
Application of shortened heat treatment cycles on A356 automotive brake calipers with respective globular and dendritic microstructures
H. M?LLER1, G. GOVENDER1, W. E. STUMPF2
1. Materials Science and Manufacturing, Council for Scientific and Industrial Research (CSIR), Pretoria, South Africa;
2. Department of Materials Science and Metallurgical Engineering, University of Pretoria, South Africa
Received 13 May 2010; accepted 25 June 2010
Abstract: Since the automotive industry has many possible applications for semi-solid metal (SSM)-high-pressure die casting (HPDC) parts, the newly developed heat treatment cycles, as well as the traditional heat treatment cycles, were applied to A356 brake calipers cast using a LK DCC630 HPDC machine. Vickers hardness measurements at a cross section of the brake calipers were performed, indicating that similar values can be obtained when using the significantly shorter heat treatment cycles. Finally, the typical tensile properties that can be obtained for SSM-HPDC A356 brake calipers are compared with those manufactured by gravity die casting. Results indicate that the differences in microstructures (globular or dendritic) do not have a noteworthy effect on the heat treatment response. This implies that the short heat treatment cycles originally developed for globular SSM-HPDC A356 castings can be successfully applied to dendritic liquid A356 castings too.
Key words: semi-solid metal (SSM) forming; heat treatment; A356; brake caliper; gravity die casting; automotive
1 Introduction
A method employed by the automotive industry to improve fuel efficiency has been the use of mass production-capable aluminium castings as part of a weight reduction strategy[1]. High pressure die casting (HPDC) has been used in the manufacture of light-weight castings to satisfy this need. However, the turbulent die-filling in high pressure die casting is responsible for oxide entrapment, porosity and blistering problems during heat treatment. This confines the application of this method to less critical structural applications. Semi-solid metal (SSM) processing has the potential to be a high volume production method that can overcome these deficiencies of conventional HPDC to produce high integrity light-weight aluminium parts. The laminar flow during the die-filling of SSM process avoids the problems of oxide and gas entrapment and also reduces the shrinkage problems during solidification[1]. Blistering during heat treatment can therefore be prevented.
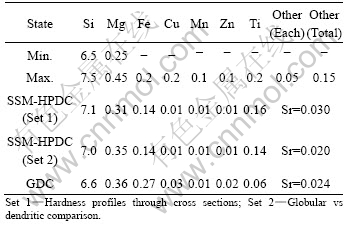
Large quantities of castings are made annually from aluminium alloy A356 (also known as Al-7Si-0.3Mg). This alloy is one of the most popular alloys used for semi-solid metal forming due to its high fluidity and good “castability”[2]. The chemical composition limits of this alloy are shown in Table 1[3]. The use of SSM processing to produce automotive components has been described by WINTERBOTTOM[1].
The heat treatment cycles that are currently applied to semi-solid processed components are mostly used for dendritic casting alloys[4-5]. The assumption is that these heat treatments are not necessarily the optimum treatments, as the difference in solidification history and microstructure of SSM processed components should be considered[4-8]. However, very little information is available in the literature where the heat treatment response of globular and dendritic A356 components is compared.
The authors have previously[6-10] presented optimized heat treatment cycles for SSM-HPDC alloys A356/A357 in the T4, T5 and T6 temper conditions. All the previous works were done using relatively small rectangular SSM-HPDC plates (4 mm×80 mm×100 mm) that were cast using an Edgewick HPDC machine (50 t clamping force). The first objective of this work was to determine whether the T6 heat treatment cycle can also be applied successfully to a larger (and more complex) casting. Since the automotive industry has many possible applications for SSM-HPDC parts, the heat treatment cycles were applied to A356 brake calipers cast using a LK DCC630 HPDC machine. The second objective of this work was to directly compare the heat treatment response of globular and dendritic A356 brake calipers to determine whether the differences in microstructures have any significant effects.
Table 1 Chemical composition limits for alloy A356[3], as well as compositions of alloys used in this study (mass percentage, %)
2 Experimental
Semi-solid metal (SSM) slurries of alloy A356 (chemical compositions given in Table 1, as well as the chemical composition limits for the alloy) were prepared using the Council for Scientific and Industrial Research (CSIR) rheocasting process[11]. Automotive brake calipers (Fig.1) were cast in steel moulds with a LK DCC630 machine, resulting in a globular microstructure. More information regarding the SSM processing of the brake calipers can be found in Ref.[12]. For comparison, automotive brake calipers of similar composition and exact design (shape, size, mass) were cast by a local manufacturer using gravity die casting (GDC), resulting in a dendritic microstructure.

