
Direct-chilling casting of Mg alloy under electromagnetic and ultrasonic combined field
CUI Jian-zhong(崔建忠), ZHANG Zhi-qiang(张志强), LE Qi-chi(乐启炽)
Key Laboratory of Electromagnetic Processing of Materials of Ministry of Education,Northeastern University, Shenyang 110004, China
Received 23 September 2009; accepted 30 January 2010
Abstract: The effects of low frequency electromagnetic (LFEC) field and ultrasonic (US) field on the microstructures, macrosegregation of alloying elements and the mechanical properties of DC cast AZ80 alloy were studied. The results show that both LFEC and US fields can refine the grains of the billets, which results in the increase in mechanical properties and uniformity of alloying element distribution. The effective refinement takes place on the edge of ingots when LFEC field is applied, while in the center of billets when field US is adopted. Combined the characteristics of LFEC and US fields, a new process for direct-chilling (DC) casting of Mg-electromagnetic-ultrasonic (ECUS) casting is developed, by which the grains are refined significantly and are more uniform in the whole ingots, and the mechanical properties of the ingots are improved.
Key words: low frequency electromagnetic field; ultrasonic field; Mg alloy; DC casting
1 Introduction
Grain refinement is an effective way to improve the workability and strengthening of Mg alloys because of structural characteristics of the Mg alloys[1]. Most work of grain refinement is focused on the addition of refiners, such as some compounds containing C[2] and rare earth elements[3]. Applications of physical fields are effective and economic methods, of which the electromagnetic field[4] and the ultrasonic field[5] are very important for grain refinement of Mg alloys. GUO et al[6] studied the effects of low frequency electromagnetic (LFEC) field on the microstructures and distribution of alloying elements and developed a new process for billets casting of Mg alloys[7], which was used in some Mg alloys manufacturers. ZHANG et al[8] studied the effects of ultrasonic (US) field on the microstructures of some Mg alloys and found that the application of US field can refine the grains and the β phase (Mg17Al12) in binary Mg-Al alloy. We studied the effects of the low frequency electromagnetic field and the ultrasonic field on microstructures and properties of the AZ80 alloy ingots, respectively, then examined the effects of application of combined the low frequency electromagnetic field and the ultrasonic field on the microstructures and the mechanical properties of the direct-chilling (DC) cast AZ80 Mg alloy ingots to develop a new DC casting process for Mg alloys[9].
2 Experimental
AZ80 alloy was melt in a resistance furnace, then DC cast in a mold with a diameter of 250 mm with oil lubrication and under the protection of CO2 and a little SF6. The cast speed is 100 mm/min, the cooling water is 0.08 m3 and the casting temperature is 680 ?C. The low frequency electromagnetic current is supplied by a YC-60 power supplier, its frequency is 25 Hz and the magnetic flux density near the mold wall is 30 mT. The ultrasonic field was supplied by a BP-30 generator, its frequency is (20±2) kHz and the power is 1 200 W. The microstructures and the mechanical properties were examined respectively in 3 positions of the ingots as illustrated in Fig.1.
3 Results and discussion
3.1 Effects of low frequency electromagnetic field on microstructure of cast AZ80 alloy
The microstructures in the edge, R/2 and center of

Fig.1 Positions of samples in cross-section of ingots
the DC and LFEC cast ingots of AZ80 alloy are shown in Fig.2. The average grain sizes in the three positions are shown in Fig.3. It is found that the grain sizes in the edge and the center of the ingots are 347 and 439 μm, respectively, in DC casting; the grain sizes are 297 and 343 μm, respectively, in LFEC casting; the grain size in the edge is smaller than that in other parts both in DC and LFEC casting because the thermal conductivity of Mg alloys and the cooling rate in the edge zone are low. However, the grain sizes of the LFEC ingots in the three positions are smaller than those in DC casting because the low frequency electromagnetic field results in intense convection from the center to the mold wall through the surface of the liquid, which makes an increase in nucleation and inhibits the grain growth[10]. LFEC field refines the grains and makes a small difference of the grain size in the edge and center of the ingots. However, the grain size in the center of the ingots is still larger than that in the edge of LFEC casting, which shows that the application of low frequency electromagnetic field cannot improve the microstructure in the center of the ingots effectively.
3.2 Effects of low frequency electromagnetic field on macrosegregation of alloying elements
The content distribution of Al, Zn in DC and LFEC ingots are shown in Fig.4. It is can be seen that the

