
Effects of different tempers on precipitation hardening of 6000 series aluminium alloys
LIU Hong(刘 宏)1, ZHAO Gang(赵 刚)2, LIU Chun-ming(刘春明)2, ZUO Liang(左 良)2
1. School of Mechanical Engineering, Shandong Institute of Light Industry, Ji’nan 250353, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China
Received 21 April 2006; accepted 22 September 2006
Abstract: By means of Vickers hardness, mechanical property and formability tests, the effects of different tempers on precipitation hardening of 6000 series aluminium alloys for automotive body sheets were investigated. The results indicate that the short-time pre-aging at 170 ℃ makes for subsequent artificial aging precipitation hardening. With the increase of pre-aging time, the artificial aging hardenability increases. The aging hardening rate reaches the maximum when pre-aging time is up to 10 min, and then it decreases. The short-time pre-aging at 170 ℃ benefits sheets to obtain lower strength under delivery condition and consequently to improve stamping formability of automotive body sheets. The effects of different tempers on precipitation hardening are much more obvious than those of the alloying elements. It is a good treatment schedule to perform pre-aging for 5 min at 170 ℃ right after solution treatment.
Key words: T4 temper; pre-aging; artificial aging hardenability; formability
1 Introduction
Nowadays the automotive industry is striving to reduce fuel consumption and exhaust gas of cars in order to meet future environmental requirements. Apart from improvements in engine efficiency, the reduction of vehicle mass is fundamental to reach this goal. The heat-treatable 6000 series aluminium alloys as automotive body sheet materials are being brought to practical use more and more in North American and Europe, becoming optimal materials to reduce the mass of automotive and taking place of steel sheets[1-5]. However, 6000 series aluminium alloy sheets in T4 temper (natural aging after solution treatment) have high strength before stamping, and need to strengthen by paint bake cycle to satisfy the demand of in-service dent resistance after being stamped into automotive body structural parts. But actually, the strength of the sheets in this temper after paint-bake cycle (artificial aging at 170 ℃ for 30 min) is not improved, on the contrary it is lower than that of T4 temper. That is attributed to the room temperature storage effect[6-8]. Therefore, it has drawn special attention to how to take the advantage of aging precipitation characteristic of 6000 series aluminium alloys and make for both stamping and paint bake strengthening[9-12].
The aim of this work is to investigate the precipitation characteristic and artificially aging hardening behavior of 6000 series aluminium alloys in different tempers. It is of great significance for the treatment of aluminium alloys for application of automotive body sheets.
2 Experimental
The materials used in this work were prepared using high purity aluminium (99.9% Al), electrolysis copper, industrial pure magnesium, and intermediate alloys of Al-9.5%Si and Al-9.0%Mn. These raw materials were melted in a resistance crucible oven as per a certain adding order, and then cast into ingots (220 mm×120 mm×30 mm) in the copper mould with cooling water. The chemical compositions of the alloys prepared are listed in Table 1. Two-stage homogenization treatments of the ingots were performed at 470 ℃ for 5 h and at 540 ℃ for 16 h. Then the ingots were hot-rolled and cold-rolled to thin sheets of 1.2 mm in thickness.
Table 1 Chemical compositions of alloys (mass fraction, %)
All specimens were cut from cold-rolled sheets. The specimens for measuring mechanical properties, strain hardening exponent n value and plastic strain ratio r value were respectively cut from alloy sheets in 0?, 45? and 90? to the rolling direction. The gauge length and width of the specimens are 50 mm and 12.5 mm, respectively. The data of mechanical properties were only taken from the specimen parallel to the rolling direction of the sheets, but n and r values took the averages of three directions specimens. Specimens used for the measurement of hardness and Ericsson value (IE) were machined into size of 20 mm×20 mm and 60 mm×60 mm, respectively.
