���±�ţ�1004-0609(2008)04-0693-05
5A12���Ͻ����������ټ��������庸�ӵ���ֵģ��
�� ��� �����Ž�ѫ
(������ͨ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 710049)
ժ Ҫ��������Ͻ�5A12���ޱ����ټ���������(TIG)���ӹ��̴��ڷ���̬���ص㣬����˿�����ԴԤ�����ü��ƶ�ЧӦ�Ķ�ά��˹��Դ����ģ�ͣ������������Ķ�ά��˹��Դģ�Ͷ��亸���ȹ��̡����Ӳ���DZ��κ��������Ӧ��������ֵģ�⼰�о���ͬʱ�Ƚ���ֵģ�⼰ʵ������ʵ�������������������Ķ�ά��˹ģ���ܽϺõط�ӳ���ޱ���ĺ����ص㣬������Ľ�ͷ�ۺ�����״����ѭ��������ʵ�����Ǻ����á����Ӳ���DZ��μ������������Ӧ��Ҳ�õ�����ʵ��ֵ�Ͻӽ���ģ���������ô������Ķ�ά��˹ģ�Ϳ���ߺ����¶ȳ��������������Ӧ���������ֵģ���ȷ�ԡ�
�ؼ��ʣ���Դģ�ͣ����ߴ磻Ԥ�ȣ�����Ӧ�����������
��ͼ����ţ�TG 456.7���� ���ױ�ʶ�룺A
Numerical simulation of tungsten inert gas welding of
5A12 aluminum alloy limited size sheet
WANG Rui, LIU Chuan, ZHANG Jian-xun
(School of Materials Science and Engineering, Xi��an Jiaotong University, Xi��an 710049, China)
Abstract: The characteristics of the quasi-steady-state during tungsten inert gas (TIG) welding process on 5A12 aluminum alloy sheet with limited size were analyzed. The welding process, residual angular deformation and longitudinal residual stress were numerically simulated and studied using the modified two-dimonsional Gaussian heating source model. The numerical simulation results were compared with experimental results. The results show that the numerical results by the modified two-dimensional Gaussian model reflect well the limited plate welding characteristics. The shape of joint fusion zone and thermal cycle curve calculated agree well with the experimental results. And the welding residual deformation and longitudinal welding residual stress are closer with the experimental value of the simulation results. The welding temperature field, welding longitudinal residual stress and deformation can be simulated accurately using the modified two-dimensional Gaussian model.
Key words: heating source model; limited size; preheating; residual stress; residual deformation