Fig.1 Top view (a) and side view (b) of automotive brake caliper
In the first set of experiments, the applicability of shorter heat treatment cycles on SSM-HPDC automotive brake calipers was investigated. The use of shorter cycles on relatively small plates have been investigated before[6-10], but not on larger, more complex castings such as the automotive brake calipers (with approximate size of 150 mm×90 mm×50 mm). Vickers hardness (19.8 N) profiles (average of at least three measurements per position) through a cross section of the side-arm of the SSM-HPDC calipers were measured (see Fig.1 for the position of the cross section). Note that the cross section was taken in the same area where the tensile samples were machined from the second set of experiments. The SSM-HPDC brake calipers were heat treated to the T4, T5 and T6 temper conditions by either using the short cycles developed by the authors[6-10], or by the longer “traditional” cycles that are commonly used for dendritic A356 castings[4-5, 13-14]. The hardness profiles were then compared to determine whether shorter cycles would give comparative values throughout the full cross section.
For the second set of experiments, the T6 heat treatment responses of SSM-HPDC calipers (globular) were compared with those of dendritic GDC calipers. Vickers hardness values (HV) were determined (using a 98 N load) from the average of at least four readings per sample. The average hardness values were found to be reproducible within ±3 for both the SSM-HPDC and GDC brake calipers. Tensile properties were also determined to further compare the different casting techniques. The tensile samples (Fig.2) were machined from the side-arms of the brake calipers (see Fig.1) and four samples were obtained from each brake caliper. All samples used for microscopy were etched in 0.5% HF solution.
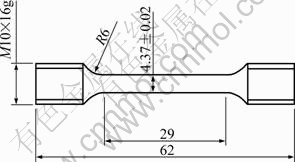
Fig.2 Dimensions (in mm) of tensile samples used in this study
3 Results and discussion
The hardness profiles through a cross section (Fig.1) of SSM-HPDC brake caliper side-arms in different temper conditions (as-cast, T4, T5 and T6) are shown in Fig.3. The thickness of the side-arm at this selected position is seen to be 20 mm. The hardness values of the surface (at depths of 0 and 20 mm, respectively) are significantly higher than that of the interior (which is constant for all temper conditions from depths of approximately 2-18 mm). The higher surface hardness in this case is due to surface liquid segregation that occurs with SSM-HPDC (Fig.4). The surface consists of a relatively hard eutectic layer and is enriched in alloying elements (except Ti, which is a grain refiner for the primary α phase). The influence of this eutectic surface layer on hardness and corrosion properties has been studied by some of the authors before[15-16].
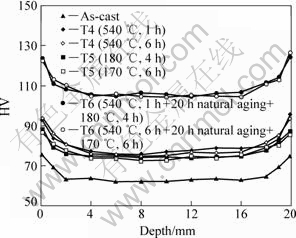
Fig.3 Hardness profiles through cross section of SSM-HPDC brake calipers heat treated with various temper conditions by short cycles and longer “traditional” cycles
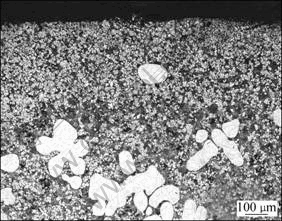
Fig.4 Optical micrograph showing eutectic surface layer found in SSM-HPDC brake calipers
The hardness profile in the T4 temper condition using the short cycle (540 °C for 1 h, quenching and natural aging (NA) for 5 d) is very similar to that when the longer “traditional” cycle is used (540 °C for 6 h, quenching and NA for 5 d). Similarly, the shorter T5 cycle (artificial aging (AA) at 180 °C for 4 h) results in a comparable hardness profile to the longer “traditional” T5 cycle (AA at 170 °C for 6 h). Finally, the T6 cycle developed by the authors (540 °C for 1 h, quenching, NA for 20 h, AA at 180 °C for 4 h) results in an almost identical hardness profile to the “traditional” T6 cycle (540 °C for 6 h, quenching, NA for 20 h, AA at 170 °C for 6 h). Fig.3 illustrates that shorter heat treatment cycles can be employed to obtain significant energy savings and increase productivity without the loss of properties.
TAYLOR and his co-workers[17] showed that the strengthening Mg2Si-phase goes into solution at 540 °C within 5 min for alloy A356. Diffusion processes then occur to produce a homogeneous concentration profile throughout the aluminium grains. This homogenization also occurs rapidly: within 8-15 min for alloy A356[17]. It is, therefore, not surprising that the shorter solution treatments in Fig.3 result in similar hardnesses to the longer “traditional” solution treatments.