The treatments for specimens were as follows. 1) As-quenched state: keep the specimens at 540 ℃ for 30 min and then quench them into water to room temperature; 2) T4 temper: naturally age for two weeks after solution quenching; 3) T4P temper, namely single-stage pre-aging: conduct short-time (5, 10, 20 and 30 min) aging at 170 ℃ right after solution quenching, and then place for two weeks at room temperature; 4) T4P1 temper, namely two-stage pre-aging: conduct the first stage aging at 140 ℃ for 10 min right after solution quenching, and then the second stage aging at 200 ℃ for different times (5,10 and 15 min), subsequently place them for two weeks at room temperature. Finally, specimens in the above four tempers were artificially aged at 170 ℃ for different times.
The tensile tests were conducted using CMT5105- SANS micro-controlling electron tensile machine. The IE value was measured by GBS-60 numerical semi- automatic cupping testing machine, and a spherical male die was used with a diameter of 20 mm. A 450SVD Wilson hardness tester was used for hardness measurements.
3 Results and discussion
3.1 T4 temper and as-quenched state
Fig.1 shows the effects of T4 temper and as-quenched state on artificial aging hardenability at 170 ℃ for alloys 1-3, respectively. It can be seen that all alloys during the early stages of artificial aging at 170 ℃ in T4 temper present softening phenomena and after aging for 30 min the hardness values of them are still less than those of T4 temper. The hardness of the alloys artificially aged at 170 ℃ in as-quenched state tends to go up when aging time reaches 30 min, and is much higher than that of T4 temper. This indicates that the microstructure of alloys before artificial aging at 170 ℃ influences their precipitation hardening behavior. The number of β" phase in alloys decides the hardening effect, that is, the larger it is, the more obvious the hardening effect is[13-15]. Artificial aging in as-quenched state strengthens alloys because it makes the precipitation of β" phase easy. However, the variation of Mn content does not seem to have much effect on artificial aging. Increasing Mn content just enhances the initial hardness of alloys and makes the aging hardening curves shift up correspondingly.

Fig.1 Effects of T4 temper (a) and as-quenched state (b) on artificial aging hardenability at 170 ℃ for alloys 1-3, respectively
Moreover, taking notice of the hardness of as-quenched alloys decreasing, it is highly advantageous for automotive body sheets to stamping. But in fact, it is difficult to actualize short-time continuous operation from solution treatment to stamping of alloy sheets in automotive manufacturing technique, which makes alloy sheets after solution treatment unable to avoid storage at room temperature.
3.2 T4P temper (single stage pre-aging)
Fig.2 shows the effects of different pre-aging time (5, 10, 20 and 30 min) at 170 ℃ on artificial aging hardenability of alloys 1-3, respectively. It is obvious that for all alloys, T4P hardness as well as subsequent artificial aging hardenability increases with the increase of pre-aging time. Pre-aging within 10 min can improve the artificial aging hardenability by HV20-25. In comparison, the contribution to hardness made by alloying element is only HV5-6. It is indicated that the pre-aging treatment is more impactful than the addition of alloying elements for preventing alloys softening in the early stages of artificial aging and raising aging hardenability.
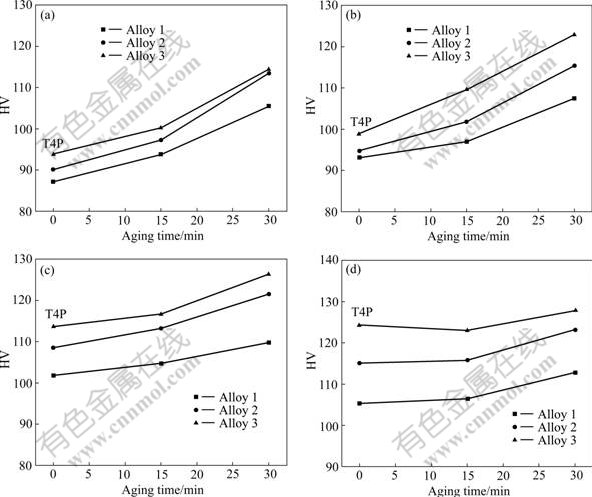
Fig.2 Effects of different pre-aging time at 170 ℃ on subsequently artificial aging hardenability for alloys 1-3: (a) 5 min; (b) 10 min; (c) 20min; (d) 30min
However, the effects of different pre-aging time on subsequent artificial aging hardening rates are evident. When pre-aging time is 10 min, the aging hardening rate reaches the maximum, and then decreases. It implies that clusters formed in alloys pre-aged at 170 ℃ within 10 min are easy to transform into β" phase during subsequent artificial aging. If pre-aging time is too long, β" phase may be directly produced, causing the degree of supersaturation of solid solution to reduce, which leads to subsequent artificial aging kinetics slowing down.
