Trans. Nonferrous Met. Soc. China 24(2014) 3070-3075
Microstructures and mechanical properties of extruded and aged Mg-Zn-Mn-Sn-Y alloys
Guang-shan HU1,2, Ding-fei ZHANG1,2, Ding-zang ZHAO1,2, Xia SHEN1,2, Lu-yao JIANG1,2, Fu-sheng PAN1,2
1. College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China
Received 29 September 2013; accepted 20 January 2014
Abstract: The microstructures and mechanical properties of Mg-6Zn-1Mn-4Sn and Mg-6Zn-1Mn-4Sn-0.5Y alloys under extrusion and T6 aging conditions were investigated by optical microscopy (OM), X-ray diffraction (XRD), scanning electron microscopy (SEM) and tensile test. The results show that Y element refines the grains and improves the comprehensive mechanical properties of ZMT614-0.5Y both in as-extruded and T6 states. The phase compositions of Mg-6Zn-1Mn-4Sn-0.5Y are α-Mg, MgZn2, Mn, Mg2Sn and MgSnY phases. After T6 treatment, the ultimate tensile strength (UTS) and yield strength (YS) increase while the elongation decreases severely. For both of these alloys, the theoretical results combined with the experimental values demonstrate that the grain boundary strengthening and solid solution strengthening play an important role in enhancing the YS in the as-extruded state, while the precipitation strengthening is the key factor for the enhancement of YS in the T6 state.
Key words: Mg-Zn-Mn-Sn-Y alloy; yttrium; extrusion; T6; microstructure; strengthening mechanism
1 Introduction
As the lightest green metallic structural materials, magnesium (Mg) alloys have great potential for applications in the fields of automobile, aerospace, electronic and telecommunication industries [1-3]. However, the low strength and poor ductility limit their applications [4]. Therefore, strong interests have been focused on the development of new wrought Mg alloys. Previous investigations have shown that rare earths (RE) could improve the comprehensive mechanical properties of Mg alloys by means of fine-grain strengthening, solid-solution strengthening and precipitation strengthening [5,6]. Yttrium (Y), as one of RE elements, has been widely used in improving the mechanical properties of Mg alloys. For Mg alloys, the solid solubility of Y element decreasing exponentially depends on the temperature decreasing, which indicates that the precipitation strengthening capability of Y-containing Mg is excellent [7].
The Mg-Sn alloy has been known as a precipitation hardenable system. Sn has a high solubility (3.35%, mole fraction) at 834 K and low solubility at ambient temperature [8-10]. Recent researches have indicated that the addition of cost-effective Sn to Mg alloys could enhance the comprehensive mechanical properties since the formation of Mg2Sn phase [11-13]. Combined addition of Y and Sn to Mg alloys could develop a new low cost high strength wrought Mg alloys. Therefore, many Y- and Sn-containing Mg alloys are researched, such as Mg-Sn-Y [14], Mg-Al-Sn-Y-Nd [15] and Mg-10Gd- 3Y-1Sn-0.5Zr [16] alloys. But up to now, the investigations of Mg-Zn-Mn-Sn-Y alloys are not carried out and the scientific understanding of the influence of Y on the microstructures and mechanical properties of this alloy is not clear.
The present work studied the effects of Sn and Y on the microstructures and mechanical properties of Mg-Zn-Mn-Sn-Y alloys in extrusion and T6 treated conditions.
