稀有金属 2005,(05),625-630 DOI:10.13373/j.cnki.cjrm.2005.05.006
新型无铅焊料Sn-Ag-Cu-Cr-X的性能研究
徐骏 张富文 杨福宝 朱学新
北京有色金属研究总院国家复合材料工程技术研究中心,北京有色金属研究总院国家复合材料工程技术研究中心,北京有色金属研究总院国家复合材料工程技术研究中心,北京有色金属研究总院国家复合材料工程技术研究中心,北京有色金属研究总院国家复合材料工程技术研究中心 北京100088 ,北京100088 ,北京100088 ,北京100088 ,北京100088
摘 要:
传统的SnPb钎料由于Pb的毒性即将被禁止在微电子连接上使用, 加上现在集成电路小型化、微型化以及高密度化的趋势;对所要开发的无铅钎料性能要求愈来愈高。以Sn-3.0Ag-0.5Cu钎料为母合金, 添加了不同含量的合金元素Cr以及微量的合金元素Al或P, 得到了一种新的Sn-3.0Ag-0.5Cu-Cr-P, 测得熔点在217℃左右, 抗拉强度达46 MPa, 电导率在8.2 (106S.m-1) 以上, 并具有很好的抗氧化性能。
关键词:
无铅钎料 ;微合金化 ;焊接性能 ;抗氧化性 ;
中图分类号: TN604;
收稿日期: 2005-07-02
基金: 国家863高技术研究发展计划项目资助 (2003AA3Z1420);
Property of New Type Lead-Free Solder Sn-Ag-Cu-Cr-X
Abstract:
The traditional Sn-Pb solders used in micro-electronic connection materials will be restrizted because of the lead′s toxicity, and integrate circuit is be coming more and more little and high-density, which need developing a high property Pb-free solder.A new Sn3.0Ag0.5Cu-based Pb-free solder is studied in this paper, through adding different content alloy element Cr and micro-alloy element Al or P that acquire a new