An effective approach for improving flotation recovery of molybdenite fines from a finely-disseminated molybdenum ore
来源期刊:中南大学学报(英文版)2018年第6期
论文作者:顾帼华 林清泉 王晖 WANG Chong-qing(王重庆) 刘有才 符剑刚 朱仁锋
文章页码:1326 - 1339
Key words:molybdenite fines; molybdenum ore; particle size; oil agglomerate flotation; transformer oil; froth flotation
Abstract: An effective flotation approach is proposed for improving the recovery of molybdenite fines from a finely-disseminated molybdenum ore. To maximize the flotation recovery of molybdenum, process mineralogy of raw ore, contrast tests, optimization of operation conditions and particle size analysis were systematically investigated. Process mineralogy suggests that in the raw ore, 61.63% of molybdenite particles distribute in the <20 μm size fraction, and intergrow with muscovite and pyrite as the contained and disseminated type. Contrast tests indicate that conventional flotation responds to poor collection efficiency for particles less than 25 μm. Oil agglomerate flotation (OAF) process demonstrates an obvious superiority in improving the flotation recovery of molybdenite fines. Furthermore, the flotation results of OAF process reveal that the dosage of transformer oil plays a critical role on the average size of collected mineral particles agglomerates and the molybdenum recovery. In addition, industrial tests illustrate that compared with the Mo–S bulk flotation approach, OAF process not only increases Mo recovery and grade of molybdenum concentrate by 22.75% and 17.47% respectively, but also achieves a sulfur concentrate with a superior grade of 38.92%.
Cite this article as: LIN Qing-quan, GU Guo-hua, WANG Hui, WANG Chong-qing, LIU You-cai, FU Jian-gang, ZHU Ren-feng.An effective approach for improving flotation recovery of molybdenite fines from a finely-disseminated molybdenum ore [J]. Journal of Central South University, 2018, 25(6): 1326–1339. DOI: https://doi.org/10.1007/s11771-018-3829-1.

J. Cent. South Univ. (2018) 25: 1326-1339
DOI: https://doi.org/10.1007/s11771-018-3829-1

LIN Qing-quan(林清泉)1, 2, GU Guo-hua(顾帼华)3, WANG Hui(王晖)2, WANG Chong-qing(王重庆)2,
LIU You-cai(刘有才)2, FU Jian-gang(符剑刚)2, ZHU Ren-feng(朱仁锋)3
1. School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China;
2. Jiangxi Copper Technology Research Institute Co. Ltd., Jiangxi Copper Corporation,Nanchang 330096, China;
3. School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract: An effective flotation approach is proposed for improving the recovery of molybdenite fines from a finely-disseminated molybdenum ore. To maximize the flotation recovery of molybdenum, process mineralogy of raw ore, contrast tests, optimization of operation conditions and particle size analysis were systematically investigated. Process mineralogy suggests that in the raw ore, 61.63% of molybdenite particles distribute in the <20 μm size fraction, and intergrow with muscovite and pyrite as the contained and disseminated type. Contrast tests indicate that conventional flotation responds to poor collection efficiency for particles less than 25 μm. Oil agglomerate flotation (OAF) process demonstrates an obvious superiority in improving the flotation recovery of molybdenite fines. Furthermore, the flotation results of OAF process reveal that the dosage of transformer oil plays a critical role on the average size of collected mineral particles agglomerates
agglomerates and the molybdenum recovery. In addition, industrial tests illustrate that compared with the Mo–S bulk flotation approach, OAF process not only increases Mo recovery and grade of molybdenum concentrate by 22.75% and 17.47% respectively, but also achieves a sulfur concentrate with a superior grade of 38.92%.
and the molybdenum recovery. In addition, industrial tests illustrate that compared with the Mo–S bulk flotation approach, OAF process not only increases Mo recovery and grade of molybdenum concentrate by 22.75% and 17.47% respectively, but also achieves a sulfur concentrate with a superior grade of 38.92%.
Key words: molybdenite fines; molybdenum ore; particle size; oil agglomerate flotation; transformer oil; froth flotation
Cite this article as: LIN Qing-quan, GU Guo-hua, WANG Hui, WANG Chong-qing, LIU You-cai, FU Jian-gang, ZHU Ren-feng.An effective approach for improving flotation recovery of molybdenite fines from a finely-disseminated molybdenum ore [J]. Journal of Central South University, 2018, 25(6): 1326–1339. DOI: https://doi.org/10.1007/s11771-018-3829-1.
1 Introduction
Molybdenum resources have been exploited on a large scale due to the high price of molybdenum metal over recent years. With the increasing depletion of easily-processed molybdenum deposits, the utilization of finely-disseminated and refractory molybdenum ores receives more and more attention. Based on the wonderful natural floatability of molybdenite, it is generally accepted that froth flotation is the best process route for the recovery of molybdenite [1, 2]. Ground molybdenite particles exhibit two kinds of surfaces, i.e. hydrophobic faces and hydrophilic edges. Molybdenite with large particle size is generally considered as a naturally hydrophobic mineral and is easy to beneficiate by froth flotation. However, as the particle size decreases, the faces to edges ratio reduces and thus the hydrophobicity of molybdenite surfaces also reduces, consequently its flotation efficiency falls sharply [3-5]. Moreover, fine mineral particles usually show poor flotation performance, which is mainly originated from low probabilities of collision and adhesion of mineral particles to air bubbles due to their small mass [6-11]. Accordingly, it is a great challenge for conventional froth flotation to recover molybdenite fines from the finely-disseminated molybdenum ores.
In recent years, based on the fact that conventional flotation is inefficient in the sub-sieve size below 38 μm, various techniques such as carrier flotation, floc-flotation, column flotation and oil agglomeration flotation have been developed to improve the flotation efficiency of fine particles [3, 12-15]. Among these techniques, oil agglomeration flotation (OAF) is a promising approach for the treatment of fine particles due to the advantages of high recovery and simplicity of operation [16]. The basic process of OAF can be described as follows: when a small amount of oil is added to the agitated slurry, it acts as an adhesive between hydrophobic fine particles by the capillary force, giving rise to big aggregates consisting of fine particles bridged by the added oil. Bigger hydrophobic aggregates are then formed and replace individual fine particles to interact with air bubbles, whereas the hydrophilic particles remain unaffected in the slurry [11]. Consequently, the agglomerated products can be separated from the slurry by simple froth flotation operation, owing to the enhanced collision and attachment probabilities between fine particles and bubbles.
Up to date, this oil agglomeration process is not a novel technique in the mineral industry, and it has been investigated to improve the recovery and grade of coal fines [17-21], recover fine sized gold and metal oxide minerals [14, 22, 23], separate oil ink from waste paper [24] and purify the waste water [25, 26]. Recently, there are also some studies on the hydrophobic agglomerate flotation of molybdenite fines [3, 27, 28]. Most of the oil agglomeration studies have been conducted with naturally hydrophobic particles such as coal, gold and molybdenite with good floatability, and mainly focus on a system that has only fine particles. However, as far we are aware, there is nearly no successful research and industrial application on oil agglomeration flotation of finely-disseminated molybdenum ore with the molybdenite size <20 μm.