2 Experimental
Commercial high-purity Mg (>99.9%, mass fraction), Zn(>99.95%), Sn(>99.9%) and two master alloys Mg-30.0%Y and Mg-5.01%Mn were used to prepare the experimental alloys. All alloys were melted at about 750 °C in a vacuum induction melting furnace under Ar atmosphere. Then the melts were poured into a steel mold with an ingot diameter of 90 mm. The chemical compositions were analyzed by XRF-1800 CCDE sequential X-ray fluorescence spectrometer, which were Mg-6.01Zn-0.88Mn-4.20Sn for ZMT614 and Mg-6.14Zn-0.91Mn-4.38Sn-0.50Y for ZMT614- 0.5Y. The ingots were homogenized at 420 °C for 12 h and then under a controlled constant force by XJ-500 horizontal extrusion machine. The homogenized ingots were hot extruded to bars of 16 mm in diameter at 360 °C with the extrusion ratio of 25. After extrusion, the alloys were cooled in the open air. The extruded samples were solid-solution treated at 440 °C for 2 h followed by water quenching. Subsequently, the samples were age treated at 180 °C for 12 h followed by water quenching (T6).
Tensile tests were performed using tensile specimens with gauge length of 50 mm and gauge diameter of 5 mm. The tensile directions were parallel to the extrusion direction (ED). The tensile tests were performed on a SANS CMT-5105 electronic universal testing machine in air at a speed of 2 mm/min at room temperature. Tensile properties under each condition were obtained as the average values of three tests. The microstructures of specimens were observed with LEXT 2000 laser metallographic microscope and TESCAN VEGAⅡ scanning electron microscope equipped with an INCA Energy 350 energy dispersive X-ray spectrometer (EDS). Phase components were characterized with a Rigaku D/max 2500PC X-ray diffractometer using Cu Kα.
3 Results and discussion
3.1 Microstructure of as-extruded alloys
Figure 1 shows the XRD patterns of as-cast and as-extruded ZMT614 and ZMT614-0.5Y alloys, which reveals that the phase compositions of both alloys are remained whether in as-cast or as-extruded conditions. The ZMT614 alloy is composed of α-Mg, MgZn2, Mn and Mg2Sn phases. After adding 0.5% Y, a new ternary phase MgSnY is formed. Therefore, the phase compositions of ZMT614-0.5Y alloy are α-Mg, MgZn2, Mn, Mg2Sn and MgSnY phases.
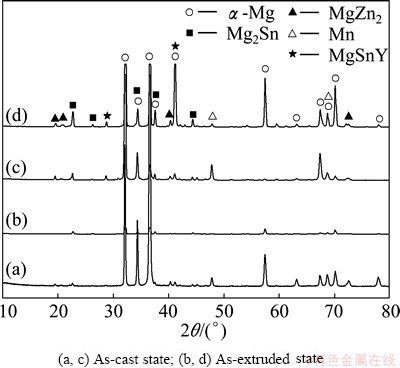
Fig. 1 XRD patterns of ZMT614 (a, b) and ZMT614-0.5Y (c, d) alloys at different states
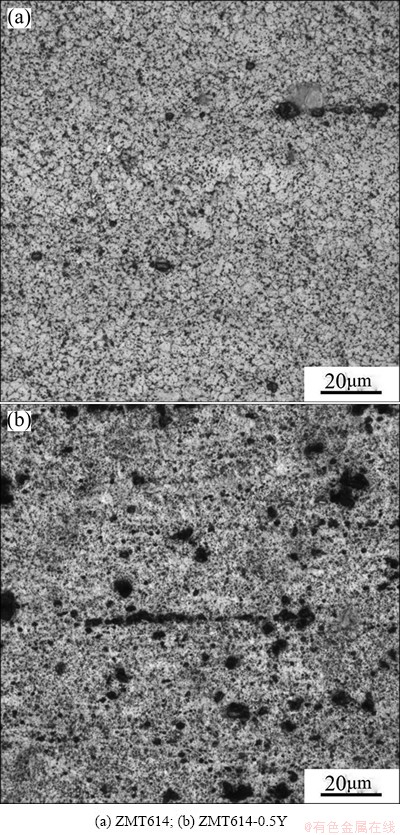
Fig. 2 Optical micrographs of as-extruded samples
Figure 2 shows the optical micrographs in longitudinal extrusion direction of as-extruded samples. The fine grains in the longitudinal direction indicating that dynamic recrystallization (DRX) occurred during extrusion at 360 °C. The average grain sizes of these samples are 6 and 5 μm, respectively. A small number of oval and rod shaped compounds lie in the as-extruded ZMT614 alloys, whose lengths are 5-10 μm. However, for ZMT614-0.5Y alloy, a mass of irregular blocky compounds disperse in the matrix with a non-uniform manner. The size of these compounds reaches more than 10 μm. Extrusion streamlines which consist of MgZn2, Mn, Mg2Sn and MgSnY phases parallel the extrusion direction in the alloys. Some unDRX grains around the extrusion streamlines reflect that the irregular blocky compounds restrain the DRX process.