Also, it has been shown by the authors before[18] that artificial aging at 170 °C for 6 h results in a slightly under-aged condition (this is also supported by Ref.[13]). However, artificial aging for 4 h at 180 °C results in peak aging[6-8, 18]. This explains why similar hardness values can still be achieved in Fig.3 (for T5 and T6), even though the artificial aging temperature is increased from 170 to 180 °C (with the advantage that a shorter time can be employed).
The first set of experiments (and previous work by the authors[6-10]) have revealed that shorter heat treatment cycles than what are traditionally used for dendritic castings can be employed for SSM-HPDC A356. The second set of experiments is aimed to determine if this rapid heat treatment response is solely due to the unique globular microstructure that results from SSM processing. The investigation entailed comparing SSM-HPDC brake calipers (globular) to GDC brake calipers (dendritic). From Table 1, it can be seen that the Mg-contents of these brake calipers are similar (about 0.35%). The Mg-content controls the response to age hardening, so for direct comparison of strength after heat treatment, the Mg-content of the different calipers needs to be similar[18]. Silicon promotes castability (mainly because of the high fluidity imparted by the presence of large volumes of the Al-Si eutectic) and together with magnesium forms strengthening precipitates during heat treatment[18]. Eutectic silicon particles also play an important role in determining the tensile ductility and fracture toughness of the alloy[8]. Silicon is a faceted phase and makes the Al-Si eutectic an irregular eutectic. Modification of the eutectic from a plate-like to a fine fibrous silicon structure can be achieved by the addition of strontium (which has been achieved in both the SSM-HPDC and GDC calipers)[19]. The Fe-content of the SSM-HPDC calipers is lower than that of the GDC calipers, which is actually above the upper limit of the specification (Table 1). Iron tends to form intermetallics, which has a negative influence on ductility[18, 20]. The Ti-content of the SSM-HPDC calipers is higher than that of the GDC callipers (Table 1). Titanium is added as a grain refiner[16], but, as will be discussed later, the difference in processing routes (SSM-HPDC vs GDC) plays a larger role in determining the grain size than Ti-additions. In summary, from a chemical composition perspective, it might only be the differences in Fe-content that could be significant (in terms of ductility of the castings after heat treatment).
The microstructures achieved with SSM-HPDC and GDC differ significantly. As discussed earlier, semi-solid metal processing is a unique manufacturing method with the aim to obtain a semi-solid structure free of dendrites (which are formed with conventional liquid casting), with the solid present as nearly as possible in a spherical form. SSM-HPDC, therefore, results in a globular microstructure (Fig.5(a)), whereas GDC results in a dendritic microstructure (Fig.5(b)). Modification of the eutectic from a plate-like to a fine fibrous silicon structure has been achieved by the addition of strontium (Table 1) in the brake calipers[19].
It is evident from Fig.5 that GDC produces a much finer microstructure than SSM-HPDC. Image analysis reveals a secondary dendrite arm spacing (SDAS) of approximately 20 μm in the GDC calipers, whereas the average globule size in CSIR SSM-HPDC calipers is approximately 60 μm.
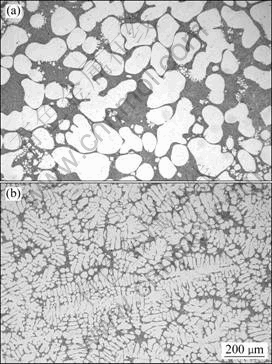
Fig.5 Optical micrographs showing as-cast microstructures of automotive brake calipers produced by SSM-HPDC (a) and GDC (b)
Solution treatment at 540 °C for 1 h results in the spheroidisation of the eutectic silicon particles in both the SSM-HPDC and GDC brake calipers (Fig.6).

Fig.6 Optical micrographs showing T6 ((540°C, 1 h)+20 h natural aging+(180 °C, 4 h)) microstructures of automotive brake calipers produced by SSM-HPDC (a) and GDC (b)
The Vickers hardness values of SSM-HPDC and GDC brake calipers are compared in Fig.7 (after removal of the eutectic surface layer). It can be seen that the hardness values are very similar in both the as-cast and T6 temper conditions. This is slightly surprising, given the significant differences in microstructures obtained using the different casting techniques (Figs.5 and 6).
Also note that the T6 hardness values are slightly higher than those obtained for the first set of experiments (Fig.3). This is due to the slightly higher Mg-contents of the alloys shown in Fig.7 (Table 1), resulting in a higher volume fraction of strengthening Mg2Si precipitates to be formed[18].