Sn-3.0Ag-0.5Cu-Cr-P lead-free solder.By testing show that solder′s melting point is about 217 ℃, tensile strength get to 40 MPa, conductance over 8.2 (106 S・m-1 ) and the solder has good anti-oxidation.
Keyword:
lead-free;micro-alloy;solderability;oxidation resistance;
Received: 2005-07-02
锡铅 (Sn-Pb) 钎料由于它具有较低的熔点、 良好的性价比以及易获得性, 成为低温钎料中最主要的焊料, 已有悠久的历史。 由于Pb易溶于含氧的水中, 污染水源, 破坏环境。 可溶解性使它在人体内累积, 损害神经、 导致呆滞、 高血压、 贫血、 生殖功能障碍等疾病; 浓度过大, 可能致癌
[1 ]
。 因此, 基于地区立法、 市场竞争及人们对自身健康和生存环境的关注, 在电子制造业实行无铅化已势在必行。 特别是欧盟 WEEE/ROHS 法案最终于 2006年7月1日起的实施, 更使全世界都感受到了无铅化的紧迫。
电子工业日新月异的发展对焊料性能要求不断提高。 随着现代高集成度、 高性能电子电路设计的发展, 焊接点小, 而所需承载的力学、 电学和热学负荷却越来越重, 对其可靠性要求越来越高
[2 ]
。 传统的锡铅焊料由于抗蠕变性能差
[3 ]
, 已不能满足电子工业对可靠性的要求。 经过近年来的不断研究和挑选, 运用比较广泛的是Sn-Ag, Sn-Cu和Sn-Ag-Cu系无铅钎料。 其中Sn-Ag-Cu被认为是最能取代传统Sn37Pb钎料的无铅钎料。 它具有良好的力学性能、 焊接性能以及较大成分范围的熔化温度都接近三元共晶温度, 在生产和制备上有很好的可控性。 如欧盟推荐的Sn-3.8Ag-0.7Cu, 美国NEMI推荐的Sn-3.9Ag-0.6Cu以及日本JEITA推荐的Sn-3.0Ag-0.5Cu无铅钎料。 但是, Sn-Ag-Cu钎料也存在一些缺陷, 如熔点高、 组织较粗大, 焊接性不如SnPb37等。 为此, 本文在Sn-3.0Ag-0.5Cu的基础上, 研究了一种添加合金元素Cr及微量元素Al或P的合金钎料, 得到了综合性能较优的合金钎料。
1 实验方法
1.1 合金钎料的配制
