Effect of Al-TiB master alloy addition on microstructure, wear and compressive deformation behaviour of aluminum alloys
来源期刊:中国有色金属学报(英文版)2012年第5期
论文作者:D. P. MONDAL Nidhi JHA Anshul BADKUL S. DAS
文章页码:1001 - 1011
关键词:铝合金;晶粒细化;Al-TiB中间合金;压缩变形;滑动磨损
Key words:aluminum alloys; grain refinement; Al-TiB master alloy; compressive deformation; sliding wear
摘 要:在7178铝合金中添加不同比例的Al-10%TiB中间合金,考察TiB对铝合金的晶粒细化、磨损和压缩变形行为的影响。组织观察表明,TiB颗粒起着晶粒细化剂的作用,导致生成球状枝晶。当Al-TiB中间合金的添加量超过20%时,合金的耐磨性和强度随着中间合金添加量的增加而降低,即使其枝晶组织变得更细而接近于球状组织。
Abstract:
Aluminum-10% TiB master alloy was added in various proportions in 7178 Al alloy in order to examine the effect of TiB on grain refinement, wear and compressive deformation of the later one. Microstructural characterization reveals that TiB particles act as grain refiners for primary base alloy and result in globular dendrites. It was observed that the wear resistance and strength of the alloy decreased when the master alloy addition increased beyond 20%, even though the dendrites become much finer and almost spherical in nature.

![]()
Trans. Nonferrous Met. Soc. China 22(2012) 1001-1011
D. P. MONDAL, Nidhi JHA, Anshul BADKUL, S. DAS
Advanced Materials and Processes Research Institute (CSIR LAB), Bhopal 462064, India
Received 9 October 2011; accepted 15 February 2012
Abstract: Aluminum-10% TiB master alloy was added in various proportions in 7178 Al alloy in order to examine the effect of TiB on grain refinement, wear and compressive deformation of the later one. Microstructural characterization reveals that TiB particles act as grain refiners for primary base alloy and result in globular dendrites. It was observed that the wear resistance and strength of the alloy decreased when the master alloy addition increased beyond 20%, even though the dendrites become much finer and almost spherical in nature.
Key words: aluminum alloys; grain refinement; Al-TiB master alloy; compressive deformation; sliding wear
1 Introduction
Aluminum and its alloys have potential scope of applications in aerospace and automotive industry. However, a poor resistance to wear and compressive deformation is of serious concern for prolonging use of the component made of aluminum [1-5]. An important approach for improving wear resistance and high strength is to reinforce with ceramic particles such as SiC, Al2O3, TiB2 into the aluminum [6-12], which are termed as aluminum metal matrix composite. Among these, TiB has gained considerable importance because TiB2 is stiff, hard and does not react with aluminum to form reaction products at the interface of reinforcement and matrix. Grain structure is an important and readily observable feature in aluminum alloy casting. Grain refining is one of the predominant techniques in controlling the strength and toughness and also for subsequent secondary processing of castings. Grain refinement by addition of grain-refiners like titanium boride referred to as inoculation [13] is the most popular due to its simplicity. Several attempts have been made to produce TiB2 particles in situ inside the melting which could act as grain refiner during solidification [14-16]. Sometimes a master alloy of Al-TiB is made and used subsequently for grain refining [17-21]. Grain refinement helps in improving metallurgical characteristics and mechanical properties of aluminum alloys. In this work, the effect of Al-TiB master alloy addition on the compressive and wear behavior of aluminum alloys was studied.
2 Experimental
2.1 Synthesis of composite
The alloy was synthesized using stir-casting technique. Al-TiB master alloy containing 10% (mass fraction) TiB was used for grain refinement. 7178 alloy with nominal composition (mass fraction): Si 0.4%, Fe 0.5%, Cu 1.75%, Mn 0.3%, Mg 2.5%, Cr 0.2%, Zn 6.3% was selected as the base material. In the process of synthesis, the 7178 alloy was heated to its molten state. Then Al-TiB master alloy in the form of small rods was added to the molten alloy and subsequently stirred (at melt temperature of 700 °C) well in order to distribute the TiB particles in the melt uniformly just prior to pouring in the mould. The melt was then poured in the preheated cast iron moulds to get castings in the form of cylinder (200 mm in length and 20 mm in diameter).
All the synthesized alloys were characterized by scanning electron microscope (SEM) to find the size and distribution of TiB particles, the size and morphologies of dendrites. X-ray diffraction test was also carried out to confirm the presence of TiB phase in the cast alloys.
2.2 Microstructural characterization
The cast materials were microstructurally characterized in terms of the grain size of matrix alloy, distribution of TiB particles and the interface between the particle and the matrix. For microstructural characterization, samples were cut from the cast cylinders, and then polished and etched using standard metallographic technique. The polished and etched samples were sputtered with gold prior to examining under SEM.
