影响消失模铸造Al-Si-Cu合金薄壁铸件质量的显著性工艺参数
来源期刊:中国有色金属学报(英文版)2013年第10期
论文作者:Hassan JAFARI Mohd Hsbullah IDRIS Amirreza SHAYGANPOUR
文章页码:2843 - 2851
关键词:Al-Si-Cu合金;消失模铸造;全因子实验设计;表面处理;孔隙率;硅间距
Key words:Al-Si-Cu alloy; lost foam casting; full factorial design; surface finish; porosity; silicon spacing
摘 要:通过控制消失模铸造工艺参数可以制备出无缺陷的形状复杂的铸件产品。对Al-Si-Cu合金消失模铸造进行研究,考察浇注温度、涂料黏度、振动时间、型砂粒径以及它们之间的交互作用对铸件表面质量、孔隙率和共晶硅间距的影响。采用两水平全因子实验设计方法考察影响铸件性能的显著性影响工艺参数。结果表明,浇注温度和振动时间对铸件共晶硅间距和孔隙率的影响最明显。在细型砂模和较高的浇注温度下,铸件的表面质量几乎保持稳定不变,而在粗型砂模下铸件的表面质量较低。涂料黏度对铸件性能没有显著影响。
Abstract: Controlling process parameters of lost foam casting (LFC) enables this process to produce defect-free complex shape castings. An experimental investigation on lost foam casting of an Al-Si-Cu cast alloy was carried out. The effects of pouring temperature, slurry viscosity, vibration time and sand size on surface finish, shrinkage porosity and eutectic silicon spacing of thin-wall casting were investigated. A full two-level factorial design of experimental technique was used to identify the significant manufacturing factors affecting the properties of casting. Pouring temperature was found as the most significant factor affecting Al-Si-Cu lost foam casting quality. It was shown that flask vibration time interacted with pouring temperature influenced eutectic silicon spacing and porosity percentage significantly. The results also revealed that the surface quality of the samples cast in fine sand moulds at higher pouring temperatures was almost unchanged, while those cast in coarse sand moulds possessed lower surface qualities. Furthermore, variation in slurry viscosity showed no significant effect on the evaluated properties compared to other parameters.
Trans. Nonferrous Met. Soc. China 23(2013) 2843-2851
Hassan JAFARI1,2, Mohd Hsbullah IDRIS1, Amirreza SHAYGANPOUR1
1. Department of Materials, Manufacturing and Industrial Engineering, Faculty of Mechanical Engineering, Universiti Teknologi Malaysia, 81310, Skudai, Johor, Malaysia;
2. Department of Materials Engineering, Faculty of Mechanical Engineering, Shahid Rajaee Teacher Training University, Tehran, 16785-136, Iran
Received 7 January 2013; accepted 13 June 2013
Abstract: Controlling process parameters of lost foam casting (LFC) enables this process to produce defect-free complex shape castings. An experimental investigation on lost foam casting of an Al-Si-Cu cast alloy was carried out. The effects of pouring temperature, slurry viscosity, vibration time and sand size on surface finish, shrinkage porosity and eutectic silicon spacing of thin-wall casting were investigated. A full two-level factorial design of experimental technique was used to identify the significant manufacturing factors affecting the properties of casting. Pouring temperature was found as the most significant factor affecting Al-Si-Cu lost foam casting quality. It was shown that flask vibration time interacted with pouring temperature influenced eutectic silicon spacing and porosity percentage significantly. The results also revealed that the surface quality of the samples cast in fine sand moulds at higher pouring temperatures was almost unchanged, while those cast in coarse sand moulds possessed lower surface qualities. Furthermore, variation in slurry viscosity showed no significant effect on the evaluated properties compared to other parameters.