在中频感应炉中抽真空, 密封熔炼SnAg20, SnCu10, SnCr6.5中间合金。 将熔炼的中间合金和要添加的合金元素按一定比例配合置于可控温的电阻炉中熔炼, 熔炼时通氩气保护防止氧化, 熔炼过程中不断搅拌, 以利于合金的均匀化。 熔炼好的合金浇注后, 在350 ℃条件下重熔, 浇注所需形状的样品。 试样制备所用各元素纯度如下: Sn≥99.99%; Ag≥99.99%; Cu≥99.9; Cr≥99.9%; Al≥99.9%; P≥99.9%。 本实验所配制的钎料合金及成分见表1所示。
1.2 合金钎料熔化特性测试
熔点是钎料的一个重要特性, 使用清华大学 DSC2910 差式扫描量热仪 (TA Instrument) 测量合金的熔化特性。
1.3 合金钎料性能测试
对各合金钎料进行了抗拉强度、 屈服强度、 延伸率、 电导率、 焊接接头的剪切强度的测试与分析。 力学性能实验参照国标GB/T228-2002, 用万能材料实验机, 型号: AG-50KNE, 日本制造。 电导率根据公式σ =LI /SV 测得。 钎料电阻由四点法测得。
表1 各合金钎料成分
Table 1 Ingredient of solder alloys
代号
成分
总重量/g
SnAg20
SnCu10
SnCr6.5
Al或P
Y1
Sn-3.0Ag-0.5Cu
160.0
30
10
-
-
200.00
Sn-3.0Ag-0.5Cu-0.05Cr
158.5
30
10
1.5
-
200.00
Sn-3.0Ag-0.5Cu-0.1Cr
156.9
30
10
3.1
-
200.00
Sn-3.0Ag-0.5Cu-0.2Cr
153.8
30
10
6.2
-
200.00
Sn-3.0Ag-0.5Cu-0.3Cr
150.8
30
10
9.2
-
200.00
Sn-3.0Ag-0.5Cu-0.1Cr-Al
156.9
30
10
3.1
0.03
200.03
Sn-3.0Ag-0.5Cu-0.1Cr-P
156.9
30
10
3.1
0.03
200.03
1.4 合金钎料润湿性测试
将0.2±0.001 g钎料放在纯度99.9%, 尺寸30 mm×30 mm×2 m的紫铜片上, 在250 ℃恒温电热板上保温90 s, 空冷后测量其铺展面积。 实验前, 铜片用砂纸细磨后, 再用丙酮擦洗去除油污, 在10% HCl中浸蘸5 s去除表面氧化膜, 再用去离子水充分冲洗。 助焊剂为CR22LU (美国 Alpha公司生产) 。 用数码相机对冷却后的铺展样品拍照, 用专用图像处理软件进行铺展面积的计算。 实验结果均为3次实验的平均值。 实验方法参照了国标GB/T 3131-2001。
