
Laser transformation hardening on rod-shaped carbon steel by Gaussian beam
Jong-Do KIM1, Myeong-Hoon LEE1, Su-Jin LEE2, Woon-Ju KANG2
1. Division of Marine System Engineering, College of Maritime Sciences, Korea Maritime University,
Yeongdo-gu, Busan, 606-791, Korea;
2. Graduate School, Korea Maritime University, Yeongdo-gu, Busan, 606-791, Korea
Received 18 June 2008; accepted 10 March 2009
Abstract: Laser transformation hardening(LTH) is one of the laser surface modification processes. The surface hardening of rod-shaped carbon steel (SM45C) was performed by lathe-based laser composite processor with Gaussian-beam optical head. The LTH characteristics by dominant processes, longitudinal and depth directional hardness distributions and behaviors of phase transformation in hardened zones were examined. Especially, two concepts of circumferential speed and theoretical overlap rate were applied. When laser power increased or circumferential speed decreased, the surface hardening depth gradually increases due to the increased heat input. Moreover, the longitudinal hardness distribution particularly shows periodicity of repetitive increase and decrease, which results from tempering effect by overlap. Finally, the feasibility of laser transformation hardening is verified by using the beam with Gaussian intensity distribution.
Key words: surface modification; laser transformation hardening; Gaussian-beam optical head; circumferential speed; tempering
1 Introduction
The results of laser transformation hardening(LTH) process are affected by properties of thermal conductivity, power density distribution of laser thermal source, and shapes and mass of materials[1-4]. Generally, conventional research on LTH process has been carried out limitedly on plain specimen by using the beam with uniform power distribution and particular shapes like rectangular[5-9]. This study focuses on the surface hardening of a rod-shaped specimen and uses a Nd?YAG laser, which has relatively higher metallic absorptivity than CO2 laser, as thermal source. The objectives are to examine the LTH characteristics by dominant process parameters, longitudinal and depth- directional hardness distribution and behaviors of phase transformation in hardened zones, and finally to investigate the feasibility of LTH process by using the circular Gaussian beam.
2 Experimental
The medium carbon steel SM45C was used as a specimen, and its carbon content was 0.45% (mass fraction). Experimental setup was composed of a 4 kW-Class CW Nd?YAG laser, a 6-axis control robot and a small size lathe. A scheme of the experimental setup is illustrated in Fig.1. A beam moved on the specimen rotated by the lathe, and at the same time the shield gas was sprayed onto the surface processed at a specific angle and distance from a beam-proceeding direction. In this experiment, the optical head with Gaussian circular beam was applied, and the laser power, beam traveling speed and rotating speed (r/min) were proposed as dominant process parameters. Additionally, as the process used a lathe as a rotating device, the concepts of circumferential speed and theoretical overlap rate were applied to set parameters and these can be expressed in Eqs.(1) and (2), respectively:
vcirc/(mm?min-1)= (1)
(1)
Rt/%= ×100% (2)
×100% (2)
where vcirc is the circumferential speed, Rt is the theoretical overlap rate, Dr is the rod diameter, Db is the beam diameter, N is the rotating speed, and lb is the beam traveling speed.

Fig.1 Schematic of experimental setup
3 Results and discussion
3.1 Effects of parameters on heat treatment
The heat input irradiated on the material is affected by beam diameter(Db), laser power(PL), rotating speed (N) and beam traveling speed(vb). Figs.2, 3 and 4 show the surface and cross-sectional images of hardened zone by changing each process parameter. As laser power increases and circumferential speed decreases, the heat input increases; thus, the surface hardening depth gradually increases.

