���±��: 1004-0609(2006)05-0805-06
Ti(C, N)�������մɵ��ߵ���������
ʯ����1, ֣ ��2, ���Ŀ�1, 3, Ԭ Ȫ1
(1. ��Ͽ��ѧ ��е�����ѧԺ, �˲� 443002;
2. �Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ, �Ͼ� 210016;
3. ���пƼ���ѧ ���Գ���ģ�⼰ģ���������ص�ʵ����, �人 470074)
ժ Ҫ: ��������սṤ�պͱ��浪�����������Ʊ�������Ti(C, N)�������մɿ�תλ��Ƭ�����ݶȿ�תλ��Ƭ, ���Ե�Ƭ���������ܽ��з����� �������: ��������̬45#�֡� ���̬45#�ֺͰ����岻���ʱ, ��YT15�� YG8�� TN20���, �Ʊ��ĵ��߽Ա��ֳ����ŵ��������ܺͽϸߵ���ĥ��, ���澭����������, ���ߵı���Ӳ�������HRA2.2, ���������˵��ߵĿ��ȳ�����ܡ� �����ݶȽṹ�Ľ����մɵ�Ƭ��������֡� �����Ͳ����ʱ���������ܱ����ݶȽṹ�����մɵ�Ƭ��������������, ���и��ߵ���ĥ�ԡ�
�ؼ���: Ti(C, N)�������մ�; �����ݶȿ�תλ��Ƭ; ��������; ��ĥ�� ��ͼ�����: TG506
���ױ�ʶ��: A
Cutting performance of Ti(C, N)-based cermet tools
SHI Zeng-min1, ZHENG Yong2, LIU Wen-jun1, 3, YUAN Quan1
(1. College of Mechanical and Material Engineering, China Three Gorges University,Yichang 443002, China;
2. College of Materials Science and Technology,
Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China;
3. Sate Key Laboratory of Plastic Forming Simulation and Die and Mould Technology,
Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: The nano-composite Ti(C, N)-based cermet indexable tools and functionally gradient Ti(C, N)-based cermet indexable tools were prepared by vacuum sintering process and surface heat-treatment process with hot isostatic pressing (HIP) in nitrogen, respectively, and the newly fabricated cermet cutting tools were tested by continuous turning. The results show that, comparing to the cemented carbide YT15, YG8 and cermet TN20, the newly fabricated cermet tools exhibit better performance and higher wear resistance during cutting the normalized medium carbon steel, quenched medium carbon steel and austenite stainless steel. The surface hardness of the post-treated cermets increases, and the thermal shock resistance is substantially improved. The cutting property of the cermet tools with gradient structure is much better than that without gradient structure.