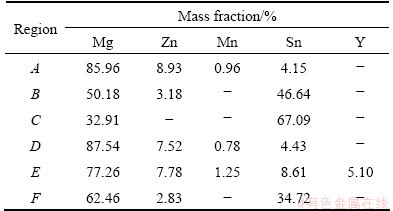
Figure 3 and Table 1 show the SEM and corresponding EDS analysis of longitudinal extrusion direction of as-extruded samples. From Fig. 3(a), EDS analysis demonstrates that the fine oval and rod shaped compounds both are Mg2Sn phase. From Fig. 3(b), a small quantity of oval shaped compound exists, and EDS analysis indicates that they are Mg2Sn phase. The aspect ratio of Mg2Sn phase in ZMT614-0.5Y is smaller than that of ZMT614 alloy. Based on the XRD and EDS analyses, the irregular blocky compounds are MgSnY phase. It is obvious that the volume fraction of the Mg2Sn phase in the ZMT614-0.5Y alloy is lower than that in the ZMT614 alloy. This is mainly due to the fact that the formation of MgSnY phase consumes a certain amount of Sn element. In addition, EDS analysis reveals that the MgSnY phase contains Mn element. According the calculated Mg-Mn-Sn and Mg-Mn-Y phase diagrams [17], a solid-solution reaction L→L+α-Mn occurs at about 650 °C at the first stage of solidification. Then at the later stage, formed primarily Mn phase may act as heterogeneity nucleus of MgSnY phase, consequently promotes the formation of MgSnY phase. However, more details need further study.
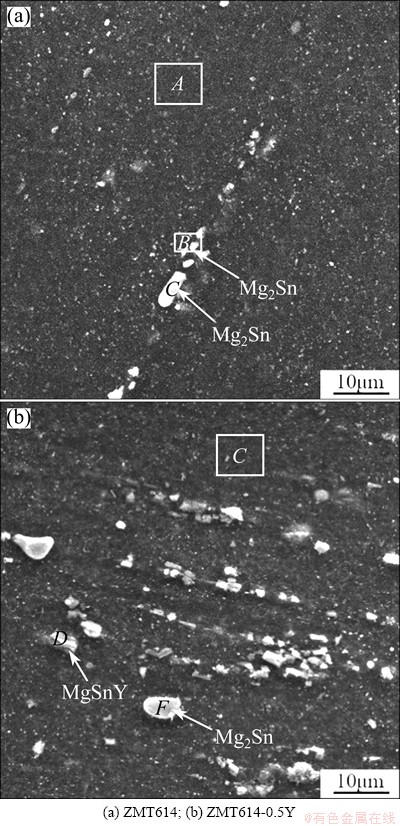
Fig. 3 SEM images of as-extruded samples
Table 1 Corresponding EDS results of Fig. 3
3.2 Microstructure of T6 treated alloys
Figure 4 shows the optical micrographs in vertical section of T6 treated samples. The average grain sizes of ZMT614 and ZMT614-0.5Y alloys are 60.8 and 52.8 μm, respectively. A mass of tiny precipitations dispersed in the matrix. EDS analysis indicates that they are Mg2Sn and MgZn2 phases. However, the density of the precipitations in ZMT614-0.5Y is much higher than that in ZMT614, explaining that the Y elements or its intermetallic could promote the precipitates nucleation and growth. Some big irregular blocky compounds disperse at triple points of the grain boundaries. EDS analysis reveals that they are MgSnY phase. The MgSnY ternary phase may act as crack source during deformation.