1.5 合金钎抗氧化对比实验
在250 ℃条件下, 观察熔化液态钎料在不同加热时间下的颜色变化, 并用数码相机进行了实时近距离拍照记录。 钎料放于三氧化二铝槽形坩埚中, 将三氧化二铝槽形坩埚连同钎料置于可控温的加热板上加热保温。
2 分析与讨论
2.1 合金钎料的熔化特性
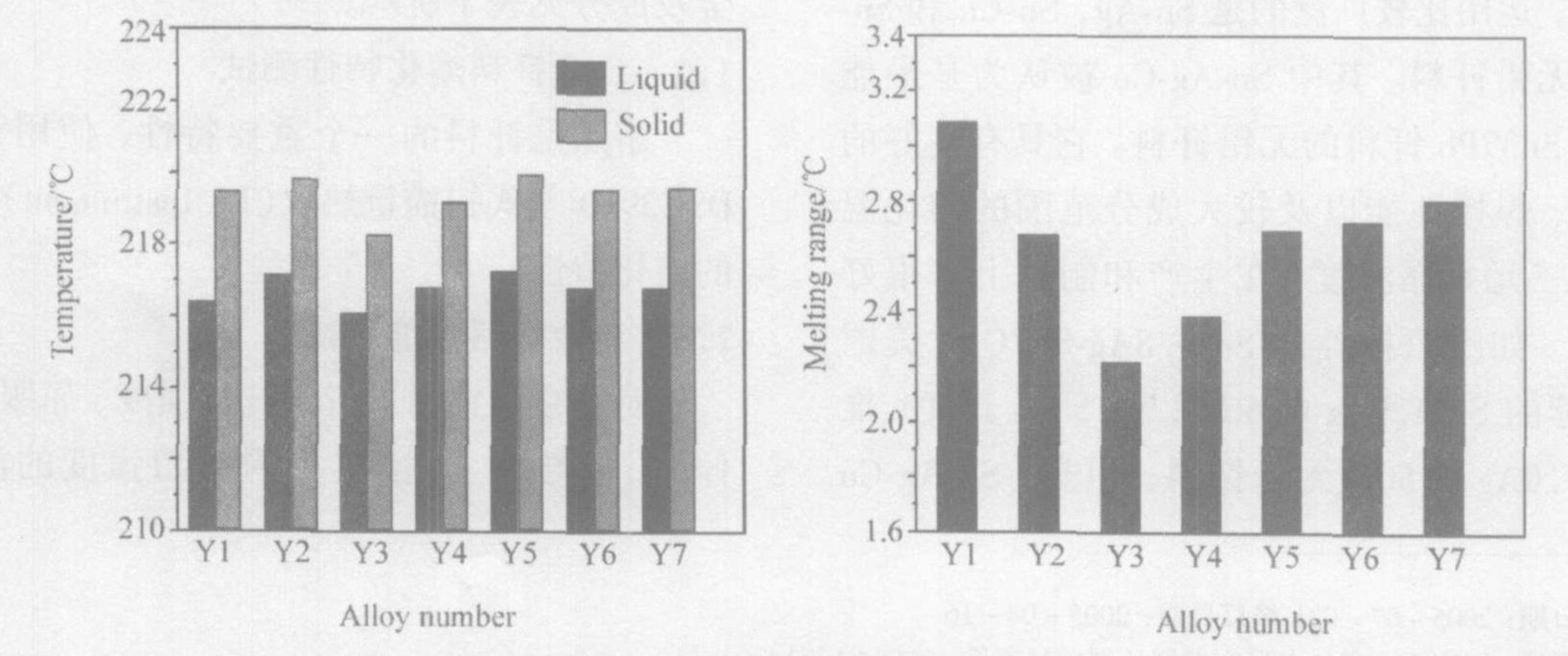
作为无铅钎料, 熔点是非常重要的一个特性。 表2和图1所示为各合金钎料测得的熔化特性。 从图中可以看出, 合金元素Cr的加入对Sn-3.0Ag-0.5Cu合金钎料熔点产生了影响。 Cr含量在0.1%时, 合金熔点最低, 为216.40 ℃, 而且熔程 (糊状区) 也最小, 为2.22 ℃。 当Cr含量>0.1%时, 其熔点和熔程逐渐增大。 在Cr含量为0.1%, 合金钎料中加入Al或P后, 其相应的熔点与熔程都有所增大。
表2 各钎料的熔化特性
Table 2 Melting properties of various alloy solders
代号
成分
固相线
液相线
熔程/
Sn-3.0Ag-0.5Cu
216.40
219.49
3.09
Sn-3.0Ag-0.5Cu-0.05Cr
217.17
219.85
2.68
Sn-3.0Ag-0.5Cu-0.1Cr
216.08
218.30
2.22
Sn-3.0Ag-0.5Cu-0.2Cr
216.79
219.18
2.39
Sn-3.0Ag-0.5Cu-0.3Cr
217.25
219.95
2.70
Sn-3.0Ag-0.5Cu-0.1Cr-Al
216.79
219.52
2.73
Sn-3.0Ag-0.5Cu-0.1Cr-P
216.79
219.60
2.81
图1 各合金钎料的熔化特性
Fig.1 Melting properties of various alloy solders
2.2 合金钎料的力学性能
随着集成电路的小型化、 微型化以及高密度化的发展, 对钎料本身的力学性能要求也就越来越高。 这也是开发无铅钎料的一个重要内容。 对各合金钎料进行了抗拉强度、 屈服强度、 延伸率的测试与分析。 测试结果如表3所示。
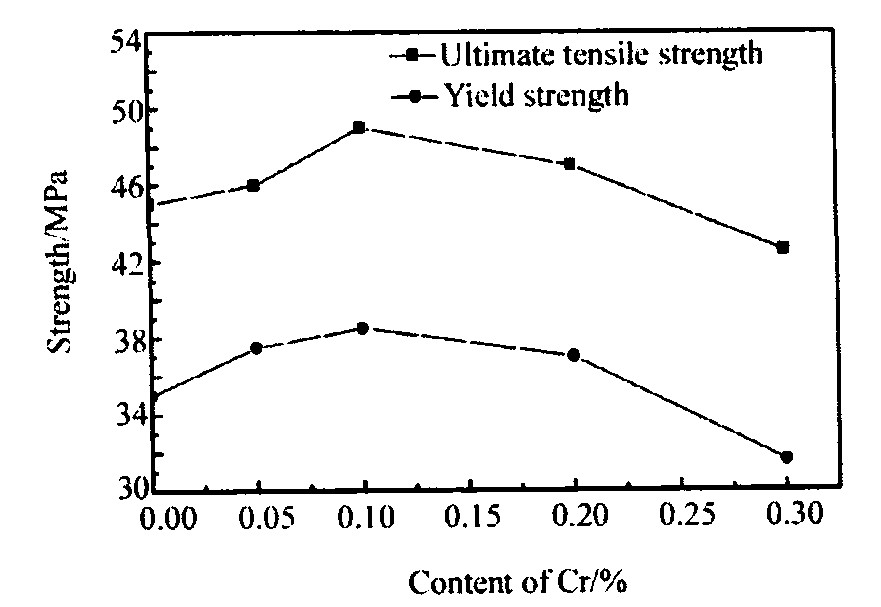
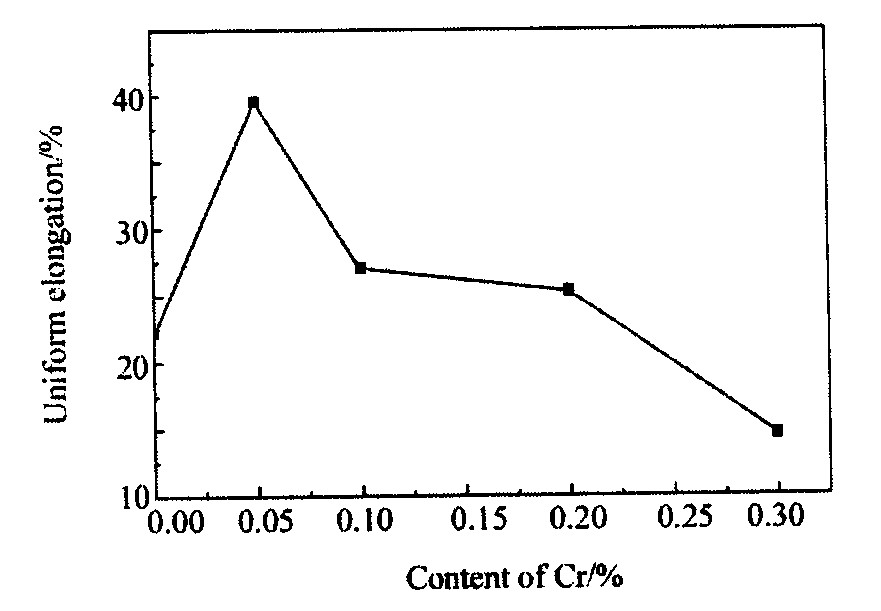
