DOI:10.19476/j.ysxb.1004.0609.2018.12.11
U弯变形及退火处理对690合金晶界网络分布的影响
刘廷光1, 2,夏 爽2,白 琴2,周邦新2,陆永浩1
(1. 北京科技大学 国家材料服役安全科学中心,北京 100083;
2. 上海大学 材料科学与工程学院,上海 200072)
摘 要:采用取向成像显微技术对镍基690合金U弯样品及经退火处理后样品进行分析,研究对U弯样品进行表面晶界工程处理(GBE)的方法。结果表明:U弯样品沿厚度方向上存在形变量梯度,致使退火后样品的晶界网络在厚度方向上产生规律变化,局部区域(约10%拉伸变形层区域)形成高比例低∑重合位置点阵(CSL, ∑≤29)晶界(约80%)。弯曲形变量对再结晶形核密度及孪晶形成几率的影响决定GBE处理效果,GBE处理的合适变形量稍大于再结晶的临界变形量:形变量过小时,不利于提高孪晶形成几率,甚至不发生再结晶;形变量过大时,不利于形成大尺寸的晶粒团簇,都不利于形成高比例低∑CSL晶界。
关键词:镍基690合金;晶界工程;U弯;低∑-CSL晶界;晶界网络
文章编号:1004-0609(2018)-12-2486-08 中图分类号:TG111;TG156.93 文献标志码:A
应力腐蚀开裂(Stress corrosion cracking, SCC)是导致核反应堆构件服役失效的主要形式之一[1-3],比如主管道和蒸汽发生器传热管,材料主要是奥氏体型Fe-Cr-Ni合金,如316和304不锈钢,镍基690、600和800合金。奥氏体型Fe-Cr-Ni合金在高温高压水中发生的应力腐蚀开裂过程主要沿晶界扩展[4-6],为晶间应力腐蚀开裂。Fe-Cr-Ni合金的晶界在高温下长期服役过程中容易析出碳化物,造成晶界附近贫Cr[7],是导致Fe-Cr-Ni合金构件容易发生晶间应力腐蚀开裂(Inter granular stress corrosion cracking, IGSCC)的主要原因[8]。奥氏体型Fe-Cr-Ni合金的层错能较低,位错难以发生交滑移和攀移,也是导致这类材料容易发生应力腐蚀开裂的原因之一[9]。通过控制微量元素和改进合金成分开发新钢种,改进材料制备工艺(TT处理),控制一回路冷却剂,能够提高蒸汽发生器传热管的抗应力腐蚀开裂能力,比如使用690TT合金后的蒸汽发生器热交换管的抗应力腐蚀开裂能力得到显著提高。但是,即使在役690合金传热管目前还没有发生应力腐蚀开裂破坏的报道,但在实验室中已经发行690合金也会发生应力腐蚀开裂,尤其是冷变形状态材料[10]和在含铅碱性溶液中[11]。因此,为了适应核电站设计寿命延长以及工作参数提高的要求,进一步提高690合金的抗应力腐蚀开裂能力是需要研究的问题。
研究发现,低∑重合位置点阵(Coincidence site lattice,CSL)晶界(∑≤29)的抗晶间破坏能力明显高于随机晶界[12-13],尤其是孪晶界(∑3),几乎不发生晶间腐蚀和晶间应力腐蚀开裂,这是因为这类晶界的重位阵点密度较高,晶界能较低,抗敏化能力强。低∑CSL晶界也被称为特殊晶界。因此,WATANABE[14]于1984年提出“晶界设计与控制”的构想,通过提高材料中特殊结构晶界的比例,从而提高材料的晶界相关性能,被称为晶界工程技术(Grain boundary engineering, GBE)[14-18]。这一构想在部分中低层错能面心立方金属材料中得到实现,比如奥氏体不锈钢、镍基合金、铜及其合金等,它们经过合适的形变和热处理工艺后低∑CSL晶界比例能够提高到75%以上[19-20]。对晶界工程处理的奥氏体不锈钢和镍基合金进行晶间腐蚀试验结果显示,腐蚀质量损失率降低了50%~70%[21];应力腐蚀开裂实验显示,应力腐蚀裂纹主要沿随机晶界扩展[22],孪晶界几乎不发生开裂。近几年,晶界工程领域的研究重点已经逐渐从对各类型CSL晶界的抗晶间开裂能力认识转移到晶界网络连通性与材料抗晶间破坏能力关系上,并采用三维显微表征技术开展相关研究,进一步揭示晶界工程处理前后的晶粒团簇和晶界网络特征[4, 13, 17]。