Key words: nano-composite Ti(C, N)-based cermet; functionally gradient indexable insert; cutting performance; wear resistance
Ti(C, N)�������մɵ���������нϸߵ�Ӳ�ȡ� ��ĥ�ԡ� ��Ӳ���Լ������Ļ�ѧ�ȶ��Ժͼ��͵�Ħ��ϵ�����ܵ��������ձ��ע[1-4], �����ձ������ȹ��ҵõ��˳ɹ���Ӧ�á� Ϊ��һ����߽����մɲ��ϵ����ܺ��ӳ���ʹ������, �ڴ˷�����о���Ӧ��Ҳ�������ࡣ ���׳ߴ�ϳ�����߽����մ����ܵ���Ч;��, �����Ͻ����մ�ͨ������һ�������ۺ;���������ֹ������ս�Ϳɵõ���֯���ܡ� ����ϸС���ս���, �Ӷ�ʹ����ѧ���ܵõ���������[5-8]�� �����о��˽����մɱ��浪����������, Ԥ�ս���κ�ֱ���ڵ����д�������þ��б����ݶȽṹ�IJ���, �Ի�ñ�Ϳ����ϸ��ŵı�������[9 -13 ]�� �����о�����, ������������ϵı��濹���Ա�����������ĥ�������[10, 11 ]�� ����������ս���ε������Ͻ����մɱ��浪������ʱ, ���ڲ����Ͳ��Ͽ���ǿ�ȵĻ�����, ��߲��ϱ����Ӳ��, ���Ͳ��ϱ�����������Ħ��ϵ��[5, 6]�� ����������������սṤ�պͱ��浪�����������Ʊ��˸����Ե�������Ti(C, N)�������մɵ�Ƭ�����ݶȽ����մɵ�Ƭ, ����ͨ�õ��߽����˶Ա�����ʵ��, �Ե��ߵ��������ܽ����˷����� ��������������Ϻ͵�������������һ����߽����մ����ܼ����ƹ�Ӧ�þ�����Ҫ�����ۺͲο���ֵ��
1 ʵ��
���Ƶ�Ƭ�ijɷ����33%TiC-10%TiN-32%Ni-16%Mo-6.9%WC-1.5%C-0.6%Cr3C2(��������), TiC�ۺ�TiN�������ۺ��۸��϶���, �������۵�������Ϊ2��8, ����ͬ�ֳɷ�ͬʱ�Ʊ������Ͻ����մɵ�Ƭ�����ݶȽ����մɵ�Ƭ�� ��Ϸ۾���ĥ36h����, ������μ�, ��ѹ����, ѹ����Ϊ270MPa, �������κ��������ս�ͱ��浪�������� ����ս��豸ΪZT-60-20������ս�¯, �ս��¶�Ϊ1420��, ����ʱ��60min; ��������������ABB��˾������QIH-6���ȵȾ�ѹ¯����, �ս��¶�Ϊ1150��, ����N2-Ar�������Ϊ�������, ����ѹ��Ϊ100MPa, ���±�ѹʱ��Ϊ1h�� ��JSM-5600LV��ɨ��羵�۲����Ƶ�Ƭ����֯��ò��
����ʵ����CA6140��ͨ�����Ͻ���, ��Ƭ�ͺ�ΪSNUN150416, ��װ�Ƕ�Ϊ��r=75��, ��0=0��, ��0=5��, ��s=-3�㡣 ���øɳ�����ʽ�� �������ɺ��漴�����ĥ��ֵVC���������ߵ���ĥ��, ĥ�۱�ȡVCmax=0.8mm�� ���Ƶ�Ƭ��������ǰ����ѧ���ܵı仯���Աȵ�Ƭ�ijɷּ�����ָ�����1���С�
��1 ʵ���õ�Ƭ�ɷּ�������ָ��
Table 1 Component and mechanical properties of used inserts
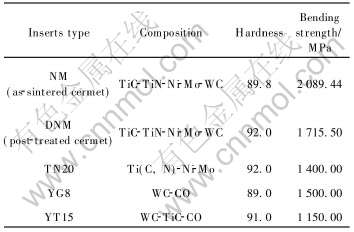
ʵ���ñ��������ϵ�״��: ����̬45#�ְ���, Ӳ��ΪHRC21; ���̬45#�ְ���, Ӳ��ΪHRC52~53; ������HT200����, Ӳ��ΪHB225~240; �����岻���1Cr18Ni9Ti����, Ӳ��ΪHB187��
2 ���������
2.1 ��֯�ṹ
