网络首发时间: 2015-04-15 17:13
稀有金属 2015,39(07),589-593 DOI:10.13373/j.cnki.cjrm.2015.07.003
Sn1.0Ag0.5Cu和Sn3.0Ag0.5Cu钎料组织与性能对比研究
孙磊 张亮 钟素娟 马佳 鲍丽
江苏师范大学机电工程学院
郑州机械研究所新型钎焊材料与技术国家重点实验室
摘 要:
Sn3.0Ag0.5Cu无铅钎料已广泛应用于电子封装中,但是与传统的Sn Pb钎料相比,其抗冲击能力相对较差,且成本远远高于锡铅钎料。因此,为了改善抗冲击性能,降低钎料的成本,低银型无铅钎料成为研究热点。本文对比分析了Sn1.0Ag0.5Cu和Sn3.0Ag0.5Cu两种无铅钎料的润湿性及力学性能,同时研究了焊后和高温时效300 h后两种钎料焊点的显微组织。结果表明:随着Ag含量的增加,钎料的铺展面积显著增加,不同钎焊温度条件下,钎料的铺展面积随着钎焊温度的升高而明显增大。Sn3.0Ag0.5Cu钎料焊点的拉伸力和剪切力也明显高于Sn1.0Ag0.5Cu钎料,但随着时效时间的增加,高银型钎料的力学性能下降速度略高于低银型钎料。焊后两种钎料对应界面层为Cu6Sn5,经150℃时效300 h,界面金属间化合物的厚度随着时效时间的增加而增加。同时,界面层随着Ag含量的增加而增厚。
关键词:
无铅钎料;铺展面积;界面层;金属间化合物;
中图分类号: TG425
作者简介:孙磊(1989-),男,江苏徐州人,硕士研究生,研究方向:电子封装材料与技术;E-mail:sunlei956@126.com;;张亮,副教授;电话:0516-83500260;E-mail:zhangliang@jsnu.edu.cn;
收稿日期:2015-03-17
基金:国家自然科学基金项目(51475220);新型钎焊材料与技术国家重点实验室开放课题(郑州机械研究所,SKLABFMT-2015-03);江苏省自然科学基金项目(BK201244);江苏师范大学高层次后备人才计划(YQ2015002)资助;
Microstructure and Properties of Sn1.0Ag0.5Cu and Sn3.0Ag0.5Cu Lead-Free Solder
Sun Lei Zhang Liang Zhong Sujuan Ma Jia Bao Li
School of Mechanical and Electrical Engineering,Jiangsu Normal University
State Key Laboratory of Advanced Brazing Filler Metals & Technology,Zhengzhou Research Institute of Mechanical Engineering
Abstract:
Sn3. 0Ag0. 5Cu lead-free solder is widely used in electronic industry for packaging application. However,compared with traditional Sn Pb solder,its impact resistance is relatively poor,and the cost is much higher than tin-lead solder. Therefore,in order to improve impact resistance and reduce the cost of solder,low Ag-content Sn Ag Cu lead-free solder becomes hot research. In this paper,the effects of Ag content on the wettability and mechanical properties of solder joints were studied. The microstructures of Sn1. 0Ag0. 5Cu and Sn3. 0Ag0. 5Cu solder joints were also investigated under both as-reflowed and after high temperature aging conditions. The results showed that with the Ag content increasing,the spreading areas of Sn Ag Cu lead-free solder joint increased markedly,and the spreading area rose with the reflow temperature increasing. In addition,the tensile and shear strengths of Sn3. 0Ag0. 5Cu solder joints were also higher than those of Sn1. 0Ag0. 5Cu. However,with the increase of aging time,the mechanical properties of high-Ag solder decreased more significantly than those of low Ag solder. Cu6Sn5 was detected at the as-reflowed interface. After isothermally aging for 300 h,the thickness of intermetallic compound( IMC) increased with the increase of aging time,and the IMC layer thickness increased with Ag content increasing.