Key words: Al-Si-Cu alloy; lost foam casting; full factorial design; surface finish; porosity; silicon spacing
1 Introduction
Lost foam casting (LFC), due to its environmental and technical benefits such as no binder usage, minimum required machining and production of complex cast parts, is currently gaining an increased attention in automotive and aerospace industries [1]. Al-Si-Cu alloy, because of its high possibility to be produced in defect-free castings and the opportunity of being substituted for forged steel or cast iron parts which leads to more fuel-efficient automobiles, is widely used in transportation industries [2,3]. It has been reported that complicated Al-Si alloy castings can be produced successfully using LFC technique [4]. However, KIM and LEE [5] reported that the presence of porosity and surface roughness is common in cast Al alloys, which affects the properties and applications of these alloys. LIU et al [6] pointed out that choosing proper process parameters of LFC is very crucial in producing high quality casting and many considerations should be taken into account to approach the best result during manufacturing. Running experiment for each effective variable in LFC is not practical due to various difficulties such as low speed, time-consuming, and high cost of the implementation [7]. GRIFFITHS and DAVIES [8] reported that LFC process is more susceptible to process parameters than any other common casting processes because of the numerous variables and complex interactions between the parameters. Therefore, appropriately setting the design factors enables producing aluminium alloy castings properly using LFC.
Design of experiment (DOE) methods has been widely used to determine significant design factors affecting the target responses and to establish empirical models representing the relationship between the significant factors. VIJIAN and ARUNACHALAM [9] used three-level orthogonal arrays “L934” to optimise squeeze cast parameters to produce Al-Si alloy castings having high quality surface finish. KUMAR et al [10] run Taguchi method and used “L9” orthogonal array to plan and analyze their experiments in order to optimize the tensile properties of Al-7Si alloy in evaporative pattern casting process. This method was also applied to optimizing the process parameters for welding of A319 aluminium alloy [11]. A five-factor, 2-level, 1/2 fractional factorial design with 4 centre points was used to identify the critical factors affecting the shrinkage porosity in permanent mould casting process [12]. Recently, DOE was employed to investigate the effect of some die cast machine parameters on the quality of LM20 aluminium alloy castings [13]. Reviewing literatures reveals that the majority of researchers explored various DOE methods for evaluating and optimizing the properties and manufacturing processes of aluminium alloys. However, there are very limited papers reporting the use of DOE methods in assessment of Al-Si alloy castings produced by LFC. Full-factorial design as a strong candidate in evaluating the significant process parameters can be employed to develop casting process by the evaluation of combined independent factors [14]. In this work, the effects of four important parameters of LFC, namely pouring temperature, slurry viscosity, vibration time and sand size as well as their interactions on porosity, surface quality and silicon spacing of thin-wall Al-Si-Cu castings were studied using full-factorial DOE.
2 Experimental
2.1 Materials and casting
Al-Si-Cu alloy with the chemical composition of 10.55% Si, 1.79% Cu, 0.27% Mg, 0.852% Zn, 0.62% Fe, 0.043% Ti and balance Al (mass fraction) was used for the investigation. Five-stepped patterns with 50 mm each in size, having different thicknesses of 3, 6, 12, 18 and 24 mm with a whole length of 260 and width of 100 mm were designed and fabricated from polystyrene foam with a density of 20 kg/m3 (Fig. 1). The patterns were dipped into slurry prepared with a mixture of zircon flour and colloidal silica for 20 s, then left to drip dry for up to 24 h in a controlled environment in order for the pattern to be coated with a refractory layer. The viscosity of the slurry was measured at 20, 28 and 36 s using a Zahn cup No. 5. Silica sands with three different grain sizes of AFS 30, 60 and 90 were used for the mould making. A four-point clamping vibrating table was employed to compact and facilitate uniform distribution of the sands inside moulding flask. A horizontal vibration of 50 Hz was used for 30, 60 and 90 s. The alloy was melted in a low frequency induction furnace and poured at three different temperatures of 680, 720 and 760 °C.