In the previous study of our team, the OAF process has been successfully applied to recover molybdenite from ultrafine waste tailings under industrial scale [16]. An important result was found that compared to kerosene, diesel and rapeseed oil, transformer oil provided the best flotation indexes in OAF process due to its appropriate length of carbon chain, kinematic viscosity and cyclical structure. Therefore, in this work, a finely- disseminated molybdenum ore was beneficiated by OAF process using transformer oil as the collector and bridging reagent. The objective of this work is to efficiently recover molybdenite fines from the refractory molybdenum ore, obtain a molybdenum concentrate with high recovery and satisfied grade on industrial scale. The operating conditions of OAF process including grinding fineness, Na2S amount, frother and transformer oil dosage, cleaning approaches and inhibitor type were optimized. Meanwhile, physico-chemical problems depending on the oil amount were also discussed.
2 Materials and methods
2.1 Materials
The ore samples used in this study were taken from a molybdenum mine in Chifeng City of the Inner Mongolia Autonomous Region, China. The samples were first crushed to a particle size < 2 mm using a jaw crusher and roller grinding machine. The crushed products were then thoroughly mixed and subjected to a coning and quartering technique to prepare representative samples. Finally, these representative samples were collected and used for the flotation experiments. To investigate the chemical composition and mineralogy of the molybdenum ore, X-ray fluorescence (XRF), reflecting microscope, scanning electron microscope (SEM) and energy dispersive spectroscope (EDS) analyses were performed.
2.2 Reagents
In the oil agglomeration flotation experiments, transformer oil was used as the collector or bridging reagent. Transformer oil is composed mainly of cycloalkanes and has a length of carbon chain of C16-C23. Its density is 0.895 g/cm3 at 20 °C and its kinematic viscosity is 11.5 mm2/s at 40 °C [16]. Its surface tension is 29.5 mN/m (determined by drop weight method). Moreover, kerosene was used as collector of molybdenite in the conventional flotation. Pine oil was used as the frother. Pine oil, kerosene and transformer oil were industrial chemicals. Additionally, calcium oxide, sodium silicate, sodium sulfide and sodium thioglycollate (STG) were industrial grade and used as flotation regulators.
2.3 Methods
In the roughing stage of oil agglomerate flotation, 500 g raw ore was ground to 90% passing 74 μm mesh in a XMQ–240×90 mm cone-type ball mill (Nanchang, China) at a pulp density of 55% by mass. Before grinding, the desired amounts of activator (Na2S) and collector (transformer oil) were added in the ball mill. After grinding, the pulp was transferred to a XFD–1.5 L flotation cell (Changchun, China) for roughing operation. For all roughing tests, 500 g ore sample was used, and the pulp density of 30% and the agitation speed of 1500 r/min were adopted. In addition, an effective amount of frother (pine oil) was added and conditioned for 3 min. Air was then fed and the froth flotation was conducted for 5 min during which a rougher froth product was collected. Afterwards, transformer oil was then introduced into the flotation cell, and the flotation was continued for 3 min. The froth products were mixed together as rougher concentrates. In order to further obtain a high recovery of molybdenum, the second rougher flotation tailings were then subjected to a scavenging process on the spot. The scavenger froth product was returned to the former rougher operation and the suspension in the tank was considered as the final tailing (Tailing 1). Then, the rougher concentrates and final tailing were filtered, dried, weighed and sampled for further analysis and mass balance calculation.
In the Mo–S separation stage of OAF, the rougher concentrates collected at the first stage were reground to 99% passing 38 μm in a XMQ–240×90 mm ball mill at a pulp density of 55% by mass. Before regrinding, the desired amount of transformer oil was introduced to the ball mill. Afterwards, the regrinding products were subjected to a Mo/S flotation separation using sodium thioglycollate as the inhibitor of pyrite in XFD–1.0 L and XFD–0.5 L flotation cells (Changchun, China). By adopting a circuit of one rough flotation, three scavengers and five cleaners, the molybdenum concentrate was obtained as froth product, while the tailing (Tailing 2) was remained in the flotation cell. Finally, the flotation concentrates and tailings were collected, filtered, dried, weighed and assayed. The principle flotation flowchart for recovering molybdenite fines from the molybdenum ore is depicted in Figure 1. Similarly, conventional flotation experiments were conducted as the above flowsheet while the reagent scheme was different. Either conventional flotation or OAF, the flotation tests were carried out at least three times for each condition, and the average molybdenum grade and recovery of products were reported.
The particle size distribution of froth concentrate was determined by two methods. The average size of agglomerates was determined using a sieve analysis aiming at the directly dried agglomerates. It was specially noted that the size of agglomerates could not be fully represented by the dry sieve analysis result, but the result should be consistent with statistical laws in the parallel test. Moreover, the median size of mineral particles
was determined using a sieve analysis aiming at the directly dried agglomerates. It was specially noted that the size of agglomerates could not be fully represented by the dry sieve analysis result, but the result should be consistent with statistical laws in the parallel test. Moreover, the median size of mineral particles  was determined using Mastersizer 2000 laser particle size analyzer (Malvern Instruments Ltd. United Kingdom) by dispersing the froth particles in absolute alcohol. In order to get accurate information of the agglomerates, the flotation concentrates were soaked and cleared with ethanol repeatedly, and the washed concentrates were dried and then sonicated for 10 min before the measurement of particle size. The particle size analysis was repeated at least three times for three froth concentrates obtained under the identical conditions.
was determined using Mastersizer 2000 laser particle size analyzer (Malvern Instruments Ltd. United Kingdom) by dispersing the froth particles in absolute alcohol. In order to get accurate information of the agglomerates, the flotation concentrates were soaked and cleared with ethanol repeatedly, and the washed concentrates were dried and then sonicated for 10 min before the measurement of particle size. The particle size analysis was repeated at least three times for three froth concentrates obtained under the identical conditions.
3 Results and discussion
3.1 Physicochemical properties of molybdenum ore
Process mineralogy of molybdenum ore suggests that the major metallic minerals are pyrite, molybdenite, magnetite, pyrrhotite and chalcopyrite. Moreover, the predominant gangue minerals are quartz, muscovite, sericite, biotite, feldspar and amphibole. Specifically, the contents of molybdenite and pyrite are 0.34% and 2.97% respectively, and the easy-floating mica minerals including muscovite, sericite and biotite account for 37.52% in the total minerals (Table 1). Table 2 shows that the ore sample contains 0.21% Mo and 5.66% S, which are the main recycled elements in mineral processing. The phase analysis of the molybdenum ore indicates that molybdenum mineral mainly occurs as sulfides (98.49%) and only 1.51% amount as molybdenum oxide.