Keyword:
lead-free solder; spreading area; interface layer; intermetallic compound;
Received: 2015-03-17
Sn-Pb钎料以其资源丰富,成本低廉和优越的可焊性而广泛地应用于电子工业中,但是由于铅的毒性以及人们环保意识的增强,世界各国纷纷限制和禁止Sn-Pb钎料的使用,因此无铅钎料的研究成为热点。近年来,无铅钎料的研究已取得了很大进展,相继开发出了Sn-Ag,Sn-Cu,Sn-Au,SnAg-Cu和Sn-Zn等无铅钎料[1,2,3]。在众多无铅钎料中,Sn Ag Cu钎料以其良好的润湿性、较高的力学性能以及优越的抗疲劳性能,被推荐为Sn-Pb钎料的最佳替代品[4,5,6]。在Sn Ag Cu系无铅钎料中,受关注较多 的是日本JEI-TA推荐的Sn-3. 0Ag0. 5Cu,欧盟推荐的Sn-3. 8Ag-0. 7Cu和美国NEMI推荐的Sn-3. 9Ag-0. 6Cu[7]。然而,这3种钎料存在一个普遍性问题,即Ag元素含量较高,这必然增加了钎料的成本。特别是随着电子消费品的普及以及更新换代的步伐越来越快,导致此类钎料的市场竞争力下降[8]。因此,为了更好地适应市场需要, 开发出一种既满足性能要求又降低成本的低银无铅钎料成为当前国内外研究的热点。然而,随着Ag含量的减少,给Sn Ag Cu钎料也带来了诸多问题,如熔化温度升高、润湿性等工艺性能明显下降[9,10]。为此,本文通过对比Sn1. 0Ag0. 5Cu和Sn3. 0Ag0. 5Cu两种无铅钎料的组织与性能,为新型无铅钎料的研究提供一定的数据支撑。
1实验
选用Sn-1. 0Ag-0. 5Cu和Sn-3. 0Ag-0. 5Cu钎料焊膏,基板为纯度99. 9% ( 质量分数) 铜板。实验根据国家标准GB /T113634-1989《钎料铺展性及填缝试验方法》进行钎料润湿性测试。选择40. 0 mm × 40. 0 mm × 0. 3 mm铜板,使用前用酒精进行清洗,将0. 20 g ± 0. 01 g钎料置于Cu板中心,放入小型回流焊机中进行回流焊,回流焊的峰值温度分别为250,260,270 ℃。通过数码相机对成形较好的样品进行拍照,将图片输入电脑,利用ImageJ软件进行面积计算,分析不同钎焊温度对两种钎料铺展面积的影响。