晶界工程处理能够使奥氏体不锈钢和镍基合金经中生成大量低∑CSL晶界[14-20],但是,针对这些晶界的形成机理还没有统一认识,所提出的机理模型有∑3再激发模型[18],晶界分解机制[23],非共格∑3晶界的迁移与反应机制[24],以及晶粒团簇的形核与长大观 点[16]。这些观点虽有不同,但重点都是揭示∑3n (n=1, 2,…)晶界的形成。晶界工程处理形成的大量低∑CSL晶界中主要是∑3晶界[16],约占特殊晶界的85%,其次是∑9和∑27晶界,其它类型低∑CSL晶界含量很少。中低层错能面心立方金属材料再结晶过程中,伴随晶界迁移容易发生层错而形成孪晶[25],甚至可能从一个晶核开始发生一系列的孪生事件,称为多重孪晶(Multiple-twinning)[16-17, 26],这些孪晶晶粒长大相遇构成高阶孪晶界(∑3n),是晶界工程处理生成高比例低∑CSL晶界的直接原因。
文献[16-19]中报道的晶界工程处理工艺,一般是采用小形变量轧制或拉伸变形后进行退火处理,能够得到具有高比例低∑CSL晶界的均匀的显微组织。蒸汽发生器U形弯管是发生应力腐蚀开裂的敏感位置,因此,本文对U弯690合金试样进行晶界工程处理进行了研究,探索利用晶界工程技术提高蒸汽发生器U形弯管的抗晶间应力腐蚀开裂能力的方法。
1 实验
本研究的实验材料为压水堆蒸汽发生器用690合金管成分(质量分数,%):Cr30.39, Fe 8.88, C 0.023, Al 0.22, Ti 0.26, Si 0.07, Mn 0.23, Cu 0.02, S 0.002, P 0.006, Ni余量。使用线切割将690合金管沿轴向抛开(1/8圆环),冷轧成片状,密封在真空石英管中;然后在1100℃下退火5min后快速砸破石英管水淬,为本研究始态样品A,样品尺寸为0.9 mm×5 mm×13 mm,在该试样截面上进行EBSD分析,区域大小为400 μm×450 μm。
使用自制模具进行U弯变形,如图1所示,弯曲后的试样为B,为内径6 mm半圆。在该样品半圆弧截面中间位置进行EBSD测试,区域700 μm×400 μm。然后把样品B密封在真空石英管中,在1100 ℃下退火5 min后快速砸破石英管水淬,得到样品C,并在与退火前相同(或相近)位置进行EBSD测试。
制备符合EBSD测试要求的镍基690合金样品方法。首先用金相砂纸进行预磨(01#→03#→05#);然后进行电解抛光,电解液为20%HClO4+80%CH3COOH (体积分数),在室温下用30V直流电抛光约60s。使用配备在热场发射枪扫描电子显微镜(SEM)CamScan Apollo300上的HKL-EBSD附件对样品表面微区进行取向分析,退火样品扫描步长2 μm,形变样品扫描步长为1 μm。使用HKL-Channel 5软件分析EBSD数据,采用Palumbo-Aust标准[27]判定晶界类型。

图1 U弯模具示意图
Fig. 1 Sketch map for U-shape bending
2 实验结果
2.1 始态样品显微组织
图2所示为弯曲变形前样品A的晶界网络图,不同颜色显示不同类型晶界。采用晶粒等效圆直径法统计样品平均晶粒尺寸为13.0 μm;低∑CSL晶界比例为54.7%,其中主要是∑3晶界(49.6%),也即是孪晶界,多重孪晶界(∑9和∑27)比例为4.9%,其它类型低∑CSL晶界含量很少。

图2 始态样品A的不同类型晶界分布图