实验分析了不同Cr含量对Sn-3.0Ag-0.5Cu钎料抗拉强度、 屈服强度以及延伸率的影响, 如图2, 3所示。 从图中可以看出, Cr含量在0.1%时, 合金钎料的抗拉强度和屈服强度最佳; 而Cr含量在0.05%时, 合金钎料的延伸率最好。 这主要是由于合金元素Cr与焊料基体中各元素为难混溶体系, 当含量较低时在基体中呈细小弥散分布, 对焊料具有强化作用, 而非常细小弥散的Cr对塑性影响很小, 甚至提高了焊料的塑性; 当Cr含量超过某一临界值 (0.1%) 以后, 随Cr元素的继续增加, 基体中弥散相数量增加, 在焊料熔化过程中细小弥散的Cr微粒在液态焊料中聚集长大成具有破坏性的较大颗粒, 使颗粒与基体的界面成为拉伸断裂过程中的裂纹源, 致使强度、 塑性均下降, 进而低于Sn-Ag3.0-Cu0.5合金。 当在Cr含量为0.1%, 合金钎料中加入Al或P后, 其抗拉强度、 屈服强度有所降低, 而延伸率得到了提高。 特别是加入Al后, 延伸率得到了很大的增加。 从力学性能分析得出: Cr含量在0.1%的Sn-3.0Ag-0.5Cu-0.1Cr钎料性能较好。
表3 合金钎料的力学性能
Table 3 Mechanical property of alloy solders
代号
成分
抗拉强度/
屈服强度/
延伸率/
Sn-3.0Ag-0.5Cu
45
35
22.25
Sn-3.0Ag-0.5Cu-0.05Cr
46
37.5
39.5
Sn-3.0Ag-0.5Cu-0.1Cr
49
38.5
27
Sn-3.0Ag-0.5Cu-0.2Cr
47
37
25.25
Sn-3.0Ag-0.5Cu-0.3Cr
42.5
31.6
14.5
Sn-3.0Ag-0.5Cu-0.1Cr-Al
44
36.5
43
Sn-3.0Ag-0.5Cu-0.1Cr-P
46.5
42
28.5
2.3 合金钎料的可靠性
现代微电子工业正向高性能和微型化方向发展, 电子器件的体积和焊点的尺寸越来越小, 而所需承载的力学、 电学和热学负荷却越来越重, 因此, 对无铅钎料可靠性的要求越来越高
[6 ,7 ]
。 要求焊料具有高的电导率、 高的抗蠕变性能、 焊点接头有良好剪切强度和抗拉强度等。 本实验测试了合金钎料的电导率和焊点接头的剪切强度。 剪切试样的总体尺寸为 (100~120 ) mm×5 mm×5 mm, 如图3所示。
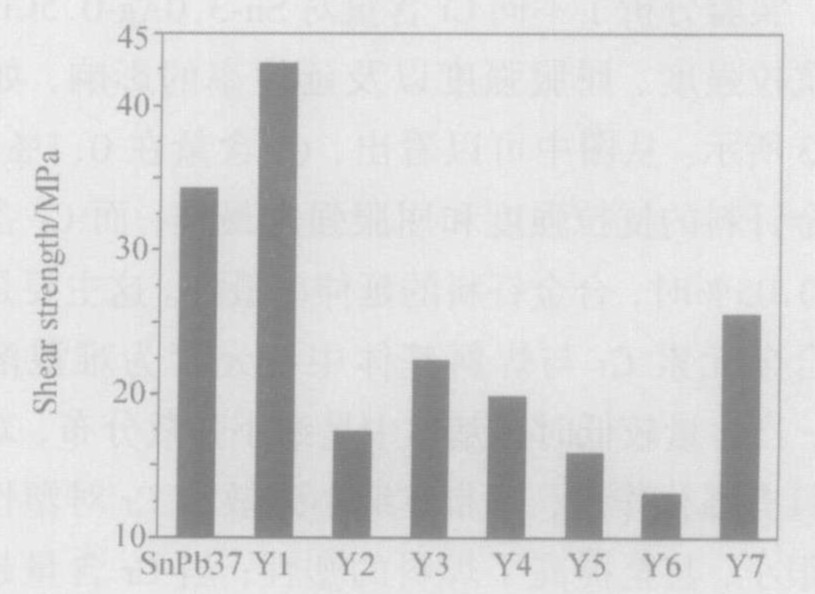
