
Effects of deformation temperature and rate on compressive deformation behaviour of Y112 die cast aluminum alloy in semi-solid state
YANG Ming-bo(杨明波), HU Hong-jun(胡红军), TANG Li-wen(唐丽文), DAI Bing(代 兵)
College of Materials Science and Engineering, Chongqing Institute of Technology, Chongqing 400050, China
Received 28 July 2006; accepted 15 September 2006
Abstract: The semi-solid compression deformation behaviour of Y112 die casting aluminum alloy with nondendritic structure obtained under the semi-solid isothermal treatment condition of 570 ℃ and 120 min, was investigated by means of Gleeble-1500 thermal-mechanical simulator. The results show that, when the strain is lower than 0.8, along with the compression strain increasing, the compression stress firstly increases rapidly, then decreases gradually. Under the condition of different deformation temperatures and deformation rates, the maximium compression stress is obtained simultaneously when the strain is 0.07 approximately. Furthermore, when the deformation rate keeps a constant, the compression stress decreases along with the deformation temperature increasing, and when the deformation temperature keeps a constant, the compression stress increases along with the deformation rate increasing.
Key words: semi-solid isothermal treatment; nondendritic structure; Y112 aluminum alloy; compression deformation
1 Introduction
Semi-solid forming technology is thought as an advanced metal forming process of aluminum alloys. In the semi-solid forming process of aluminum alloys, the alloys with nondendritic structure are reheated to the temperature range between its liquidus and solidus and then press formed into die cavity. Such a low temperature casting results in fine microstructure, reduction of microshinkage, high dimension accuracy, and extension of die-life. Therefore, the semi-solid forming of aluminum alloys has received much attention all over the world. A lot of research has been carried out[1-2], and several methods to produce aluminum alloy slurries with nondendritic structure, such as electromagnetic stirring, mechanical stirring, thermomechanical treatment like SIMA process, and semi-solid isothermal treatment, have been successfully tested. Among these methods, the semi-solid isothermal treatment technology which was developed in 1990s, is thought as a potential technology of manufacturing nondendritic structure slurry of aluminum alloys. At present, a lot of research on the processing optimization of semi-solid isothermal heat treatment and the forming mechanism of nondendritic structure during the semi-solid isothermal heat treatment has been carried out, and some research results are also obtained[3-5]. However, the relative investigations on the semi-solid isothermal heat treatment of aluminum alloys, especially on the semi-solid compressive deformation behaviour, are relatively limited. The compressive deformation behaviour could provide theory basis for the forming processing optimization of semi-solid aluminum alloys[6-8], so it is very important to investigate the effects of the deformation temperature and rate on the compressive deformation behaviour of the semi-solid aluminum alloys with nondendritic structure obtained by means of the semi-solid isothermal treatment.
The aim of the present work is to investigate the semi-solid compression deformation behaviour of the Y112 die casting aluminum alloy with nondendritic structure obtained under the semi-solid isothermal treatment condition of 570 ℃ and 120 min in order to obtain the theory and application basis of the semi-solid isothermal heat treatment of aluminum alloys.
2 Experimental
2.1 Semi-solid isothermal treatment
The Y112 die casting alloy investigated in the present study has the following chemical composition (mass fraction, %): Si8.5, Cu3.5, Mg0.2, Zn1, Mn0.35, Fe0.8, Ti0.1, Al balance. The liquidus temperature and solidus temperature of Y112 die casting alloy are 593 ℃ and 538 ℃ respectively. The experimental alloys were melted in a crucible resistance furnace. After the melt was refined by C2Cl6, the melt was held at 750 ℃ for 20 min and then poured into a permanent mould which was coated and preheated to 200 ℃. At last, the specimens of d8 mm×15 mm for semi-solid isothermal treatment were fabricated by machining.
