J. Cent. South Univ. Technol. (2008) 15: 689-693
DOI: 10.1007/s11771-008-0128-2

Thermo-mechanical fatigue reliability optimization of
PBGA solder joints based on ANN-PSO
ZHOU Ji-cheng(周继承)1, 2, XIAO Xiao-qing(肖小清)2, 3, EN Yun-fei(恩云飞)3,
CHEN Ni(陈 妮)2, WANG Xiang-zhong(王湘中)1
(1.School of Electronics and Information Engineering, Central South University of Forestry and Technology,
Changsha 410004, China;
2. School of Physics Science and Technology, Central South University, Changsha 410083, China;
3. China Ceprei Laboratory, Guangzhou 510610, China)
Abstract: Based on a method combined artificial neural network (ANN) with particle swarm optimization (PSO) algorithm, the thermo-mechanical fatigue reliability of plastic ball grid array (PBGA) solder joints was studied. The simulation experiments of accelerated thermal cycling test were performed by ANSYS software. Based on orthogonal array experiments, a back-propagation artificial neural network (BPNN) was used to establish the nonlinear multivariate relationship between thermo-mechanical fatigue reliability and control factors. Then, PSO was applied to obtaining the optimal levels of control factors by using the output of BPNN as the affinity measure. The results show that the control factors, such as print circuit board (PCB) size, PCB thickness, substrate size, substrate thickness, PCB coefficient of thermal expansion (CTE), substrate CTE, silicon die CTE, and solder joint CTE, have a great influence on thermo-mechanical fatigue reliability of PBGA solder joints. The ratio of signal to noise of ANN-PSO method is 51.77 dB and its error is 33.3% less than that of Taguchi method. Moreover, the running time of ANN-PSO method is only 2% of that of the BPNN. These conclusions are verified by the confirmative experiments.
Key words: thermo-mechanical fatigue reliability; solder joints; plastic ball grid array; finite element analysis; Taguchi method; artificial neural network; particle swarm optimization
1 Introduction
Thermo-mechanical stress is introduced as a result of mismatch of coefficient of thermal expansion (CTE) among constituent components of the package[1-2]. Under thermo-mechanical stressing environments, the integrity of solder joint, which serves as the electrical paths as well as the structural supports, turns out to be a critical reliability issue. The factors that affect the reliability of solder joint not only include its material, mechanical and thermal conduction properties, but also include geometry parameters of other components of the package. To improve the thermo-mechanical fatigue reliability, global optimal levels of control factors should be found by using some optimal design methods.
The traditional methods, such as response surface models (RSM)[3], full factorial experiment[4] and Taguchi method[5], were applied. A new optimal design method using ANN prediction model was also proposed[6-7]. But these methods have some disadvantages. They only predict discrete levels of control factors. Although ANN made up this disadvantage, it couldn’t search the global optimal value fast. Therefore, some new computational algorithms were developed, which combined the ANN with other global optimal method to improve the searching speed. Among them, HUANG[8] combined the radial basis function neural network and genetic algorithm to improve HDD driver IC chip scale package assembly yield; HOU et al[9] applied neural networks and immune algorithms to finding the optimal parameters for an IC wire bonding process.
In this work, a method that combines ANN with PSO algorithm was proposed to enhance thermo- mechanical fatigue reliability of solder joints. Plastic ball grid array(PBGA) component was used as test vehicle. Finite element analysis was used to simulate the thermo- mechanical fatigue reliability of the test vehicle under an accelerated thermal cycling test condition. Based on a Taguchi-method-based back propagation neural network (BPNN) for a predicting model, a particle swarm optimization(PSO) was used to search the global optimal value that corresponds to the enhancement of thermo- mechanical fatigue reliability.
2 Experimental
2.1 Finite element simulation
The test vehicle was a PBGA272-1.27 mm-27.00 mm component. Its package was comprised of a 2.54 mm×2.54 mm×0.50 mm silicon die with a mold compound, a 13.50 mm×13.50 mm×0.56 mm substrate interconnected to a 1.57 mm-thickness PCB by 272 eutectic 62Sn36Pb2Ag solder joints with perimeter ball alignment. The pitch between solder joints was 1.27 mm. According to its symmetry, 3D-1/8 symmetry models[1] with symmetric boundary condition of the test vehicle were proposed, as shown in Fig.1. Other components of the test vehicle such as under bump metallurgy(UBM), were neglected in the model to simplify the analysis.