�����¶ȳ�������ӳ���ӹ��̵ĸ����ԣ�����Ӿ����˺��Ӳ���Ӧ������Σ�Ӱ�쵽�ۺϡ����ơ���֯���뺸�������йص�ָ�ꡣ��������Ԫ�������ڼ�����Ͻ��к��ӹ��̵���ֵģ�⣬�����ڽ϶̵�ʱ���ڻ�ò�ͬ�����������¶ȳ��ֲ�����Ӧ�����Ͳ�����Σ�ʹ���ӹ��̵�ȷģ���Ϊ����[1-2]��
���ڹ���ʵ�����⣬��ά��ֵģ�������������������ڳ������������䷢չ������ѧ���Բ��ö�άģ�ͽ��м��㣬�ڱ�֤���㾫�ȵ�ͬʱ�����Ч ��[3-4]������������ö�ά����Ӧ��ģ���ܹ���Чģ��T�ͽ�ͷ�IJ���Ӧ���ͽDZ���[5]��ģ�������ߴ����Ͻ�2024�ټ�벻����ӹ��̣�����õ�Ӧ���ޱ��κ�����[6]��ZHU��[7]���ö�άģ���о��˲������ԶԺ��ӱ��ε�Ӱ�죬����Ա���Ӱ���С���������������пɼ�UEDA��[8]���ö�ά����Ԫģ���о��˾ֲ����ȡ�����˳��ʼӦ���ͺ��Ӽ�϶�����ضԺ��ӱ��ε�Ӱ�졣ABID��[9-10]�Թܺͷ����̵ĺ����¶ȳ������κͲ���Ӧ�������˼��㣬���Ƚ��˶�ά����άģ���Ե���ȱ�㡣
�����ȷ��ͨ����άģ������˲ʱ�ƶ���Դ�����������ȷ��˲ʱ�¶ȡ�Ӧ���ͱ��Σ���Ȼ�Ǻ��ӹ�����ֵģ����Ҫ���о�����֮һ���ڲ��ö�άģ�ͽ��м���ʱ�����ݺ��ӵ��ص㣬�ȹ��̿��Է�Ϊ4���Σ�Ԥ�ȡ����ȡ����ȼ���ȴ��SARKANI��[11]���Ǻ��ӹ��̸���Ҫ���ֵ�Ӱ�죬Ѱ����Ч����T�ͺ��ӽ�ͷ�IJ���Ӧ���ķ�����FERRO��[12]�о�����SA516�ֺ��Ӳ���Ӧ����Ӱ�졣����ں����ٶȽϸ������ȵ��ʽϵ͵�����£���άģ�ͺͶ�άģ�͵ļ������Ǻϸ��á�
1 5A12���Ͻ����̬����
ͼ1��ʾΪ����Ϊ160 mm��5A12���Ͻ�TIG������ĺ�ۺ�����Ƭ����ͼ1�ɿ����������ӹ淶���ֲ���ʱ�������ϸ���Ŀ��Ȳ�ͬ���������ں��ӵ绡�Ժ������Ӳ�λ��Ԥ�����á������Ӽ��ߴ� �ܴ�ʱ����һ���û�ﵽƽ�⣬Ҳ������ν���� ̬�����������ߴ��ĺ��ӣ����Ѵﵽ��̬��
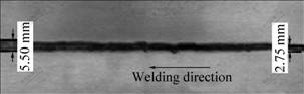
ͼ1 Ԥ�����öԺ�����͵�Ӱ��
Fig.1 Effect of preheating on welding shaping
�ں��ӹ��̽�����̬������Դ���ƶ��������¶ȳ����۳���״������ʱ��ı䣬����Ϊ�����ߵķ�Χ������ʱ������ֻ������Դ���ƶ����ƶ���ͼ2��ʾΪ�����ȱ��庸�Ӷ�ά�����ֲ�[13]��
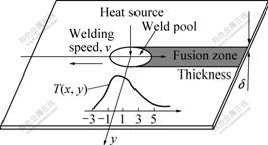
ͼ2 ���庸�Ӷ�ά�����ֲ�
Fig.2 Two-dimensional heat flow distribution of thin work piece during welding
�����ƶ�����Դ���ȹ��̼���ʽ(1)���ܹ�����������ƶ���Դ�����κ�һ��p(x, y)����Ӧ���� ��[14]����ͨ������ijһ�������¶ȣ�������������������(ͼ2��ʾyֵ)���ж����Ƿ������̬��
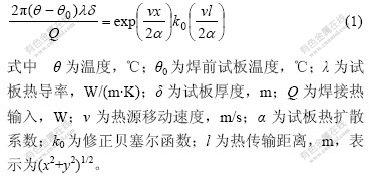
�����庸�ӵ�ʵ�������ȡ�¶�Ϊ50 ��ʱ�� ��0=20 �棻��=118 W/(m?K)����=5 mm��P=560 W��v=10 cm/min��k0�ɲ����ã�ͨ���������50 ������������(x=0 mm��y=133 mm)��yֵ��������80 mm����ͼ1�۳صļ�����״�������Լ�ʽ(1)�ļ������ܹ�˵�����������ߴ�����Ͻ𱡰��ں��ӹ����д��ڷ���̬����
������������������Ͻ𱡰��TIG���ӹ��̴��ڷ���̬�����ص㣬������������Ķ�ά����Ԫģ�ͶԺ��ӹ����¶ȳ������Ӳ���Ӧ���ͺ��Ӳ�����ν���ȫ�����ֵģ���о�����ͨ���Ա�ʵ������֤����ģ��ģ������ȷ�ԡ�
2 ����ģ��
2.1 ��Դģ��
����TIG���ӹ��̵绡���ȵ��ص㣬���ø�˹����������������Դ��һ����Χ�ڵķֲ����亯������ʽΪ��
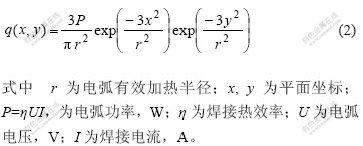
ʽ(2)������������Դģ�ͣ��ڶ�ά����Ԫ��ֵģ������У���Դʩ���ڴ�ֱ������н���ƽ�棬�����������������ּ��������ߴ����Ͻ��壬�����ٶȽ���ʱ������ܴ���
����ǰ��ķ����������ߴ����Ͻ������Ͻӣ�Ԥ�ȹ����Ǻ����¶ȳ��ֲ�����ҪӰ�����ء�Ϊ��ͨ����άģ��ȷģ��ʵ�ʺ����¶ȳ��ķֲ���������ģ�ͽ�������[11]��

����ʽ(3)���ں��ӷ����ϵĵ绡�����ֲ�����ͨ�������ٶȺ�ʱ������ʾ��ͨ��ϵ�������ǵ绡�ƶ�ЧӦ�Լ����ӵ绡�����о�ƽ���Ԥ�����á�
2.2 ����ģ��
ģ������в��õIJ���Ϊ���Ͻ�5A12���Լ��ߴ�Ϊ200 mm��60 mm��5 mm������TIG���ӷ�����ʵ��ģ�ͼ�ͼ��ͼ3��ʾ�� ���ӹ淶����������100 A���ٶ�Ϊ10 cm/min���������Ϊ9.5 L/min����ѹΪ14 V��
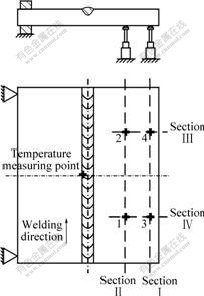
ͼ3 ʵ��ϵͳ����ʾ��ͼ
Fig.3 Schematic diagram of experimental layout
2.3 ����Ԫģ��
���о���������άƽ��Ӧ��ģ�ͽ����¶ȼ�Ӧ�����㡣���ϵ����������ܲ���������[15]�����˵绡���ڵ�Բ��������ܶ��⣬��������Ϊ�������ȱ��棬��ʼ�¶��趨Ϊ����20 �档ͨ��ʽ(4)[16]��ȷ�����ӹ��̵Ķ�������ϵ����
 (4)
(4)
ʽ�� HΪ����ϵ������wΪ�����¶ȣ��� cΪ�����¶ȡ�
�Դ�ֱ�ں����ƽ�潨��ģ�ͣ�����ģ����ͼ4��ʾ�����ù������ּ������л��֡�Ϊ���㣬�����Ǻ���ʵ���к�����ȵ����ֵ��ȡ�������Ϊ6 mm���ຸ�촦10 mm����Χ�ڵ�����Ƚ��ܣ���Զ�뺸�촦������ϡ�裬��ʵ�ֵ�ĸ�ĵĹ��ɡ�����ʵ��װ�����������һ�����±������λ��Լ����
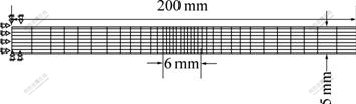
ͼ4 ��������Ԫ����ģ��
Fig.4 Finite element mesh model of welding
��ģ�����ʱ��������Ч�ʦ�=70%���绡��ѹU=14 V�����ӵ���I=100 A���绡��Ч���Ȱ뾶R= 3 mm�������ٶ�v=10 cm/min���������ӹ��̹��� 95 s��ɣ������Զ�ʱ�䲽���Ա�֤�����ȶ��Ժ;�ȷ�ԡ�����ANSYS����Ԫ�����������м��㡣
3 ��������
3.1 �¶ȳ�ģ����
ͼ5��ʾΪ����������ά��˹��Դģ����������Ԫ��������õĺ��ӽ�ͷ�¶ȳ��ֲ���ͼ�뺸���ͷ�����Ƭ�Աȡ���ͼ5�пɿ�������ֵģ���õ��¶ȳ��ֲ��뺸��ͷ�¶ȳ��ֲ�һ�¡��ۺ�����״��ʵ��������һ�£����������������µ��ۻ���������״������¶ȳ�ģ������ʵ�����Ǻ����á�
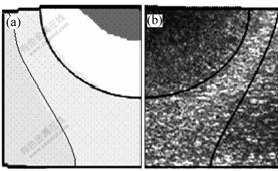
ͼ5 �¶ȳ���ֵģ����ʵ�����Ա�
Fig.5 Comparison of numerical simulation results(a) with experimental results(b) of temperature field