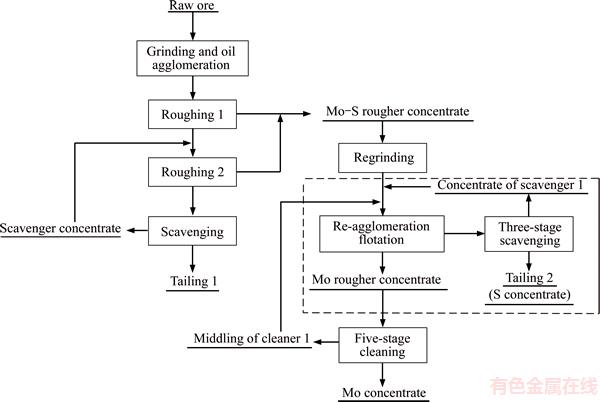
Figure 1 Principle flotation flowchart for recovering molybdenite fines from molybdenum ore
Under the microscope, molybdenite is gray-white and exhibits two modes of occurrence. One is a micro-fine granular monocrystal with a particle size of 1-20 μm, which finely distributes in the gangue minerals and pyrite as disseminated type (Figure 2(a)). The other is a coarser flake aggregation with a poor crystallinity and a maximum particle size of 140 μm (Figure 2(b)). These molybdenite aggregates commonly contain a number of fine gangue inclusions such as muscovite, sericite and quartz. Figures 2(c) and (d) show SEM and EDS images of molybdenite and muscovite in the raw ore. The SEM image demonstrates that small amounts of molybdenite particles have an extremely fine size with the width less than 0.5 μm and the length less than 5 μm. Moreover, it is evident from the EDS images that the fine molybdenite particle (tag 1 in Figure 2(c)) contains several small inclusions such as muscovite and pyrite. Also, some extremely fine molybdenite and pyrite particles are embedded into the matrix of muscovite (tag 2 in Figure 2(c)). Accordingly, it can be inferred that these fine molybdenite particles are difficult to fully liberate during the milling process.
In addition, the dissemination sizes of pyrite and molybdenite in the massive ore were also measured under the microscope, and the results are displayed in Table 3. As shown, pyrite exhibits a wide distribution in particle size, while molybdenite exhibits an uneven distribution and mainly disseminates in the ore as the micro-fine granular type. The distribution rates of pyrite and molybdenite with size >74 μm are 32.89% and 9.44%, respectively. However, for the size fraction <20 μm, the distribution rate of molybdenite (61.63%) is far greater than that of pyrite (12.47%). It deserves to be specially noted that particles less than 10 μm contain 39.07% of molybdenite. It is confirmed that the recovery of fine particles is very important.
Table 1 Mineralogical composition of molybdenum ore

Table 2 Results of typical chemical composition of molybdenum ore (mass fraction, %)

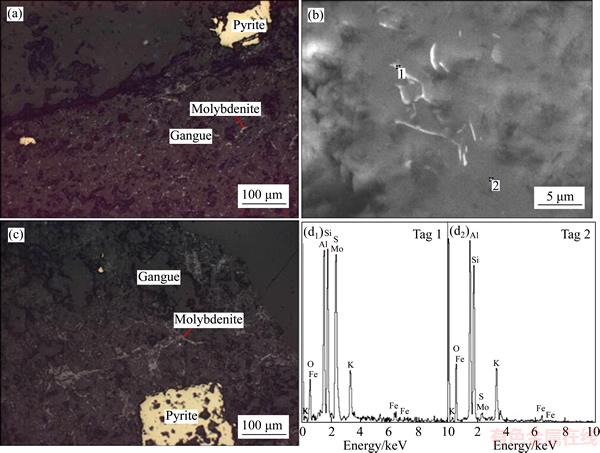
Figure 2 Optical microscopy images of molybdenite as micro-fine granular monocrystal (a) and aggregates (b), SEM (c) and EDS analysis (d) of molybdenite (tag 1) and muscovite (tag 2) in raw ore
3.2 Conventional flotation and oil agglomeration flotation
Conventional flotation and OAF tests were conducted using the principle flowsheet given in Figure 1. In the conventional flotation, the collector was added to the pulp after grinding. However, in the OAF process, the collector was introduced in the ball mill before grinding. The other operation sequences are identical for both conventional flotation and OAF process. Moreover, the grinding fineness is fixed at 85% passing 74 μm and the regrinding fineness is controlled at 99% passing 38 μm. The flotation results are listed in Table 4.
Conventional flotation obtains less than 48% Mo recovery with about 20% Mo grade in the molybdenum concentrate, indicating that a Mo recovery rate of above 52% is lost in the tailings (Tailing 1+2). On the other hand, OAF process using 7.1 kg/t transformer oil as collector and bridging reagent can obtain a superior molybdenum concentrate containing 25.17% Mo with 71.91% Mo recovery. Compared to conventional flotation,OAF process can significantly increase the molybdenum recovery of concentrate by above 24.63%.
Table 3 Dissemination size analyses of pyrite and molybdenite in molybdenum ore
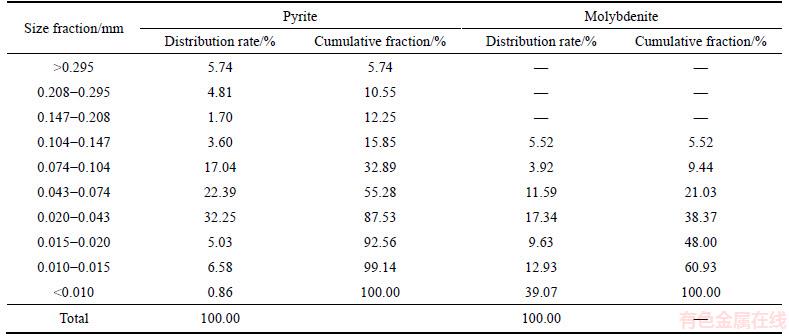
Table 4 Contrast test results of conventional and oil agglomeration flotation

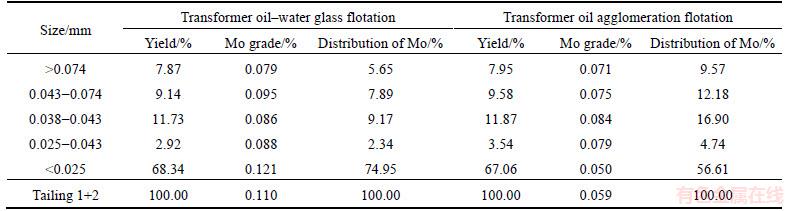
To find the reason why conventional flotation is not effective for the molybdenum recovery, the molybdenum distribution in the tailings (Tailing 1+2) of conventional and oil agglomeration flotation was measured via sieving tests, and the results are shown in Table 5.