Fig.1 3D-1/8 symmetry models of PBGA272 component
For material property, Anand model[2] was used to represent the viscoplastic deformation behavior of solder joints, and Maxwell model with Williams-Landel-Ferry (WLF) equation was used to represent the behavior of mold compound. The elastic prosperities were used in other parts of the model, as listed in Table 1. The temperature cycling condition was determined according to IPC-9701[10], in which the cycling temperature was from -40 to 125 ℃.
2.2 Taguchi method
Taguchi method was used to design experiment. The goal was to find out the optimal and robust product or process characteristic by minimizing sensitivity to noises. To reduce the number of experiments and obtain meaningful statistical results, orthogonal arrays were applied in Taguchi method. Eight control factors and their levels were selected (Table 2). These control factors included PCB size, substrate size, PCB thickness, substrate thickness, PCB CTE, substrate CTE, die CTE, and solder joint CTE.
Since the model included viscoplastic deformation behavior of solder joint and elastic prosperities of other parts, the evaluation of thermo-mechanical fatigue reliability of the vehicle was based on the maximum equivalent strain ((εe)max). Therefore, (εe)max was chosen as the quality factor.
Table 1 Elastic prosperities of materials[11]

Table 2 Control factors and levels

According to the number of control factors and their levels presented in Table 2, an L18(21×37) mixed-level orthogonal array was used to design the experiment to maximize the thermo-mechanical fatigue reliability of the test vehicle, or to minimize (εe)max.
The ratio of signal to noise (γ) was used as an index of robustness in experimental process, and the definition of γ for larger-the-better was shown as follows[4-6]:
 (1)
(1)
where yi is the maximum equivalent strain.
Since a numerical analysis did not cause data variations or experimental errors, the number of observation in each combination was set to n=1. And the definition of γ could be defined as
 (2)
(2)
The results of the designed experiment are listed in Table 3.
3 ANN-PSO algorithm
3.1 Taguchi-method-based back propagation neural network modeling
ANN is basically a simplified model of the biological neuron and uses an approach similar to human brain to make decisions and get conclusions[12]. It is composed of a large number of highly interconnected processing neurons working in union to solve specific problems. Neural network learns from experience. Here, using MATLAB software and based on the results from Taguchi method for training data, a back-propagation neural network with 8 input nodes, 2 hidden layers with 13 nodes and 1 output node was used to establish the multivariate relationships between control factors and responses, which can be used to predict γ. The architecture of the BPNN (shown in Fig.2) and training
mean square errors of the BPNN system are shown in Fig.3. Based on the established BPN system, γ in each control factor combination of PBGA can be found.
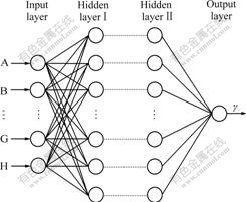
Fig.2 Neural network architecture designed
3.2 PSO algorithm implementation
PSO was a population-based stochastic optimization technique developed in 1995, inspired by social behavior of bird flocking or fish schooling[13]. The PSO algorithm is easy to implement and there are only a few parameters to adjust, so PSO algorithm is very attractive. For a complex multi-variable system, PSO is of a better global optimization capability and high searching speed.
Table 3 Results of designed experiment
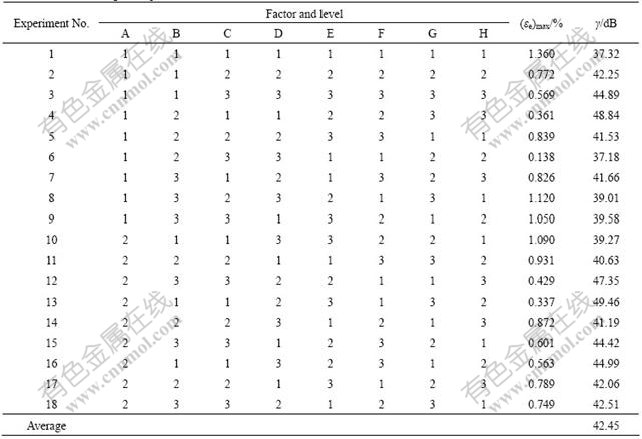

