Effects of lubricant��s friction coefficient on warm compaction powder metallurgy
LI Yuan-yuan(��ԪԪ), NGAI Tungwai Leo(�߶���), WANG Shang-lin(������),
ZHU Min(�� ��), CHEN Wei-ping(��άƽ)
(College of Mechanical Engineering, South China University of Technology,
Guangzhou 510640, China)
Abstract: The correct use of lubricant is the key of warm compaction powder metallurgy. Different lubricants produce different lubrication effects and their optimal application temperature will be different. Three different lubricants were used to study the effects of friction coefficient on warm compaction process. Friction coefficients of these lubricants were measured at temperatures ranging from ambient temperature to 200��. Iron-base samples were prepared using different processing temperatures and their green compact densities were studied.
Key words: warm compaction powder metallurgy; lubricant; friction coefficient CLC number: TF12
Document code: A
1 INTRODUCTION
Warm compaction is a relatively simple and economical process that can produce sintered parts with density up to 94% of the theoretical pore free density[1-3], and its potential is tremendous. With minor modification on the conventional powder metallurgy equipment and approximately 20% higher cost than conventional cold compaction, green compact density of 7.5g/cm3 can be obtained by single press. The only difference between the warm compaction and the conventional compaction is that the powder has to be treated with special lubricant, and then the powder was raised to a prefixed temperature and pressed in a die, which maintained at the warm compaction temperature. Industrialization of the technique matured in the mid 1990s. Since then, it attracts a lot of attentions worldwide. In the past few years, it played an increasing role in the high performance parts, especially in the automobile industry worldwide.
Patents protected warm compaction technology and powders can be available in the world market. Xiao et al[4, 5] studied the warm compaction effects on stainless steel powders. Several authors studied the effects of processing parameters on the properties of the sintered iron-base alloys and studied the densification mechanism of warm compaction[6-9]. Other warm compaction researches such as die wall lubricated warm compaction and fabrication of particulate reinforced iron base composite using warm compaction technology were also studied[10-16].
The success of warm compaction technique relied on the correct use of special lubricant; however, it is well known that there is a dilemma in using lubricant. Lubricant is essential for the die compaction of metal powder to overcome friction and to avoid scoring. On the other hand, the presence of lubricant may lower the sintered density and decrease the mechanical property of the compact. Practically no lubricant can be burned off completely during sintering and it leaves ashes inside the compact, thereby, hinders the diffusion process during sintering. Meanwhile, gas pressure generated by the dissociation or evaporation of the lubricant during pre-sintering or sintering stage may create more voids in the compact and lower the compact��s dimension stability. The vaporized lubricant is harmful to the quality of the sintered compacts and also to the furnace. The admixed lubricant also drags the powder flow and lingers the compaction cycle. Therefore, the optimal lubricant should have the following properties: 1) low friction coefficient; 2) a moderate melting temperature range; 3) no abrupt vaporization or dissociation temperature; 4) retarding oxidation at the compaction temperature; 5) non-toxic and environmental friendly; 6) can be burned off completely. One major reason that warm compaction can produce compacts with higher density when compared to conventional compaction is that it modifies the lubrication mode and increases the effective applied pressure. Different lubricants produce different lubrication effects and their optimal application temperature will be different. In hope to obtain more knowledge on the selection of lubricants for warm compaction and to reveal the relation between the lubricant��s friction coefficient and the warm compaction, in this paper, three different lubricants were used to study the influences of friction coefficient on warm compaction by preparing iron-base samples using different processing temperatures.
2 EXPERIMENTAL
Chemical composition of the samples used in this study, in mass fraction, is 2%Cu, 1%C(graphite) and balance Fe. Water atomized iron powder, which was produced by Shandong Lai Wu Powder Metallurgy Co., was used. The particle sizes of the iron, Cu and graphite powders were ��147��m, ��147��m and ��75��m, respectively. Commercially available ethylene-bis-stearamide(EBS) and two self-prepared lubricants B and L were used as lubricants, separately. Lubricant L is a hybrid of different lubricants; while lubricant B is a pure organic compound. The admixed lubricant content was 0.6%. The powders were mixed in a V-type mixer; and the mixing time was 60min. The pre-heated mixed powders were pressed into standard tensile specimens (ISO 2740��1973) in a steel mold, which was heated to temperatures ranging from room temperature to (200��2)��. Compacting pressure of 610MPa was used. Densities of the compacts were measured by Archimedes method. Data reported in this study were the average of at least three separate measurements.