Fig. 4 Optical micrographs of T6 treated samples
The XRD patterns of solid-solution and T6 treated samples are shown in Fig. 5. After being solution treated, the diffraction peaks of MgZn2 disappear, indicating that the phase dissolved into the matrix completely. Due to the fact that the melting temperature of MgSnY phase is much higher than the solution temperature, the phase cannot dissolve into the matrix during solution treatment and precipitate in the following T6 treated process [18]. The solid solubility of Zn and Sn declines dramatically as the temperature decreases [19]. As a result, large amount of Mg2Sn and MgZn2 precipitate during the aging.
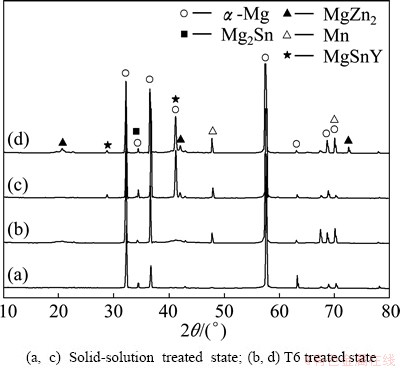
Fig. 5 XRD patterns of ZMT614 (a, b) and ZMT614-0.5Y (c, d) alloys at different states
Figure 6 shows the SEM micrographs in vertical section of T6 treated samples. The extremely fine MgZn2 and Mg2Sn precipitates dispersed in the grains and at boundaries. The T6 treated sample has been not changed in the macro-morphology of the MgZn2 and Mg2Sn phase obviously. Nevertheless, the macro-morphology of MgSnY phase changes obviously, transforming from irregular blocky to petal shape. The MgSnY phases are much bigger than the others.
3.3 Mechanical properties
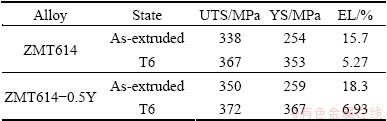
Table 2 shows the tensile results of as-extruded and T6 treated ZMT614 and ZMT614-0.5Y alloys. It is interesting to note that the ultimate tensile strength (UYS) and elongation (EL) of as-extruded ZMT614- 0.5Y increased obviously compared with ZMT614. While the yield strengths (YS) of both alloys are almost the same. The UTS and YS of T6 treated sample increase, while the EL decreases obviously. Under T6 treatment, the EL of ZMT614-0.5Y alloy increases by 1.68% compared with ZMT614 alloy. In conclusion, the YS, UTS and EL of ZMT614-0.5Y alloy are improved by adding Y element both in as-extruded and T6 states.

Fig. 6 SEM micrographs of T6 treated samples
Table 2 Tensile properties of as-extruded and T6 treated ZMT614 and ZMT614-0.5Y alloys
For the as-extruded alloys, the YS improvement consists of grain boundary strengthening and solid solution strengthening. Therefore, the YS of as-extruded alloy is expressed as [16]
 (1)
(1)
where σMg=21 MPa [16] for a pure Mg; σgb and σss are grain boundary strengthening and solid solution strengthening, respectively. The grain boundary strengthening σgb can be estimated by the Hall-Petch law:
 (2)
(2)
where k is a parameter determined by the polycrystalline materials, and k=220 MPa・μm1/2 for Mg alloys [16]; and d is the average grain size. Then, σgb is calculated to be 110 and 119 MPa for ZMT614 and ZMT614-0.5Y alloys, respectively.
Considering that Zn and Sn are the main solid solution strengthening elements in the alloys, the solid solution strengthening σss can be described by
 (3)
(3)
where kZn, kMn and kSn are the strengthening constants, kZn= 905 MPa/%2/3 and kMn=196 MPa/%2/3 [20] in the alloys. It is linear combination of the atomic size, shear modulus and valency difference. The atomic size, shear modulus and valency difference of Sn are almost to Zn, thus, kSn=905 MPa/%2/3 is estimated. The CZn and CSn are the concentration of the solution in mole fraction (%). The assumption is that no interaction exists between Zn and Sn. Substituting k and C (see Fig. 3) into Eq. (3), the calculative solid solution strengthening values of ZMT614 and ZMT614-0.5Y alloys are 117 and 105 MPa, respectively.