Fig. 2 Grain boundary network of grain boundary characters of starting-state sample A
2.2 弯曲变形样品的显微组织分析
图3(a)所示为U弯样品B的EBSD测试区域的不同类型晶界图,图3(c)所示为测试区域位置示意图。图3中的标尺表示测试位置到半圆环内表面的距离,并把测试区域分成10块,每一区域的大小为70 μm×400 μm,分别表示为B1~B10。晶界网络分布图(见图3(a))显示,靠近内、外表面的区域含有大量小角晶界(灰色线条,范围1°~15°);越靠近B4区域,小角晶界含量越低。小角晶界是U弯过程中位错塞积形成的,小角晶界密度越高的区域应变越大。分别统计图3(a)中不同区域的小角晶界密度,结果如图4中的点-实线图所示。B4应该是未变形区域(中性层),左侧(B5~B10)为拉伸变形区域,右侧(B1~B3)为压缩变形区域。
图3(b)所示为U弯样品B的EBSD测试区域的局部取向梯度图(Local orientation gradient或local misorientation)。局部取向梯度也是从微观上度量变形程度的参数。与小角晶界密度分布类似,样品B沿厚度方向上不同区域的局部取向梯度有显著差异,越靠近样品表面区域的局部取向梯度越大,越靠近B4区域的局部取向梯度越小。分别统计B1~B10区域的平均局部取向梯度,如图4中的点-虚线所示,与采用小角晶界密度进行表征的结果类似。

图3 U弯样品B的显微组织
Fig. 3 Microstructures of U-bended sample B
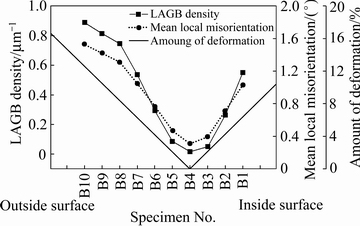
图4 U弯样品B沿厚度方向不同区域的形变程度曲线(分别用小角晶界密度、平均局部取向梯度和形变量线性计算值表示)
Fig. 4 Deformation measurements of different regions in specimen B along thickness direction based on low-angle grain boundary (LAGB) density, mean local-misorientation and calculated amount of deformation, respectively
根据中性层位置及弯曲半径,按照线性分布规律近似计算出样品B距中性层任意距离处的变形量,如图4中的直实线所示。分别用小角晶界密度、平均局部取向梯度和变形量表示弯曲样品B沿厚度方向不同区域的形变程度,小角晶界密度和局部取向梯度为微观参数,表征结果基本相同,与测试位置的关系都是非线性的;形变量是宏观参数,表征结果与小角晶界密度和平均局部取向梯度有较大差异。微观参数能够更合理反应出材料的应变分布,图4说明U形弯曲样品在厚度方向上的应变分布不是线性的。
2.3 退火后样品的晶界网络分布特征
EBSD测得退火处理后样品C的晶界网络分布如图5所示,测试区域位置大概与退火前的EBSD测试区域B相同。由图5可见,沿样品厚度方向不同区域(C1~C10)的晶界网络有明显差异。C1~C7区域的随机晶界密度明显比C8~C10区域高,其中C1~C3和C6~C7区域含有较多的小角晶界。C8~C10区域含有大量的∑3n类型晶界,低∑CSL晶界比例明显较高,构成了大尺寸的“互有∑3n取向关系晶粒的团簇”[16-17]:晶粒团簇(Grain-cluster)内都是∑3n类型晶界,因此也叫孪晶相关区域;边界为取向上随机形成的晶界,一般是随机晶界,如图5中灰色所示区域是一个晶粒团簇。
分别统计始态样品A和经U弯-退火后的样品C的C1~C10区域的晶界网络特征,包括低∑CSL晶界比例和晶粒平均尺寸,结果分别如图6和7所示。