Differential Thermal Analysis(DTA) was used to measure the phase transformation temperature of the lubricants.
Friction coefficient measurement of lubricants EBS, L and B were carried out on a MM-200 tribometer. The nominal chemical composition of the sintered friction sample is 97%Fe, 2%Cu and 1%C. It is a block with a size of 25mm��10mm��10mm. The sintered density of the friction sample was controlled to approximately 6.5g/cm3. A hole with a diameter of 6 mm was drilled through the square cross-section of the sintered sample. The sample was then polished by a 1200 grid sand paper. A thermocouple was taped on the sample surface and an electrical heating element, which was controlled by a thermal controller, was inserted into the drilled hole using a mica sheet as insulation. The friction sample and the heating element are shown in Fig.1 schematically. Friction coefficients at different temperatures ranging from room temperature to 200�� were measured. The friction counterpart was a ring made of GCr15 steel with an outer diameter of 46mm, an inner diameter of 16mm, a thickness of 10mm and a hardness of HRC 54. Revolving speed of 400r/min (57.8m/min) was used in this study. Friction torque data were recorded every 5min. A load of 245N and a testing time of 30min were used. Lubricants were applied on the friction surface of the sample periodically. The applied lubricant can temperately be stored in the voids of friction sample due to the low density of the friction sample.
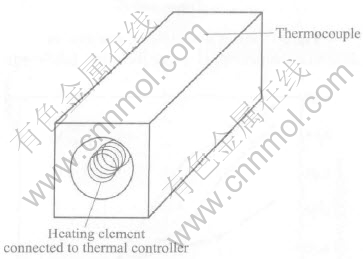
Fig.1 Schematic diagram of friction sample and heating element
3 RESULTS AND DISCUSSION
Fig.2 shows the relationship between green density and compaction temperature for samples using EBS, L and B as lubricant, respectively. This figure shows that for all samples, no matter what kind of lubricant is used, their green densities increase with increasing compaction temperature and reach the maximum in certain temperature range; then the green densities decrease with increasing compaction temperature. For samples using L as lubricant, warm compaction temperature of 140�� gives the highest green density among all the tested samples. For samples using EBS as lubricant, warm compaction temperature range of 140-160�� gives the highest green density. While for samples with B as lubricant, warm compaction temperature of 155�� gives the highest green density. When compared with the compacts with B as lubricant, the density of the compacts using EBS or L as lubricant increases much faster with increasing compaction temperature.
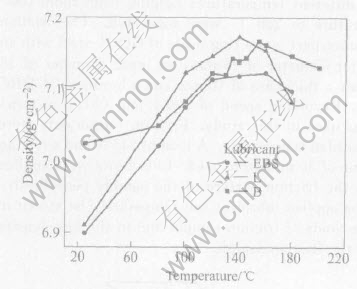
Fig.2 Green densities of samples at different temperatures using different lubricants

Fig.3 Relationship between friction coefficient and temperature for lubricants EBS, L and B
Fig.3 shows the relationship between friction coefficient and temperature for lubricants EBS, L and B. Although friction coefficients measured in this study are not exact measurements from the compaction process, these results can give us knowledge of the variation of the lubricant��s friction coefficients on temperature. From Fig.3 we can see that at ambient temperature lubricant B has the lowest friction coefficient (approximately 0.062) and lubricant EBS has the highest friction coefficient (approximately 0.088). At about 130��, friction coefficients of these lubricants converge to a value of approximately 0.05, then decrease gradually with the increase of temperature. At high temperature, approximately 160�� and above, friction coefficients of all these lubricants are very close to each other; their values ranges from approximately 0.035 to 0.045, with the lubricant L holding the lowest friction coefficient. Results elucidated in Fig.2 are a reflection of the influence of lubricants�� friction coefficients on the densities of the warm compacted samples. The lowest friction coefficient of lubricant B at room temperature corresponds to the highest density of the compact density and the highest friction coefficient of lubricant EBS at room temperature corresponds to the lowest density of the compact. Friction coefficients of lubricants L and EBS are very close at the room temperature, therefore densities of the compacts using these lubricants are very close; while friction coefficient of lubricant B is much lower than that of lubricants L and EBS, therefore density of the compact using lubricant B has a much higher value when compared with that of the compacts using the other lubricants.