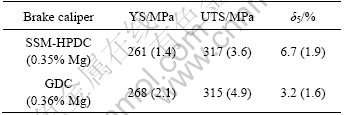
A comparison of the tensile properties of GDC and SSM-HPDC T6 calipers in Table 2 confirm the hardness results of Fig.7: the 0.2% yield strengths (YS) and ultimate tensile strengths (UTS) are similar. This result is significant as it shows that dendritic and globular A356 components respond similarly to heat treatment. The same conclusion was reached by BIROL[21-22] recently, by comparing artificial aging curves of globular and dendritic A356/A357. The lower elongation to failure (δ5) of the GDC caliper as compared with the SSM-HPDC calipers is noteworthy. It is most likely due to the higher Fe-content (Table 1) of the GDC caliper, which is known to have an adverse effect on ductility[18, 20]. The negative effects of elevated Fe levels on the tensile properties (especially the ductility) of SSM-HPDC Al-7Si-Mg alloys have recently been studied by the authors[23]. The differences in Fe-content between the brake calipers in this study make it virtually impossible to determine the effects of globular versus dendritic microstructure on the ductility of A356.
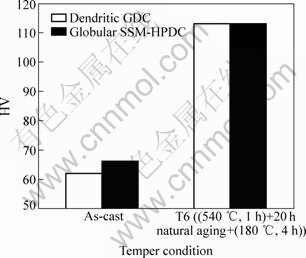
Fig.7 Vickers hardness (98 N) of SSM-HPDC and GDC brake calipers in as-cast and T6 temper conditions
Table 2 0.2% yield strength (YS), ultimate tensile strength (UTS) and elongation (δ5) of T6 heat treated A356 brake caliper samples (Standard deviation (from 4 values) for tensile properties indicated in brackets)
The long “traditional” heat treatment cycles that are specified and used for dendritic castings, therefore, appear to be very conservative. The shorter heat treatment cycles that have been developed by the authors[6-10] specifically for globular SSM-HPDC castings are most likely applicable to dendritic A356 castings too (provided they are non-porous to prevent blistering during solution treatment and modified with Sr to achieve Si-spheroidisation). In order to become more cost effective and energy efficient (which has become increasingly more important since the traditional heat treatment cycles were developed), the heat treatment cycles for both globular and dendritic casting will have to be optimized by manufacturers.
Finally, the YS values (which are not influenced by elongation as is the case with the UTS) obtained for the SSM-HPDC brake calipers heat treated to T6 using the shortened cycles are compared with the values obtained for the T6-treated SSM-HPDC plates[6-9] in Fig.8. The reproducibility of the YS by using either the small plates or the larger brake calipers is evident. For further comparison, the YS value for the GDC brake caliper is also included in Fig.8. The correlation between the GDC brake caliper YS value with the YS values for SSM-HPDC plates and brake calipers is excellent. This reinforces the conclusion that the heat treatment responses between dendritic and globular A356 are similar.
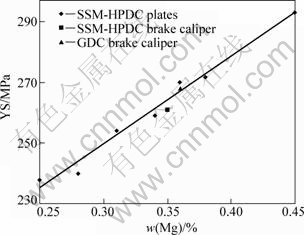
Fig.8 YS comparison of SSM-HPDC plates[6-9] and SSM-HPDC and GDC brake calipers heat treated to T6 with short heat treatment (540 °C, 1 h)+20 h natural aging+(180 °C, 4 h) cycle
4 Conclusions
1) Hardness profiles through the cross sections of SSM-HPDC brake caliper side arms show that shorter heat treatment cycles can be used than the “traditional” cycles used for dendritic castings.
2) The heat treatment response of A356 automotive brake calipers is not influenced by having a globular or dendritic microstructure.
3) The long “traditional” heat treatment cycles specified for dendritic castings are conservative and cost and energy savings can be achieved by using shorter cycles without compromising properties.
Acknowledgments
The contributions of U. CURLE, D. WILKINS, C. McDULING, A. GROBLER and M. WILLIAMS are gratefully acknowledged.
References
[1] WINTERBOTTOM W L. Semi-solid forming applications: High volume automotive products [J]. Metallurgical Science and Technology, 2000, 18: 5-10.
[2] LIU D, ATKINSON H V, KAPRANOS P, JIRATTITICHAROEAN W, JONES H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys [J]. Materials Science and Engineering A,2003, 361: 213-24.
[3] ASM speciality handbook: Aluminium and aluminium alloys [M]. Materials Park, Ohio: ASM International, 1993: 718.
[4] ROSSO M, ACTIS GRANDE M. Optimization of heat treatment cycles for automotive parts produced by rheocasting process [J]. Solid State Phenomena, 2006, 116/117: 505-508.