Fig.3 shows the effect of pre-aging at 170 ℃ for different times on T4P hardness of alloy sheets. It is evident that after pre-aging within 10 min the T4P hardness of sheets is generally less or close to T4 hardness, and after 10 min the T4P hardness values of all alloys are higher than T4 hardness values. This is attributed to the restraining effect of decrease of concentration of solute and vacancy in supersaturated solid solution, namely, the formation of clusters by short- time pre-aging after solution treatment, on subsequent natural aging precipitation, and leads to the reduction of T4P hardness; but long-time pre-aging would accelerate β" phase forming directly and make T4P hardness enhance.
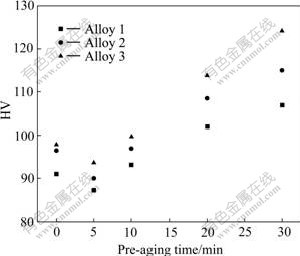
Fig.3 Effect of different pre-aging time at 170 ℃ on T4P hardness of alloy sheets
By all appearances, though increasing pre-aging time can achieve better aging strengthening, the method is not advisable because it goes against stamping formability of sheets. Therefore, the pre-aging time at 170 ℃ right after solution treatment should not be beyond 10 min.
3.3 T4P1 temper (two stage pre-aging)
Fig.4 shows the effects of T4P1 treatment of the second stage pre-aging at 200 ℃ for different times on artificial aging hardenability of alloys 1-3, respectively. It can be seen that for all alloys, both T4P1 hardness and subsequent artificial aging hardenability increase with the increase of the second stage pre-aging time. This result is the same as that of single stage pre-aging discussed above.
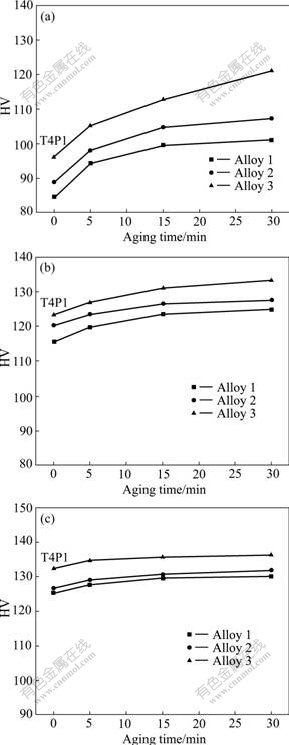
Fig.4 Effects of T4P1 treatment of second stage pre-aging at 200 ℃ for 5 min (a), 10 min (b) and 15 min (c) on artificial aging hardenability of alloys 1-3, respectively
In the same way, by comparing T4P1 hardness with T4 hardness (as shown in Fig.5) it can be found that T4P1 hardness values gained by T4P1 (200 ℃, 5 min) treatment are lower than T4 hardness values for all alloys. Hence only this treatment can meet requirement of automotive body sheets for stamping formability.