选用QFP256器件和片式电阻元件,采用回流焊接方法进行电阻钎焊,回流温度为255 ℃,钎焊后,将器件放入电热鼓风干燥箱,温度调至150 ℃ ,保温300 h。使用日本Rhesca公司生产的STR1000型微焊点强度测试仪,在室温条件下进行焊点的力学性能测试,焊点的拉伸测试示意图如图1所示。
为了分析焊后及高温时效对钎料显微组织的影响,对Sn Ag Cu /Cu焊点进行金相试验,经剖面、 打磨、抛光等程 序制备所 需样品,采用95% CH3CH2OH + 5% HNO3溶液进行腐蚀,然后采用Q250扫描电镜( SEM) 观察焊后及时效过程中钎料焊点界面层金属间化合物( IMC) 组织形貌特征,采用Image-J软件计算界面层IMC的面积,从而获得相应IMC层的平均厚度。
2结果与讨论
2.1润湿性
润湿性是指一种液态金属在一种固体表面铺展的能力[11],它是评价钎料性能的一项重要指标, 测量铺展面积是分析润湿性的常用方法。图2为不同Ag含量Sn Ag Cu钎料的铺展面积数据,可以明显看出随着Ag含量的不断增加,钎料的铺展面积明显提高。这可能是由于Ag含量的降低,使其熔点升高,在钎焊温度一定的条件下降低了钎料的流动性,导致钎料的润湿性能稍差。
在钎焊温度为250,260和270 ℃ 条件下,对两种钎料的润湿性进行研究,发现随着钎焊温度的提高,钎料的铺展面积明显增大。温度升高,液态钎料原子与基板表面原子间扩散运动变得剧烈, 即原子扩散速度加快,反应速度也相应加快[12], 因此钎料的铺展面积增大。
2.2焊点力学性能