The semi-solid isothermal treatment experiments were carried out in a pipe resistance furnace. The specimen of d8 mm×15 mm for semi-solid isothermal treatment firstly was put in a copper pipe, then the copper pipe was filled by graphite power. The specimen temperature was measured by means of a thermocouple which was fixed on the specimen surface. The heating rate and temperature fluctuating range of the pipe resistance furnace were 1 ℃/min and ±1 ℃ respectively. After the semi-solid isothermal treatment of the experimental alloy was carried out for 120 min at 570 ℃ and followed by water quenching, the specimen of d8 mm×15 mm for the following semi-solid compre- ssion deformation was obtained.
2.2 Semi-solid compression deformation
The semi-solid compressive deformation experiments were carried out by means of a Gleeble-1500 thermal-mechanical simulator in Chongqing University. The specimen temperature was measured by means of a thermocouple which was welded on the specimen surface, and graphite slices were fixed between the specimen and jigs in order to reduce the friction (Fig.1). Compressive deformation tests were carried out within a temperature range of 500-570 ℃ and a deformation rate range of 0.005-5 s-1. According to the heating technology (Fig.2), the specimen was held for 1 min after the specimen temperature reached the given deformation temperature, and then the test started. Furthermore, in order to compare the difference of compressive deformation behaviour of the experimental alloy with nondendritic structure and dendritic structure, the compressive deformation test of the experimental alloy with dendritic structure was also carried out under the condition of 500 ℃ and 5 s-1.
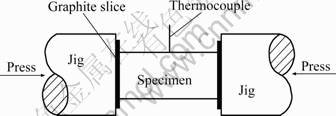
Fig.1 Schematic view of semi-solid compression
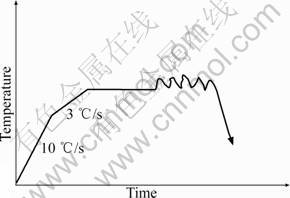
Fig.2 Schematic view of heating technology
3 Results and discussion
3.1 Effects of deformation temperature on com- pressive deformation behaviour
The true stress―strain curves of Y112 die casting alloy at the different deformation temperatures with deformation ratio of 5 s-1 are shown in Fig.3. Due to the fact that the grains in the microstructure of the experimental alloy with dendritic structure are connected to the network framework (Fig.4(a)), and the stress enduring capability of the structure with the network framework characteristic is high, it is found in Fig.3 that the solid compression stress of the experimental alloy with dendritic structure is bigger than the solid and semi-solid compression stress of the experimental alloy with nondendritic structure. But after the semi-solid isothermal treatment of the experimental alloy is carried out for over 120 min at 570 ℃ and followed by water quenching, the primary grain morphology in the structure of the experimental alloy gradually changes to sphere shape (Fig.4(b)). Because the deformation mechanism of these sphere grains is mainly the rotation, slip and movement during the semi-solid compressive deformation[9-10], and with the deformation temperature increasing, the liquid fraction in the semi-solid structure of the alloys increases the semi-solid compression stress of the experimental alloy with nondendritic structure is lower than the solid compression stress, and with the deformation temperature increasing, the compressive stress decreases. Furthermore, with the compression strain increasing, the semi-solid and solid compression stress of the experimental alloy with nondendritic structure has opposite changing tendency, and the maximium compression stress is obtained simultaneously when the compression strain is 0.07 approximately.
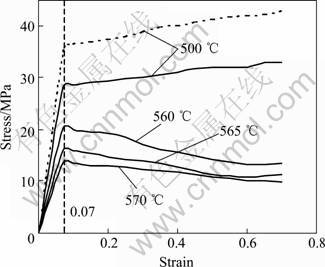
Fig.3 Stress―strain curves for Y112 die casting alloy at various deformation temperatures

Fig.4 Microstructures of Y112 die casting alloy in different states: (a) As-cast; (b) 570 ℃, 120 min isothermal heat treatment
3.2 Effects of deformation rate on compressive defor- mation behaviour
The true stress―strain curves of Y112 die casting aluminum alloy with nondendritic structure at the different deformation rates are shown in Fig.5. It is found that with the deformation rate increasing, the compressive deformation stress increases, and with the compression strain increasing, the compressive deformation stress firstly increases quickly and then gradually decreases, and the maximium compression stress is obtained simultaneously when the strain is 0.07 approximately. The situation might be related to the liquid flow and the structure compression during the semi-solid compressive deformation of the experimental alloy with nondendritic structure, especially at the initial stage of compressive deformation. In addition, when the compressive strain increases, the liquid flow increases, the liquid segregation would appear on the specimen surface, and the surface crack might appear, so the compression stress would decrease gradually[9-10].