Fig. 1 Pattern design and dimensions in 3D (unit: mm)
2.2 Specimen preparation and tests
Specimens with the size of 10 mm×10 mm were cut from the 3 mm thickness section of the cast samples, then mounted, ground and finally polished in order to measure the fraction of shrinkage porosity in the cross section of the specimens by an image analyzer. Silicon spacing was also determined using linear intercept method. Moreover, surface roughness of the thin-wall section of the cast samples was measured using a portable surface roughness meter (Taylor Hobson Surftronic +3).
2.3 Procedure
An Ishikawa cause/effect diagram (Fig. 2) was constructed in order to identify the effect of four different parameters including pouring temperature, sand size, vibration time and slurry viscosity on the surface roughness and porosity of thin-wall Al-Si-Cu cast samples produced by LFC process. The influence of the parameters on the silicon spacing in the microstructures of the cast samples was further investigated. A two-level full-factorial design of experiments (Design Expert software, Version 7) was used to analyze the experimental results to evaluate the effect of selected combined process parameters (factors) on the investigated properties of the thin-wall part of the cast samples (responses).
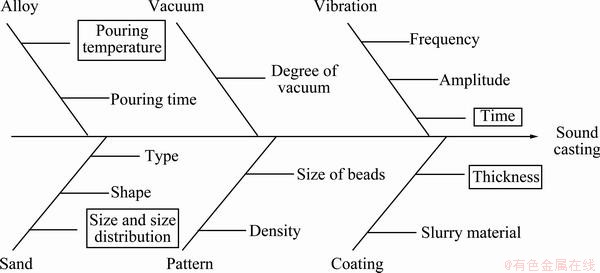
Fig. 2 Ishikawa diagram for determining factors affecting quality of cast samples
A linear mathematical model, as given in Eq. (1), was used in order to model the linear and interaction effects of the casting variables on the process responses. Meanwhile, the analysis of variance (ANOVA) was extensively used to determine the most significant factors in the process.
уijkml=μ+αi+βj+τk+γm+(αβ)ij+(ατ) ik+(αγ)im+(βτ)jk+(βγ)jm+(τγ)km+(αβτ)ijk+(ατγ)ikm+(αβγ)ijm+(βτγ)jkm+(αβτγ)ijkm+ εijkml
i=1, 2, …, a; j=1, 2, …, b; k=1, 2, …, c; m=1, 2, …, d;
l=1, 2, …, n (1)
where уijkml is a response; μ is the overall mean effect; αi, βj, τk, γm represent the effects of factors A, B, C, D; εijkml is a random error component; the other terms show the interaction among the factors. Table 1 indicates the factors and levels which were varied during the analysis. A centre point shown as Level 0 was added to each factor to obtain reliable evaluations; therefore, a number of 20 cast samples were produced and examined for the investigation.
Table 1 Independent variables and their levels

3 Results and discussion
3.1 Measurement results
Table 2 shows the actual values of the selected factors used for producing the cast samples. The results of measurements including surface roughness, silicon spacing and porosity values as the three important properties of the cast samples are also shown in this table. It provides the input information for DOE analysis of the effect of interacted process parameters on the production and evaluation of the cast samples.
Table 2 Experimental factors and responses

3.2 Surface roughness
Table 3 reveals the ANOVA table for the surface roughness of the thin section of the cast samples. In this table, the values given in the column “Sum of squares” are the variability proportion in the dependent variable which is explained by alterations in the amount of independent variables. In general, when a suggested model is suitably fitted to the data, higher value of the proportion is obtained. In order to identify if the test is significant, some test statistic in the ANOVA case such as an F statistic is required in which the test statistic contains an F-distribution under the null hypothesis. Therefore, “F value” can be defined as the ratio of variance of the group means divided by the mean of the within group variances. “Prob.>F” is the probability of obtaining a result that determines whether null hypothesis, “the correlation coefficient is zero” is true. “df” in the ANOVA shows the degrees of freedom. According to DOE, if the value of “Prob.>F” for the suggested model is less than 0.05, the factor can be substantial. “Prob.>F” value suggests that the independent variables are not purely random concerning the dependent variable. It can be observed from Table 3 that, the F value for the model is 3.72, indicating the model used for the analysis of surface roughness is significant. Equation (2) denotes the response for the surface roughness (Ra) of the cast samples:
Ra=11.00+1.32A-0.30B+0.29C+0.054D-0.18AC+0.74AD+0.28BC (2)
Therefore, as given in Table 3, pouring temperature (Factor A) and the interaction of pouring temperature and sand size (Factor AD) are the significant parameters for the surface roughness.