表1为两种钎料焊点在150 ℃下时效300 h前后的拉伸力数据。可以发现,Sn3. 0Ag0. 5Cu钎料的拉伸力明显高于Sn1. 0Ag0. 5Cu,经过时效后两种钎料焊点的拉伸力明显下降,但下降的幅度各不相同。与时效前相比较,Sn1. 0Ag0. 5Cu焊点的拉伸力下降幅度接近29. 7% ,Sn3. 0Ag0. 5Cu焊点的拉伸力下降幅度接近32. 6% 。界面层IMC的形成对焊点的连接有很大的作用,但是,当界面层厚度增加到一定值时,焊点的力学性能将会下降,这可能是导致时效后两种钎料焊点拉伸力大幅度下降的原因[13]。
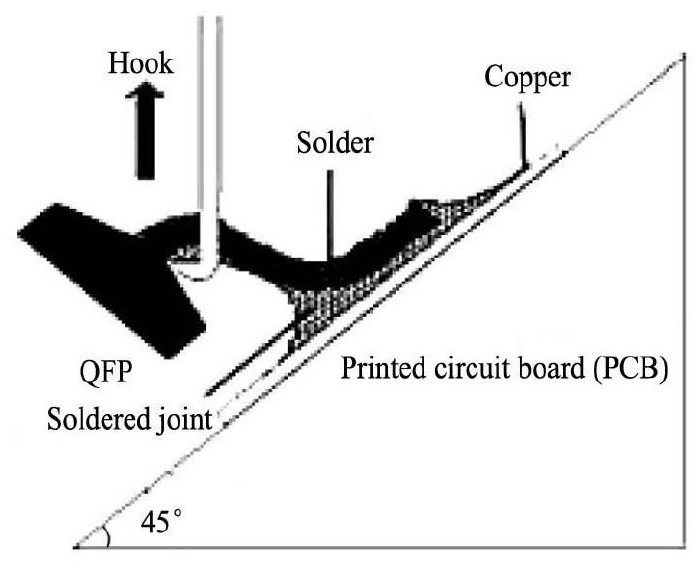
图1 QFP 拉伸试验示意图 Fig.1 Schematic diagram of tensile test
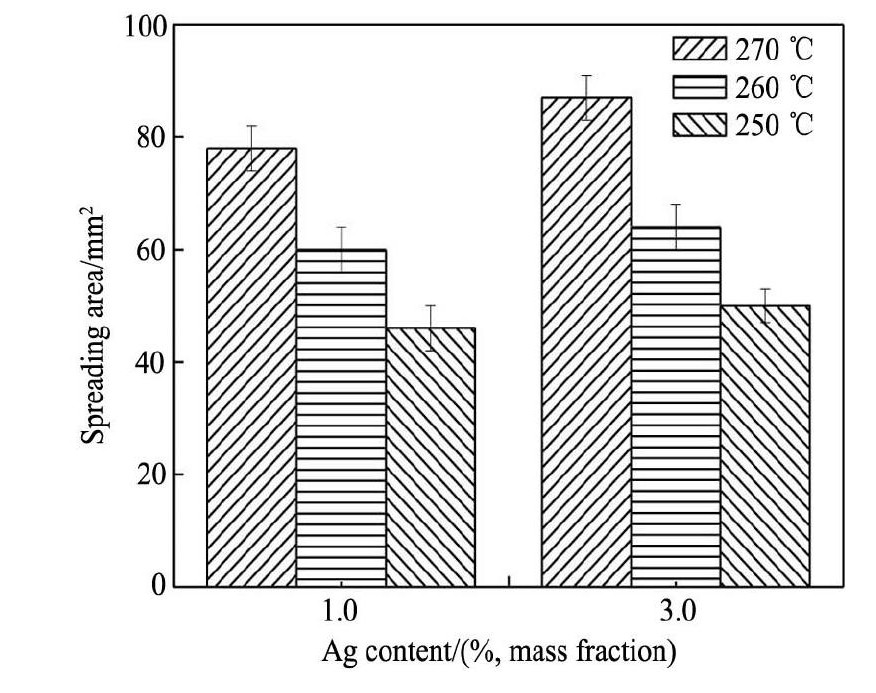
图2 不同温度下 Ag 含量对铺展面积影响 Fig.2 Spreading area of Sn-x Ag-0. 5Cu solders at different temperatures
表2为两种钎料焊点在150 ℃ 下时效前后的剪切力数据。从表2中可以发现随着Ag含量的增加,焊点的剪切力明显增加,由初始的54. 0 N增加到60. 4 N,提高了大约12% 。这主要归因于Sn Ag Cu钎料显微 组织中弥 散分布着Ag3Sn和Cu6Sn5化合物。其中,Ag3Sn弥散分布在钎料基体上,使钎料合金的强度增加[14]。Ag含量的增加会增强其弥散的作用,从而提高钎料合金的力学性能。300 h时效后,两种钎料焊点的剪切力也明显下降。
表1 两种钎料拉伸力数据 Table 1 Tensile force of two kinds of solder( N) 下载原图
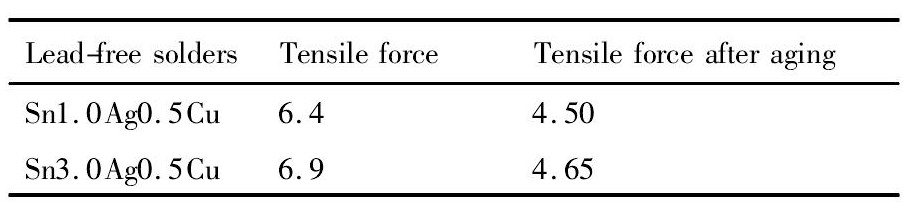
表1 两种钎料拉伸力数据 Table 1 Tensile force of two kinds of solder( N)
表2 两种钎料剪切力数据 Table 2 Shear force of two kinds of solder( N) 下载原图
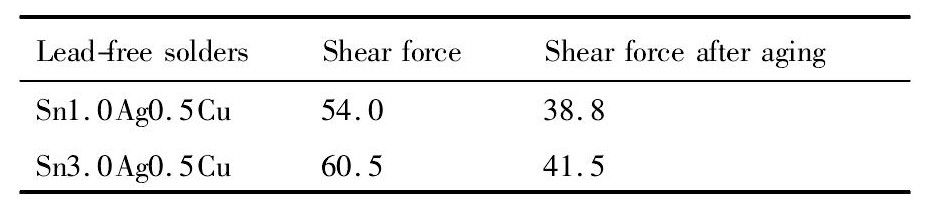