图5 样品C的不同类型晶界分布图(灰色背景区域是一个晶粒团簇)
Fig. 5 Grain boundary network of specimen C (region colored by gray is grain-cluster)

图6 样品A及样品C不同区域的晶界特征分布
Fig. 6 Grain boundary character distributions of specimen A and regions C1-C10 in specimen C

图7 样品A及样品C的不同区域的晶粒平均尺寸及晶粒尺寸分布范围
Fig. 7 Mean grain size and grain size distribution of specimen A and regions C1-C10 in specimen C
从C1到C10区域,样品的低∑CSL晶界比例和晶粒尺寸都有显著变化,这是由弯曲变形在样品厚度方向上的形变方式不同及产生的形变量不同引起的,可以结合图3和4中的形变梯度分布进行分析。
图5中C4对应U弯样品的中性层B4区域,由于该区域在弯曲过程中基本没有发生变形,退火后基本保持U弯前样品A的显微组织状态,低∑CSL晶界比例和晶粒尺寸都和A接近。C3~C1对应U弯样品的压缩变形区域B3~B1,随退火前压缩变形量的增加,C3到C1区域的低∑CSL晶界比例逐渐增大,但都比始态样品A的低∑CSL晶界比例低,这是由于B3~B1的应变量较低,退火过程中没有进行或没有充分进行再结晶。试样C各区域及试样A的小角晶界密度和平均局部取向梯度如图8所示,C3~C1区域的小角晶界密度和平均局部取向梯度都明显高于C4区域和样品A,说明C3~C1区域仍保持形变显微组织状态。从B3到B1的形变量逐渐变大,退火后的再结晶程度逐渐变大,低∑CSL晶界比例升高。
C5~C10区域对应U弯样品拉伸变形区域B5~B10,随退火前拉伸变形量的增加,C5到C10的低∑CSL晶界比例变化比较复杂。C5到C7区域的低∑CSL晶界比例逐渐降低,并且这一比例都低于始态样品A,这是没有完成或没有发生再结晶的结果,与C3~C1区域类似。随着退火前拉伸变形量的增加,退火过程中有足够的形变储能促使发生再结晶,因此C8~C10区域都完全再结晶,小角晶界密度和平均局部取向梯度都处于很低的水平,与始态样品A相当,如图8所示。C8~C10区域的低∑CSL晶界比例明显高于始态样品A的,尤其是C9区域的,达到近80%,获得了很好的GBE处理效果。C9区域的低∑CSL晶界比例又明显高于C8和C10区域的,说明GBE处理过程中需要合适大小的形变量,过大和较小都不利于形成高比例的低∑CSL晶界[19]。

图8 样品A及样品C的不同区域的小角晶界密度及平均局部取向梯度
Fig. 8 Low angle grain boundary (LAGB) densities and mean local-misorientations of specimen A and regions C1-C10 in specimen C
图7所示为样品A和样品C的不同区域的平均晶粒尺寸统计结果。C4区域对应U弯样品的中性层,在弯曲变形-退火过程中基本没有变化,保持始态样品A的晶粒尺寸。C1~C3为压缩变形-退火区域,都没有完成再结晶。C5~C10为拉伸变形-退火区域,随形变量的增加,C5到C10区域的平均晶粒尺寸出现先增大后减小的趋势,C8区域的晶粒平均尺寸最大,比始态样品A的晶粒尺寸明显较大,这符合再结晶关于临界变形量的一般规律。C8区域是经历最小变形程度并能在退火时基本完成再结晶的状态,相比C9和C10区域含有较高的小角晶界和局部取向梯度(如图8所示),应该处于临界变形量附近,退火后晶粒尺寸较大。从GBE处理效果上看,C9区域获得了最好的GBE处理效果,说明GBE处理的合适形变量应稍大于临界变形量(B9区域,约10%拉伸变形)。