As evident from Table 5, the tailings of conventional and oil agglomeration flotation exhibit a similar mass distribution in particle size, but there exists a great difference in molybdenum distribution for the <25 μm size fraction. In the conventional flotation tailings, about 75% of molybdenum metal remains in the <25 μm fine particles and the molybdenum grade is 0.12%. With respect to the OAF tailings, 56.61% of molybdenum distribution with a low grade of 0.05% is in the <25 μm size fraction. Apparently, more molybdenite particles below 25 μm are reported to the tails produced by conventional flotation, thus leading to a greater loss of molybdenum metal. The fine molybdenite particles are not well floated using the conventional flotation method, but these particles can be effectively recovered by OAF process, indicating that OAF has some obvious advantages in collecting molybdenite fines. Therefore, taking the contrast test results and raw ore properties into consideration, OAF process is adopted to treat with the refractory molybdenum ore instead of conventional flotation.
Table 5 Molybdenum distribution in tailings (Tailing 1+2) of conventional and oil agglomeration flotation
3.3 Roughing stage of oil agglomeration flotation
3.3.1 Effect of grinding fineness on rougher flotation
The grinding fineness mainly determines the single separation degree of the useful composition in the ore, and is the foundation of good flotation technical indexes [29]. Therefore, it is of great significance to seek the appropriate grinding fineness and is also the key of improving the quality of molybdenum concentrate. The experimental conditions are as follows: 6 kg/t Na2S, 1.6 kg/t transformer oil and 0.6 kg/t pine oil are used in the rougher flotation. The effects of grinding fineness on rougher flotation indexes and single separation degree of molybdenite are shown in Figure 3.
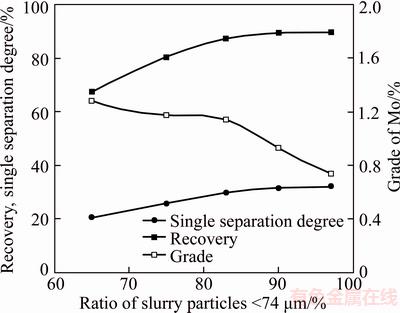
Figure 3 Effects of grinding fineness on rougher flotation indexes and single separation degree of molybdenite
As evident from Figure 3, with an increase of grinding fineness from 65% to 90% <74 μm, the molybdenum recovery of rougher concentrate significantly increases from 67.38% to 89.36% since the single separation degree of molybdenite rises from 20.60% to 31.53%. At the same time, the molybdenum grade of rougher concentrate slightly changes at first and then gradually decreases from 1.14% to 0.93% with the increase of the grinding fineness. When the grinding fineness exceeds 90% passing 74 μm, the recovery and single separation degree of molybdenite do not change reasonably while the grade continues to drop sharply. Therefore, the grinding fineness of 90% passing 74 μm is suitable for the rougher flotation.
3.3.2 Effect of Na2S dosage on rougher flotation
In order to improve the rougher operation of molybdenum ore, the dosage of modifier Na2S was optimized in the 1-8 kg/t range. The influence of Na2S dosage on rougher flotation is illustrated in Figure 4.
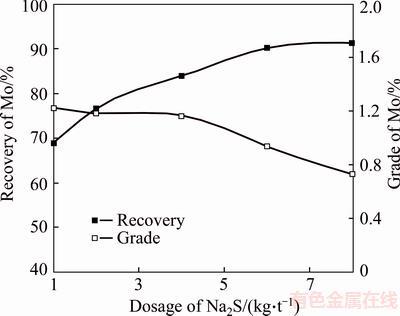
Figure 4 Effect of dosage of Na2S on rougher flotation
As shown in Figure 4, with the increase of Na2S dosage, the molybdenum recovery significantly increases while the molybdenum grade decreases gradually. Moreover, when the Na2S dosage increases from 1 to 8 kg/t, the slurry potential decreases from 294 to -26 mV (SHE). In this slurry potential range, the element sulfur may generate on the molybdenite surface, which will render the mineral particles more hydrophobic and a high recovery rate of molybdenite will thus be achieved [30]. At the same time, the flotation of pyrite may also be intensified due to the formation of the element sulfur on its surface. Consequently, the yield of rougher concentrate increases while the molybdenum grade decreases. Therefore, an appropriate dosage of Na2S used in the rougher flotation is determined at 6 kg/t.
3.3.3 Effect of frother dosage on rougher flotation
The experimental conditions are fixed as follows: the grinding fineness is 90% passing 74 μm, Na2S dosage is 6 kg/t and transformer oil dosage is 1.6 kg/t. The influence of frother dosage on rougher flotation is shown in Figure 5.

Figure 5 Effect of dosage of frother on rougher flotation
The molybdenum recovery of rougher concentrate increases with the increase of frother dosage and the increase tendency gradually slows, whereas the molybdenum grade noticeably decreases with increasing the frother consumption. It is commonly accepted that the introduction of a frother into the flotation system can promote the formation of bubbles and enhance their stability. However, some gangue minerals are entrained in bubbles together with the objective minerals and report to froth product, thus decreasing the quality of the flotation concentrate. As evident from Figure 5, when the dosage of frother exceeds 0.6 kg/t, the molybdenum grade drops to below 0.9%, while the molybdenum recovery reaches 90.12% and then flattens out. This phenomenon may be attributed to that frother (pine oil) has a weak collecting ability for the fine molybdenite particles. Hence, 0.6 kg/t frother (pine oil) is considered as the proper dosage for the rougher flotation process.
3.3.4 Effect of collector dosage on rougher flotation
Transformer oil is used as the collector of molybdenite fines due to its appropriate length of carbon chain, kinematic viscosity and cyclical structure. The effects of transformer oil amount on the rougher flotation indexes, average size of collected mineral particles and agglomerates in rougher concentrates are presented in Figure 6.
and agglomerates in rougher concentrates are presented in Figure 6.
As evident from Figure 6(a), the dosage of transformer oil plays a significant role in the flotation recovery of molybdenite. When the dosage of transformer oil increases from 1.1 to 2.2 kg/t, the molybdenum recovery of rougher concentrate exhibits an uptrend and significantly increases from 72.73% to 90.77%. Moreover, it is also observed from Figure 6(b) that the average size of agglomeratesslightly increases in the 0.10- 0.16 mm range with increasing the transformer oil amount from 1.1 to 2.2 kg/t.
Figures 6(c) and (d) show the particle size distribution of froth concentrates obtained with different dosages of transformer oil. As shown, when the dosage of transformer oil increases from 1.1 to 2.2 kg/t, the median size of collected mineral particlesin the froth concentrate significantly increases from 4.45 to 11.48 μm. Moreover, the observed phenomenon of rougher flotation also demonstrates that the structure of mineral-bearing bubbles is compacting and the kinetics of flotation is depressing with increasing the transformer oil amount. As the oily collector dosage increases, more interlocked molybdenum minerals with a larger particle size are floated, which can enhance the total flotation recovery of molybdenum metal. In other words, both these molybdenum-bearing interlocked minerals and liberated molybdnite fines could be collected into the froth product by increasing the oil amount. Therefore, when the collector dosage increases, the improvement of the molybdenum recovery may be due to an increase in the collected mineral particles size, which is caused by the flotation of interlocked molybdenum minerals.