ͼ6��ʾΪ�ຸ������5 mm����ײ�����ѭ���仯���ߡ���ֵģ������ʵ�����Աȡ���ͼ6�пɿ�������ײ���ѭ������Ϊ�����������̡����ڴ���Ԥ����Ϊ���¶�������Ϊ�������ﵽ��ֵ ������绷�������»����½������£��ﵽ�¶�ƽ�⡣δ������ά��˹��Դģ�ͣ�����δ������Դ���ƶ�ЧӦ��������Χ���Ժ����Ԥ�����á���ˣ��ڼ��Ƚ��¶ȶ������ڴﵽ��ֵ������绷���������¶Ȼ����½������´ﵽ�¶�ƽ�⡣
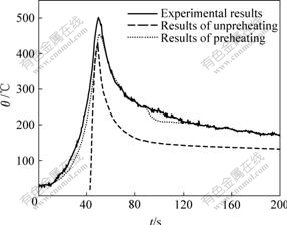
ͼ6 �ຸ������5 mm��ײ�����ѭ�����߽���Ƚ�
Fig.6 Comparison of numerical results with experimental values of temperature curves at 5 mm away from weld
��������ģ�ͼ���ຸ������5 mm��ײ� ��õ���ѭ��������ʵ���õ���ѭ���������Ǻϡ���ֵģ����ѭ�����߷�ֵ�¶�С��ʵ���ý�����ڽ��¹�����������ģ����ֵģ������ʵ��������һ�¡�
ͨ���Ը�˹��Դ�����������ڶ�ά����Ԫģ������п�����Դ���ƶ�ЧӦ�����ӵ绡�����о�ƽ���Ԥ�����ã��ܹ��Ƚ�ȷ��ģ�⺸���ȹ��̣���С������
3.2 �������ģ����
ͼ7��ʾΪ���Ӳ��������ֵģ������ʵ�����Աȡ���ͼ7�пɿ�����ͨ��������ģ���ܹ�ȷģ�⺸�������DZ��Ρ�Խ�������Ե��㣬��ֵģ������ʵ�����������ԽС��ģ��������ȷ��
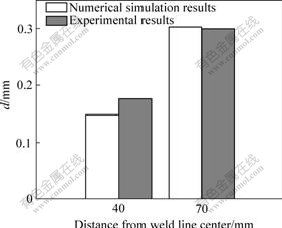
ͼ7 ����DZ�����ֵģ����ʵ�����Ƚ�
Fig.7 Comparison of numerical simulation results and experimental results of residual angular deformation
���ö�άģ�ͺ�λ��Լ�����㣬������μ���ֵ�����������ϽϺá������ӽ��������ں���������²�С����˺��촦���¶���������������ڸ��£���������������ȴ���֮���������Լ����С����ˣ���άģ�Ͳ�����μ���ֵ�����������Ӱ�첻�ʲ�����μ���ֵ�Ͳ���ֵ���ϽϺá�
3.3 ����Ӧ��ģ����
ͼ8��ʾΪ��ֱ�����������Ӧ����ֵģ������ʵ�����Ƚϡ�����Ӧ������ä��������Ϊ�������Ժ�������Ϊ�ԳƵ����������������ضԳ�����ӳ�䡣��ͼ8�пɿ��������������Ӧ���ں��������ڽϴ���Ӧ������Զ�뺸��������ѹӦ����δ������������ֵģ��ĺ��켰�ۺ�����Ӧ���ֲ�����ֵԶ����ʵ��ֵ��ͨ��������ģ�ʹ�ֱ��������������Ӧ����ֵ���ֲ�������ʵ��ֵ�ǺϽϺá�
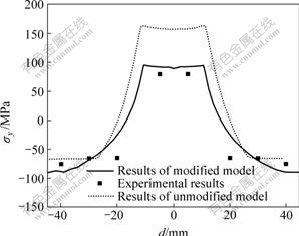
ͼ8 �������Ӧ����ֵģ����ʵ�����Ƚ�
Fig.8 Comparison of numerical simulation results with experimental results of longitudinal residual stress
4 ����
1) ����˿�����ԴԤ�����ü��ƶ�ЧӦ�Ķ�ά��˹��Դ����ģ���������ޱ����TIG�����ȹ��̡�
2) ������������Դģ�ͼ���ĺ��ӽ�ͷ�ۺ�����״����ѭ�����ߺ�ʵ�����Ǻ����á�
3) ������������Դģ���ܹ��Ƚ�ȷ��ģ�⺸�Ӳ���DZ��μ������������Ӧ����
REFERENCES
[1] MICHALERIS P, SUN X. Finite element analysis of thermal tensioning techniques mitigating weld buckling distortion[J]. Welding Journal, 1997, 76(11): 451-457.