DTA result shows that, there is only one phase transformation peak (melting) at 148�� for lubricant B; while for lubricants EBS and L, there are two phase transition peaks, with one large and one small, below 160��. The larger peak corresponds to the melting peak of the primary constituents in the lubricants and the smaller peak corresponds to the melting peaks of the other ingredient found in the lubricants. For lubricants EBS and L, the smaller peaks start at approximately 103�� and 100��, respectively; while the larger peaks start at approximately 137�� and 140��, respectively. The melting of the low melting point ingredients in lubricants EBS and L reduces the frictional force during the warm compaction that carries out at relatively lower temperatures. This is the reason why the density of the compacts using EBS or L as lubricant increases faster with the temperature increasing when compared with that of the compacts using B as lubricant even though their optimal warm compaction temperatures (the compaction temperature that will give the highest density) for all these samples are very close, as shown in Fig.2. Lubricants play a major role in the warm compaction. Basically, the lower the lubricant��s friction coefficient, the higher the compact density. From Fig.3 we can see that friction coefficient of lubricant L is the lowest, at temperatures between 80 and 120��, among the lubricants; but the green density of the compact compacted in this temperature range is lower than that of the compacts using L as lubricant, as shown in Fig.2. The reason is that the melting of the low melting point ingredients in lubricants L and B will modify the lubrication condition. Under the compaction pressure, the melted ingredient will be forced to flow among the powder particles and to form lubricating films, at least partially, on the particle surfaces and on the die wall. Therefore, in addition to solid lubrication, boundary lubrication plays a role in the compaction process also.
As elucidated in Fig.2, when the compaction temperature is at or slightly higher than the melting temperature of the specific lubricant (i.e. the starting melting point for EBS, L and B are 137, 140 and 148��, respectively), the low friction coefficient of lubricant produces the highest compact density. As seen from Fig.2 that friction coefficient is not the only factor that governs the compact density, the decrease of the density at high temperature is related to other properties of the lubricant also, such as the viscosity. As shown in Fig.2, although lubricant B has the highest friction coefficient at 160�� and above, it gives the compacts the highest density among these lubricants. The reason is that the dramatic decrease of viscosity of lubricants EBS and L at that temperature range. Details concerning this will be discussed in another paper. However, it is no doubt that friction is the dominant factor that affects the compact density.
One of the major reasons that warm compaction can produce compacts with higher density when compared with conventional compaction is that the lubricant undergoes a phase transformation during the warm compaction, as a result, friction coefficient of the lubricant decreases and thus the effective load is increased during the compaction. As shown in Fig.3, friction coefficients of the lubricants decrease with temperature increasing even before the lubricants�� melting temperatures are reached. When the melting temperature is reached, under the compaction pressure, the lubricant will be forced to flow among the powder particles forming lubricating films, at least partially, on the particle surfaces and on the die wall. The lubrication mechanism at and above the melting temperature is boundary lubrication and solid lubrication (by graphite), while in conventional compaction there is only solid lubrication involved.
4 CONCLUSIONS
Friction coefficients of the lubricants play a major role in the warm compaction process. Basically, the lower the lubricant��s friction coefficient, the higher the compact density. Their effects on the compact density have two aspects: 1) increasing warm compaction temperature will decrease the lubricant��s friction coefficient, as a result, the effective applied pressure on the compact will be increased; 2) melting of the lubricants at high temperature will meliorate the lubrication condition during the compaction. The frictional force is a dominant factor that affects the compact density.