2.3 Compressive deformation
Compression tests of the alloys with varying composition of TiB were conducted using universal testing machine (Instron Model: 8801) at various strain rate (10-2-10 s-1) at room temperature. The faces of the cylindrical samples (10 mm in diameter and 15 mm in height) were polished and lubricated with molybdenum sulphide coating to reduce the friction between the specimen surface and compression test plates. The true stress―strain curves were analyzed for determination of different parameters.
2.4 Sliding wear tests
Sliding wear tests of the alloys with varying composition of TiB were conducted using a pin-on-disc machine by sliding a cylindrical pin specimen of length 28 mm and diameter 8 mm against the surface of hardened steel disc under dry condition. The wear tests were carried out at a varying load of 19.6, 29.4 and 49 N, respectively, for a total sliding distance up to 2000 m. The disc surface is regularly and thoroughly cleaned with acetone prior to and after each test. The sliding speed was varied to 294, 441 and 588 r/min which correspond to linear speed of 2, 3 and 4 m/s, respectively. The friction force was monitored continuously from the digital display interfaced with the test apparatus. Coefficient of friction was computed from the recorded frictional force and applied load. The samples were weighed using an electronic balance up to 0.001 mg accuracy prior to and after each test. The mass loss during the wear test was converted into the wear rate (volume loss per unit sliding distance) and expressed in m3/m.
3 Results and discussion
3.1 Materials and microstructures
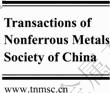
The microstructures of the alloy modified with Al-TiB master alloy addition in various proportion (i.e. 10%, 20%, 30%, 40%) are shown in Figs. 1(a), (b), (c) and (d), respectively. It is evident from these figures that grains are becoming finer and more spherical with increase in TiB content. It is further observed from Figs. 1(e) and (f) that relatively coarse TiB particles are within the grain body (Fig. 1(e)) and finer TiB particles along the grain boundaries (Fig. 1(f)). Figure 1(g) shows the sharp interface between TiB and matrix at the grain body. This demonstrates that the coarser TiB particles act as nucleating agent for solidification and finer particles shift towards the last freezing zone along with other intermetallic phases. These particles also resist the grain growth. Fine precipitates of AlTi are also within the grain boundary (as marked arrows in Fig. 1(h)) which is confirmed by XRD (Fig. 2).
The X-ray diffraction patterns of 7178 alloy, 7178 alloy+10% Al-TiB and 7178 alloy+30% Al-TiB are shown in Figs. 2(a), (b) and (c) respectively. It is evident from these figures that the diffraction pattern of 7178 alloy without master alloy addition is significantly different from those of the alloy with master alloy addition. The virgin alloy shows the presence of several intermetallic phases like Mg2Zn3, Mg2Zn11and Al3Mg2. The peaks corresponding to these intermetallic phases become very weak while one mix master alloy with this virgin alloy. The peaks corresponding to Al and TiB become very prominent, while the peaks corresponding to Al3Ti, Mg2Zn3 and Mg2Zn11 become weaker (Figs. 2(b) and (c)). This clearly indicates the matrix alloy get diluted due to the addition of master alloy. The master alloy was received in the form of Al-TiB in which TiB content was 10%. As this was used at the end of melting (prior to casting) it did not get sufficient time for major chemical reaction. Only minor quantity of Al3Ti was formed. TiB remained almost unchanged. These intermetallic phases are very fine and primarily distributed within the grain.
The average grain (globular dendrite) size of the above mentioned alloys as a function of Al-TiB master alloy addition is shown in Fig. 3. The average grain size of the virgin alloy reduced considerably due to the addition of 10% Al-TiB master alloy. Further increase in Al-TiB master alloy reduced the grain size but at a slower rate. The grain size of the virgin alloy reduced from 140 μm to ~55 μm due to the addition of 10% Al-TiB master alloy. When the master alloy addition increased to 40%, the grain size became almost spherical and its size reduced to ~23 μm. The aspect ratio of grains was also calculated for different alloys and its variation with Al-TiB master alloy addition is shown in Fig. 4. It is noted that the aspect ratio also decreased considerably with increase in Al-TiB content. The aspect ratio of the alloy containing 20% or more master alloy was closed to 1.0.
The grain size reduced and became more and more spherical with increase in Al-TiB content. This is attributed to increase in nucleating sites and also to increased resistance against grain growth with increase in Al-TiB content. A fraction of TiB (especially coarser one) acts as nucleating agent. The rest (relatively finer one) is not effective as nucleating agent but provides resistance against grain growth. As a result, more significant reduction in grain size is noted. It is further noted that the coarser particles act as nucleating agent and the finer particles provide resistance to grain growth. One set of alloy was made using 40% Al-TiB master alloy where the virgin alloy chemistry was maintained, and the microstructure of this alloy is shown in Fig. 5. It is evident that the grain structure with and without control of virgin alloy chemistry is almost the same.