表2 两种钎料剪切力数据 Table 2 Shear force of two kinds of solder( N)
2.3钎料显微组织
图3为Sn1. 0Ag0. 5Cu和Sn3. 0Ag0. 5Cu钎料的显微组织。Sn Ag Cu钎料的显微组织主要由 β-Sn和共晶组织组成,共晶组织主要为Cu6Sn5相和Ag3Sn相的组合。 从图3 ( a ) 中可以看 出, Sn1. 0Ag0. 5Cu无铅钎料中存在着少量Ag3Sn,分布比较杂乱,且 β-Sn无固定的形貌。随着Ag含量的增加,钎料的显微组织明显均匀细化,钎料的共晶组织增大,β-Sn的尺寸减少,如图3( c) 所示。
在150 ℃时效时间300 h后,两种无铅钎料基体中,β-Sn所占的体积分数有所增大,共晶组织所占的体积分数有所减少,且显微组织明显粗化, 尤其是Sn3. 0Ag0. 5Cu钎料合金经过高温时效后, 出现了大量的细长状的金属间化合物。
2.4界面组织
在钎焊的过程中,由于钎料受热熔化,钎料与母材之间会发生反应,形成一层适当厚度的IMC,但是IMC属于脆性相,在后期服役期间,随着元素的扩散, IMC的厚度会显著增加。当焊点界面化合物过厚时, 必然会对焊点的性能造成不利影响。因此,研究高温时效对焊点界面层IMC的影响有着重要的意义。
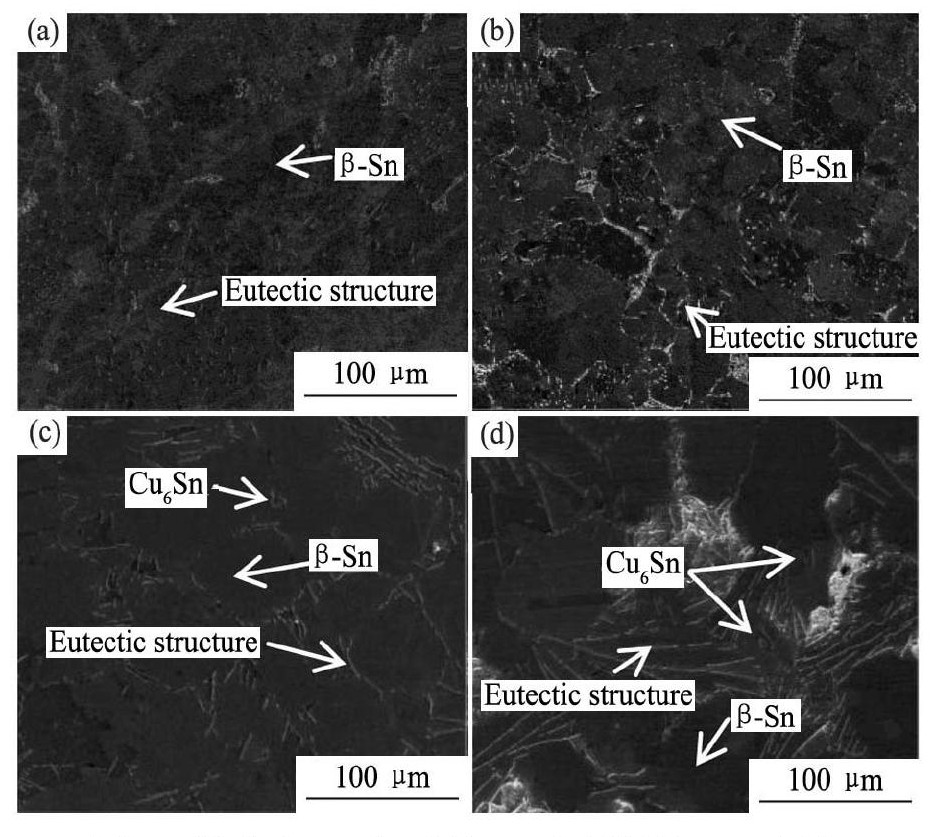
图3 焊后及 150 ℃ 时效 300 h 钎料的 SEM 图片 Fig.3 SEM images of solder joint during as-reflowed and isothermal aging at 150 ℃ for 300 h
( a) 1. 0Ag without aging; ( b) 1. 0Ag with aging for 300 h; ( c) 3. 0Ag without aging; ( d) 3. 0Ag aging for 300 h
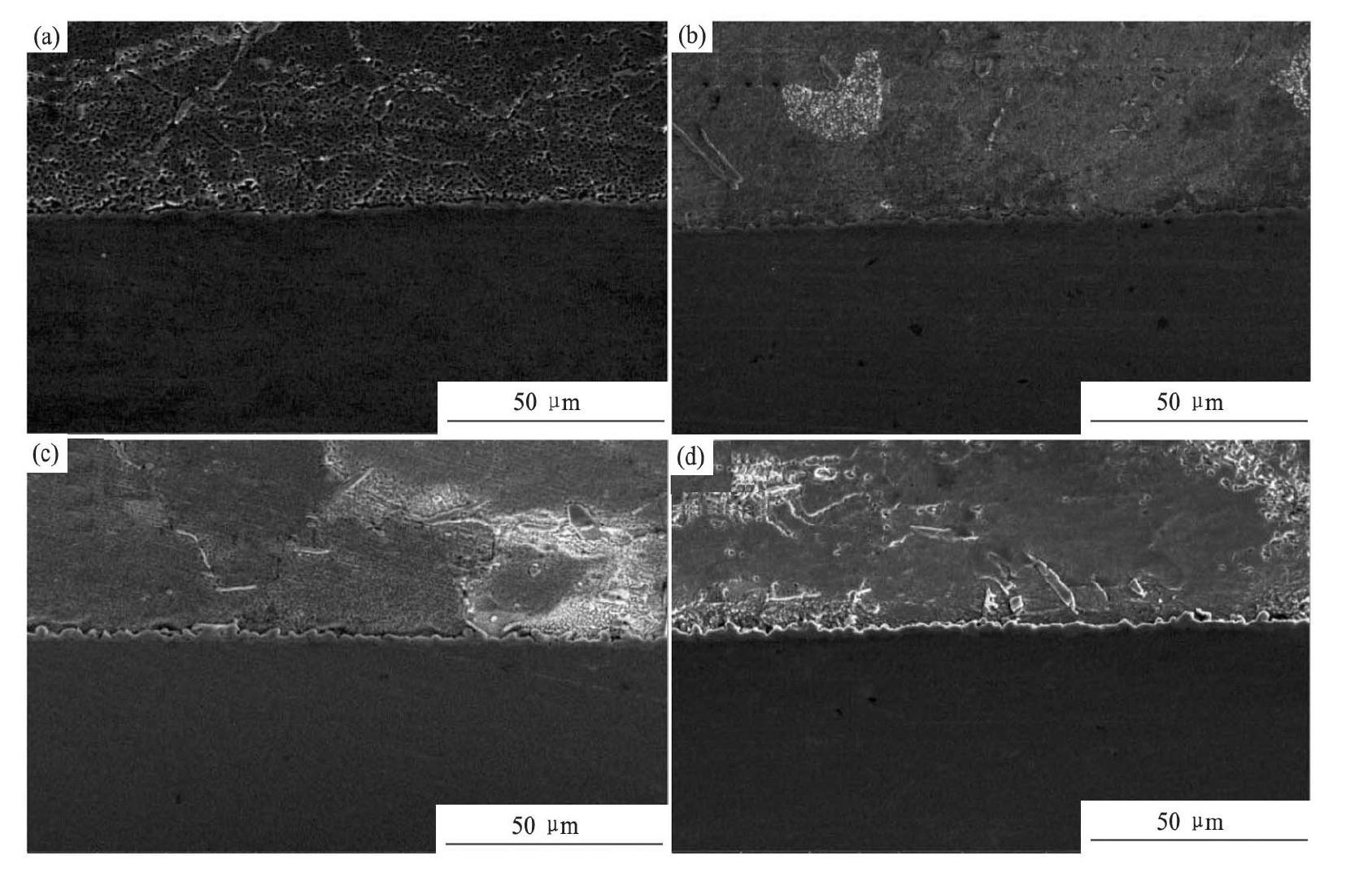