����ս���ս���پ���������������SEM����ͼ1��ʾ�� ��ͼ1(a)��֪, ����ս��������Ͻ����մ��ɵ��͵�о-�ǽṹ�ͽ���ճ�������, ��о-�ǽṹ�Ǻ�ɫо����ΧΧ���Ż�ɫ������, ��ɫо����Ti(C, N)������, ������Ϊ��W��Mo��(Ti, W, Mo)(C, N)������, ���ֻ���������ڻ����������ࡣ ϸС�İ�о-�ҿǽṹ, ��оΪ�ڹ����ս���γɵ�(W, Mo, Ti)(C, N)������, �ҿ�����Һ����γɵ���Ԫ��Mo�� W�����ϵ͵�(W, Mo, Ti)(C, N) [5-7, 14, 15]��
��ͼ1(b)�ɿ���, ����������, �����մɱ�����������֯���������Ա仯, �ھ��������Լ20��m��������, ��������ϸ��, С����Ӳ������ռ�������������, �ڻ����������ʧ, �ھ����3~10��m�ķ�Χ��, ������״��ճ��������İ�ɫ��W�� Mo���������ࡣ �о�[9, 13]����: ��N2����������, �����մɱ�����N�Ļ�ȱȻ����ڲ�N�ĸ�, �ٽ��˻����ڲ��Ͻ�Ԫ�ص���ɢ, �ڱ����������γ��ݶȷֲ�, ��W�� Mo��������ܽ�, W�� Moԭ��������ڲ���ɢ, Tiԭ������ϱ�����ɢ�� ������ɢ�ڲ��ϱ����γ��˸�Ti��N��Ӳ����, ����Ӳ�����γ���һ��Ni������ԽϸߵĹ��ɲ㡣 �����ڴ�������ܽ�, ʹ�þ���ϸ��, ����˲��ϱ����Ӳ�ȡ� ������Ӳ����������ڵ����¶ȽϵͶ�δ���ֳ�������ܽ�����, ������ϵĿ���ǿ��ֻ�����н��͡�

ͼ1 �����մɵ�Ƭ���ϵı�������֯SEM��
Fig.1 SEM images of surface zones of newly fabricated metal cermets
2.2 ���ȳ����
���о�������̬45#�ְ���Ϊ����������, ����ϳ3�����ȷֲ��IJ�(10mm��10mm), ��������ΪvC=219.8m/min, f=0.1mm/r, ap=0.5mm, ������Բ���������ķ�ʽ, ͨ��������ͬ��������µ��ߵ�ĥ�������Աȼ��鵶�ߵĿ�����ԡ� ���Ƶ�Ƭ�ڲ�ͬ��������µ�ĥ��������ͼ2��ʾ��
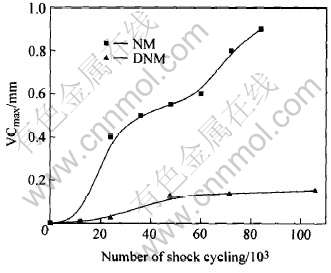
ͼ2 �����մɵ��ߵij������ʵ������
Fig.2 Interrupted cutting curves of newly fabricated metal cermets
��ͼ2�ɿ���, ����ͬ�ij������������, ��������������Ƭ(DNM)�ĵ���ĥ������δ������������Ƭ(NM)�ĵ���ĥ������7������, �ɼ����浪�������ɼ�����ߵ��ߵĿ��ȳ�����ܡ�
2.3 ��ĥ��
ͼ3(a)��ʾΪ���Ƶ�Ƭ��YT15�� TN20��������̬45#�ֵ�ĥ����̶Ա����ߡ� ��������ΪvC=323m/min, f=0.5mm/r, ap=0.5mm�� ͼ3(b)��ʾΪ���Ƶ�Ƭ��YT15�� TN20�������̬45#�ֵ�ĥ����̶Ա�����, ��������ΪvC=47.2m/min, f=0.1mm/r, ap=0.5mm�� ͼ3(c)��ʾΪ���Ƶ�Ƭ��YG8�� TN20����������ĥ����̶Ա����ߡ� ��������ΪvC=80m/min, f=0.3mm/r, ap=0.5mm�� ͼ3(d)��ʾΪ���Ƶ�Ƭ��YG8�� TN20���������岻��ֵ�ĥ����̶Ա����ߡ� ��������ΪvC=62.8m/min, f=0.5mm/r, ap=0.5mm��
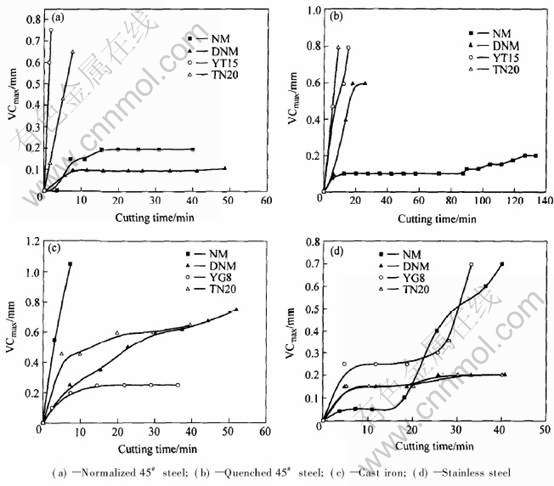
ͼ3 Ӳ�ʺϽ�Ƭ���������ܶԱ�
Fig.3 Comparison of cutting performance of different cemented carbides