Additionally, Figure 6(a) also illustrates that at a higher dosage of transformer oil (2.2 kg/t), the molybdenum recovery changes very little and the molybdenum grade drops to 0.75%. Therefore, considering the recovery and grade of molybdenite, the suitable dosage of transformer oil used in the first stage of OAF process should be 1.7 kg/t.
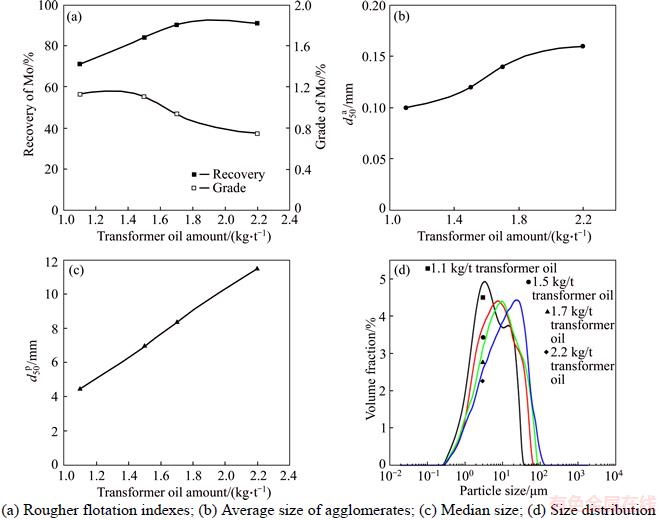
Figure 6 Effects of transformer oil amount:
3.4 Molybdenum-sulfur separation by oil agglomeration flotation
In the second phase of experimental studies, the rougher concentrate obtained at the optimum conditions, was treated by Mo/S flotation separation to obtain the final molybdenum concentrate. Before the Mo/S flotation separation, the rougher concentrate should be subjected to a regrinding process to liberate molybdenite particles as fully as possible. Under the conditions of grinding equipment in the mineral processing plant, the regrinding fineness of rougher concentrate can be controlled at 99% passing 38 μm, which corresponds to the average diameter of molybdenite particles of 4.95 μm. Hence, when the regrinding fineness was fixed at 99% passing 38 μm, the effects of flotation separation approach, inhibitor type and oil dosage on the grade and recovery of molybdenum concentrate were evaluated.
3.4.1 Effects of inhibitors and flotation approaches
With respect to the separation of molybdenite and pyrite, the conventional flotation approach is that the mixed concentrate is reground and then treated by several-stage cleaning. Its flotation flowchart is shown in Figure 1 (excluding the dash circled part).
Figure 7 shows the effects of inhibitors on direct cleaning operation in the open-circuit tests. As shown, when 5000 g/t calcium oxide and 8500 g/t sodium sulfide are used as inhibitors respectively, the grades of molybdenum concentrate are below 15% and the recoveries are less than 35%. Calcium oxide and sodium sulfide noticeably affect the flotation of both pyrite and molybdenite. However, in the case of using 300 g/t sodium thioglycollate (STG) as inhibitor, the grade and recovery of molybdenum concentrate turn to be 20.92% and 53.55%, respectively. Compared to calcium oxide and sodium sulfide, sodium thioglycollate has stronger inhibitory effect on pyrite and relatively little influence on the molybdenum flotation. Therefore, sodium thioglycollate is selected as the appropriate inhibitor.
On the other hand, the molybdenite agglomerates produced in the roughing stage of OAF can be broken by mechanical forces and the finer particles are generated during the regrinding process. The size reduction of molybdenite particles is likely to affect their flotation performance due to the low probabilities of collision and attachment between the fine particles and air bubbles [7-9]. However, these fine molybdenite particles can be re-agglomerated upon the addition of bridging oil. Hence, a re-agglomeration flotation approach is proposed to conduct the Mo/S separation. More specifically, the Mo–S rougher concentrate is reground and then subjected to the re-agglomeration flotation of molybdenite fines, following five cleaner operations (see Figure 1). To compare the separation efficiencies of re- agglomeration flotation and direct five-stage cleaning approach, the open-circuit tests were carried out and the results are shown in Table 6.
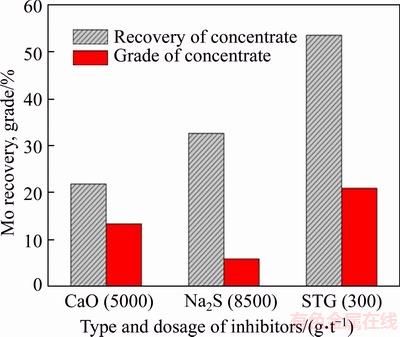
Figure 7 Effects of inhibitors on direct cleaning operation
Re-agglomeration flotation approach achieves a superior concentrate containing 36.60% Mo with 65.65% Mo recovery. By contrast, the direct cleaning approach using conventional flotation just obtains 20.92% Mo grade with 53.55% Mo recovery in the concentrate. Moreover, 36.18% of molybdenum remains in the middlings which have a high yield of 19.63%. This result may be attributable to the low collision and attachment probabilities between fine particles and bubbles in conventional flotation process. In addition, a large quantity of middlings could have an adverse impact on flotation. It is that the increasing accumulation of middling product could affect the flotation operation and worsen the flotation indexes. Because of these above-mentioned drawbacks, the direct cleaning approach is not an effective method for the Mo/S separation in this work. By contrast, the re-agglomeration flotation approach is more suitable to perform the Mo/S separation.
3.4.2 Effect of dosage of transformer oil on re-agglomeration flotation
The dosage of bridging oil might play an important role on the re-agglomeration flotation recovery of molybdenite fines. So the influence of transformer oil amount on the re-agglomeration flotation was investigated. The experimental conditions are as follows: the regrinding fineness is 99% passing 38 μm, the inhibitor dosage is 100 g/t, and the technological process is one rougher, three scavengers and five cleaners (see Figure 1). The flotation results and average size of agglomerates of molybdenum concentrates are shown in Figure 8.
Figure 8(a) demonstrates that as the increase of the transformer oil dosage, the recoveries of rougher concentrate and final concentrate markedly increase until reach the maximum values and then flatten out. This phenomenon might be due to that more amount of bridge oil can increase the size of agglomerates and strengthen the adhesion of agglomerates to air bubbles, as well as increase particle surface hydrophobicity [3].