Table 3 Analysis of variance for surface roughness

Figure 3 illustrates the effect of pouring temperature on the surface roughness of the thin section of the cast samples. It can be seen that an increase in the surface roughness occurs when the pouring temperature is elevated. In other words, the higher the pouring temperature, the lower the surface tension of liquid metal [15]. Consequently, the liquid will find more chances to fill the gaps between sand grains, resulting in more uneven surface of the casting. The result is in good agreement with that reported by KUMAR et al [16]. In other words, better surface quality can be achieved by decreasing pouring temperature. On the other hand, lower pouring temperature is preferable to provide finer microstructure which is a demand in aluminium alloy castings, although misrun or cold shut defects should be avoided. In addition, it is believed that the flow rate of molten metal at high temperature decreases with elevating pouring temperature due to the increased volume of gas produced during burning polystyrene foam out [17]. This further supports the above suggestion.

Fig. 3 Effect of poring temperature on surface roughness of thin section of cast sample
Figure 4(a) shows the interaction effect of the pouring temperature and sand size on the surface roughness of the castings. It can also be observed that surface quality is considerably decreased with increasing the sand size, therefore, surface roughness increases if coarse sand mould is used. However, at the lower pouring temperature of 680 °C no considerable change in the surface roughness was observed when the sand size was changed. This can be attributed to the lower fluidity of the molten metal. In other words, at the higher pouring temperatures, variation in the sand size has a significant effect on the surface roughness due to the higher viscosity of the aluminium alloy melt. In addition, it can be expected that the finer sand (90 AFS) decreases the spaces between the sand grains and generates the better finishes. This interaction behaviour can be observed more clearly with the 3D plot shown in Fig. 4(b). This graph further illustrates that pouring temperature has a more pronounced effect on the surface roughness. Consequently, pouring temperature can be considered a determining parameter on the surface quality of Al-Si-Cu castings to be produced by LFC.
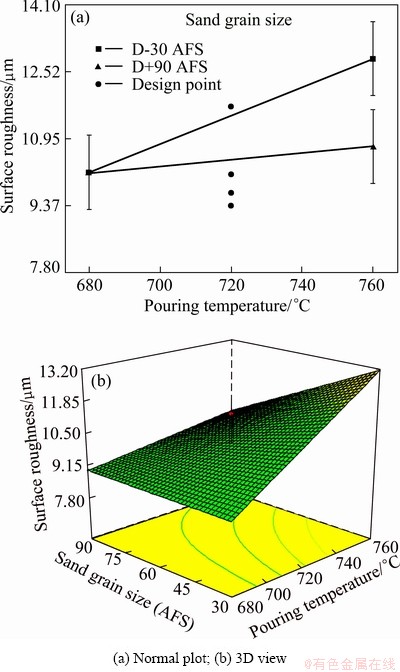
Fig. 4 Effect of interaction of poring temperature and sand size on surface roughness of thin section of cast samples
3.3 Silicon spacing
The examination of the ANOVA output given in Table 4 reveals that the model used for the analysis of the effect of process parameters on silicon spacing is significant. From the information given in this table it can be inferred that pouring temperature (Factor A) and its interaction with vibration time (Factor C) show a more significant effect on silicon spacing of the cast samples compared to the other process parameters. It is interesting to note that based on the F value in the ANOVA table, pouring temperature has much greater effect on the silicon spacing than the interacted parameters (Factor AC). Equation (3) designates the response of the silicon spacing (d).
d=11.10+1.34A+0.43B-0.17C+0.36D-0.75AC+0.47BC-0.38BD+0.58CD (3)
Table 4 Analysis of variance for silicon spacing

Figure 5 graphically displays the effect of pouring temperature on the silicon spacing of the thin section of the cast samples. It can be seen that the silicon spacing of the alloy grows when the pouring temperature increases. This is due to the increase in extent of the metastability period with elevated pouring temperature which permits the growth of the silicon phase.

