
Preparation of semi-solid slurry at power frequency by annulus electromagnetic stirring method
BAI Yue-long(白月龙), XU Jun(徐 骏), ZHANG Zhi-feng(张志峰), SHI Li-kai(石力开)
General Research Institute for Non ferrous Metals, Beijing 100088, China
Received 10 August 2009; accepted 15 September 2009
Abstract: The effect of stirring frequency on the semi-solid A357 aluminum alloy microstructure was investigated by annulus electromagnetic stirring(AEMS) method. The microstructures obtained by AEMS method and ordinary electromagnetic stirring(EMS)method were compared and analyzed. The results show that the primary α(Al) particles become more spherical and fine, and disperse uniformly in a liquid matrix with increasing stirring frequency, and higher stirring frequency is advantageous to obtain the fine spherical semi-solid microstructure by AEMS. Compared with the microstructures obtained at stirring frequency of 50 Hz in EMS, the fine spherical and uniformly distributed semi-solid microstructures can be still obtained at stirring frequency of 50 Hz in AEMS, so stirring frequency of 50 Hz is recommended in AEMS to save investment cost on frequency-conversion facilities.
Key words: A357 aluminum alloy; semi-solid; electromagnetic stirring; slurry preparation
1 Introduction
During the recent decades, many methods have been developed to prepare semi-solid slurry, such as mechanical stirring[1], electromagnetic stirring(EMS)[2], twin screw rheomoulding[3], new rheocasting(NRC)[4], semi-solid rhoecasting(SSR)[5], continuous rheo- conversion process(CRP)[6], controlled nucleation process and SEED process[7-8]. Among these methods only the electromagnetic stirring is widely accepted for the production of semi-solid slurry or billets on a commercial scale because of its non-polluted metal, pure metal and easily process control. However, owing to the skin effect resulted from the magnetic induction fields, the ordinary EMS method has some disadvantages, such as large grains, no spherical morphology and non-uniform microstructure distribution, so the skin effect was regarded as an adverse effect, and lower frequency stirring was usually adopted to increase the skin effect depth and obtain fine spherical semi-solid microstructure[9-11]. As a result, the frequency- conversion facilities are used, and the investment cost and slurry preparation cost increase greatly accordingly.
To overcome the above disadvantages existed in EMS, a novel semisolid metal processing method, namely, the annulus electromagnetic stirring (AEMS) method[12-13], has been exploited. In this method the power frequency of 50 Hz was used and no frequency-conversion facilities were equipped to save the investment cost and slurry preparation cost.
In this work, the effect of stirring frequency on the semi-solid microstructure is studied, and the microstructures obtained at power frequency of 50 Hz by EMS and AEMS respectively are investigated and compared.
2 Experimental
2.1 Materials and apparatus
The material used in this experiment was commercial A357 aluminum alloy and its chemical composition is shown in Table 1. Its liquidus temperature and solidus temperature are about 613 and 553 ℃,
Table 1 Chemical composition of A357 aluminum alloy (mass fraction, %)

respectively.
A home-made apparatus was used in the experiment and its schematic diagram is shown in Fig.1. The apparatus was made up of electromagnetic stirrer, inner cooling controller, outer cooling controller and slurry-preparation house. The inner cooling controller was set in the center of slurry-preparation room, a narrow annulus gap between the inner wall of slurry-preparation room and the outer wall of the cooling controller was designed innovatively in order to weaken the skin effect, as shown in W in Fig.1. The A357 molten metal was stirred intensively and solidified in the annulus and finally semi-solid A357 slurry was obtained.

Fig.1 Schematic diagram of annulus electromagnetic stirring: 1-Inner cooling controller; 2-Electromagnetic stirrer; 3-Outer Cooling controller; 4-Slurry-preparation room; 5- Heat-preservation materials
2.2 Experimental
The slurry-preparation room made of stainless steel was 80 mm in diameter and 160 mm in depth. The alternating inductive rotating electromagnetic stirrer was used and adjusted with 30 A input current and 50 Hz power frequency. The other processing parameters were as follows: the preheat temperature of slurry-preparation house was 200 ℃, the preheat temperature of inner cooling controller was 20 ℃, the pouring temperature of A357 molten metal was 720 ℃, the annulus width was 16 mm, and the stirring power was 2 400 W.