图4 焊后及时效过程中 Sn-x Ag-0. 5Cu/Cu 界面的 SEM 照片 Fig.4 SEM images of Sn-x Ag-0. 5Cu / Cu interface before and after aging
( a) 1. 0Ag without aging; ( b) 1. 0Ag with aging for 300 h; ( c) 3. 0Ag without aging; ( d) 3. 0Ag with aging for 300 h
图4为焊后及150 ℃温度下时效300 h焊点的界面组织形貌,可以明显发现焊后两种钎料界面层均出现类似齿状的IMC,该相为Cu6Sn5。经过150 ℃ 下时效300 h后,焊点界面层的厚度随着时效时间的增加而增加。说明随着时效时间的增加, 界面IMC层发生了Sn-Cu元素的扩散和反应[15], 从而增加了界面层的厚度,而且界面层的形貌也由原来的齿状转变为明显的块状。但是,两种钎料的增长速度却存在着差异。时效之前Sn1. 0Ag0. 5Cu, Sn3. 0Ag0. 5Cu焊点界面IMC层的厚度分别为2. 0和2. 4 μm,经过300 h等温时效后,钎料焊点界面层的厚度分别为2. 8和3. 7 μm,分别提高了0. 40, 0. 54倍左右,可见随着Ag含量的提高,在高温时效条件下Sn3. 0Ag0. 5Cu钎料焊点界面层的增长速度有所增加。
3结论
1. 在Sn-x Ag-0. 5Cu钎料合金中,随着Ag元素含量的增加钎料合金的铺展面积增加。在钎焊温度为250,260和270 ℃ 的条件下,钎料的铺展面积随着钎焊温度的升高而明显增大。
2. Ag含量的增加提高了钎料焊点的力学性能,在时效过程中,两种钎料焊点的力学性能有所下降,但下降的幅度各不相同,Sn1. 0Ag0. 5Cu焊点的下降速度低于Sn3. 0Ag0. 5Cu焊点。
3. 通过对焊点的显微组织分析,发现时效过程中两种焊点的显微组织明显粗化,且界面IMC的厚度随着时效时间的增加而增加。同时,界面层随着Ag含量的增加而增厚。