[2] ��־��, �Ժ���, ¹����. ���ģ���������ֵģ�ⷽ���ڴ��ͽṹ���ӱ��ο����е�Ӧ��[J]. ��е����ѧ��, 2002, 38(10): 100-103.
CAI Zhi-peng, ZHAO Hai-yan, LU An-li. Welding distortions of huge structures controlled accurately through the numerical method combined with model experiment[J]. Chinese Journal of Mechanical Engineering, 2002, 38(10): 100-103.
[3] �̺���, ��ĽҢ. TIG�����¶ȳ�������Ԫ����[J]. ��е����ѧ��, 1996, 32(2): 34-39.
CAI Hong-neng, TANG Mu-yao. The finite analysis of TIG welding temperature field[J]. Chinese Journal of Mechanical Engineering, 1996, 32(2): 34-39.
[4] DONG P. Residual stress analysis of a multi-pass girth weld: 3-D special shell versus axisymmetric models[J]. Journal of Pressure Vessel Technology, 2001, 123(2): 207-213.
[5] MA Ning-xu, UEDA Y, MURAKA H, MAEDA H. FEM analysis of 3-D welding residual stress and angular distortion in T-type fillet welds[J]. Transactions of the JWRI, 1995, 24(2): 115-122.
[6] PRESTON R V, SHERCLIFF H R, WITHERS P J, SMITH S D. Finite element modeling of tungsten inert gas welding of aluminium alloy 2024[J]. Science and Technology of Welding and Joining, 2003, 8(1): 10-18.
[7] ZHU X K, CHAO Y J. Effect of temperature-dependent material properties on welding simulation[J]. Computers and Structures, 2002, 80(11): 967-976.
[8] UEDA Y, MURKAWA H, GU Si-mei, OKUMOTO Y, KAMICHIKA R. Simulation of welding deformation for precision ship assembling (Report ��)��in-plane deformation of butt welded plate[J]. Transactions of the JWRI, 1992, 21(2): 265-275.
[9] ABID M, SIDDIQUE M, MUFTI R A. Prediction of welding distortions and residual stresses in a pipe�Cflange joint using the finite element technique[J]. Modelling and Simulation in Materials Science and Engineering, 2005, 13(3): 455-470.
[10] ABID M, SIDDIQUE M. Numerical simulation to study the effect of tack welds and root gap on welding deformations and residual stresses of a pipe-flange joint[J]. International Journal of Pressure Vessels and Piping, 2005, 82(11): 860-871.
[11] SARKANI S, TRITCHKOV V, MICHAELOV G. An efficient approach for computing residual stresses in weld joints[J]. Finite Elements in Analysis and Design, 2000, 35(3): 247-268.
[12] FERRO P, PORZNER H, TIZIANI A, BONOLLO F. The influence of phase transformations on residual stresses induced by the welding process-3D and 2D numerical models[J]. Modelling and Simulation in Materials Science and Engineering, 2006, 14(2): 117-136.
[13] KOU S. Welding metallurgy[M]. 2nd ed. Canada: A John Wiley&Sons, Inc, 2003: 49.
[14] RYKALIN N N. �����ȹ��̼���[M]. ����: ��е��ҵ������, 1958.
RYKALIN N N. Computation of welding heat transfer process[M]. Beijing: Mechanical Press, 1958.
[15] �й����ղ����ֲ�༭ίԱ��. �й����ղ����ֲ�(��3��)���Ͻ�þ�Ͻ�ϵ��[M]. ����: �й���������, 2002.
China Aviation Materials Handbook Editional Board. China Aviation materials handbook (Vol. 3) Aluminum alloy, magnesium alloy series[M]. Beijing: Standards Press of China, 2002.
[16] FANG Hong-yuan, MENG Qing-guo, XU Wen-li, JI Shu-de. New general double ellipsoid heat source model[J]. Science and Technology of Welding and Joining, 2005, 10(3): 361-368.
������Ŀ��������Ȼ��ѧ����������Ŀ(50475093)���ִ������������������ص�ʵ���һ���������Ŀ
�ո����ڣ�2007-07-10�������ڣ�2007-12-02
ͨѶ���ߣ��Ž�ѫ�����ڣ���ʿ���绰��029-82668807��E-mail: jxzhang@mail.xjtu.edu.cn
(�༭ ����)