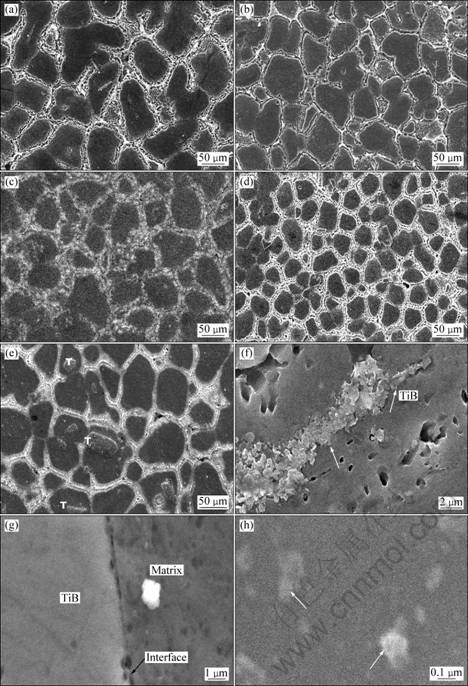
Fig. 1 Microstructures of alloys: (a) 10% Al-TiB alloy; (b) 20% Al-TiB alloy; (c) 30% Al-TiB alloy; (d) 40% Al-TiB alloy; (e) Showing coarser TiB particles; (f) Showing finer TiB particles; (g) Showing sharp interface between TiB and matrix; (h) Showing finer precipitates of AlTi
3.2 True stress and true strain analysis
The true stress―strain curve is determined from the recorded load displacement data using standard procedure. Typical true stress―strain curves for aluminum alloys with varying Al-TiB master alloy content at a strain rate of 10-2 s-1 are shown in Fig. 6. From these plots, the flow stress and yield stress were determined using standard methodology for all the alloys at different strain rates as given in Table 1. It could be noted from Fig. 6 that the flow curves do not show any sharp yield point irrespective of the alloy composition. It is further noted that the flow stress of alloys remains almost unchanged with increase in Al-TiB master alloy content up to 30%. But the yield stress decreases when the Al-TiB master alloy addition increases to 40% (Table 1). This is attributed to softening of matrix alloy due to dilution in alloy chemistry. During Al-TiB master alloy addition no attempt was made to maintain the matrix alloy chemistry. The master alloy contains about 90% Al. Thus, with increase in Al-TiB addition, the matrix alloy composition gets more diluted. But, it is interesting to note that the flow stress of 40% Al-TiB added alloy with the maintenance of alloy chemistry is around 30% higher than that of the 7178 alloy (Table 1). It is further noted that the flow stress and yield stress of 40% Al-TiB added alloy with maintenance of alloy chemistry are only 20% higher than those of the one without maintenance of alloy chemistry. It may be further noted that the flow stress of 40% Al-TiB added alloy is ~10% less than that of 20% Al-TiB added alloy without maintenance of alloy chemistry. This signifies that the addition of more TiB (generally >20%) is not advantageous. Almost similar kind of trend is noted at strain rate of 10-1, 1 and 10 s-1.
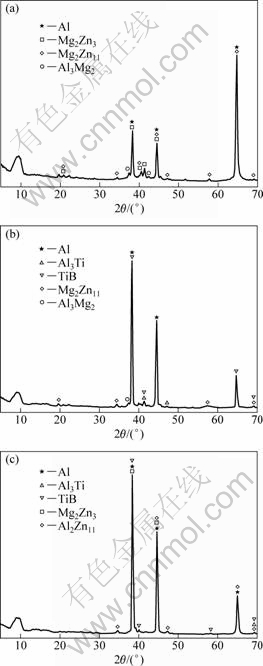
Fig. 2 XRD patterns of 7178 alloy (a), 7178 alloy+10% Al-TiB (b) and 7178 alloy+30% Al-TiB (c)
Fig. 3 Variation of grain size as function of Al-TiB master alloy addition
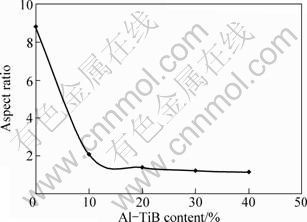
Fig. 4 Variation of aspect ratio as function of Al-TiB master alloy addition
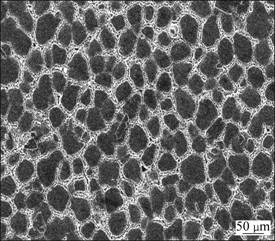
Fig. 5 Microstructure of 40% Al-TiB master alloy where virgin alloy chemistry was maintained
Table 1 Yield stress, flow stress and fracture strain of different materials at different strain rates
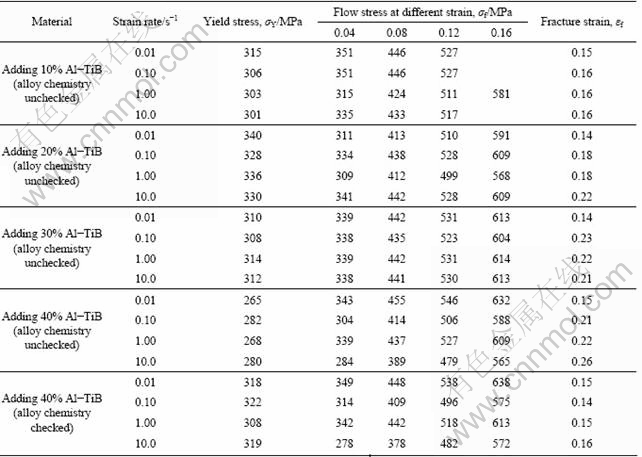
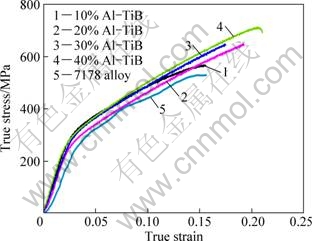
Fig. 6 Variation of true stress vs true strain of alloys with varying alloy composition at strain rate of 0.01 s-1
The true stress―strain curve of Al alloy with 10% Al-TiB master alloy addition at different strain rates is shown in Fig. 7. It may be noted that the yield stress does not follow any specific trend with strain rate. It is observed that yield stress varies within 15% of variation and it could be considered that it is almost invariant to the strain rate. On overall observation, the stress varies in a narrow band with change in strain rate. The fracture strain marginally increases with increase in master alloy addition. It may be attributed to the softening of alloy due to reduction in alloying element and finer grain sizes.