各合金钎料的电导率如图4所示, 并且与SnPb37作了对比。 由图可以看出, 电导率都明显大于SnPb37。 焊点的剪切强度和抗拉强度是焊料最为重要的2个力学性能指标。 在大部分情况下, 焊料主要承受剪应力, 而且焊料的剪切强度往往小于抗拉强度, 本实验测试了各合金钎料的剪切强度, 同时也测试了SnPb37的剪切强度, 并对其作了比较, 结果如图5所示。 通过实验可以看出, 在Sn-3.0Ag-0.5Cu钎料中加入Cr, Al或P后, 其相应的剪切强度都不如SnPb37和Sn-3.0Ag-0.5Cu钎料。 但在Sn-3.0Ag-0.5Cu-0.1Cr中加少量P后, 剪切强度得到了改善。 加入元素Cr后, 其剪切强度下降, 原因可能是由于Cr在钎料中与其他合金元素很难互熔, 它以颗粒的形态存在于钎料基体中, 有可能颗粒形状不是圆形状, 且颗粒尺寸较大, 存在于钎料与铜基体界面层中, 降低了钎料与铜基体结合强度所致。
图2 不同含量的Cr对Sn-Ag3-Cu0.5系合金强度性能影响
Fig.2 Strength of Sn-Ag3-Cu0.5 with different Cr content
图3 不同含量的Cr对Sn-Ag3-Cu0.5系合金延伸率影响
Fig.3 Elongation of Sn-Ag3-Cu0.5 with different Cr content
2.4 合金钎料的润湿性
对于钎料来说, 能否与基板形成较好的浸润, 是能否顺利完成焊接的关键。 如果一种合金不能浸润基板材料, 完全不具有可焊性, 即使其力学性能很优越, 也不能用作焊料。
钎料的可焊性检验, 主要包括铺展面积、 铺展率、 浸润角、 浸润时间和附着力等指标
[4 ]
。 本实验测试钎料与铜板的铺展面积。
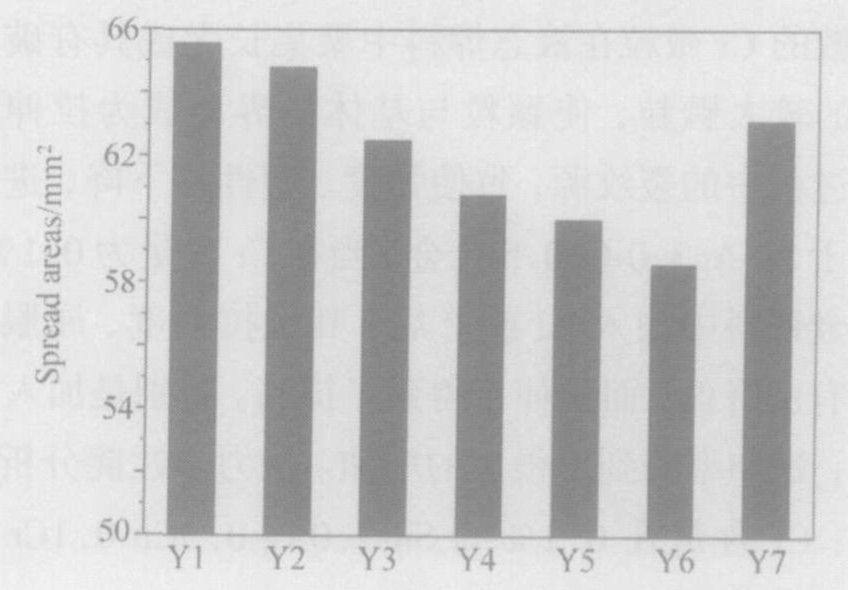
图6显示了各合金钎料的铺展面积情况, 从图中看出, 随Cr含量的不断增加, 钎料的铺展面积逐渐减少。 Al的加入也不利于钎料的铺展, 主要是由于Cr和Al具有很好的抗氧化作用, 在液态钎料表面形成致密的Cr2 O3 和Al2 O3 氧化膜, 使其液态钎料表面张力增大。 但加入少量P后, 改善了钎料的润湿性, 铺展面积得到提高。 根据 Young-Dupre方程
[8 ]
:润湿角的大小取决于三相交界处的表面张力: 焊料对母材的润湿性取决于具体条件下三相间的相互作用, 但不论情况如何, σ SG 增大, σ LG 或σ LS 减小, 都能使cosθ 增大, θ 角减小, 即能改善液态钎料对母材的润湿性。
2.5 合金钎料的抗氧化性