REFERENCES
[1]Rutz H, Hanejko F G, Luk S. Warm compaction offers high density at low cost [J]. Met Powder Report, 1994, 49(9): 40-47.
[2]James W B. Recent developments in ferrous powder metallurgy alloys [J]. Int J Powder Metall, 1994, 30(2): 157-162.
[3]Rutz H G, Hanejko F G. High density processing of high performance ferrous materials [J]. Int J Powder Metall, 1995, 31(1): 9-17.
[4]XIAO Zhi-yu, KE Mei-yuan, CHEN Wei-ping, et al. Warm compacting behavior of stainless steel powders [J]. Trans Nonferrous Met Soc China, 2004, 14(4): 756-761.
[5]XIAO Z Y, KE M Y, CHEN W P, et al. A study on warm compaction behaviors of 316L stainless steel powder [J]. Materials Science Forum, 2004(471-472): 443-447.
[6]XIANG Pin-feng, LI Yuan-yuan, LONG Yan, et al. Effects of polymeric lubricant adding method on the warm compaction powder metallurgy [J]. Mater for Mech Eng, 2001, 25(3): 23-24. (in Chinese)
[7]LI Yuan-yuan, XIANG Pin-feng, XU Z, et al. The densification mechanism of warm compaction technology [J]. Mater for Mech Eng, 2001, 19(1): 39-42. (in Chinese)
[8]LI M, GUO S, LIN T. The effect of compacting parameters on densification of warm compacted iron powders [J]. Powder Metall Industry, 2001, 11(3): 29-33. (in Chinese)
[9]LI Y Y, NGAI T L, XIAO Z Y, et al. Study on mechanical properties of warm compact iron-base materials [J]. J Cent South Univ Technol, 2002, 9(3): 154-158.
[10]LI Yuan-yuan, XIAO Zhi-yu, NGAI Tungwai Leo, et al. Warm compacted NbC particulate reinforced iron-base composite (I): Effect of fabrication parameters [J]. Trans Nonferrous Me Soc China, 2002, 12(4): 659-663.
[11]LI Yuan-yuan, XIAO Zhi-yu, NGAI Tungwai Leo, et al. Warm compacted NbC particulate reinforced iron-base composite (II): Microstructure and properties [J]. Trans Nonferrous Met Soc China, 2002, 12(4): 664-668.
[12]NGAI T L, CHEN W P, XIAO Z Y, et al. Warm compaction of Al2O3 particulate reinforced powder metallurgy iron-base composite [J]. Trans Nonferrous Met Soc China, 2002, 12(5): 886-889.
[13]LI Y Y, NGAI T L, ZHANG D T, et al. Effect of die wall lubrication on warm compaction powder metallurgy [J]. J Mater Process Technol, 2002, 129(1-3): 354-358.
[14]NGAI T Leo, CHEN W P, XIAO Z Y, et al. Die wall lubricated warm compaction of iron-based powder metallurgy materials [J]. Trans Nonferrous Met Soc China, 2002, 12(6): 1095-1098.
[15]XIAO Zhi-yu, LI Yuan-yuan, NGAI Tungwai Leo, et al. Warm compaction behaviors of iron-based powder using different kinds of graphite [J]. Trans Nonferrous Met Soc China, 2003, 13(5): 1181-1184.
[16]LI Yuan-yuan, XIAO Zhi-yu, NGAI Tungwai Leo, et al. Effect of sintering parameters on a warm compacted iron-based material [J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1333-1337.
(Edited by YANG Bing)
Foundation item: Key Project(50135020) supported by the National Natural Science Foundation of China; Project(2001AA337010) supported by Hi-tech Research and Development Program of China; Project(2004B10301018) supported by the Science and Technology Program of Guangdong Province, China; Project(003019) supported by the Natural Science Foundation of Guangdong Province, China
Received date: 2004-06-06; Accepted date: 2004-11-20
Correspondence: LI Yuan-yuan, Professor, PhD; Tel: +86-20-87111983; E-mail: mehjli@scut.edu.cn