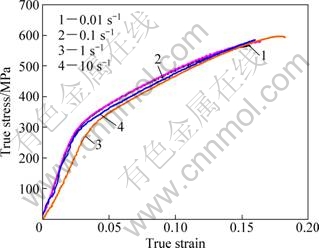
Fig. 7 Variation of true stress vs true strain of 7178 alloy added with 10% Al-TiB master alloy at different strain rates
3.3 Strain hardening exponent
The strain hardening exponent, elastic limit stress and plastic strengthening coefficient are measured from the ln σ vs ln ε plots (Fig. 8) using the methodology as described elsewhere [22] .
σ=Kεn
The measured values of strain hardening exponent (n) and plastic strengthening coefficient (K) from ln σ vs ln ε plots are reported in Table 2. Table 2 shows that the strain hardening exponent increases with increase in Al-TiB content. This is attributed to the fact that the matrix becomes more plastically constrained due to the presence of more TiB particles and Al3Ti precipitate. On the other hand, elastic stress limit decreases with increase in Al-TiB content. This is due to the dilution of matrix chemistry which makes the matrix softer. The plastic strengthening coefficient also increases marginally with increase in Al-TiB content. This is also due to the same reason as mentioned above.
3.4 Strain rate sensitivity
The strain rate sensitivity (m) was calculated from the slope of linear fit between ln σy and ln ![]() for different materials as shown in Fig. 9, where σy is the elastic limit stress and
for different materials as shown in Fig. 9, where σy is the elastic limit stress and ![]() is the strain rate. The value of ‘m’ was noted to be varying in the range -0.006 to 0.003. The effect of TiB addition on strain rate sensitivity is shown in Fig. 10. It is evident from this figure that the value of ‘m’ is least for 40% Al-TiB addition.
is the strain rate. The value of ‘m’ was noted to be varying in the range -0.006 to 0.003. The effect of TiB addition on strain rate sensitivity is shown in Fig. 10. It is evident from this figure that the value of ‘m’ is least for 40% Al-TiB addition.
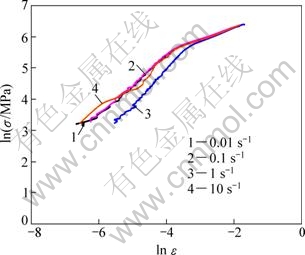
Fig. 8 Variation of ln σ vs ln ε of 7178 alloy added with 10% Al-TiB master alloy at different strain rates
It is evident from Tables 1 and 2 that the yield stress and elastic limit stress increase widely with increase in Al-TiB content and reach the maximum at 20% Al-TiB content. Further increase of Al-TiB content leads to reduction in elastic limit stress and flow stress. This is attributed to the matrix softening due to increase in Al content with increase in Al-TiB content. Then the matrix chemistry changes significantly due to the fact that the effective alloying content in the matrix decreases. In the case of 20% Al-TiB, the matrix composition changes slightly, but the presence of TiB particles in the matrix and grain boundary compensates that matrix softening and additionally leads to strengthening of the matrix.