Fig.2 Polarized light macrostructures of AZ80 billets: (a) By normal DC casting, edge; (b) By normal DC coasting, R/2; (c) By normal DC casting, center; (d) By ultrasonic field casting, edge; (e) By ultrasonic field casting, on R/2; (f) By ultrasonic field casting, center

Fig.3 Grain sizes of DC and LFEC cast AZ80 ingots

Fig.4 Content distributions of Al and Zn in DC and LFEC cast AZ80 ingots: (a) Al; (b) Zn
contents of the alloying elements Al and Zn in the edge are higher than those in the center of the ingots because of reversed segregation. However, the content difference of the alloying elements in the LFEC ingots becomes smaller, which indicates that the application of low frequency electromagnetic field makes the element distribution more uniform.
3.3 Effects of low frequency electromagnetic field on mechanical properties of cast AZ80 alloy
The tensile strength and elongation of the DC and LFEC cast ingots of AZ80 alloy are shown in Fig.5. It is obvious that the strength and the elongation in the edge of the ingots is higher than that in the center, and LFEC field increases the strength and the elongation in all the edge, R/2 and center of ingots because the grain size is smaller in the edge and LFEC field makes the grain size smaller in the entire ingots.
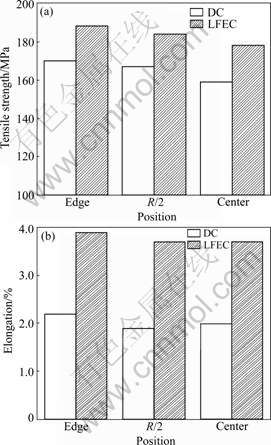
Fig.5 Mechanical properties of DC and LFEC cast ingots of AZ80 alloy: (a) Tensile strength; (b) Elongation
3.4 Effects of ultrasonic field on microstructures of cast AZ80 alloy
The microstructures of AZ80 alloy DC and US cast ingots are shown in Fig.6. Average grain sizes of the ingots are shown in Fig.7. In both the US and LFEC casting, the grain sizes of the ingots are smaller than those in DC casting. However, the refinement of grains of the LFEC cast alloy in the edge of the ingots is more effective than that in other positions because the characteristics of electromagnetic field result in a intense Lorenz force and a fast flow on the edge of the mold. The grain size in the edge is 345 μm in DC cast ingots, 284 μm in LFEC cast ingots and 320 μm in US cast

Fig.6 Microstructures of AZ80 alloy billets: (a) DC, edge; (b) DC, R/2; (c) DC, center; (d) US, edge; (e) US, R/2; (f) US, center

Fig.7 Grain sizes of DC, LFEC and US AZ80 billets
ingots. The grain size in the edge decreased by 18% in LFEC and 8% in US compared with that in traditional DC. The refinement of grains in the US cast alloy in the center of the ingots is more effective than that in other parts because the vibration and the cavitation is attenuate from the ultrasonic bar which is located in the center of the mold to other parts[11-12]. The grain size in the center decreased by 26% in LFEC and 35% in US compared with that in traditional DC. These results show that the effective refining region is different when different field was applied. LFEC field is effective in the edge of the ingots in grain refining, and US field is effective in the center. It is possible to produce more significant impact on refining by combining the LFEC field with US field.
3.5 Effects of ultrasonic field on macrosegregation and mechanical properties of cast AZ80 alloy
The content distributions of alloying elements, Al and Zn in the DC, LFEC and US cast ingots of AZ80 alloy are shown in Fig.8. The reversed segregation still exits in US casting. The content differences of the alloying elements in edge are improved a little compared with DC casting because of a small change of flow near the mold wall in US casting. However, the content differences of the alloying elements in the center are improved much by comparing US casting with DC casting, which shows that the effective area of ultrasonic field is in the center of the ingots[13-14].