Table 6 Results of Mo/S separation by two different flotation approaches
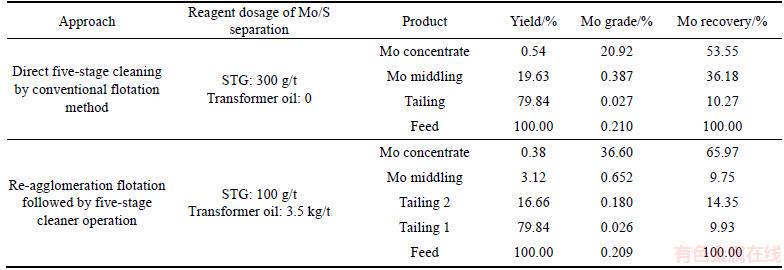
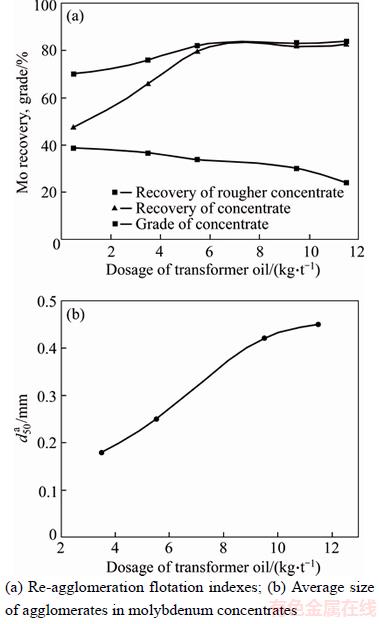
Figure 8 Effect of dosage of transformer oil:
As shown in Fig. 8(b), when the transformer oil dosage increases from 3.5 to 11.5 kg/t, the average size of agglomeratesincreases from 0.18 to 0.45 mm. However, the average diameter of collected molybdenite particlesgradually decreases from 4.03 to 2.41 μm (Figure 9). It indicates that during the re-agglomeration flotation of molybdenite fines, the more the bridging oil is, the bigger the is the smaller the
is the smaller the is, the higher the molybdenum recovery is. The results are in good agreement with those given in our previous study [16]. This finding can be explained according to the structure of agglomerates produced from molybdenite fines. With small amounts of transformer oil, loose and bulky flocks are formed and held together by pendular oil bridges between solid particles. Most of the voids between the particles are filled with water medium. As the transformer oil amount increases, the voids filled with water medium become oil-coated. Spherical compact aggregates are then produced and held together by funicular bridging between solid particles [31, 32]. As a result, more fine molybdenite particles can attach to the oil bridges and report to froth products. Hence, the average diameter of collected mineral particles reduces and the flotation recovery of molybdenite increases.
is, the higher the molybdenum recovery is. The results are in good agreement with those given in our previous study [16]. This finding can be explained according to the structure of agglomerates produced from molybdenite fines. With small amounts of transformer oil, loose and bulky flocks are formed and held together by pendular oil bridges between solid particles. Most of the voids between the particles are filled with water medium. As the transformer oil amount increases, the voids filled with water medium become oil-coated. Spherical compact aggregates are then produced and held together by funicular bridging between solid particles [31, 32]. As a result, more fine molybdenite particles can attach to the oil bridges and report to froth products. Hence, the average diameter of collected mineral particles reduces and the flotation recovery of molybdenite increases.

Figure 9 Particle size distributions of feed and molybdenum concentrates
On the other hand, too much oil will affect the grade of molybdenum concentrate, due to the decreased selectivity of agglomeration (Figure 8(a)). Therefore, in the re agglomeration flotation process, the suitable dosage of transformer oil is determined at 9.5 kg/t.
3.5 Closed-circuit test and industrial test of oil agglomeration flotation
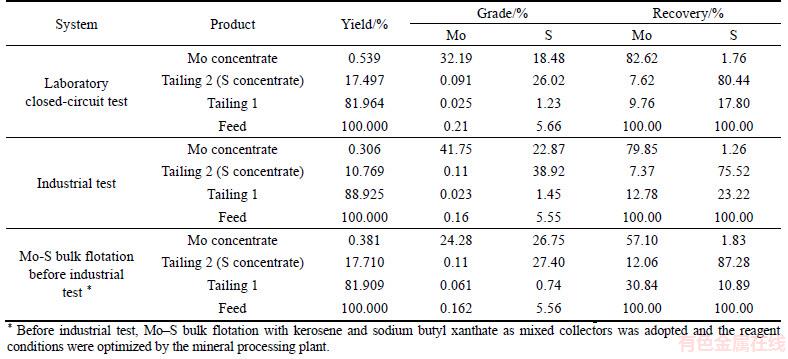
Based on the above recommended flotation conditions, the closed-circuit test of OAF process was conducted in the laboratory. Moreover, the industrial test producing 1000 t/d molybdenum ore was performed in the mineral processing plant. The results of laboratory closed-circuit test and normal production indexes after and before industrial test are listed in Table 7.
As shown in Table 7, in the industrial test using OAF process, 79.85% molybdenum is recovered into the concentrate with a Mo grade at 41.75%, and a qualified sulfur concentrate containing 38.92% S with 75.52% S recovery is also obtained. Compared to the Mo–S bulk flotation, the OAF process not only increases Mo recovery and grade of molybdenum concentrate by 22.75% and 17.47% respectively, but also realizes the recovery of sulfur concentrate with a superior grade of 38.92%. Therefore, the OAF process is a remarkable recycled technology in recovery of molybdenite fines from the fine-disseminated molybdenum ore.
Table 7 Results of closed-circuit test and production indexes after and before industrial test of OAF process
3.6 Roles of transformer oil and kinetic energy input in OAF process
The transformer oil addition and kinetic energy input are two important factors in the OAF process of molybdenite fines. According to the concept of the critical surface tension of wetting, as developed by Zisman and co-workers, the solid or mineral surface is completely wetted by the liquid if the surface tension of liquid is equal to or less than the critical surface tension of the wetting value of solid or mineral surfaces. The critical surface tension of wetting for molybdenite is about 42 mN/m [16]. Transformer oil has the surface tension below this level. Hence, transformer oil can well wet molybdenite particle and spread on the hydrophobic surfaces, which enhances the particle surface hydrophobicity. On the other hand, more transformer oil can form oil bridges between the particles, and the oil bridges will strengthen adhesion forces between the particles and also increase the size of agglomerates (Figure 10(a)). When the agglomerates receive mechanical forces from turbulent flows, the oil bridges can be stretched for a long distance and keep unbroken (Figure 10(b)).
The kinetic energy input is to help hydrophobic particle to overcome potential energy barrier, leading to the proximity of the particles thereby hydrophobic agglomeration. In bench-scale and pilot-scale tests, the kinetic energy input in oil agglomeration was realized though ball milling instead of mechanical agitation, which renders the OAF process easy in operation and more economically feasible.