The theoretical calculation values of YS of ZMT614 and ZMT614-0.5Y alloys are 248 and 245 MPa, respectively, which are quite close to the experimental values of the as-extruded alloys. The discrepancy may be concerned with the inaccurate parameters and simplified solid solution elements interaction models used for prediction. However, the theoretical calculated values combined with experimental values state that the YS enhancement of as-extruded alloys originates from grain boundary strengthening and solid solution strengthening.
Under T6 treated state, most of Zn, Mn, Sn and Y elements are consumed to form precipitates. Consequently, the solid solution strengthening is substituted by the precipitation strengthening. The YS of T6 treated alloys is expressed as
 (4)
(4)
where σppt is the contribution of precipitation strengthening. The σgb values of ZMT614 and ZMT614-0.5Y treated by T6 are 49 and 51 MPa, respectively. The Orowan mechanism is operative for precipitation strengthening, so σppt is described by

 (5)
(5)
where G is the shear modulus of the pure Mg; b is the magnitude of the Burgers vector; υ is the Poisson ratio; dt is the mean diameter of the precipitations; tt is the average thickness of the precipitations; and fv is the volume fraction of the precipitates.
As shown above, the precipitation values of dt, tt and fv in ZMT614-0.5Y alloy are higher than those of ZMT614 alloy. And the σppt is proportional to dt, tt and fv. So, the YS of ZMT614-0.5Y alloy is much higher than that of ZMT614 alloy. The YS of T6 treated ZMT614 alloy is σppt+70 MPa and the ZMT614-0.5Y is σppt+72 MPa. As a result, the precipitation strengthening exerts the dominating effects on YS enhancement of these alloys in T6 treated state.
Figure 7 shows the fracture surface morphologies of the T6 treated samples. Some deep cracks are observed (marked by arrows in Fig. 6). Furthermore, there are a quite large number of cleavage facets on the surface of ZMT614 alloy, the fracture of the alloy belongs to cleavage regime. Many cleavage facets besides small-sized dimples are on the surface of ZMT614-0.5Y alloy, which reflects that the fracture of the alloy belongs to quasi-cleavage regime. The cleavage facets of ZMT614-0.5Y alloy are much smaller than those of ZMT614 alloy. This indicates that a large amount of dispersed precipitations inhibit the dislocation motion and cracks propagation. In consequence, adding Y element can change the fracture mode and improve the comprehensive mechanical properties.
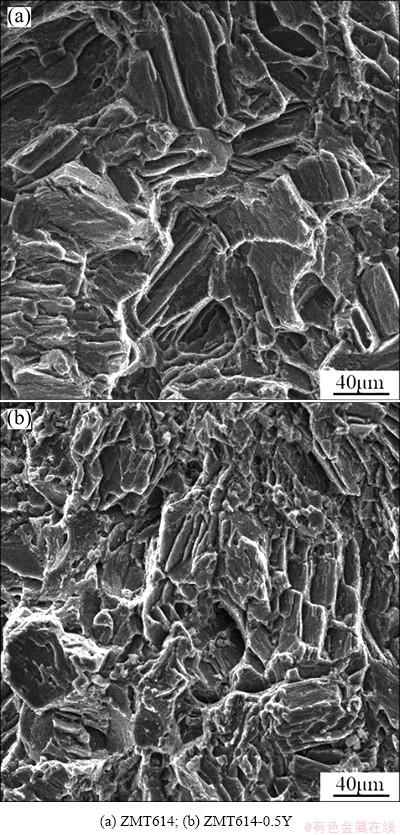
Fig. 7 SEM micrographs of fracture surface of T6 treated samples
4 Conclusions
1) After adding Y element to ZMT614 alloy, a new MgSnY ternary phase is formed. The T6 treated sample cannot change the phase compositions. The phase compositions of ZMT614-0.5Y in as-extruded and T6 states both are α-Mg, MgZn2, Mn, Mg2Sn and MgSnY phases.