Fig.2 Surface and cross sectional images of hardened zone with different laser power (Db=5.0 mm; N=20 r/min; vb=54 mm/min; Gs(Ar)=20 L/min, vcirc=1.5 m/min; Rt=46.0%)
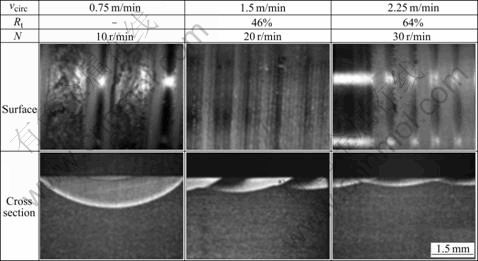
Fig.3 Surface and cross sectional images of hardened zone with different rotating speed (Db=50 mm; PL=1.4 kW; vb=54 mm/min; Gs=20 L/min)

Fig.4 Surface and cross sectional images of hardened zone with different beam traveling speeds (Db=2.8 mm; PL=0.5 kW; N=20 r/min; Gs=20 L/min)
However, for the three process parameters, little change in the hardening depth was found especially by changing beam traveling speed, because the processing speed with the change of beam traveling speed is almost consistent, which also makes the heat input almost constant (see Fig.3). When the output was 2.0 kW or higher (see Fig.2) and the rotating speed was 10 r/min or lower (see Fig.3), surface melting caused by overheating is observed. Especially, the rotating speed and beam traveling speed have correlations with overlap rate, which means that as the rotating speed increases and the beam traveling speed decreases, the overlap rate increases.
Moreover, when a rod was treated with heat, unlike a case when a specimen was processed on work table, it is rotated while fixed on a lathe and irradiated with laser, and due to this processing characteristic, it is more likely to accumulate heat inside the specimen. Fig.5 shows that the hardening depth, width and overlap length gradually increase as the number of hardening tracks increases.

Fig.5 Effect of heat deposition on hardening depth, width and overlap length: (a) Cross section image; (b-d) Measured values of each hardened track
3.2 Hardness distribution in hardened zone
The longitudinal and depth-directional hardness distributions of the hardened zone were measured at intervals of 300 and 150 μm, respectively, by using micro beaker hardness tester (see Fig.6(a)). As shown in Fig.6(b), the longitudinal hardness distribution shows the periodicity that the hardness repeatedly increases and decreases, which results from tempering by overlapping. Especially, the depth-directional hardness distribution was measured at two points. Those are the highest and lowest points of the longitudinal hardness distribution. The depth-directional hardness at the highest point shows a typical tendency that it gradually decreases, as the depth becomes deeper. On the contrary, the hardness at the lowest point slightly increases and then decreases again. This phenomenon at the lowest point is caused by different distances from the overlap interface, which varies by the depth. In other words, this phenomenon can be explained by the fact that as the distance from the overlap interface increases in depth, the back tempering effect diminishes, slightly increasing the hardness.
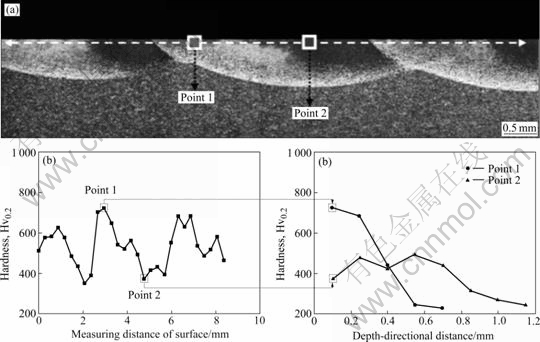
Fig.6 Hardness distribution of hardened zone: (a) Cross sectional image; (b) Longitudinal hardness distribution; (c) Depth-directional hardness distribution
3.3 Characteristics of phase transformation
The phase transformation depends on the temperature gradient and varies with the depth and distance from the overlap interface, and this is caused by the difference in thermal cycle. The images of regional microstructure in the hardened zone are shown in Fig.7. The matrix is SM45C, a hypoeutectoid steel with 0.45% carbon content, and its base structure is composed of pearlite and ferrite in the approximate ratio of 6?4 as shown in Fig.7④. In the vicinity of the surface, most of the matrix is transformed into martensite phase (Fig.7①). As the depth increases, the rate of remaining austenite in the martensite phase increases (Fig.7②), and this contributes a gradual degradation of the hardness in depth. The structure mixed with austenite and ferrite is observed in the interface between the hardened zone and the matrix (Fig.7③)[9-11]. The martensite phase in the region of Fig.7⑤ is transformed into troostite or sorbite (fine pearlite) phase by the diffusion of supersaturated carbon within the martensite structure (BCT: Body Centered Tetragonal), which results from the tempering effect. As shown in Fig.7⑥, a tempering zone and an adjacent hardened zone are separated by the overlap interface. It is expected that the structure of this region would be more complex due to relatively slow thermal cycle.