��ͼ3(a)���Կ���, YT15�� TN20���ں̵ܶ�ʱ���ڴﵽ��ĥ�۱�, ���֮��, ���Ƶ�Ƭ���ֳ��Ϻõ���ĥ�ԡ� ��ͬ��������ʱ����, ���Ƶ�Ƭ���������������ĥ�������2����
��ͼ3(b)���Կ���, ��������ʱ���Ƶ�ƬNM���ֳ��dz��������������, ������ʱ��Ϊ133minʱ, ��������ĥ����VCmax=0.2mm; ����������, ��Ƭ����ĥ���½�, ���Ա�����ʽʧЧ�� ����Ƭ�����öȶ��Ƚ϶�, YT15�����ö�Ϊ14min, TN20�����ö�Ϊ8min��
��ͼ3(c)���Կ���, ��ѡ�õ�����������������ʱ, ���Ƶ�ƬNM�� DNM��TN20����ĥ�Ե���YG8��Ƭ�ġ� DNM��Ƭ��NM��Ƭ���, ���ߵ����ö������Լ10��, 30min��, ��Ƭ����ĥ����TN20���ơ�
��ͼ3(d)���Կ���, ��������ֵij�ʼ16min��, NM���ֳ��Ϻõ���ĥ�Ժ�ʹ������, NM��Ƭ��ĥ����ΪDNM�� TN20ĥ������1/3, ΪYG8ĥ������1/5; ������ʱ����ӳ�, NM��Ƭ��ĥ��Ӿ�, ��NM��Ƭ��ʹ��������YG8��1.3���� DNM��Ƭ�����������ʱ��ĥ������ͬTN20�����ơ�
3 ����
����ʱ�����մɵ��߱�������Ա�����Ҫ������ճ����Ni����ɢ��Ծ, �ײ�����̬�ָ�, ����̼Ӳ������ֹ�����ֶ�̬�ָ�ʹ�ò��ϵ���ǿ��, ͬʱ������ճ�����еĵ�Ҳ����ֹ���ֶ�̬�ָ�[16]�� ��˱��浪��������������ֹ���߱���ĸ��±���, �����ߵ��߱���ĸ���ǿ��, ����˵��ߵı��濹���Ա�����[10, 11]�� �ұ���Ӳ�ȵ���߽����˵��ߺ����뱻�������ϼ��Ħ��ϵ��, ��˶�������ʱ�ɽ����������������¶�, ʹ�õ��߱�����ܵ����� ѹ��Ӧ������, ����˵��߱���Ŀ�ƣ������, ��˵��ߵĿ��ȳ�����ܵõ��������ߡ�
��������̬45#��, ����������DNM��Ƭ����ĥ��Ҫ��������δ��������NM��Ƭ��, �������ĥ�������2��, ��֪�������������ɽϴ�̶ȵ���ߵ������ĥ�ԡ� YT15��TN20��Ƭ����������̬45#�ֵĹ�����, ���лɽ�����, ��TN20��Ƭ�Ļ�м����������, ��м���������������⸲��, ��������Ĺ��Ƚϲ�, �ɼ�YT15��TN20��Ƭ�����������о��нϸߵ������¶ȡ� ��˵�����Ƶ�Ƭ��ͬ������������, ������̬45#�־��и��͵�Ħ��ϵ��, �������������¶�ҪԶС��YT15��TN20�ġ� �ɼ����Ƶ�Ƭ���ٴ�������������������̬45#��ʱ, ���н�������������ܡ�
��������ʱ, NM��Ƭ�����Ƹ���ͻ���� ��ѡ��������������, TN20��YT15�����ڼ��̵�ʱ����ʧЧ, �Ӵ��ֵĶԱ���������Ҳ�ɵó��˽��ۡ� TN20��YT15��������ʱ�����������ܴ�, ���µ�Ƭ�����öȽϵ�; �����Ͻ����մ�NM��Ƭ������������Խ�С, �ҵ�Ƭ�����Խϴ�, �������������ʱ���ֳ����������ĥ��, ��Ƭ�����ö�Ҳ�ϴ�
��������ʱ, ����������ƬDNM����ĥ��Զ����NM��Ƭ��, ��Ƭ��ʧЧ��ʽΪ����, �Ӷ����µ��⼱��ĥ��, ����TN20��YT15���, Ҫ�Ժ�һЩ�� ����������Ƭ������Ni��������, ʹ��DNM��Ƭ�ı��������½��� �������ӡ� ͬʱ, �ڵ�������������, �����Ͻ�Ԫ�غ����ı仯���ܵ���Ӳ�����ճ�����Ľ���Ӧ�������仯, ��N�ɵ��߱���������ڲ�����ɢ, ����ճ����ļ�����ʹ��Ӳ�����ճ����Ľ����������, ʹ��Ӳ�����ճ����Ľ��������½��� �ڼӹ�����ʱ, ��Ƭ����������������������¶�Զ����������������ʱ�����������������¶�, ��м���γɺ����߶Ե�������˷dz���ļ�������, Ӳ�����ճ����Ľ��������ڼ���������������չ, �ڵ��߱����γɽϴ������, �Ӷ������˵��ߵı���ʧЧ��
����������֯�ص��ǽ�������������ʯī, ��������ʱ, ���ߵ�������ò�����, ��ʯī������Ϊ���ߴ��ڿճ�״̬, �ڽ������崦, ���߲ŷ�������, ���ߵ�ʵ����������Ϊ������������, �Ե��в����˽ϴ���ȳ���� ������ʱ, ��м�Ķ����Ǵ�ʯī����ʼ�IJ���������������뵽�Ѽӹ��ı�������, ����������Ƶ����������ѶԵ�������������� ���浪�������ϴ�̶ȵ�����˵��߱���Ŀ��ȳ������, ���DNM��Ƭ����������ʱ����ĥ��Ҫ����NM��Ƭ�ġ� ����30min��, DNM��Ƭ��ĥ������ͬTN20������, ����������ڵ�����浪���㱻ĥ����� ����YG8���, ����������ƬDNM��������ʱ������������Ȼ�ϲ �ɼ����Ƶ�Ƭ���ʺ��ڴ�����������������������
�����岻��ֵľ���ṹΪfcc�ṹ, ������մɵľ���ṹ��ͬ, �ҺϽ�Ԫ���뵶�߲�������, ��������ʹ����м�ײ�ĺϽ�Ԫ����ɢ��Ծ, �������������������, ��м����������ܴ�, ��м�����Ԫ�ع���������������ϵ����ء� ���浪��������, ���ڵ��߱��浪�����Ni��������, �ҵ��߱�����̼Ӳ�����ճ����Ni�Ķ�̬�ָ����нϴ����ֹ����, �����˵�м����Ԫ�صĹ���, ��������������岻���ʱ, DNM��Ƭ���ֳ����������ĥ�ԡ� ���������ʱ, DNM��Ƭ����ĥ����TN20��Ƭ������, DNM�ı���Ӳ����TN20��Ƭ����ͬ, Ӳ�ȵ����ʹ�õ�Ƭ����ĥ����ߡ�
4 ����
1) ���浪�������ɴ������ߵ��ߵĿ��ȳ������, ��������̬45#�֡� �������Ͱ����岻���ʱ, ��ѡ�����������ķ�Χ��, ���浪����������ߵ�Ƭ����ĥ�ԡ�
2) ����������������̬45#�֡� ���̬45#�ֺͰ����岻���ʱ, ���Ƶ�����ͨ�õ�����Ⱦ���������������ܺͽϸߵ������Ժ���ĥ�ԡ�
3) ��������ʱ, ���浪�������ߵ���ĥ���нϴ�̶ȵ����, ����ĥ��������TN20�ġ� ����YG8�������, ���Ƶ��ߵ��������ܽϲ
REFERENCES
[1]Ettmayer P, Kolaska H, Lengauer W, et al. Ti(C, N) cermets-metallurgy and properties[J]. Refractory Metals & Hard Materials, 1995,13(6): 343-351.
[2]Viatte T, Bolognini S, Gutard T, et al. Investigation into the potential of a composite combining toughness and plastic deformation resistance[J]. Refractory Metals & Hard Materials, 1999, 17(1-3): 79-89.
[3]D��Errice G E, Bugliosi S, Cuppini D, et al. A study of cermet��s wear behaviour[J]. Wear, 1997, 203-204: 242-246.