2) The Y element refines the grains of ZMT614-0.5Y alloy in as-extruded and T6 treated states. Compared with ZMT614 alloy, the UTS, YS and EL of ZMT614-0.5Y alloy in as-extruded and T6 states are improved.
3) For the ZMT614 and ZMT614-0.5Y alloys, the grain boundary strengthening and solid solution strengthening make the same contribution to the YS enhancement in as-extruded state. However, the precipitation strengthening exerts the dominating effect on the YS enhancement in T6 treated state.
References
[1] MAO Ping-li, YU Jin-cheng, LIU Zeng, DONG Yang. Microstructure evolution of Mg-Gd-Y-Zr magnesium alloy under dynamic compression [J]. Journal of Magnesium and Alloys, 2013, 1(1): 64-75.
[2] XU D K, LIU L, XU Y B, HAN E H. The influence of element Y on the mechanical properties of the as-extruded Mg-Zn-Y-Zr alloys [J]. Journal of Alloys and Compounds, 2006, 426(1-2): 155-161.
[3] ZHANG Ding-fei, QI Fu-gang, LAN Wei, SHI Guo -liang, ZHAO Xia-bing. Effects of Ce addition on microstructure and mechanical properties of Mg-6Zn-1Mn alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(4): 703-710.
[4] BAE D H, KIM S H, KIM D H, KIM W T. Deformation behavior of Mg-Zn-Y alloys reinforced by icosahedral quasicrystalline particles [J]. Acta Mater, 2002, 50(9): 2343-2356.
[5] WU Guo-hua, ZHANG Yang, LIU Wen-cai, DING Wen-jiang. Microstructure evolution of semi-solid Mg-10Gd-3Y-0.5Zr alloy during isothermal heat treatment [J]. Journal of Magnesium and Alloys, 2013, 1(1): 39-46.
[6] FANG Xi-ya, YI Dan-qing, WANG Bing, LUO Wen-hai, GU Wei. Microstructure and mechanical properties of Mg-6Al-1Zn-Y alloys [J]. Chinese Journal of Rare Metals, 2006, 6(30): 724-728. (in Chinese)
[7] WU Yu-juan, DING Wen-jiang, PENG Li-ming, ZENG Xiao-qing, LIN Dong-liang. Research progress of advanced magnesium rare-earths alloys [J]. Materials China, 2011, 2(30): 1-9. (in Chinese)
[8] SASAKI T T, OH-ISHI K, OHKUBO T, HONON K. Effect of double aging and microalloying on the age hardening behavior of a Mg-Sn-Zn alloy [J]. Materials Science and Engineering A, 2011, 530: 1-8.
[9] YANG Ming-bo, CHENG Liang, PAN Fu-sheng. Effect of calcium addition on as-cast microstructure and mechanical properties of Mg-5Sn-5Zn alloys [J]. Transactions of Nonferrous Metals Society of China, 2011, 5(20): 769-775.
[10] SON H, LEE J, JONG H, KONNO T J. Effects of Al and Zn additions on mechanical properties and precipitation behaviors of Mg-Sn alloy system [J]. Mater Letters, 2011, 12(65): 1966-1969.
[11] ZHAO Hao-feng, WANG Ling, YAN Kai, SUN Lei, ZHANG Shuai, LI Qing-fang, LEI Yong. Effect of Zn on the morphology and properties of magnesium-tin alloys [J]. Rare Metal Materials and Engineering, 2010, 39(S1): 86-88. (in Chinese)
[12] LIU Bing. The microstructure and mechanical properties of Mg-Sn alloys [D]. Shenyang: Shenyang University of Technology, 2012: 8-10. (in Chinese)
[13] CHENG Wei-li, PARK S S, TANG Wei-neng, YOU B S, KOO B H. Influence of rare earth on the microstructure and age hardening response of indirect-extruded Mg-5Sn-4Zn alloy [J]. Journal of Rare Earth, 2010, 5(28): 785-789.