Table 2 Strain hardening exponent, strengthening coefficient and elastic limit stress for different materials at different strain rates
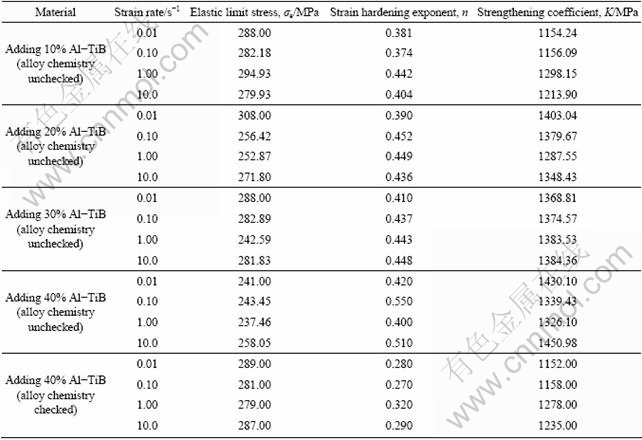
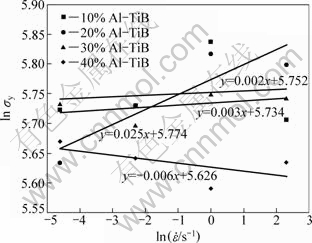
Fig. 9 Variation of ln σy vs ln![]() of alloy with varying alloy composition
of alloy with varying alloy composition
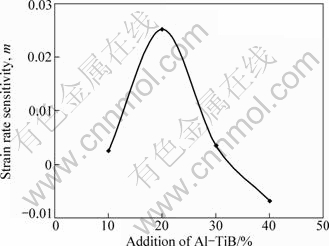
Fig. 10 Variation of strain rate sensitivity as function of Al-TiB master alloy addition
At higher percentage of Al-TiB addition, matrix softens significantly. The extent of increase in strength due to grain size reduction is not sufficient to compensate the extent of reduction in strength due to matrix softening caused by alteration in chemistry of the alloy. This was examined and confirmed by conducting a set of experiment on the Al-TiB master alloy added 7178 alloy, where the chemistry of the alloy was adjusted with the addition of minor alloying elements like Zn, Mg and Cu in different quantity. The elastic limit stress, strain hardening exponent and plastic strengthening coefficient of these alloys are reported in Table 2. It is noted that the grain size reduces almost to the same level as that was observed when alloying chemistry was not adjusted. This table shows further that, the yield stress and plastic strengthening coefficient increase due to 40% Al-TiB addition only by ~20% when the chemistry of the alloy is adjusted and if their value is only 10% higher as compared to that of 20% Al-TiB master alloy added alloy. This signifies that up to 20% Al-TiB master alloy addition, there is no significant advantages in terms of strength and stiffness for adjustment of alloy chemistry. It is further understood that the addition of more than 10% master alloy is not so advantageous in terms of its improvement in strength. This is attributed to the fact that matrix gets diluted and softens further due to Al-TiB addition. But alloy is strain hardened more and more with the addition of Al-TiB content due to the increased TiB and finer grain size.
3.5 Wear rate and coefficient of friction
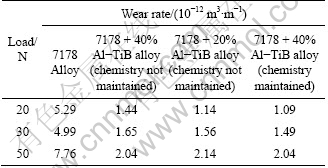
The wear rate as a function of quantity of master alloy addition is shown in Fig. 11. It is evident from this figure that the wear rate decreases with increase in Al-TiB addition irrespective of applied load. It is further noted that the wear rate increases with increase in applied load irrespective of Al-TiB addition. It is further noted that the wear rate decreases drastically due to the addition of 10% Al-TiB master alloy. Further increase in Al-TiB addition does not lead to any significant decrease or increase in the wear rate. Rather, the wear rate reaches a stable value when Al-TiB content in the alloy reaches 10%. This also demonstrates that, the addition of 10% Al-TiB alloy is sufficient to get considerable extent of wear resistance and strength. This is attributed to the two counter phenomena. The first one is associated with the increase in TiB content, which would result in improvement of wear resistance. The second one is associated with the decrease in solid solution strengthening due to addition of more and more Al-TiB as the chemistry of matrix material differs with the addition of Al-TiB master alloy. The wear rate of Al-TiB added 7178 alloy after maintaining its matrix alloy composition is compared with that of unchecked alloy composition in Table 3. It is noted from this table that if the chemistry of matrix alloy is maintained while adding the master alloy, the wear rate is reduced considerably with respect to that of the alloy with the chemistry not maintained. However, it could be seen from this table that the wear rate of the alloy with 40% Al-TiB master alloy addition after maintaining chemistry of matrix shows only marginal decrease in wear rate with respect to that of the alloy with 20% Al-TiB master alloy without any check in its matrix alloy chemistry. This again confirms that one must check the chemistry of virgin alloy while adding the master alloy as grain refinement for getting the advantage. But, for the alloy with master alloy addition limited to less than 20%, the checking of matrix alloy chemistry does not lead to any remarkable advantage. Hence, in that case, checking matrix alloy chemistry could be assisted.
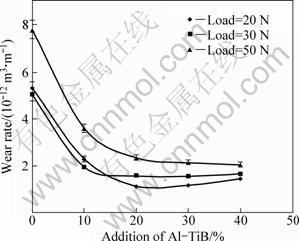
Fig. 11 Variation of wear rate as a function of Al-TiB master alloy addition at different applied loads
Table 3 Comparison of wear rate of 7178 alloy and Al-TiB added 7178 alloy with and without maintaining chemistry of matrix alloy
Similar trend of variation is also noted when coefficient of friction is plotted as a function of Al-TiB content as shown in Fig. 12. However, it is noted that the coefficient of friction decreases with increase in applied load irrespective of Al-TiB content. This also demonstrates that 10% Al-TiB addition is sufficient to reduce the coefficient of friction. Further increase in Al-TiB addition does not lead to any significant reduction in coefficient of friction. This is also attributed to the same reason as mentioned earlier for the variation of wear rate with Al-TiB addition.