The A357 aluminum alloy was heated to scheduled temperature and degassed in an induction furnace, and then A357 molten metal was exported into the slurry-preparation house. Immediately the alternating inductive rotating electromagnetic stirrer was opened to stir the A357 molten metal. A 3.5 mm-diameter thermocouple was inserted into the middle of molten A357 metal to monitor the temperature. When the temperature decreased to 600 ℃, the alternating inductive rotating electromagnetic stirrer was closed. The A357 semi-solid slurry was quenched immediately in the room-temperature water and the about 100 mm-depth semi-solid billet was obtained. From the middle of the billet, the 10 mm-thickness sector specimens were cut, ground, polished and etched by 0.5% HF acid. The area where the specimens were cut is shown in Fig.2.

Fig.2 Schematic diagram of cut-sample position
The microstructures were observed with a Zeiss-type optical microscope. The average equivalent diameter was used to describe the size of the primary α(Al) particles. The particle size of the primary α(Al) particles was determined using a ZEISS? image analysing system with 1.0-version Map software. The equivalent diameter (D) and shape factor (F) of primary phase were calculated by
 (1)
(1)
 (2)
(2)
where A and P are the area and perimeter of a particle, respectively.
3 Results and discussion
3.1 Effect of stirring frequency on microstructure of semi-solid A357 aluminum alloy
Stirring frequency is the input frequency of power supply when the molten metal was stirred. It is an important parameter and has great effect on the semi-solid microstructure in AEMS. Fig.3 shows the center quenched microstructures at different stirring frequencies.
From Fig.3 it can be seen that the stirring frequency has great effect on the center microstructure in AEMS. When the stirring frequency is 5 Hz or 10 Hz, most of the primary α(Al) particles are rosette-like or dendritic, and the grain size is larger, as shown in Figs.3(a) and (b). When the stirring frequency increases to 20 Hz, the primary α(Al) particles express a great change, and the particles become smaller and spherical, as shown in
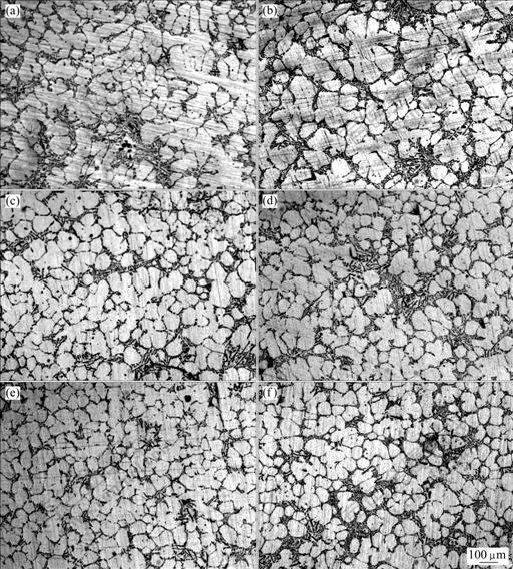
Fig.3 Center quenched microstructures at different stirring frequencies: (a) 5 Hz; (b) 10 Hz; (c) 20 Hz; (d) 30 Hz; (e) 40 Hz; (f) 50 Hz
Fig.3(c). If the stirring frequency continues to increase to 30 Hz, most of the primary α(Al) particles are spherical or polygonal, and the particles are fine, as shown in Fig.3(d). When the stirring frequency reaches up to 40 Hz or 50 Hz, the primary α(Al) particles are still spherical and fine, as shown in Figs.3(e) and (f). Fig.4 show the microstructures obtained at stirring frequency of 50 Hz by AEMS process. It can be seen that the primary α(Al) particles will become spherical and fine with increasing stirring frequency, and higher stirring frequency is advantageous to obtain fine spherical semi-solid microstructure.
The effect of stirring frequency on the equivalent diameter and shape factor of primary α(Al) particles is shown in Fig.5. It can also be seen that the stirring frequency has great effect on the equivalent diameter and shape factor of primary α(Al) particles. When the stirring frequency is 5 Hz, the equivalent diameter of primary α(Al) particles is 87 μm and the shape factor is only 0.35. But when the stirring frequency increases, the equivalent diameter of primary α(Al) particles become fine and the shape factor increases. And when the stirring frequency increases to 50 Hz, the equivalent diameter of primary α(Al) particles will decrease to about 60 μm and the shape factor will increase to 0.45, exhibiting fine spherical semi-solid microstructure.
