�ϵ͵�ѹ���½���, ͬʱ������߳�����Ӧ������, ����߳����Ե�����Ч�ʷdz�����, ������������������Ч��Ӧ�����ѺϽ�����ơ� ���ɶ͡� ���¶��졢 �����Գ����Լ���ɢ���ӵȹ���, ������һ����ʵ�����塣 ͬʱ, �ѺϽ����������ҲΪ���Ƹ��¸�ǿ�ѱ����ѺϽ�ļӹ������ṩ��һ����Ч;���� �����ѺϽ��Ϊ�������������仯����, ��Ti3Al, TiAl��, �䳣�º��ȼӹ����Ժܵ�, ���������ó���ķ���������мӹ�, ����һ�־��и�ʣ�����ԵĹ��շ�����Ϊ��Ҫ, ���, ������������ڸ����ѱ��ε��ѺϽ�������ܸ���ʵ�����塣 �ѺϽ��ȳ����¶ȵĽ�����ζ�ſ��ý�Ϊ������ģ�߸ִ����������ºϽ�ģ��, ��Լ����ģ�߲���, ���ͼӹ��ѶȺ������ɱ�, �������ģ������������Ч��; �ѺϽ�����Ӧ���Ľ�����ζ�Ž����˶��豸��Ҫ��, ��������г����豸��������
2) �����Ա����������ѺϽ���Ʒ�����������ֶ�, �������Ѻ�һЩ�߶ȺϽ����ѺϽ���, �����ѺϽ��������¹������Ժܵ�, �����������Լӹ��ֶν��мӹ��� �ѺϽ����������ּ��������Ͻ���������, �ı�Ͻ����������ɺ������, ���Ʊ��ι�����������ת��, ��ߺϽ���������ԡ� �ⲻ�������ڸ����ѺϽ�������� ����ȹ�������, ���ҿ��Ը��ư�ĵ����ѹ���ܡ�
3) �ѷ�ĩұ����������Ʒ�ӹ�����Ч�ֶ�֮һ, �������ѷ۵��Ʊ���Ӱ���Ƽ����ܵĹؼ�����, �⻯���������ȡ�������� �ͳɱ��ѷ۵�һ����Ҫ������ �������ܹ��ղ���������������������⻯�ѷ�ֱ�ӳ���, ������Ч����������̽�����̵�����Ӱ��, �����˹̽��¶Ⱥ�ѹ��, �����˹̽�ʱ��, ������Ƽ�����, �����һ�ָ�Ч�ġ� �ͳɱ����ѷ۳��ͷ�����
4) �ѺϽ������ӹ��������ѺϽ��Ƽ��ӹ�����ȱ�ļӹ��ֶ�֮һ, ��ȴһֱ����������Ч�ʵ͡� ���������̡� �ӹ��ɱ��ߵ����⡣ �ѺϽ�������������Ըı����������������ṹ������̬, �����ѺϽ����ѧ���ܺ��������ܵı仯, �Ӷ��������ѺϽ������ӹ�����, ���зdz���Ҫ��ʵ�����塣
5) �ѻ����ϲ��Ͼ��е�һ���������߱���һϵ����������, ��ȸնȡ� ����ǿ�ȡ� ������ԡ� ������ԡ� ��ƣ���Ծ����ڵ�һ����, �������ѵĻ��Ը�, ��������ǿ������淴Ӧ, �����ϲ������ܡ� ����������������Խ����ѻ����ϲ����Ʊ����̵Ļ����������Ӧ�����Ʊ��¶�, �Ӷ��ﵽ���ٻ�������ǿ��֮��Ľ��淴Ӧ��Ŀ��, ����ѻ����ϲ��ϵ����ܡ� ��µ���ѡ��Ti-1100��Ti-6Al-4V���ֺϽ�IJ�����Ϊ�������, ����d 100 ��m��SiC��ά����ǿ��, ����ά����Ľ������, ͨ������̽�, ����˸����¶��µĹ̽�����, ���ڵ��������Ʊ��¶�100 �������������ά��ǿTi-1100����Ti-6Al-4V�����ϲ��ϵ�����ɢ�Ʊ�, ��������ά�Ľ�ϱ�������(����12), �Ӷ���Ч�ؽ�������ά������Ľ��淴Ӧ�̶�, ʹ��Ӧ��ĺ�����Լ���
6) ����Ħ������������������һ�ֲ��÷Ǻ����������״�Ľ���ͷ�ڴ������������ӽ�����ת�� Ħ���� ���衢 ��ѹ, ����-��е������������ɢ�����γ����ܵĽ����������ӷ����� ���ַ������������ͳ��벻���, ���Ѿ��ɹ�Ӧ�������Ͻ�ĺ���, �������ѺϽ��ȱ����¶ȸߺ�����Ӧ�����ԭ��, ������ͷ��ѡ����ɼ��������, ʹ���ѺϽ����Ħ����������δȡ��ʵ����ͻ�ơ� �ڹ�����, ��Ȼ��δ���˽���������������ѺϽ����Ħ��������, ������Ħ�����ڱ���������ͨ�����Ա���ʵ�����ӵĹ���, ���������Ϊ�ѺϽ�����Ҳ���Խ��ͽ���Ħ�������¶Ⱥ�ѹ��, Ϊ����ͷ��ѡ���ṩ�����ѡ��ռ�, ҲΪ�ѺϽ����Ħ������ͻ�Ƶ춨������
��12 ���ϲ�����ά�����̽��ϱ��� Table 12 Bonding ratio of base withfiber in composite
| Process | Process time/min |
Bonding ratio | |
| Ti-6Al-4V 820 ��, 30 MPa |
Ti-1100 920 ��, 40 MPa |
||
| Unhydroding | 40 | 19.7 | 84.7 |
| Hydroding(foil) | 40 | 100.0 | 94.4 |
| Hydroding (in situ) |
40 | 79.4 | 89.1 |
| 60 | 100.0 | 97.7 | |
�ѺϽ�����ȿ��Ե�������, Ҳ����ͬijһ���ռ�����һ�� ��������⼼����ijһ���幤������, ��Ȼ�ǶԴ�ͳ���յĸ���, ���������ľ��ü���Ч�档 ��ͳ�����Գ��ι����dz����-��ѹ����, ������������볬�ܳ��ι���, ��·��Ϊ�����-����-��ѹ����-����, ������һ����ѭ��ʵ������ͳ�����������, �����������, �����һ�ֱȽ���ǰ���ĸ��Ϲ��ռ�����
4 ������
�ѺϽ���������þ���˫����: һ����, ����Ϊ�к�����Ԫ�ض��ѺϽ�ʹ���������ż�Ϊ������Ӱ��; ��һ����, ����ͨ��������Ч�ؿ������⡢ ��䡢 ����ȹ��̻����Ӧij�ֹ��յ���֯�ṹ�Ը�����ӹ�����, ����, ��Ļ���������ܵõ����ӡ� ��Ҫָ������, �������������Ҫ�������ѺϽ�ļӹ�������, ������ӹ������Ƿ����, ����������Ŀ���Ͻ����þ�����˻�ʹ���⺬���ָ�����ȫˮƽ, �Ա�֤�ѺϽ��Ƽ���ʹ���в�������ࡣ �ѺϽ�����������Ǵ���Ŀ���ϽǶȳ���, ��Ч�ؿ�������ϵͳ���⺬���� ����״̬��������, ʵ�ָ������Լӹ��� ��ɢ�ӹ��� �����ӹ��ͱ��ʼӹ��������ܵ�Ŀ��, ���ѳ�Ϊһ�����͵�ѧ������ ����˹�Ѿ�������һ�������ļ�����ϵ, ��Ҫ����������� �����ܡ� �����ܺ����е�ӹ��� �ѺϽ����������������ȫ������ѺϽ�������ܡ� ��ӹ�Ч�ʡ� ���ͼӹ��ѶȺ�����Ƽ�ʹ������, ���������ѺϽ�ļӹ�����ˮƽ, ��Ӧ��ǰ������, ���п����ƹ㵽����������������ļӹ�����֮�С�
�����
[52] ��ZHANGShao qing,PANFeng.HydrogentreatmentofTi6Al4Valloy[J].ChinJMetSciTechnol,1990(6):187192.