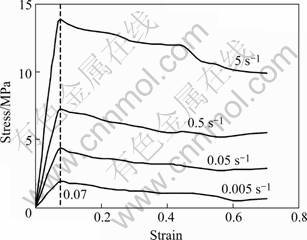
Fig.5 Stress―strain curves for Y112 die casting alloy at various deformation rates
4 Conclusions
1) After the Y112 die casting aluminum alloy semi-solid isothermally is heat treated for 120 min at 570 ℃ and followed by water quenching, with the strain increasing, the semi-solid compression stress of the alloy firstly increases rapidly, then decreases gradually.
2) Under the condition of different deformation temperatures and deformation rates, the maximium compression stress is obtained simultaneously when the strain is 0.07 approximately.
3) When the deformation rate keeps a constant, with the deformation temperature increasing, the compression stress decreases. When the deformation temperature keeps a constant, with the deformation rate increasing, the compression stress increases.
References
[1] FLEMINGS M C. Behaviour of metal alloys in the semi-solid state[J]. Metallurgical Transactions A, 1991, 22 (5): 957-981.
[2] HANS J H. Semi-solid processing of alloys and composites[J]. Foundry Management & Technology, 1998, 9: 50-57.
[3] KIM J M, KIM K T, JUNG W J. Effects of isothermal heating procedure and strontium addition on semisolid forming of AZ91 magnesium alloy[J]. Materials Science and Technology, 2002, 18: 698-674.
[4] LI Yuan-dong, HAO Yuan, YAN Feng-yun, FANG Ming. Structural evolution of AZ91D magnesium alloy during semi-solid isothermal heat treatment [J]. The Chinese Journal of Nonferrous Metals, 2001, 11( 4): 571-575. (in Chinese)
[5] WANG J L, SU Y H, TSAO Y A. Structural evolution of conventional cast dendritic and spray-cast nondendritic structure during isothermal holding in the semi-solid state[J]. Scripta Materialia, 1997, 37(12): 2003-2007.
[6] PAN Ye, CAO Hong-bo, SUN Guo-xiong. Compressive deformation behaviour and microstructure of semi-solid Al-Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(4): 552-556. (in Chinese)
[7] CHINO Y, KONATA M , IWASAKI H, MABUCHI M. An investigation of compressive deformation behaviour for AZ91 Mg alloy containing a small volume of liquid[J]. Acta Materialia, 2003, 51: 3309-3318.
[8] KANG C G, CHOI J S, KIM K H. The effect of strain rate on macroscopic behaviour in the compressing forming of semi-solid aluminum alloy[J]. Journal of Materials Processing Technology, 1999, 88: 159-165.
[9] YANG H L , ZHANG Z L , OHNAKA I. Structure evolution behaviour of semi-solid Al-Si hypoeutectic alloy with re-melting heat treatment [J]. Journal of Materials Processing Technology, 2004 , 151: 155-164.
[10] GUAN Ren-guo, WEN Jin-lin, LIU Xiang-ua, MENG Xian-yun. Manufacturing A2017 semisolid materials by SCR process and thixoforming property research[J]. The Chinese Journal of Aeronautical Materials, 2002, 22(1): 31-35. (in Chinese)
(Edited by YANG Bing)
Foundation item: Project(KJ050603) supported by the Education Bureau of Chongqing, China
Corresponding author: YANG Ming-bo; Tel: +86-23-68668874; E-mail: yangmingbo@cqit.edu.cn