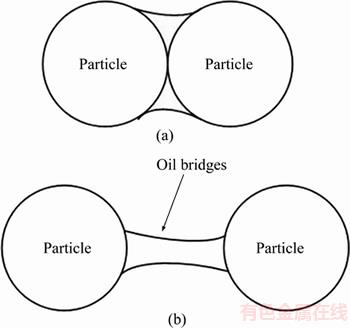
Figure 10 Diagrammatic sketch of oil bridges formed between two particles before (a) and after (b) affected by external mechanical forces
4 Conclusions
1) Chifeng molybdenum ore is a refractory ore, because most of molybdenite particles in the ore commonly intergrow with quartz, muscovite, sericite and pyrite as the contained and disseminated type. Specifically, particles less than 20 μm contain 61.63% of molybdenite. Small amounts of molybdenite aggregates exhibit a poor crystallinity and contain a number of fine inclusions. These properties could cause great troubles for the full liberation and flotation separation of molybdenite. Conventional flotation and OAF indicate that conventional flotation is inefficient for the particles less than 25 μm. OAF process shows an obvious superiority in improving the flotation recovery of molybdenite fines from the molybdenum ore.
2) In the roughing stage of OAF process, the dosage of transformer oil plays a very important role on the recovery of rougher concentrate, the average size of collected mineral particles and average size of agglomerates  With increasing transformer oil dosage from 1.1 to 2.2 kg/t, the recovery of rougher concentrate markedly increases from 72.73% to 90.77%, the
With increasing transformer oil dosage from 1.1 to 2.2 kg/t, the recovery of rougher concentrate markedly increases from 72.73% to 90.77%, the  significantly increases from 4.45 to 11.48 μm and the slightly increases from 0.10 to 0.16 mm. The improvement of the molybdenum recovery may be due to an increase in the collected mineral particles size, which is caused by the flotation of interlocked molybdenum minerals.
significantly increases from 4.45 to 11.48 μm and the slightly increases from 0.10 to 0.16 mm. The improvement of the molybdenum recovery may be due to an increase in the collected mineral particles size, which is caused by the flotation of interlocked molybdenum minerals.
3) In the Mo/S separation stage, compared to calcium oxide and sodium sulfide, sodium thioglycollate has stronger inhibitory effect on pyrite and relatively little influence on the molybdenum flotation. Moreover, the direct cleaning approach using conventional flotation is inefficient for the Mo/S separation, due to low collision and attachment probabilities between fine particles and bubbles. By contrast, re-agglomeration flotation can obtain a high recovery rate of fine molybdenite, through increasing the size of hydrophobic agglomerates.
4) The industrial flotation results demonstrate that compared to the Mo–S bulk flotation approach, OAF process not only increases Mo recovery and grade of molybdenum concentrate by 22.75% and 17.47%, respectively, but also realizes the recovery of sulfur concentrate with a superior grade of 38.92%. In summary, OAF process is a superior technology in recovery of molybdenite fines from the finely-disseminated molybdenum ore.
References
[1] LINCE J R, FRANTZ P. Anisotropic oxidation of MoS2 crystallites studied by angle-resolved X-ray photoelectron spectroscopy [J]. Tribology Letters, 2000, 9(3, 4): 211-218. DOI: 10.1023/A:1018869107511.
[2] ZANIN M, AMETOV I, GRANO S, ZHOU L, SKINNER W. A study of mechanisms affecting molybdenite recovery in a bulk copper/molybdenum flotation circuit [J]. International Journal of Mineral Processing, 2009, 93(3, 4): 256-266. DOI: 10.1016/j.minpro.2009.10.001.
[3] SONG Shao-xian, ZHANG Xin-wang, YANG Bing-qiao, LOPEZ-MENDOZA A. Flotation of molybdenite fines as hydrophobic agglomerates [J]. Separation and Purification Technology, 2012, 98: 451-455. DOI: 10.1016/j.seppur.2012. 06.016.
[4] LIN Qing-quan, GU Guo-hua, WANG Hui, LIU You-cai, FU Jian-gang, WANG Chong-qing. Flotation mechanisms of molybdenite fines by neutral oils [J]. International Journal of Minerals, Metallurgy and Materials, 2018, 25(1): 1-10. DOI: 10.1007/s12613-018-1540-8.
[5] LIN Qing-quan, GU Guo-hua, WANG Hui, LIU You-cai, WANG Chong-qing, FU Jian-gang, ZHAO Jun-yao, HUANG Luo-luo. Recovery of molybdenum and copper from porphyry ore via iso-flotability flotation [J]. Transactions of Nonferrous Metals Society of China, 2017, 27(10): 2260-2271. DOI: 10.1016/S1003-6326(17)60252-8.
[6] SIVAMOHAN R. The problem of recovering very fine particles in mineral processing–A review [J]. International Journal of Mineral Processing, 1990, 28(3, 4): 247-288. DOI: 10.1016/0301-7516(90)90046-2.
[7] MIETTINEN T, RALSTON J, FORNASIERO D. The limits of fine particle flotation [J]. Minerals Engineering, 2010, 23(5): 420-437. DOI: 10.1016/j.mineng.2009.12.006.
[8] SHAHBAZI B, REZAI B, KOLEINI S J. Bubble-particle collision and attachment probability on fine particles flotation [J]. Chemical Engineering and Processing: Process Intensification, 2010, 49(6): 622-627. DOI: 10.1016/j.cep. 2010.04.009.
[9] QIN Wen-qing, REN Liu-yi, WANG Pei-pei, YANG Cong-ren, ZHANG Yan-sheng. Electro-flotation and collision-attachment mechanism of fine cassiterite [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(4): 917-924. DOI: 10.1016/S1003-6326(11)61265-X.
[10] REN Liu-yi, ZHANG Yi-min, QIN Wen-qing, BAO Shen-xu, WANG Jun. Collision and attachment behavior between fine cassiterite particles and H2 bubbles [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(2): 520-527. DOI: 10.1016/S1003-6326(14)63091-0.
[11] CHOI J, LEE E, CHOI S Q, LEE S, HAN Y, KIM H. Arsenic removal from contaminated soils for recycling via oil agglomeration flotation [J]. Chemical Engineering Journal, 2016, 285: 207-217. DOI: 10.1016/j.cej.2015.09.105.
[12] SUBRAHMANYAM T V, FORSSBERG K S E. Fine particles processing: Shear-flocculation and carrier flotation-a review [J]. International Journal of Mineral Processing, 1990, 30(3, 4): 265-286. DOI: 10.1016/0301- 7516(90)90019-U.
[13] CEBECI Y. Investigation of kinetics of agglomerate growth in oil agglomeration process [J]. Fuel, 2003, 82(13): 1645-1651. DOI: 10.1016/S0016-2361(03)00095-4.
[14] VALDERRAMA L, RUBIO J. Unconventional column flotation of low-grade gold fine particles from tailings [J]. International Journal of Mineral Processing, 2008, 86(1-4): 75-84. DOI: 10.1016/j.minpro.2007.11.003.