[4]Bolognini S, Feusier G. High temperature mechanical behaviour of Ti(C, N)-Mo-Co cermets[J]. Refractory Metals & Hard Materials, 1998, 16(4-6): 257-268.
[5]֣��. ϸ����Ti(C, N)�������մɸ��ϲ��ϵ��о�[D]. �人: ���пƼ���ѧ, 2002.
ZHENG Yong. Research on a Composite of Fine Grained Ti(C, N)-based Cermet[D]. Wuhan: Huazhong University of Science and Technology, 2002.
[6]���Ŀ�. �ȵȾ�ѹ(HIP)��ϸ���������մ��Ʊ��е�Ӧ��[D]. �人: ���пƼ���ѧ, 2003.
LIU Wen-jun. The Application of Hot Isostatic Processing on a Composite of Fine Grained Ti(C, N)-based Cermets[D]. Wuhan: Huazhong University of Science and Technology, 2003.
[7]ZHENG Yong, XIONG Wei-hao, LIU wen-jun, et al. Effect of nano addition on the microstructures and mechanical properties of Ti(C, N)-based cermets[J]. Ceramics International, 2005, 31(1): 165-170.
[8]���Ŀ�, ֣��, ����. �ս��¶ȶ�ϸ����Ti(C, N)���մ���֯�����ܵ�Ӱ��[J]. ��Ͽ��ѧѧ��, 2003, 25(2): 114-117.
LIU Wen-jun, ZHENG Yong, YOU Min. Influence of sintering temperature on microstructure and property of Ti(C, N)-based cermets[J]. Journal of China Three Gorges University, 2003, 25(2): 114-117.
[9]Zackrisson J, Rolander U, Wein G, et al. Microstructure of the surface zone in a heat treated cermet material[J]. Int J Refr Met Hard Mater, 1998,16(4-6): 315-322.
[10]Zackrission J, Rolander U, Jansson B, et al. Microstructure and performance of a cermet material heated-treaded in nitrogen[J]. Acta Mater, 2000, 48(17): 4281-4291.
[11]K��nigshofer R, Eder A, Lengauer W, et al. Growth of the graded zone and its impact on cutting perfor-mance in high-pressure nitrogen modified functionally gradient hardmetals[J]. Journal of Alloys and Compounds, 2004, 366(1-2): 228-232.
[12]֣��, ��Ω�, ��У��, ��. Ti(C, N)�������մɹ����ݶȲ��ϵ��Ʊ�[J]. ��ĩұ����, 2002, 20(4): 195-199.
ZHENG Yong, XIONG Wei-hao, ZONG Xiao-jun, et al. Processing of functionally graded Ti(C, N)-based cermets[J]. Powder Metallurgy Technology, 2002, 20(4): 195-199.
[13]֣��, ��Ω�, ��У��, ��. Ti(C, N)�������մɱ��浪��������ı�����֯�ṹ���γɻ���[J]. ������ѧ��, 2003, 31(3): 262-267.
ZHENG Yong, XIONG Wei-hao, ZONG Xiao-jun, et al. Surface microstructure and forming mechanism of Ti(C, N)-based cermet heat-treated in nitrogen[J]. Journal of the Chinese Ceramics Society, 2003, 31(3): 262-267.
[14]LI Chen-hui, XIONG Wei-hao, YU Li-xin. Evolution of Ti(C, N)-based cermet microstructures[J]. Trans Nonferrous Met Soc China, 2002, 12(2): 214-217.
[15]ZHENG Yong, XIONG Wei-hao, YOU Min, et al. Microstructural evolution and characteristics during sintering of submicron Ti(C, N)-based cermet[J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1424-1429.
[16]����. Ti(C, N)�������մɵĸ�����ѧ����[J]. Ӳ�ʺϽ�, 1995, 12(3): 187-189.
ZHANG Qing. The mechanical behavior of Ti(C, N)-based cermet under high temperature[J]. Cemented Carbide, 1995, 12(3): 187-189.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50104006); ����ʡ�����������˲Ź��̻���������Ŀ(2003-31); ��Ͽ��ѧ�����ѧ��������������Ŀ(KJA0456)
�ո�����: 2005-08-01; ������: 2005-03-20
ͨѶ����: ֣ ��, ����,��ʿ; �绰:025-84895790; E-mail: shzm@ctgu.edu.cn
(�༭����)