3.2 Microstructure distribution of semi-solid A357 by AEMS process and EMS process
From Fig.4 it can be seen that the fine and spherical primary α(Al) particles disperse uniformly in a liquid matrix whether it is in fringe, middle or center of the
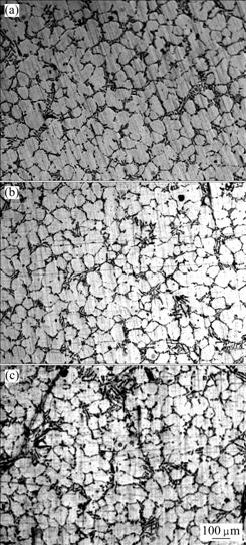
Fig.4 Microstructures obtained at stirring frequency of 50 Hz by AEMS process in different areas: (a) Fringe; (b) Middle; (c) Center
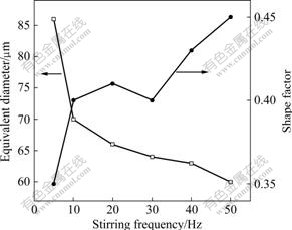
Fig.5 Effect of stirring frequency on equivalent diameter and shape factor of primary α(Al) particles
semisolid slurry. That is to say, the high quality semi-solid slurry with fine spherical and uniform- distribution primary α(Al) particles may be prepared at stirring frequency of 50 Hz in AEMS.
Figs.3, 4 and 5 indicate that the high quality semi-solid A357 slurry with fine and spherical primary α(Al) particles may be obtained by the AEMS method when the stirring frequency is 50 Hz. Thus, the stirring frequency of 50 Hz may be used and the frequency-conversion facilities may not be equipped, consequentially, the investment and preparation cost will decrease greatly.
In the preparation of semi-solid A357 slurry in AEMS, the intense stirring may make the temperature and composition of A357 molten metal uniform, under uniform condition primary α(Al) particles may form and grow to fine spherical microstructure. Higher stirring frequency increases the stirring intensity of A357 molten metal. The higher the stirring frequency, the stronger the stirring intensity. The stirring intensity may be expressed by the shear rate, and the larger stirring intensity means the larger shear rate. According to the method adopted by SPENCER et al[14], the average shear rate  exerted on the A357 molten metal may be determined by
exerted on the A357 molten metal may be determined by
 (3)
(3)
 (5)
(5)
where  is the average shear rate, R is the inner radius of slurry-preparation house, r is the outer radius of inner cooling controller, ω is the rotating speed of the magnetic field, p is the pole number, and f is the stirring frequency.
is the average shear rate, R is the inner radius of slurry-preparation house, r is the outer radius of inner cooling controller, ω is the rotating speed of the magnetic field, p is the pole number, and f is the stirring frequency.
From Eqs.(3) and (4) it can be seen that the higher the stirring frequency, the larger the rotating speed of the magnetic field and the average shear rate. The shear rate has an important effect on the formation of semi-solid microstructure. Lager shear rate strengthens the stirring of molten metal and heat transmission, makes the temperature and composition of A357 molten metal uniforms, offers uniform condition to the nucleus formation, favors increasing birth rate and survive rate of the nucleus, and obtains fine spherical semi-solid microstructures. On the other hand, the stronger stirring thins the diffusing boundary layer of the solute, decreases the undercooling of the solute, prompts the microstructure change from dendrite to the globosity[15]. As a result, small spherical semi-solid microstructures are obtained. Moreover, the larger shear rate restrains the growth of dendrite, favors the collision and fragment of the dendrite. So higher stirring frequency is proposed in AEMS to obtain the fine spherical semi-solid microstructure.
In contrast to EMS, the innovate annulus design in AEMS weakens the skin effect and non-uniform stirring power distribution, and improves the molten metal stirring. In EMS the distribution of stirring intensity between the fringe and center of molten metal is not uniform because of the skin effect, as shown in Fig.6. In the fringe of A357 molten metal the intensity of magnetic induction field is the largest and reaches up to 3.8 mT. With increasing distance from the slurry layer the intensity of magnetic induction field decreases sharply and it reaches the lowest value of only 0.4 mT. So the stirring power distribution is different in the A357 molten metal. The stirring power is larger in the fringe and smaller in the center of the molten metals. As a result, the un-uniform temperature and composition arise in A357 molten metal whose microstructure is adverse to the fine spherical semi-solid microstructure, as shown in Fig.7. But it is different in AEMS. The inner cooling controller is set in the center of slurry-preparation room. The A357 molten metals are sheared intensely in narrow annulus and the width of the molten metal is thinned greatly compared with that in EMS, as shown in the shadow area in Fig.6. As a result, the relatively uniform stirring power will be obtained in the molten metals. The intensity of magnetic induction field is 3.8 mT in the fringe and 2.2 mT in the center of the molten metals, so the difference decreases greatly compared with that in EMS. Moreover, the magnetic field may permeate the molten metal with decreasing annulus width owning to the thin molten metal. The decay of magnetic field will become smaller and the stirring power will become more uniform, which is more advantageous to make the temperature and composition uniform, and obtain the fine spherical microstructure.