3 分析与讨论
根据已有研究文献[14-18],GBE处理后获得以高比例低∑CSL晶界及大尺寸晶粒团簇为特征的晶界网络,能够显著改善材料与晶界相关的性能,如抗晶间腐蚀和抗晶间应力腐蚀开裂的能力。对于本研究中的U形弯曲690合金样品,在经过退火处理后,能够在试样靠近外表面位置形成一层含有高比例低∑CSL晶界的区域(C8~C10),相当于进行了表面GBE处理,该层组织中随机晶界比例很低,而随机晶界是晶间破坏发生及扩展的通道,因此,表面GBE处理有可能延缓晶间破坏萌生,并阻碍晶间破坏向材料内部扩展。
如何控制弯曲变形工艺,从而获得更好的表面GBE处理效果,使多区域具有高比例特殊晶界,是需要进一步分析的问题。GBE处理的一般工艺为“小量冷加工变形后进行高温短时间退火”,生成以大尺寸的晶粒团簇为特征的显微组织。晶粒团簇是退火过程中从单一晶核长大生成的,长大过程中发生多重孪晶,形成大量的孪晶界(∑3)和多重孪晶界(∑9和∑27),构成大尺寸的晶粒团簇。因此,再结晶形核密度决定了最终的晶粒团簇尺寸,再结晶形核密度越高,可供晶核长大的潜在空间就越小,最终的晶粒团簇尺寸就越小,低∑CSL晶界比例越低;另一方面,再结晶前沿晶界迁移过程中的孪晶形成几率决定了最终的晶粒尺寸及∑3晶界密度,孪晶形成几率越高,最终形成的低∑CSL晶界比例越高。
在一定的退火温度和退火时间下,形变程度(应变量)对形核密度和孪晶形成几率的关系如图9所示。低形核密度和高孪晶形成几率有利于生成高比例低∑CSL晶界,是晶界工程处理的理想状态,然而它们对形变量的要求是矛盾的。如此便会出现一个最佳形变量值,本研究中既B9区域,对应再结晶后的C9区域,有最高比例的低∑CSL晶界;当形变量更大时,如B10区域,对应再结晶后的C10区域的晶粒团簇尺寸减小,随机晶界密度升高,造成低∑CSL晶界比例较低;当形变量更小时,如B8区域,对应再结晶后的C8区域的∑3晶界密度较低,造成低∑CSL晶界比例较低,同时晶粒尺寸较大。因此,采用U弯方法对材料进行表面GBE处理时,应该根据试样厚度选择合适的U弯半径,从而使试样在预设位置产生较合适的形变量(约10%),该区域在退火后获得较好的GBE处理效果。
4 结论
1) 小角晶界密度和局部取向梯度是能够定性和定量分析形变显微组织的微观参数。
2) 形变量是影响GBE处理效果的重要参数。U弯样品沿厚度方向上的形变量梯度造成退火后样品的晶界网络在厚度方向上产生规律性变化,局部区域能够形成高比例低∑CSL晶界(约80%),构成以大尺寸“互有∑3n取向关系晶粒的团簇”为特征的晶界网络,达到了很好的GBE处理效果。
3) GBE处理过程中,低的再结晶形核密度和高的孪晶形成几率是获得高比例低∑CSL晶界的关键,而形变量对这两个因素的影响是矛盾的,存在最佳形变量,约为稍大于临界变形量。在本实验条件下,U弯试样10%拉伸变形层附近区域经1100 ℃、5 min真空退火后的低∑CSL晶界比例最高,达到80%。

图9 形变量对GBE处理后样品的晶粒团簇尺寸、晶粒尺寸及低∑CSL晶界比例的影响
Fig. 9 Effects of deformation amount on grain-cluster size, grain size and low-∑CSL boundary proportion of GBE processed sample
REFERENCES
[1] ZINKLE S J, WAS G S. Materials challenges in nuclear energy[J]. Acta Mater, 2013, 61: 735-578.