It is interesting to note that refining of grain size does not facilitate to improve the strength and wear behavior unless the chemistry of the virgin matrix alloy is maintained. Even, with the maintenance of chemistry the strength and wear resistance could not be improved marginally. This is primarily due to the fact that coarse (>5 μm) TiB particles preferentially act as nucleating agent during solidification (as the solidification is very fast). The finer particles get pushed towards the boundary and get entrapped into these regions. Because of accommodation of these particles the grain boundary (inter dendritic sites) is not sharp. These portions also act as dislocation sink. The bonding between these particles is not strong and could not carry applied load effectively, thus not giving any significant contribution to the wear resistance. A small fraction only acts as nucleating agent and gets entrapped into the grain. Because of coarser size, the interface is expected to be incoherent and acts as dislocation sink point. Because of matrix dilution, contribution due to solid solution and precipitation strengthening is reduced significantly and causes matrix softening. On the other hand, finer dendritic size leads to higher strength. Finer TiB particles, at the inter-dendritic regions, are noted to be agglomerated and fail to provide effective strengthening due to pinning of dislocation in the grain boundary. Because of these counter phenomena, strength does not improve to the extent as expected due to grain refinement. Only marginal effect is noticed. It is further noted that even with the maintenance of alloy chemistry, the addition of 40% Al-TiB master alloy provides comparable wear resistance and strength to that of alloy with 20% Al-TiB master alloy and without maintenance of alloy chemistry. The results thus suggest that the addition of Al-TiB more than 20% does not lead to any advantages in terms of strength, ductility and wear resistance. If one uses up to 20% Al-TiB master alloy, he needs not maintain the alloy chemistry for getting considerable improvement in strength and wear resistance.
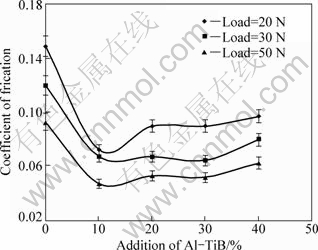
Fig. 12 Variation of coefficient of friction as function of Al-TiB content at different applied loads
3.6 Wear surfaces and subsurface
3.6.1 Wear surface
The worn surface of the 10% Al-TiB master alloy added aluminum alloy when tested at a load of 20 N is shown in Fig. 13(a). It shows localized flow (marked as ‘A’) of surface material followed by delaminating (marked as ‘D’) of material. On the surface, fine TiB particles and other intermetallic phases get mixed and help in improving wear resistance. At some regions, wear grooves (Fig. 13(b)) and a few embedded particles (marked as arrow) are observed. These figures thus demonstrate that mixed type of wear mechanism including abrasive, adhesive and delaminating wear are prevailing. The worn surface of these materials when tested at a load of 50 N is shown in Fig. 13(c). It is noted that the surface material flows significantly towards sliding direction and this leads to serration marks (marked as arrows) on the surface and delaminating of wear surface material and entrapment of fine TiB particles (marked as ‘P’) as shown in Fig. 13(d). These particles also cause abrasive action under higher applied load and lead to abrasive grooves. This demonstrates that at a higher applied load, adhesive, abrasive and delaminating wear take place simultaneously. The worn surface of the alloy with 40% Al-TiB master alloy addition under a load of 20 N is shown in Fig. 13(e). It reveals wear grooves, surface cracks (marked as arrows) and entrapment of particles (marked as ‘P’). Under the same condition the worn surface (Fig. 13(f)) in other location also reveals wear grooves, entrapped particles (marked as ‘P’) and relatively large extent of material flow. This demonstrates that at higher Al-TiB addition, abrasive wear is dominating due to a large number of TiB particles. The soft matrix helps in mixing of TiB particles to form a mechanically mixed layer. But subsequently this layer gets abraded by the asperities of counter surface and the TiB particles between the counter surfaces. This could be made clear from subsurface examination.