[15] ZHANG Qin, XIE Jun, CHEN Jian-hua, CHENG Wei. Separation of azodicarbonamide from surface of diatomite by froth flotation [J]. Journal of Central South University, 2018, 25(1): 29-37. DOI: 10.1007/s11771-018-3714-y.
[16] FU Jian-gang, CHEN Kai-da, WANG Hui, GUO Chao, LIANG Wei. Recovering molybdenite from ultrafine waste tailings by oil agglomerate flotation [J]. Minerals Engineering, 2012, 39: 133-139. DOI: 10.1016/j.mineng. 2012.07.006.
[17] AKTAS Z. Some factors affecting spherical oil agglomeration performance of coal fines [J]. International Journal of Mineral Processing, 2002, 65(3, 4): 177-190. DOI: 10.1016/S0301-7516(01)00074-6.
[18] GENCE N. Coal recovery from bituminous coal by aggloflotation with petroleum oils [J]. Fuel, 2006, 85(7, 8): 1138-1142. DOI: 10.1016/j.fuel.2005.11.001.
[19] SAHINOGLU E, USLU T. Amenability of Muzret bituminous coal to oil agglomeration [J]. Energy Conversion and Management, 2008, 49(12): 3684-3690. DOI: 10.1016/j.enconman.2008.06.026.
[20] SAHINOGLU E, USLU T. Role of recovery sieve size in upgrading of fine coal via oil agglomeration technique [J]. Fuel Processing Technology, 2015, 138: 21-29. DOI: 10.1016/j.fuproc.2015.04.030.
[21] NETTEN K V, MORENO-ATANASIO R, GALVIN K P. A kinetic study of a modified fine coal agglomeration process [J]. Procedia Engineering, 2015, 102: 508-516. DOI: 10.1016/j.proeng.2015.01.201.
[22] SEN S, SEYRANKAYA A, CILINGIR Y. Coal-oil assisted flotation for the gold recovery [J]. Minerals Engineering, 2005, 18(11): 1086-1092. DOI: 10.1016/j.mineng.2005. 03.007.
[23] DUZYUL S, OZKAN A. Effect of contact angle, surface tension and zeta potential on oil agglomeration of celestite [J]. Minerals Engineering, 2014, 65: 74-78. DOI: 10.1016/j.mineng.2014.05.015.
[24] AZEVEDO M A D, MILLER J D. Agglomeration and magnetic deinking for office paper [J]. Technical Association of the Pulp and Paper Industry Journal, 2000, 83(3): 66-72. https://utah.pure.elsevier.com/en/publications/agglomeration-and-magnetic-deinking-for-office-paper.
[25] KANG S K, SHIN H D. Method for selective recovery and dewatering sewage sludge by using sludge-coal-oil co-agglomeration: US, 7087171 [P]. 2006-08-08. http://patents.com/us-7087171.html.
[26] HWANG I H, NAKAJIMA D, MATSUTO T, SUGIMOTO T. Improving the quality of waste-derived char by removing ash [J]. Waste Management, 2008, 28(2): 424-434. DOI: 10.1016/j.wasman.2006.11.015.
[27] HE Ting-shu, WAN He, SONG Nian-ping, GUO Lin. The influence of composition of nonpolar oil on flotation of molybdenite [J]. Minerals Engineering, 2011, 24(13): 1513-1516. DOI: 10.1016/j.mineng.2011.07.003.
[28] XU Tao, SUN Chun-bao. Aerosol flotation of low-grade refractory molybdenum ores [J]. International Journal of Minerals, Metallurgy and Materials, 2012, 19(12): 1077-1082. DOI: 10.1007/s12613-012-0673-4.
[29] DU Shu-hua, LUO Zhen-fu. Flotation technology of refractory low-grade molybdenum ore [J]. International Journal of Mining Science and Technology, 2013, 23(2): 255-260. DOI: 10.1016/j.ijmst.2013.04.010.
[30] YIN Wan-zhong, ZHANG Li-rong, XIE Feng. Flotation of Xinhua molybdenite using sodium sulfide as modifier [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(4): 702-706. DOI: 10.1016/S1003-6326(09)60201-6.
[31] CEBECI Y, SONMEZ I. The investigation of coal- pyrite/lignite concentration and their separation in the artificial mixture by oil agglomeration [J]. Fuel, 2002, 81(9): 1139-1146. DOI: 10.1016/S0016-2361(02)00028-5.
[32] ABAKAY H, AYHAN F D, KAHRAMAN F. Selective oil agglomeration in Sirnak asphaltite beneficiation [J]. Fuel, 2004, 83(14, 15): 2081-2086. DOI: 10.1016/j.fuel.2004. 05.001.
(Edited by FANG Jing-hua)
中文导读
从细粒浸染状钼矿中有效回收微细粒辉钼矿
摘要:本文提出了一种从细粒浸染状钼矿中有效回收辉钼矿的浮选方案。为了最大限度地提高辉钼矿的回收率,系统地开展了原矿工艺矿物学、对比试验、工艺条件优化及颗粒尺寸分析等研究。工艺矿物学研究表明,原矿中61.63%的辉钼矿的粒度分布在小于20 μm粒级中,且它们与云母、黄铁矿共生呈包含状结构及微细粒浸染状结构。对比试验结果表明,常规浮选工艺对粒径小于25μm的颗粒回收效果不佳,而油团聚浮选工艺对微细粒辉钼矿的回收具有明显优势。油团聚浮选工艺利用变压器油作团聚油,团聚油用量变化对捕获的辉钼矿颗粒平均尺寸 、团聚体平均尺寸
、团聚体平均尺寸 及辉钼矿回收率影响显著。工业试验结果表明,与钼–硫混合浮选工艺相比,油团聚浮选工艺不仅使钼精矿的钼回收率提高22.75%,钼品位提升17.47%,而且还获得含硫38.92%的合格硫精矿。
及辉钼矿回收率影响显著。工业试验结果表明,与钼–硫混合浮选工艺相比,油团聚浮选工艺不仅使钼精矿的钼回收率提高22.75%,钼品位提升17.47%,而且还获得含硫38.92%的合格硫精矿。
关键词:微细粒辉钼矿;钼矿;颗粒尺寸;油团聚浮选;变压器油;泡沫浮选
Foundation item: Project(2016zzts103) supported by the Fundamental Research Funds for the Central Universities, China; Project(51374249) supported by the National Natural Science Foundation of China; Project(2015BAB12B02) supported by the National Key Technology R&D Program of China; Project(2013B090800016) supported by Guangdong Provincial Science and Technology Plan, China
Received date: 2017-01-05; Accepted date: 2017-04-13
Corresponding author: GU Guo-hua, PhD, Professor; Tel: +86–13975151469; E-mail: guguohua@126.com