根据光学和薄膜色泽的物理原理, 当金属氧化膜厚度与入射光波长成一定倍数时, 由于入射光与反射光的干涉, 氧化膜会呈现特定的色泽, 这种色泽会随着氧化膜厚度的变化而有规律的变化。当膜比较厚时, 金属光泽将消失, 光亮镜面将变模糊而呈现灰色
[5 ]
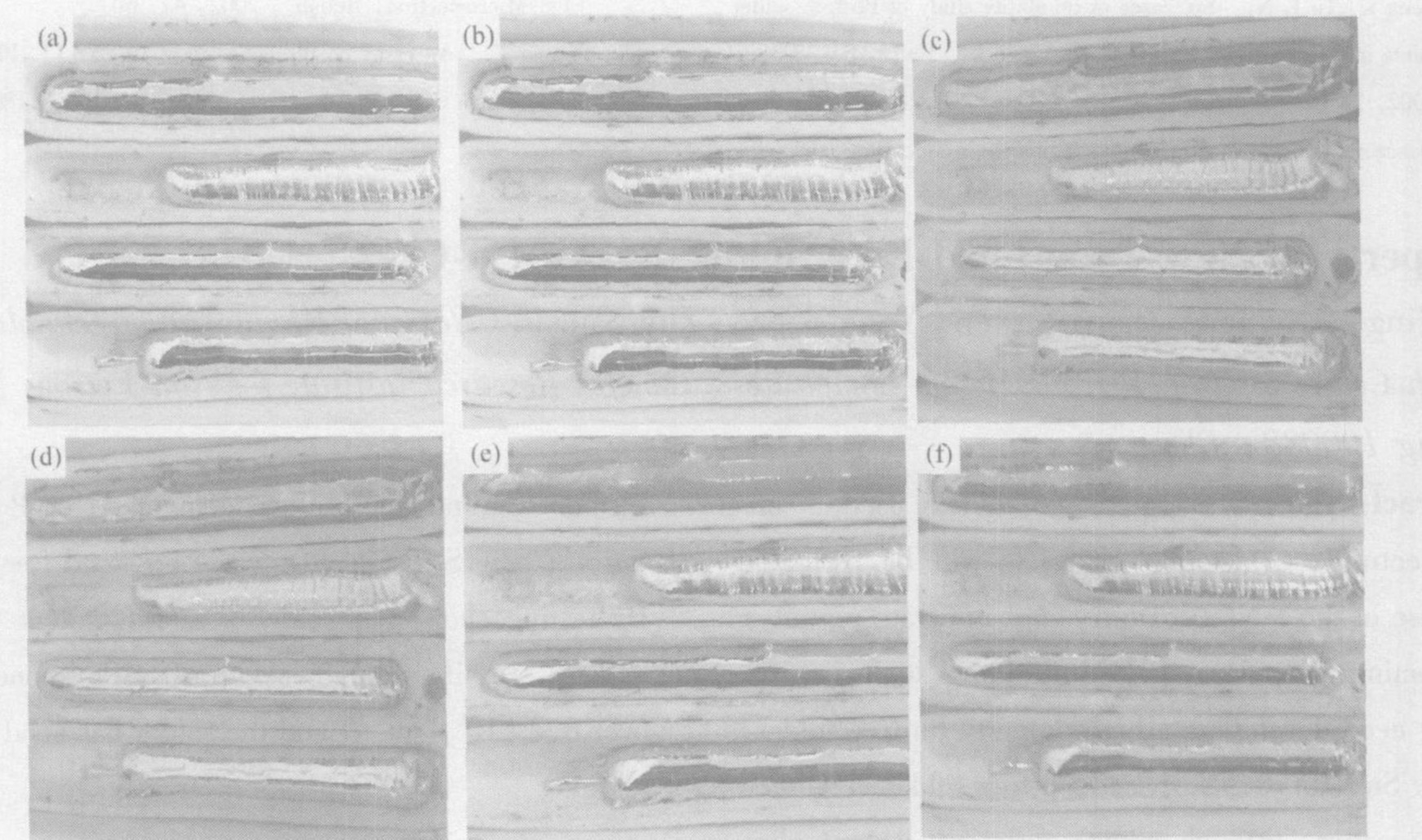
。 所以根据液态钎料氧化膜颜色的变化可以直观估计氧化膜的厚度和定性比较氧化的程度。 图7为各合金钎料在250 ℃条件下不同加热时间的颜色变化照片。 本实验选取了四种合金钎料, 每一张照片中从上往下依次为Y1, Y3, Y6, Y7合金钎料。
图4 实验试样示意图
Fig.4 Sketch map of samples
图5 各合金钎料电导率的比较
Fig.5 Comparison of various alloy solders electrical conductivity
图6 焊料合金的剪切强度
Fig.6 Shear strength of solder alloys
图7 各合金钎料的铺展面积比较
Fig.7 Spread areas of various solders
图8 各合金钎料在250 ℃条件下不同加热时间的颜色变化 (a) 熔化开始; (b) 2 min后; (c) 5 min后; (d) 0.5 h后; (e) 1 h后; (f) 2 h后
Fig.8 Changes of various solders surface color at 250 ℃ with different time
从图8可以直观地看到, Sn-3.0Ag-0.5Cu液态钎料颜色随着加热时间的延长, 表面颜色发生了很大的变化, 刚一熔化时颜色就开始发黄, 进而颜色逐渐失去光泽, 变得模糊, 最终液态金属表面变为黑色; 钎料中加入Cr后, 可以明显地看出: 液态钎料的表面颜色一直保持光泽, 特别是加入少量的Al或P后, 钎料能在高温下长时间保持光亮的镜面, 明显提高了Sn-3.0Ag-0.5Cu钎料的高温抗氧化性。
3 结 论
1. 少量合金元素Cr, Al或P的加入对钎料的熔点没有太大的影响。
2. 通过合金元素Cr, Al或P的添加, 钎料的抗拉强度、 屈服强度、 延伸率都有了一定的提高。 并且电导率都比SnPb37的电导率要高, 因此导电性较好。
3. 合金元素Cr的添加, 降低了钎料焊接接头的剪切强度, 加入少量P后, 剪切强度得到了一定的改善。