Fig.6 Intensity distribution of magnetic induction field at stirring frequency of 50 Hz
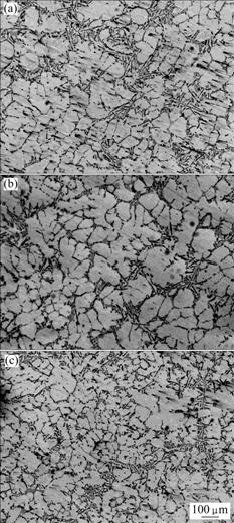
Fig.7 Microstructures obtained at stirring frequency of 50 Hz by EMS process in different areas: (a) Fringe; (b) Middle; (c) Center
4 Conclusions
1) With increasing stirring frequency the primary α(Al) particles become more spherical and fine, and disperse uniformly in a liquid matrix. Higher stirring frequency is advantageous to obtain fine spherical semi-solid microstructure in AEMS.
2) The primary α(Al) particles are much larger and rosette-like, and their distribution in liquid matrix is non-uniform at 50 Hz stirring frequency of 50 Hz in EMS.
3) Compared with the microstructures obtained by EMS, the primary α(Al) particles are fine and spherical at stirring frequency of 50 Hz in AEMS process. So stirring frequency of 50 Hz, namely, the power frequency is recommended in AEMS because of saving investment cost on frequency-conversion facilities, decreasing the preparation cost of semisolid slurry.
References
[1] FLEMINGS M C. Behavior of metal alloys in the semi-solid state [J]. Metall Trans A, 1991, 22(5): 957-981.
[2] MIDSON S P. The commercial status of semi-solid casting in the USA [C]// Proceedings of the 4th International Conference on Semi-Solid Processing of Alloys and Composites. Sheffield, 1996: 251-255.
[3] FAN Z. Semi-solid metal processing [J]. International Materials Reviews, 2002, 47(2): 1-37
[4] KAUFMANN H, WABUSSEG H, UGGOWITZER P J. Metallurgical and processing aspects of the NRC semi-solid casting technology [J]. Aluminum, 2000, 76(1/2): 70-75.
[5] YURKO J, FLEMINGS M C, MARTINEZ.R A. Semi-solid rheocasting (SSR)―Increasing the capabilities of die casting [J]. Die Casting Engineer, 2004(1): 50-52.
[6] APELIAN D, PAN Q Y, FINDON M. Low cost and energy efficient methods for the manufacture of semi-solid (SSM) feedstock [J]. Die Casting Engineer, 2004, 48(1): 22-28.
[7] WANG H, STJONE D H, DAVIDSON C J, NING Z. Controlled nucleation method for formation of semisolid feedstock [C]// Proceeding of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol, Cyprus, 2004: 269-273.
[8] JOSEPH L, ALAIN L. The SEED technology for semi-solid processings of Aluminum alloys [C]// Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites, Pusan, Korea, 2006: 472-477.
[9] BAI Y L. Rheo-diecasting of semi-solid A356 aluminum alloy and its numerical simulation [D]. Beijing: University of Science and Technology Beijing, 2007: 23-29. (in Chinese)
[10] MAO W M, BAI Y L, TANG G X. Preparation for semi-solid aluminum alloy slurry under weak electromagnetic stirring conditions [J]. Journal of Materials Science & Technology, 2006, 22(4): 447-451.
[11] ZHANG Z F, XU J, BAI Y L, SHI L K. Development of rheo-diecasting of Al-Si alloys based on a modified DSCP process [C]// Proceeding of the 10th International Conference on Semi-Solid Processing of Alloys and Composites, Aachen, 2008: 185-190.
[12] XU J, ZHANG Z F, BAI Y L, SHI L K. An apparatus for preparing the semisolid metal rheo-slurry or billets. CN200810116181.9[P], 2008. (in Chinese)
[13] XU J, ZHANG Z F, BAI Y L, SHI L K. A method to prepare the semisolid metal rheo-slurry or billets. CN200810239964.6[P], 2008. (in Chinese)
[14] SPENCER D, FLEMINGS M C. Rheological behavior of Sn-15%Pb in the crystallization range [J]. Metall Trans, 1972, 3(7): 1925-1932.
[15] FAN Z, FANG X, JI S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminum alloys [J]. Mater Sci Eng A, 2005, 412: 298-306.
(Edited by LONG Huai-zhong)
Foundation item: Projects(2006AA03Z115; 2009AA03Z534 )supported by the National Hi-tech Research and Development Program of China; Project (2006CB605203) supported by the National Basic Research Program of China
Corresponding author: BAI Yue-long; Tel: +86-10-82241229; +86-13810585961; E-mail: bai_yuelong@163.com