[5] DEWHIRST B, APELIAN D, JORSTAD J. Effect of artificial aging on microstructure and tensile properties of semi-solid processed A356 castings[J]. Die Cast Eng, 2005, 49: 38-44.
[6] M?LLER H, GOVENDER G, STUMPF W E. Natural and artificial aging response of semisolid metal processed Al-Si-Mg alloy A356 [J]. International Journal of Cast Metals Research,2007, 20(6): 340-346.
[7] M?LLER H, GOVENDER G, STUMPF W E. The natural and artificial aging response of semi-solid metal processed alloy A356 [J]. Solid State Phenomena,2008, 141/142/143: 737-742.
[8] M?LLER H, GOVENDER G, STUMPF W E. Investigation of the T4 and T6 heat treatment cycles of semi-solid metal processed aluminium alloy A356 [J]. Open Materials Science Journal,2008, 2: 11-18.
[9] M?LLER H, GOVENDER G, STUMPF W E, KNUTSEN R D. Influence of temper condition on microstructure and mechanical properties of semisolid metal processed Al-Si-Mg alloy A356 [J]. International Journal of Cast Metals Research,2009, 22(6): 417-421.
[10] M?LLER H, GOVENDER G, STUMPF W E. The T5 heat treatment of semi-solid metal processed aluminium alloy F357 [J]. Materials Science Forum,2009, 618/619: 365-368.
[11] BRUWER R, WILKINS J D, IVANCHEV L H, ROSSOUW P, DAMM O F R A. Method of and apparatus for processing of semi-solid metal alloy. US7368690 [P]. 2008.
[12] CURLE U A, WILKINS J D, GOVENDER G. Industrial semi-solid rheocasting of aluminum A356 brake calipers [C]//11th International Conference on Semi-solid Processing of Alloys and Composites. Beijing, China, 2010.
[13] BADIALI M, DAVIDSON C J, GRIFFITHS J R, ZANADA A. Fatigue properties of semisolid cast Al-7Si-0.3Mg-T6 alloy [C]//6th International Conference on Semi-solid Processing of Alloys and Composites. Turin, Italy, 2000: 349-354.
[14] ROSSO M, ROMANO E, GIORDANO P, CHIARMETTA G L. Mechanical and microstructural characterization of semisolid rheocast A356 and A357 aluminium alloys for automotive applications [C]//7th International Conference on Semi-solid Processing of Alloys and Composites. Tsukuba, Japan, 2002: 151-156.
[15] GOVENDER G, M?LLER H. Evaluation of surface chemical segregation of semi-solid metal cast aluminium alloy A356 [J]. Solid State Phenomena,2008, 141/142/143: 433-438.
[16] M?LLER H, MASUKU E P. The influence of liquid surface segregation on the pitting corrosion behaviour of semi-solid metal high pressure die cast alloy F357 [J]. Open Corrosion Journal,2009, 2: 216-220.
[17] TAYLOR J A, STJOHN D H, COUPER M J. Solution treatment effects in Al-Si-Mg casting alloys, Part 2 [J]. Aluminum Transactions, 2001, 4/5: 111-24.
[18] M?LLER H, GOVENDER G, STUMPF W E, PISTORIUS P C. Comparison of heat treatment response of semisolid metal processed alloys A356 and F357 [J]. International Journal of Cast Metals Research,2010, 23(1): 37-43.
[19] JUNG B I, JUNG C H, HAN T K, KIM Y H. Electromagnetic stirring and Sr modification in A356 alloy [J]. Journal of Materials Processing Technology, 2001, 111: 69-73.
[20] YANG C Y, LEE S L, LEE C K, LIN J C. Effects of Be and Fe on the mechanical and corrosion behaviors of A357 alloys [J]. Materials Chemistry and Physics, 2005, 93: 412-419.
[21] BIROL Y. Response to artificial ageing of dendritic and globular Al-7Si-Mg alloys [J]. Journal of Alloys and Compounds, 2009, 484: 164-167.
[22] BIROL Y. Effect of solution treatment on the age hardening capacity of dendritic and globular AlSi7Mg0.6 alloys [J]. International Journal of Materials Research, 2010, 101: 439-444.
[23] M?LLER H, STUMPF W E, PISTORIUS P C. The influence of elevated Fe, Ni and Cr levels on the tensile properties of SSM-HPDC Al-Si-Mg alloy F357 [C]//11th International Conference on Semi-solid Processing of Alloys and Composites. Beijing, China, 2010.
(Edited by YANG Bing)
Corresponding author: H. M?LLER; Tel: +27-12-841-2139; E-mail: hmoller@csir.co.za
DOI: 10.1016/S1003-6326(09)60374-5