4. 合金元素Cr, Al, P具有很好的抗氧化作用, 在钎料中有效地保护了钎料的进一步氧化, 提高了钎料的高温抗氧化性。 同时由于Cr2 O3 , Al2 O3 氧化膜的致密性, 因此提高了钎料液态的表面张力, 从而降低了钎料的润湿性, 导致铺展面积降低。
5. 通过综合性能的比较, 适量合金元素Cr和P的添加, 得到了一种综合性能较优的Sn-Ag-Cu-Cr-P无铅钎料。
参考文献
[1] Mulugeta Abtewa, Guna Selvaduray.Lead-free solders in microelec-tronics[J].Mater.Sci.Eng., 2000, 27:95.
[2] Kikuchi S, Nishimura M, Suetsugu K, et al.Strength of bonding in-terface in lead-free Sn alloy solders[J].Mater.Sci.Eng., 2001, A319-321:475.
[3] 马鑫, 董本霞.无铅焊料发展现状[J].电子工艺技术, 2002, 23 (2) :47.
[4] Zhao Jing, Huang Le, Ma Jusheng.Effects of the addition of In, Bito Sn-Ag-Cu lead-free solders[A].Proceeding of the Fourth Interna-tional Symposium on Electronic Packaging Technology[C].2001.
[5] 任晓雪, 李明, 毛大立.合金元素对Sn-Zn基无铅钎料高温抗氧化性的影响[J].电子元件与材料, 2004, 11 (11) :11.
[6] Zeng K, Tu K N.Six cases of reliability study of Pb-free solderjoints in electronic packaging technology[J].Mater.Sci.Eng., 2002, 38 R:55.
[7] Masazumi Amagai.Mechanical reliability in electronic packaging[J].Microelectron.Reliab., 2002, 42:607.
[8] Young T.An essay on the cohesion of fluids[J].PhilosophicalTransactions of the Royal Society of London, 1995, 1805:65.