Fig. 5 Effect of pouring temperature on silicon spacing of lost foam casting Al-Si-Cu
Therefore, it is required to decrease pouring temperature in order to reduce silicon spacing and develop refined microstructure and to improve the mechanical properties of the cast alloy. Nevertheless, lower pouring temperature leads to decreased fluidity of liquid metal [18], resulting in incomplete feeding and shrinkage. Consequently, choosing appropriate pouring temperature is very important in LFC process.
The result of the interacted effect of pouring temperature and vibration time on silicon spacing of the alloy is shown in Fig. 6(a). It can be seen that elevating pouring temperature increased the silicon spacing of the cast sample regardless of the vibration time. This result is in good agreement with that reported by DING et al [19]. However, the rate of increment was significantly lower for the longer vibration time (90 s). In other words, samples cast in shorter vibrated moulds suffered from larger silicon spacing when the higher pouring temperature was used. It is worth noting that at 680 °C an inverse behaviour was observed and finer silicon microstructure was developed. This result implies that better mechanical properties may be obtained if lower pouring temperature and mould compactness are used. In fact, the foregoing condition can contribute to the higher solidification rate which accompanies smaller silicon spacing. The 3D plot of the interaction shown in Fig. 6(b) illustrates the higher impact of pouring temperature on silicon spacing of the cast samples compared to that of vibration time. Although interaction between pouring temperature and vibration time has a significant effect on the silicon spacing, the magnitude is quite low as compared to the pouring temperature. Therefore, shorter vibration time together with lower pouring temperature is preferable in LFC of Al-Si-Cu alloy as it is expected to provide finer silicon structure in cast alloy.

Fig. 6 Effect of pouring temperature and vibration time on silicon spacing
Considering the significant factors discussed above, micrographs of some typical cast samples were chosen and given in Fig. 6 for more information. The micrographs show typical autistic silicon structure of the samples produced under different conditions of process parameters. Figures 7(a) and (b) represent the optical micrographs of eutectic silicon structures of the samples cast at 680 °C with 30 s and 90 s vibration time, respectively. It can be seen that refined eutectic silicon was produced using shorter vibration time. On the other hand, coarse and larger silicon spacing shown Figs. 7(c) and (d) corresponding to the samples cast at 760 °C with 90 s and 30 s vibration time, respectively, were obtained.
3.4 Porosity
Table 5 provides the ANOVA results obtained from the porosity evaluation of the thin section of cast samples. The results approve the significance of the proposed model and it means that the number of cast samples for the analysis of manufacturing parameters was sufficient.
According to the obtained data, pouring temperature and its interaction with vibration time are the main significant factors which may be the most effective parameters on casting porosity. Equation (4) denotes the response for the porosity (P) of cast samples.
P=4.64-1.18A+0.40B+0.16C+0.49D+0.25AB-0.68AC-0.48CD (4)
Figure 8 illustrates a decreasing trend in the porosity of cast samples with increasing pouring temperature. This is due to the consequence of a lower solidification rate leading to sufficient feeding when pouring temperature increases. As a result, less shrinkage porosity emerged in the microstructure of the investigated alloy. However, based on the results reported in the previous sections, lower pouring temperature produces castings with better surface quality and finer eutectic silicon spacing which are of two key properties for aluminium alloys. On the other hand, due to the narrow range of solidification, the investigated alloy solidifies quite fast and the shrinkage porosity places in less important degree compared to those pointed out above. Therefore, using lower pouring temperature is suggested for the LFC of Al-Si-Cu alloy.