Fig.8 Content distributions of Al and Zn alloying elements ingots in DC, LFEC and US billets: (a) Al; (b) Zn
The mechanical properties of the DC, LFEC and US cast ingots of AZ80 alloy are shown in Fig.9. Compared with DC casting, US field improves strength and elongation of the ingots in the center significantly and has a small effect on the strength and elongation of the ingots on the edge, which is in accordance with the effect of ultrasonic field on grain size.
3.6 Effects of ECUS casting on macrostructures and microstructures of AZ80 alloy
Macrostructures and microstructures of the LFEC, US and ECUS cast ingots of AZ80 alloy are shown in

Fig.9 Mechanical properties DC, LFEC and US billets: (a) Tensile strength; (b) Elongation
Fig.10 and Fig.11, respectively. The average grain sizes are shown in Fig.12. The grain size is refined much when both low frequency electromagnetic field and ultrasonic field are applied. The grain size decreases from 345 μm in DC casting to 285 μm in ECUS casting in the edge of the ingots, from 440 μm in DC casting to 280 μm in ECUS casting in the center of the ingots. The differences of the grain size between the edge and the center of the ingots decrease from 21% in DC casting to 12% in LFEC casting, to 9% in US casting and to 1% in ECUS casting, which shows the structures of the ECUS cast alloy become more uniform[15].
3.7 Effects of ECUS casting on macrosegregation of alloying elements and mechanical properties of AZ80 alloy ingots
The alloying elements distribution in AZ80 alloy is show in Fig.13. When both low frequency magnetic field and ultrasonic field are applied in DC casting of AZ80 alloy, the differences of the alloying elements between the edge and the center of the ingots become smaller than of ingots is the base for wrought products with high properties.
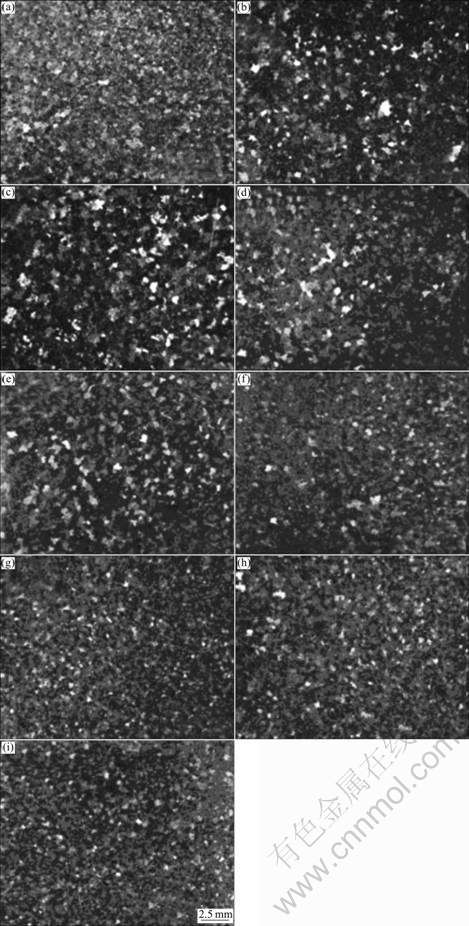
Fig.10 Macrostructures of LFEC, US and ECUS cast ingots of AZ80 alloy: (a) LFEC, edge; (b) LFEC, R/2; (c) LFEC, center; (d) US, edge; (e) US, R/2; (f) US, center; (g) ECUS, edge; (h) ECUS, R/2; (i) ECUS, center

Fig.11 Microstructures of LFEC, US and ECUS cast AZ80 alloy: (a) LFEC, edge; (b) LFEC, R/2; (c) LFEC, center; (d) US, edge; (e) US, R/2; (f) US, center; (g) ECUS, edge; (h) ECUS, R/2; (i) ECUS, center

Fig.12 Grain size of DC, US, LFEC and ECUS cast ingots

Fig.13 Content distribution of Al and Zn in ingots cast: (a) Al; (b) Zn
those in DC, LFEC and US castings. The mechanical properties of ECUS AZ80 alloy ingots are higher than those cast with DC, LFEC and US field, as shown in Fig.14. The differences of the properties of the alloy ingots become smaller in EMUS, which indicates that by ECUS, ingots can obtain fine and even microstructures, more uniform distribution of alloying elements, higher and more homogeneous mechanical properties. This kind