Fig.7 Regional microstructures in hardened zone: ① Hardened zone(upper); ② Hardened zone(lower); ③ Interface (matrix/ hardened zone); ④ Matrix; ⑤ Tempering zone; ⑥ Overlap interface
4 Conclusions
This paper discussed several issues including LTH mechanism, hardening characteristics by dominant process parameters, and the hardness distribution and phase transformation in the hardened zone. Hardening characteristics such as depth and width are related to heat input that is applied to the surface of specimen. The heat input depends on laser power, rotating speed of specimen and beam traveling speed. The hardness distribution was measured in longitudinal and depth directions on the cross section of the hardened zone. The longitudinal distribution indicates periodicity that the hardness repeatedly rises and falls, which results from the back tempering effect by overlap. The depth-directional hardness distribution expresses different tendencies at the highest and lowest points of the longitudinal hardness distribution. Several phases on the hardened zone are observed through an optical microscope, and this is attributed to the difference in the thermal cycle caused by temperature gradient. Finally, the feasibility of laser transformation hardening is verified by using the beam with Gaussian intensity distribution.
References
[1] DAUSINGER F. Beam-matter interaction in laser surface modification [C]// Proceedings of LAMP ’92. 1992: 697-702.
[2] WOO H G, CHO H S. Estimation of hardened flayer dimensions in laser surface hardening processes with variations of coatings thickness [J]. Surface and Coating Technology, 1998, 102: 205-217.
[3] KENNEDY E, BYRNE G, COLLINS D N. A review of use of high power diode laser in surface hardening [J]. Journal of Materials Processing Technology, 2004, 155/156: 1855-1860.
[4] EHLERS B, HERFURTH H, HEINEMANN S. Surface hardening with high power diode lasers [C]// Proceedings of ICALEO Section-G. 1998: 75-84.
[5] BENDOGNI V, CANTELLO M, CERRI W, CRUCIANI D, FESTA R, MOR G, NENCI F. Laser and electron beam in surface hardening of turbine blades [C]// Proceedings of LAMP ’87. 1987: 567-572.
[6] READY J F. LIA handbook of laser material processing [M]. Laser Institute of America, 2001: 223-262.
[7] CHEN T L, GUAN Y H, WANG H G, ZHANG J T. A study on austenite transformation during laser heating [J]. Journal of Material Processing Technology, 1997, 63: 546-549.
[8] SHIBATA K. Practical introduction of laser transformation hardening [J]. Journal of the Japan Welding Society, 1995, 64(3): 10-13.
[9] MARUO H, MIYAMOTO I, ISHIDE T, ARATA Y. Investigation of laser hardening―Analysis of hardening condition in carbon steel [J]. Journal of the Japan Welding Society, 1981, 50(2): 82-88.
[10] XU Z Y, REED C B, LEONG K H, HUNTER B V. Pulsed laser surface hardening of ferrous alloys [C]// Proceedings of ICALEO, Section-F, 1999: 32-38.
[11] WANG Kun-lin, ZHU Yun-ming, DONG Zhi-juan, ZHANG Ren-ji. Microstructure and property of laser transformation hardening on sheet steel with high carbon content [C]// Proceedings of ICALEO, 1995, 80: 85-90.
Corresponding author: Jong-Do KIM; Tel: +82-51-410-4253; E-mail: jdkim@hhu.ac.kr
DOI: 10.1016/S1003-6326(08)60382-9
(Edited by YUAN Sai-qian)