Fig. 7 Eutectic silicon micrographs of cast samples produced by LFC
Table 5 Analysis of variance for porosity

Figure 9(a) illustrates the interaction result of the pouring temperature and vibration time which was found as the other significant factor based on the DOE analysis.

Fig. 8 Effect of pouring temperature on porosity of cast sample
The graph shows that longer vibration time causes lower porosity in cast samples if pouring temperature increases.
However, the graph further indicates that casting containing less shrinkage porosity can be manufactured if lower pouring temperature and shorter vibration time are used. This is completely clear from the remarkable difference in porosity of the cast samples produced using two vibration times of 30 and 90 s at the pouring temperature of 680 °C, as shown in Figs. 9(a) and (b). Consequently, it can be claimed that the pouring temperature has a more pronounced effect on the porosity compared to vibration time.

Fig. 9 Effect of interaction of pouring temperature and vibration time on porosity of cast samples
4 Conclusions
1) Pouring temperature showed the most significant influence on the properties of thin-wall castings; lower pouring temperature improved the quality of Al-Si-Cu lost foam casting.
2) Although the interaction between pouring temperature and sand size was shown as a significant factor on the surface roughness of cast samples, higher surface quality can be obtained using lower pouring temperature irrespective of sand size.
3) Interaction of pouring temperature and vibration time may substantially alter the fineness of eutectic silicon and the fraction of porosity.
4) Considering pouring temperature as the most significant factor affecting the quality of Al-Si-Cu lost foam casting, lower temperature is suggested for pouring process in LFC of the investigated aluminium alloy.
5) Due to approaching better surface finish, refined microstructure and lower amount of defect in Al-Si-Cu alloy lost foam castings by developing the process parameters using DOE, higher quality components can be produced by foundries.
Acknowledgment
The authors are grateful to the Ministry of Higher Education of Malaysia (MOHE) for the financial support under the vote GUP-Q.J130000.2501.04H18 and to Universiti Tecknologi Malaysia (UTM) for providing the research facilities.
References
[1] Karimian M, Ourdjini A, Idris M H, Jafari H. Effect of pattern coating thickness on characteristics of lost foam Al-Si-Cu alloy casting [J]. Transactions of Nonferrous Metals Society China, 2012, 22: 2092-2097.
[2] ZEREN M, KARAKULAK E,  s. Influence of Cu addition on microstructure and hardness of near-eutectic Al-Si-xCu- alloys [J]. Transactions of Nonferrous Metals Society China, 2011, 21: 1698-1702.
s. Influence of Cu addition on microstructure and hardness of near-eutectic Al-Si-xCu- alloys [J]. Transactions of Nonferrous Metals Society China, 2011, 21: 1698-1702.
[3] Dwivedi K D, Sharma A, Rajan T V. Influence of silicon morphology and mechanical properties of piston alloys [J]. Materials and Manufacturing Processes, 2005, 20: 777-791.
[4] Jiang w, Fan Z, Liao d, Liu d, Zhao z, Dong x. Investigation of microstructures and mechanical properties of A356 aluminum alloy produced by expendable pattern shell casting process with vacuum and low pressure [J]. Materials and Design, 2011, 32: 926-934.
[5] Kim k, Lee K. Effect of process parameters on porosity in aluminum lost foam process [J]. Journal of Materials Science and Technology, 2005, 21: 681-685.
[6] Liu X J, Bhat R C, Bhavnani S H, Overfelt R A. Transport phenomena in the production and use of expanded polystyrene patterns in lost foam casting [J]. Materials and Manufacturing Processes, 2007, 22: 811-818.
[7] Kumar s, Kumar P, Shan H S. Effect of evaporative pattern casting process parameters on the surface roughness of Al-7%Si alloy casting [J]. Journal of Materials Processing Technology, 2007, 182: 615-623.
[8] GRIFFITHS W D, DAVIES P J. The permeability of lost foam pattern coatings for Al alloy castings [J]. Journal of Materials Science, 2008, 43: 5441-5447.