[14] ZHAO Hong-da, QIN Gao-wu, REN Yu-ping, PEI Wei-li, CHEN Dong, GUO Yun. Microstructure and tensile properties of as-extruded Mg-Sn-Y alloys [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(S2): s493-s497.
[15] WANG J, FU J, DONG X, YANG Y. Microstructure and mechanical properties of as-cast Mg-Al-Sn-Y-Nd alloy [J]. Mater Design, 2012, 36: 432-437.
[16] LIU Chu-ming, ZHU Xiu-rong, ZHOU Hai-tao. The magnesium alloys phase diagram [M]. Changsha: Central South University Press, 2006: 287-291. (in Chinese)
[17] ZHANG L, GONG M, PENG L M. Microstructure and strengthening mechanism of a thermomechanically treatment Mg-10Gd-3Y- 1Sn-0.5Zr alloy [J]. Materials Science and Engineering A, 2013, 565: 262-268.
[18] LIU H, CHEN Y, TANG Y, WEI S, NIU G. The microstructure, tensile properties, and creep behavior of as-cast Mg-(1-10)%Sn alloys [J]. Journal of Alloys and Compounds, 2007, 440(1-2): 122-126.
[19] OH-ISHI K, MENDIS C L, HOMMA T, KAMADO S, OHKUBO T, HONNO K. Bimodally grained microstructure development during hot extrusion of Mg-2.4Zn-0.1Ag-0.1Ca-0.16 Zr (at.%) alloys [J]. Acta Mater, 2009, 18(57): 5593-5604.
[20] GAO L, CHEN R S, HAN E H. Effects of rare-earth elements Gd and Y on the solid solution strengthening of Mg alloys [J]. Journal Alloys and Compounds, 2009, 481(1-2): 379-384.
挤压态和时效态Mg-Zn-Mn-Sn-Y合金的组织性能
胡光山1,2,张丁非1,2,赵丁藏1,2,谌 夏1,2,蒋璐瑶1,2,潘复生1,2
1. 重庆大学 材料科学与工程学院,重庆 400045;2. 重庆大学 国家镁合金材料工程技术研究中心,重庆 400044
摘 要:利用光学显微镜、X 射线衍射和扫描电镜等对挤压态和时效态Mg-6Zn-1Mn-4Sn和Mg-6Zn-1Mn- 4Sn-0.5Y镁合金的微观组织和力学性能进行研究。结果表明:与ZMT614镁合金相比,添加Y元素后,ZMT614- 0.5Y晶粒得到细化,综合力学性能得到提高。Mg-6Zn-1Mn-4Sn-0.5Y合金的相组成为α-Mg、MgZn2、Mn、Mg2Sn和MgSnY相。经过T6热处理后,合金的抗拉强度和屈服强度明显得到提高,伸长率明显被降低。理论计算表明,在挤压态合金中,细晶强化和固溶强化产生重要的作用,而在T6热处理态合金中,析出强化产生决定作用。
关键词:Mg-Zn-Mn-Sn-Y合金;Y;挤压;T6;显微组织;强化机制
(Edited by Xiang-qun LI)
Foundation item: Project (2013CB632200) supported by National Basic Research Program of China; Project (2010DFR50010) supported by International Scientific and Technological Cooperation Program of Ministry of Science and Technology of China; Project supported by Sharing Fund of Chongqing University’s Large-scale Equipment, China
Corresponding author: Ding-fei ZHANG; Tel: +86-23-65112491; E-mail: zhangdingfei@cqu.edu.cn
DOI: 10.1016/S1003-6326(14)63444-0