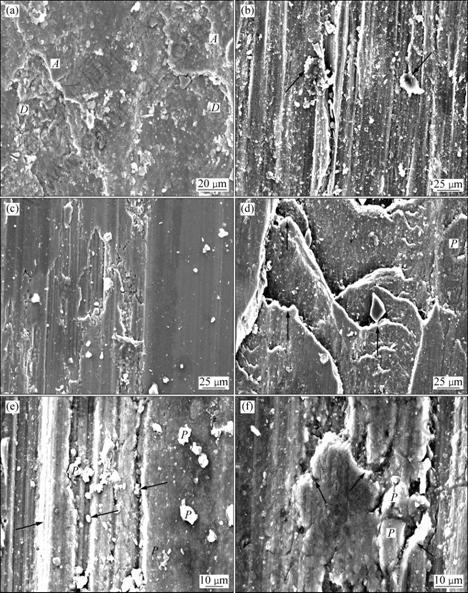
Fig. 13 Worn surfaces of aluminum alloys: (a), (b) Containing 10% Al-TiB master alloy at load of 20 N; (c), (d) Containing 10% master alloy at load of 50 N; (e), (f) Containing 40% Al-TiB master alloy at load of 20 N
3.6.2 Wear subsurface
The subsurface of the wear specimen of the alloy with 10% master alloy addition when tested at a load of 20 N is shown in Fig. 14(a). It depicts mechanically mixed layer (MML), highly deformed zone (HD) where matrix flows along sliding direction and a sublayer (SB) consists of large number of micro voids and micro cracks. The view of mechanically mixed layer becomes very clear when examined at higher magnification (Fig. 14(b)). At higher applied load, it is noted that fine TiB particles and other intermetallic phases below the highly deformed zone get fractured and/or mixed simultaneously with matrix to form MML. Fracturing of coarser TiB particles is clear in Fig. 14(c). The extent of subsurface cracking in Fig. 14(c) (marked at arrow) is more severe than that observed in Fig. 14(a). The subsurface of the worn surface of the alloy with 40% master alloy when tested at a load of 20 N is shown in Fig. 14(d). It shows the orientation of grains at greater depth from the subsurface, along the sliding direction. This figure, however, depicts severe cracks between MML and the highly deformed (HD) region. When the load is increased to 50 N, the surface gets aligned to a greater extent and a large number of micro voids and micro cracks are generated at the MML and HD. As a result, the wear rate decreases with the increase in applied load. Because of softening of the matrix (due to dilution of alloy composition) and greater extent of frictional heating on the surface the subsurface deformation is quite significant which helps in forming highly deformed zone at greater depth. However, larger extent of TiB particles helps in providing greater protection of surface from wear through deduction in nominal contact and improving high temperature strength. These two counter phenomena leads to almost control wear rate with variation of Al-TiB addition.
4 Conclusions
1) The grain size of the alloy decreases with increasing master alloy addition. But, the most effective reduction in grain size is noted at the addition of 10% master alloy. Further addition of master alloy reduces the grain size but the extent of reduction is relatively less. The aspect ratio of grains becomes almost one due to the addition of 40% master alloy. More and more master alloy addition leads to the dilution of virgin alloy and the effect of solid solution strengthening gets reduced.
2) Maintaining of alloy chemistry should be done while adding more than 20% master alloy addition. The effect of Al-TiB master alloy addition becomes more effective in terms of its microstructure and mechanical properties up to 20% of master alloy.
3) The strength of the alloy does not follow Hall-Patch relationship. This is attributed to the differences in alloy chemistry, grain boundary structures and TiB content. The combined effect of these controls the deformation behavior of the alloys.
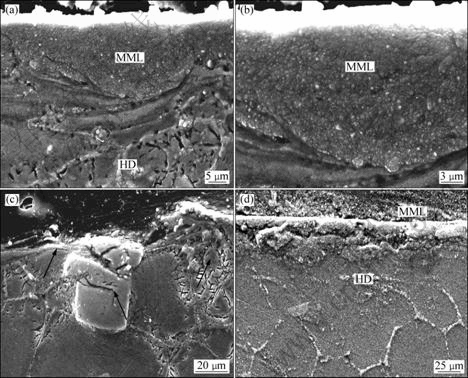
Fig. 14 Worn subsurfaces of aluminum alloys: (a), (b) 10% Al-TiB added alloy at load of 20 N; (c) 10% Al-TiB added alloy at load of 50 N; (d) 40% Al-TiB added alloy at load of 20 N
4) The wear rate and coefficient of friction decrease with increase in Al-TiB addition. The addition of 10% Al-TiB master alloy leads to significant improvement. Further increase in Al-TiB causes only marginal improvement.
5) Mixed type of wear mechanism takes place (adhesive, delaminating and abrasive). The adhesive and delaminating wear become more dominant at higher applied load and lower master alloy addition. MML becomes more stable at lower master alloy content. At higher master ally content TiB particles protect the surface from the context of counter surface as well as causes abrasive action on the mating surface. Higher TiB content causes less extent of MML. These two counter phenomena cause no significant variation of wear rate with master alloy addition.
References
[1] BAKES H, BENJAMIN D, KRIKPATRICK C W. Metal Handbook [M]. Metals Park, Ohio: ASM, 1979: 8.
[2] MILLER W S, HEINZ A, HASZLER A, KEIDEL C, MOLDENHAUER S, BENEDICTUS R. Recent development in aluminium alloys for aerospace applications [J]. Material Science and Engineering A, 2000, 280: 102-107.
[3] STRAKE E A, STALEY J T. Applications of modern aluminium alloys to aircraft [J]. Progress in Aerospace Sciences, 1999, 32: 131-172.