Fig.14 Mechanical properties of DC, US, LFEC and ECUS cast ingots: (a) Tensile strength; (b) Elongation
4 Conclusions
1) LFEC field makes grain finer and difference of the grain size between the edge and center of the ingots smaller, but the grain size in the center of the ingots is still larger than that in edge.
2) Application of LFEC field makes the element distribution more uniform and increases the mechanical properties of the cast alloy.
3) US field refines the grains in the center of the ingots effectively and increases the mechanical properties in the center of the ingots.
4) Combining LFEC and US field refines the grains effectively in both edge and center of the ingots and improves the mechanical properties in all positions of the ingots.
References
[1] EMLEY E F. Principle of magnesium technology [M]. Oxford: Pergamon Press, 1966: 206-223.
[2] ZHANG Shi-jun, LI Wen-xian, YU Kun. A method of adding carbon containing flux for refining Mg alloy grain [J]. Special Casting and Nonferrous Alloys, 2002, 22(4): 64-65.(in Chinese)
[3] GUO Xu-tao, LI Pei-jie, ZENG Da-ben. Application of rare earth in heat resistant magnesium alloy [J]. Chinese Rare Earths, 2002, 23(2): 63-67. (in Chinese)
[4] VIVES C. Electromagnetic refining of aluminum alloys by the CERM process: Part Ⅰ. Working principle and metallurgical results [J]. Metallurgical Transactions, 1989, 20B(8): 623-629.
[5] ESKIN G I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys [J]. Ultrason Sonochem, 2001, 8(3): 319-325.
[6] GUO Shi-jie LE Qi-chi, HAN Yi, ZHAO Zhi-hao, CUI Jian-zhong. The effect of a low frequency electromagnetic field on the direct-chilling(DC) casting of AZ80 magnesium alloy ingots [J]. International of Materials Reaearch, 2006, 97(11): 1539-1544.
[7] CUI Jian-zhong, LE Qi-chi, LU Gui-min. Method and apparatus for DC casting of Mg alloys under electromagnetic field and in low temperature: China ZL03133390.7[P], 2003. (in Chinese)
[8] ZHANG Zhi-qiang, LE Qi-chi, CUI Jian-zhong. Ultrasonic treatment of magnesium alloy melts and its effects on solidification microstructure [J]. Materials Science Forum, 2007, 546/549: 129-132.
[9] LE Qi-chi, CUI Jian-zhong, ZHANG Zhi-qiang, ZHAO Zhi-hao. Method and apparatus for DC casting of light alloys under combined the low frequency electromagnetic field with ultrasonic field: China200710010641.5[P], 2007. (in Chinese)
[10] ZHANG H T, NAGAUMI H, ZUO Y B, CUI J Z. Coupled modeling of electromagnetic field, fluid flow, heat transfer and solidification during low frequency electromagnetic casting of 7XXX aluminum alloys Part 1: Development of mathematical model and comparison with experimental results[J]. Materials Science and Engineering A, 2007, 448(1/2): 189-203.
[11] ZHANG Zhi-qiang, LE Qi-chi, CUI Jian-zhong. Microstructures of Mg-Al binary magnesium alloy solidified with ultrasonic treatment [J]. Materials Science and Technology, 2009, 25(7): 931-934
[12] XU J, MEEK T T, HAN Q. Refinement of eutectic silicon phase of aluminum A356 alloy using high-intensity ultrasonic vibration [J]. Scripta Materialia, 2006, 54(5): 893-896.
[13] ESKIN G I. Ultrasonic treatment of melts in shape casting and continuous casting of light alloys [J]. Mashinostroenie, Moscow, 1975, 3: 65-69. (in Russian)
[14] ABDEL-REHIM M, REIF W. Effect of ultrasonic vibrations on the dispersions of elements in melts [J]. Metall, 1983, 37(9): 873-877.
[15] ZHANG Zhi-qiang. Study on Solidification microstructure, mechanical properties and direct-chill casting of magnesium alloys under physical fields [D]. Shenyang: Key Laboratory of EPM, Northeastern University, 2008: 128-133. (in Chinese)
(Edited by FANG Jing-hua)
Foundation item: Projects(2007CB613701, 2007CB613702) supported by the National Basic Research Program of China; Projects(50974037, 50904018) supported by the National Natural Science Foundation of China; Project(NCET-08-0098) supported by New Century Excellent Talents in Chinese University; Project(N90209002) supported by the Special Foundation for Basic Scientific Research of Central Colleges
Corresponding author: CUI Jian-zhong; Tel: +86-24-83681738; E-mail: jzcui@epm.neu.edu.cn