Fig.3 Training mean square error for BPNN model
The application of PSO in this work was to find the best combination of control factors of test vehicle with the maximized thermo-mechanical fatigue reliability quickly. Here, all control factors were abstracted as a group of random particles without mass and volume. Each particle was treated as a point in an 8-dimensional (8 control factors) hyperspace. The swarm p consisted of m particles, which was represented as p={p[i]}, where i=1, 2, …, m. The best previous position of each particle with the best fitness value was represented as P[i], which has the same data structure as p[i] and records the experience of the certain particle. The best particle among all the particles in the population that gives the best fitness value was represented as G. The change of position of each particle from iteration to iteration was defined by the velocity v[i], the vector of position changed between two iterations. Velocity function and the updating of particle’s position were defined as follows.
v=vw+c1R1(P-p)+c2R2(G-p) (3)
p=p+v (4)
where w is the inertia factor, which decreases regularly during the iterations so that the swarm is converged gradually; R1 and R2 are random number functions, and c1 and c2 are learning velocities.
Applying the PSO method consists of the following steps.
Step 1 Initialize an array of particles with random positions and velocities in 8 dimensions, bounds of particles, learning velocity (c1=c2=2), inertia factor (w= 0.30) and maximum iteration number (50).
Step 2 Evaluate the desired fitness function. Here, the fitness function value(F) is a function of γ which can be calculated by BPNN. F can be described as follows:
F=-γprediction+γaverage (5)
Step 3 Compare the evaluation with particle’s (personal) previous best value pbestvalue[i] (other variables are the same), if pcurrentvalue<pbestvalue[i], then pbestvalue[i]= pcurrentvalue and pbestposition[i]=pcurrentposition in 8-D hyperspace.
Step 4 Compare the evaluation with group’s overall previous best gbestvalue, If gbestvalue<pbestvalue[i], then gbestvalue=pbestvalue[i] and gbestposition=gpresupposition[i].
Step 5 Compute particles’ new velocity by using the velocity function.
Step 6 Update particle’s position by moving to present x[i]+v[i].
Step 7 Loop to Step 2 until a criterion is met.
The optimal fitness curve of iterations of PSO-ANN is shown in Fig.4.

Fig.4 Optimal fitness curve of iterations of ANN-PSO
4 Results and discussion
The performance of ANN-based PSO algorithm is benchmarked with Taguchi method and a conventional Taguchi-method-based back propagation neural network. Table 4 lists the results from these optimization methods, including optimal value of control factors and the corresponding γ. The detailed process of Taguchi method can be found in Ref.[14].
It can be found that the results from the three methods are close to each other, especially, between BPNN and ANN-PSO, which shows that the ANN-based PSO algorithm used here is applicable for enhancing the fatigue reliability of PBGA solder joint. The minimum value of γ comes from Taguchi method. So, it can be inferred that the values of control factors from Taguchi method are less effective than those from the other two methods. This is a great improvement to traditional optimization method (Taguchi method), and implies that the proposed ANN-PSO method not only fits nonlinear function better, but also obtains the better optimal parameters.
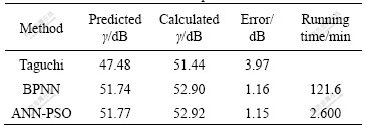
In addition, the confirmation experiments were carried out among the three optimization methods in order to verify the above conclusions. And the results are
Table 4 Results from different optimization methods