[4] FROES F H. Advanced metals for aerospace and automotive use [J]. Materials Science and Engineering A, 1994, 184: 119-133.
[5] WAN Y, XUE Q J. Effect of phosphorous containing additives on the wear of aluminium in the lubricated condition on steel contact [J]. Tribology Letters, 1996, 2: 37-39.
[6] MANDAL A, CHAKRABORTY M, MURTY B S. Effect of TiB2 particles on sliding wear behaviour of Al-4Cu alloy [J]. Wear, 2007, 262: 160-166.
[7] ALPAS A T, ZHANG J. Effect of SiC particulate reinforcement on the dry sliding wear of aluminium-silicon alloys (A356) [J]. Wear, 1992, 155: 83-104.
[8] DEUIS R L, SUBRAMANIAN C, YELLUP J M. Dry sliding wear of aluminium composites―A review [J]. Composite Science and Technology, 1997, 57: 415-435.
[9] SARAVANAN R A, LEE J M, KANG S B. Dry sliding wear behavior of A356-15Pct SiCp composites under controlled atmospheric conditions [J]. Metallurgical and Materials Transactions A, 1999, 30: 2523-2538.
[10] WU S Q, ZHU H G, TJONG S C. Wear behavior of in situ Al-based composite containing TiB2, Al2O3 and Al3Ti particles [J]. Metallurgical and Materials Transactions A, 1999, 30: 243-247.
[11] TEE K L, LU L, LAI M O. Wear performance of in-situ Al-TiB2 composite [J]. Wear, 2006, 240: 59-64.
[12] ALPAS A T, ZHANG J. Effect of microstructure (Particulate size and volume fraction) and counterface material on sliding wear resistance of particulative reinforced aluminum matrix composites [J]. Metallurgical and Materials Transactions A, 1994, 25: 969-982.
[13] CROSSLEY F A, MONDOLFO L F. Mechanism of grain refinement in aluminum alloys [J]. Trans AIME, 1951, 191:1143-1148.
[14] MALLIKARJUNA C, SHASHIDHARA S M, MALLIK U S, PARASHIVAMURTHY K I. Grain refinement and wear properties evaluation of aluminum alloy 2014 matrix-TiB2 in situ composites [J]. Material Design, 2011, 32: 3554-3559.
[15] IQBAL N, van DIJK N H, HANSEN T, KATGERMAN L, KEARLEY G J. The role of solute titanium and TiB2 particle in the liquid-solid phase transformation of aluminum alloys [J]. Materials Science and Engineering A, 2004, 386: 20-26.
[16] KUNNAM P, LIMMANEEVICHITR C. Effect of process parameters on morphology and grain refinement efficiency of TiAl3 and TiB2 in aluminum casting [J]. Journal of Material Science and Technology, 2008, 24: 54-56.
[17] EASTON M, StJHON D. Grain refinement of aluminum alloys: Part II. Confirmation of, and mechanism for, the solute paradigm [J]. Metallurgical and Materials Transactions A, 1999, 30: 1625-1633.
[18] GREER A L, BUNN A M, TRONCHE A, EVANS P V, BRISTOW D J. Modelling of inoculation of metallic melts: Application to grain refinement of aluminium by Al-Ti-B [J]. Acta Materialia, 2000, 48: 2823-2835.
[19] BACKERUD L. How does a good grain refiner works? [J]. Light Metal Age, 1983, 41: 6-12.
[20] MARCANTONIO J A, MONDOLFO L F. Grain refinement in aluminum alloyed with titanium and boron [J]. Metals Transaction, 1971, 2: 465-471.
[21] EASTON M, StJOHN D. Improved production of grain size of aluminum alloys that includes effect of cooling rate [J]. Materials Science and Engineering A, 2008, 486: 8-13.
[22] MONDAL D P, GANESH N V, MUNESHWAR V S, DAS S, RAMAKRISHAN N. Effect of SiC concentration and strain rate on the compressive deformation behavior of 2014 Al-SiCp composite [J]. Materials Science and Engineering A, 2006, 433: 18-31.
D. P. MONDAL, Nidhi JHA, Anshul BADKUL, S. DAS
Advanced Materials and Processes Research Institute (CSIR LAB), Bhopal 462064, India
摘 要:在7178铝合金中添加不同比例的Al-10%TiB中间合金,考察TiB对铝合金的晶粒细化、磨损和压缩变形行为的影响。组织观察表明,TiB颗粒起着晶粒细化剂的作用,导致生成球状枝晶。当Al-TiB中间合金的添加量超过20%时,合金的耐磨性和强度随着中间合金添加量的增加而降低,即使其枝晶组织变得更细而接近于球状组织。
关键词:铝合金;晶粒细化;Al-TiB中间合金;压缩变形;滑动磨损
(Edited by YUAN Sai-qian)
Corresponding author: D. P. MONDAL; Tel: +91-755-2417652; Fax: +91-755 -2457042; E-mail: mondaldp@yahoo.com
DOI: 10.1016/S1003-6326(11)61276-4