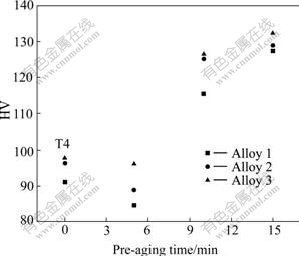
Fig.5 Effect of second stage pre-aging time on T4P1 hardness of alloy sheets
3.4 Comparison of single and two-stage pre-aging
Considering automotive body sheets’ dual requirements for stamping and paint bake hardenability, the single stage pre-aging at 170 ℃ for 5 or 10 min, and two-stage pre-aging (the second stage aging at 200 ℃ for 5 min) are compared, and the results are shown in Figs.6 and 7, respectively. It is found that for artificial aging hardenability the single-stage pre-aging has the advantage over the two-stage pre-aging; and for T4P hardness, the hardness values of single-stage pre-aging at 170 ℃ for 5 min and two-stage pre-aging are both low. By comparison, the pre-aging at 170 ℃ for 5 min can satisfy the requirement of automotive body sheets.
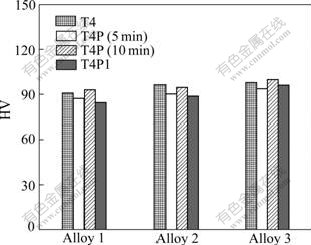
Fig.6 Effects of different pre-aging treatments on artificial aging hardenability of alloys
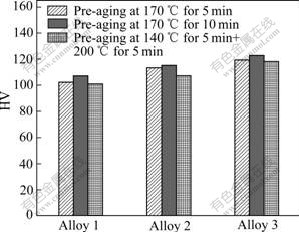
Fig.7 Effects of different pre-aging treatments on T4P hardness of alloys
3.5 Formability and paint bake strength
Figs.8 and 9 show the comparison of tensile properties and formability for alloy sheets in T4P (5 min) or T4 temper, respectively. It can be seen that δ, n, r and IE values of all sheets in T4P (5 min) temper are higher than those of sheets in T4 temper, and at the same time, the yield strength values in T4P (5 min) are lower than those in T4 temper. The results indicate that T4P (5 min) temper is better than T4 temper on the aspects of either tensile property or formability of sheets. The T4P (5 min) treatment can improve the microstructure of alloys in T4 temper, prevent sheets from hardening during storage and ensure lower strength under delivery condition.
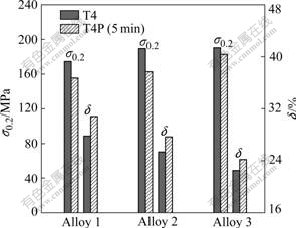
Fig.8 Tensile properties of alloy sheets in T4P (5 min) and T4 temper
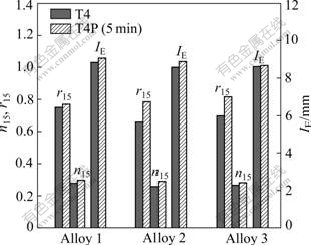
Fig.9 Formability of alloy sheets in T4P(5 min) and T4 temper
Further work is to conduct simulating paint bake (artificial aging at 170 ℃ for 30 min) treatment with specimens of T4P (5 min) temper and to obtain paint bake strength (i.e. yield strength) through tensile test. Fig.10 shows the effects of different treatments on paint bake strength of alloy sheets. It can be seen that the strengthening effect attained by simulating paint bake is the best in T4P (5 min) temper, even better than that in as-quenched state. This implies that the characteristic of microstructure produced by T4P (5 min) treatment makes for promoting paint bake strengthening.
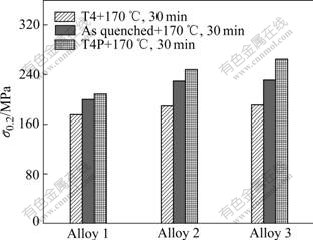
Fig.10 Effects of different tempers on paint bake strength of alloy sheets
4 Conclusions
1) The effect of different tempers on artificial aging hardenability of 6000 series aluminium alloys for automotive body sheets is great, comparatively, the effect of the alloying elements is less.