shown in Table 5. When applying the method in experiment design, the calculated γ is obtained by finite element simulation. The running time represents the running time of the corresponding optimization method on the same PC using MATLAB software.
From the results shown in Table 5, the calculated γ and the predicted γ are very close. And the error of γ from the Taguchi method is 3.97 dB, higher than that of the other two methods. The errors of γ from BPNN (1.16 dB) and ANN-PSO (1.15 dB) are almost the same because of their same prediction neural network modeling. But the running time of BPNN method is 46 times as much as that of ANN-PSO method. That is to say, the computational efficiency of ANN-PSO is much higher than that of BPNN.
Table 5 Results of confirmation experiments
5 Conclusions
1) An integration method of artificial neural network and particle swarm optimization system is proposed to optimize control factors for thermo- mechanical fatigue reliability of PBGA solder joints.
2) Comparison between the result (ratio of signal to noise) of the proposed ANN-PSO (51.77 dB) and that of Taguchi method (47.48 dB) is conducted. The error of the former is 33.3% less than that of the latter.
3) The running time of ANN-PSO is 2.600 min, which is only 2% of BPNN (121.6 min). So the computational efficiency of ANN-PSO is much higher than that of BPNN.
?4) The proposed integrated method can be applied in other design optimization problems.
References
[1] PANG J H L. CBGA solder joint reliability evaluation based on elastic-plastic-creep analysis [J]. Journal of Electronic Packaging, 2000, 122(3): 255-261.
[2] SYED A. Predicting solder joint reliability for thermal, power, and bend cycle within 25% accuracy [C]// Proc 51st Electronic Components and Technology Conference. Orlando: IEEE Press, 2001: 255-263.
[3] SU Yong-hua, ZHANG Peng, ZHAO Ming-hua. Improved response surface method and its application in stability reliability degree analysis of tunnel surrounding rock [J]. Journal of Central South University of Technology, 2007, 14(6): 870-876.
[4] HUANG Chun-yue, ZHOU De-jian, WU Zhao-hua. Solder joint reliability of plastic ball grid array component based on design of full factorial experiment [J]. Journal of Xi’an Jiaotong University, 2005, 39(7): 753-756. (in Chinese)
[5] MERTOL A. Application of the Taguchi method on the robust design of molded 225 plastic ball grid array packages [J]. Components, Packaging, and Manufacturing Technology, Part B: Advanced Packaging, 1995, 18(4): 734-743.
[6] DING De-xin, ZHANG Zhi-jun. Artificial neural network based inverse design method for circular sliding slopes [J]. Journal of Central South University of Technology, 2004, 11(1): 89-92.
[7] OZCELIK B, ERZURUMLU T. Comparison of the wrappage optimization in the plastic injection molding using ANOVA, neural network model and genetic algorithm [J]. Materials Processing Technology, 2006, 171(3): 437-445.
[8] HUANG M L, HUNG Y H. Combining radial basis function neural network and genetic algorithm to improve HDD driver IC chip scale [J]. Expert Systems with Applications, 2008, 34(1): 588-595.
[9] HOU T H, SU C H, CHANG H Z. Using neural networks and immune algorithms to find the optimal parameters for an IC wire bonding process [J]. Expert Systems with Applications, 2008, 34(1): 427-436.
[10] IPC-9701. Performance test methods and qualification requirements for surface mount solder attachments [S].
[11] AMAGAI A. Characterization of chip scale packaging materials [J]. Microelectronics Reliability, 1999, 39(9): 1365-1377.
[12] HU Shou-ren. Application techniques for artificial neural networks [M]. Changsha: National University of Defense Technology Press, 1993. (in Chinese)
[13] KENNEDY J, EBERHART R. Particle swarm optimization [C]// Proceedings of International Conference on Neural Networks. Perth: IEEE Press, 1995: 1942-1948.
[14] ZHOU Ji-cheng, XIAO Xiao-qing, EN Yun-fei, HE Xiao-qi. Optimal design for improving thermo-mechanical fatigue reliability of solder joint of PBGA component based on robust design [J]. Acta Electronica Sinica, 2007, 35(11): 2180-2183. (in Chinese)
(Edited by CHEN Wei-ping)
Foundation item: Project(60371046) supported by the National Natural Science Foundation of China; Project(9140C0301060C03001) supported by the National Defense Science and Technology Foundation of Key Laboratory, China
Received date: 2008-01-02; Accepted date: 2008-03-28
Corresponding author: ZHOU Ji-cheng, Professor, PhD; Tel: +86-13873193957; E-mail: jicheng08@yahoo.cn