[9] Vijian p, Arunachalam P. Optimization of squeeze cast parameters of LM6 aluminium alloy for surface roughness using Taguchi method [J]. Journal of Materials Science and Technology, 2006, 180: 161-166.
[10] Kumar s, Kumar P, Kumar s, Kumar P, Shan H S. Optimization of tensile properties of evaporative casting process through Taguchi's method [J]. Journal of Materials Science and Technology, 2008, 204: 59-69.
[11] Jayaraman m, Sivasubramanian r, Balasubra- manian v, Lakshiminarayanan a k. Application of RSM and ANN to predict the tensile strength of friction stir welded A319 cast aluminium alloy [J]. International Journal of Manufacturing Research, 2009, 4: 306-323.
[12] Gunasegaram D R, Farnsworth D J, Nguyen T T. Identification of critical factors affecting shrinkage porosity in permanent mold casting using numerical simulations based on design of experiments [J]. Journal of Materials Science and Technology, 2009, 209: 1209-1219.
[13] VERRAN G O, MENDES R P K, DALLA VALENTINA L V O. DOE applied to optimization of alloy die castings [J]. Journal of Materials Science and Technology, 2008, 200: 120-125.
[14] Gottipati R, MishraS. Process optimization of adsorption of Cr(VI) on activated carbons prepared from plant precursors by a two-level full factorial design [J]. Chemical Engineering Journal, 2010, 160: 99-107.
[15] SUYITNO, SUTIYOKO. Effect of pouring temperature and casting thickness on fluidity, porosity and surface roughness in lost foam casting of gray cast iron [J]. Procedia Engineering, 2012, 50: 88-94.
[16] Kumar s, Kumar P, Shan H S. Parametric optimization of surface roughness castings produced by evaporative pattern casting process [J]. Materials Letters, 2006, 60: 3048-3053.
[17] KHODAI M, PARVIN N. Pressure measurement and some lost foam casting in observation [J]. Journal of Materials Processing and Technology, 2008, 206: 1-8.
[18] RAVI K R, PILLAI R M, AMARANATHAN K, PAI B C, CHAKRABORTY M. Fluidity of aluminum alloys and composites: A review [J]. Journal of Alloys and Compounds, 2008, 456: 201-210.
[19] Ding h, Guo J, Jia J, Bi w, Chen l. Mould filling ability and microstructure of aluminum alloy under electromagnetic die casting [J]. Transactions of Nonferrous Metals Society China, 2001, 11: 540-546.
Hassan JAFARI1,2, Mohd Hsbullah IDRIS1, Amirreza SHAYGANPOUR1
1. Department of Materials, Manufacturing and Industrial Engineering, Faculty of Mechanical Engineering, Universiti Teknologi Malaysia, 81310, Skudai, Johor, Malaysia;
2. Department of Materials Engineering, Faculty of Mechanical Engineering, Shahid Rajaee Teacher Training University, Tehran, 16785-136, Iran
摘 要:通过控制消失模铸造工艺参数可以制备出无缺陷的形状复杂的铸件产品。对Al-Si-Cu合金消失模铸造进行研究,考察浇注温度、涂料黏度、振动时间、型砂粒径以及它们之间的交互作用对铸件表面质量、孔隙率和共晶硅间距的影响。采用两水平全因子实验设计方法考察影响铸件性能的显著性影响工艺参数。结果表明,浇注温度和振动时间对铸件共晶硅间距和孔隙率的影响最明显。在细型砂模和较高的浇注温度下,铸件的表面质量几乎保持稳定不变,而在粗型砂模下铸件的表面质量较低。涂料黏度对铸件性能没有显著影响。
关键词:Al-Si-Cu合金;消失模铸造;全因子实验设计;表面处理;孔隙率;硅间距
(Edited by Sai-qian YUAN)
Corresponding author: Mohd Hasbullah IDRISI; Tel: +60-197201801; Fax: +60-755301934; E-mail: hsbullah@fkm.utm.my
DOI: 10.1016/S1003-6326(13)62805-8