2) Short-time pre-aging at 170 ℃ is in favor of subsequent artificial aging precipitation hardening. With the increase of pre-aging time, the artificial aging hardenability increases. Aging hardening rate reaches the maximum when pre-aging time is up to 10 min, and then slows down.
3) The short-time pre-aging at 170 ℃ benefits sheets to obtain lower strength under delivery condition, consequently improves the stamping formability of automotive body sheets.
4) The stamping formability and paint bake hardenability of the alloy sheets can be greatly improved by performing pre-aging (at 170 ℃ for 5 min) treatment right after solution treatment.
References
[1] MILLER W S, ZHUANG L, BOTTEMA J. Recent development in aluminium alloys for the automotive industry [J]. Mater Sci Eng A, 2000, 280: 37-49.
[2] GUPTA A K, LIOYD D J. The properties and characteristics of two new aluminum automotive closure panel materials [J]. SAE Transaction J Mater and Manuf Sections, 1996, 960164: 180-185.
[3] KAMAT R G, BUTLER J F JR, MURTHA S J, BOVARD J S. Alloy 6022-T429 for automotive sheet applications [J]. Mater Sci Forum, 2002, 396/402: 1591-1596.
[4] MOONS T, RATCHEV P, SMET P D, VERLINDEN B. A comparative study of two Al-Mg-Si alloys for automotive applications [J]. Scipta Mater, 1996, 35(8): 939-945.
[5] BOTTEMA J, LAHAYE C, BAARTMAN R, ZHUANG L, SMET P D, SCHOEPEN F. Recent developments in AA6016 alumintum type body sheet product [J]. SAE Transaction J Mater and Manuf, 1998, 981007: 900-907.
[6] ZHEN L, KANG S B. DSC analyses of the precipitation behavior of two Al-Mg-Si alloys naturally aged for different times [J]. Mater Let, 1998, 37(2): 349-453.
[7] KLEINER S, HENKEL C, SCHULZ P, UGGOWITZER P J. Paint bake response of aluminium alloy 6016 [J]. Aluminium, 2001, 77(3): 185-189.
[8] ZHUANG L, JANS J E, SMET P D. Natural ageing effect on the bake hardening response in Al-Mg-Si alloys [J]. Aluminium (TMS), 2001: 77-91.
[9] PEROVIC A, PEROVIC D D, WEATHERLY G C. Precipitation in aluminum alloys AA6111 and AA6016 [J]. Scripta Mater, 1999, 41(7): 703-708.
[10] ZHUANG L, HAAN R D, BOTTEMA J, LAHAYE C T W. Improvement in bake hardening response of Al-Si-Mg alloys [J]. Mater Sci Forum, 2000, 331/337: 1309-1314.
[11] BRYANT J D. The effects of preaging treatments on aging kinetics and mechanical properties in AA6111 aluminum autobody sheet [J]. Metall Mater Trans A, 1999, 30(10): 1999-2006.
[12] ZHEN L, KANG S B. The effect of pre-aging on microstructure and tensile properties of Al-Mg-Si alloys [J]. Scripta Mater, 1997, 36(10): 1089-10948.
[13] GUPTA A K, LLOYD K J, COURT S A. Precipitation hardening processes in Al-0.4%Mg-1.3%Si-0.25%Fe aluminum alloy [J]. Mater Sci Eng A, 2001, 301(2): 140-146.
[14] MIAO W F, LAUGHLIN D E. Precipitation hardening in aluminum alloy 6022 [J]. Scripta Mater, 1999, 40(7): 873-878.
[15] MURAYAMA M, HONO K. Pre-precipitate clusters and precipitation processes in Al-Mg-Si alloys [J]. Acta Mater, 1999, 47(1): 1537-1548.
Foundation item: Project(2002AA331050) supported by the Hi-tech Research and Development Program of China; Project(0208) supported by Science and Technology Research of Ministry of Education of China
Corresponding author: LIU Hong; Tel: +86-531-88523981; E-mail: hongshuoxin@163.com
(Edited by YUAN Sai-qian)