[2] 张兴田. 核电厂设备典型腐蚀损伤及其防护技术[J]. 腐蚀与防护, 2016, 37(7): 527-534.
ZHANG Xing-tian. Corrosion damage cases and corrosion protection technology of components in nuclearpower pllant[J]. Corrosion Protection, 2016, 37(7): 527-534.
[3] 韩恩厚. 核电站关键材料在微纳米尺度上的环境损伤行为研究――进展与趋势[J]. 金属学报, 2011, 47(7): 769-776.
HAN En-hou. Research trends on micro and nano-scal materials degradation in nuclear power plant[J]. Acta Metall Sin, 2011, 47(7): 769-776.
[4] LIU T, XIA S, SHOJI T, BAI Q, ZHOU B, LU Y. The topology of three-dimensional grain boundary network and its influence on stress corrosion crack propagation characteristics in austenitic stainless steel in a simulated BWR environment[J]. Corros Sci, 2017, 129: 161-168.
[5] ZHU R, WANG J, ZHANG Z, HAN E H. Stress corrosion cracking of fusion boundary for 316L/52M dissimilar metal weld joints in borated and lithiated high temperature water[J]. Corros Sci, 2017, 120: 219-230.
[6] DU D, CHEN K, LU H, ZHANG L, SHI X, XU X, ANDRESEN P L. Effects of chloride and oxygen on stress corrosion cracking of cold worked 316/316L austenitic stainless steel in high temperature water[J]. Corros Sci, 2016, 110: 134-142.
[7] 李 慧, 夏 爽, 周邦新, 彭剑超. 镍基690合金中晶界碳化物析出的研究[J]. 金属学报, 2011, 47(7): 853-858.
LI Hui, XIA Shuang, ZHOU Bang-xin, PENG Jian-chao. Study of carbide precipitation at grain boundary in nickel based alloy 690[J]. Acta Metall Sin, 2011, 47(7): 853-858.
[8] FORD F P. Quantitative prediction of environmentally assisted cracking[J]. Corrosion, 1996, 52(5): 375-395.
[9] RAJA V S, SHOJI T. Stress corrosion cracking: theory and practice[M]. Cambridge: Woodhead Publishing Limited, 2011: 215-218.
[10] ZHAI Z, TOLOCZKO M, KRUSKA K, BRUEMMER S. Precursor evolution and stress corrosion cracking initiation of cold-worked alloy 690 in simulated pressurized water reactor primary water[J]. Corrosion, 2017, 73: 1224-1236.
[11] KIM D J, KIM H P, HWANG S S. Susceptibility of alloy 690 to stress corrosion cracking in caustic aqueous solutions[J]. Nucl Eng Tech, 2013, 45: 67-72.
[12] 姜 英, 王卫国, 郭 红. 同步改善黄铜H68晶界腐蚀行为和力学性能[J]. 中国有色金属学报, 2011, 21(2): 377-383.
JIANG Ying, WANG Wei-guo, GUO Hong. Improvements of intergranular corrosion resistance and mechanical properties of brass H68[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 377-383.
[13] LIU T, XIA S, BAI Q, ZHOU B, ZHANG L, LU Y, SHOJI T. Three-dimensional study of grain boundary engineering effects on intergranular stress corrosion cracking of 316 stainless steel in high temperature water[J]. J Nucl Mater, 2018, 498: 290-299.
[14] WATANABE T. Approch to grain boundary design for strong and ductile polycrystals[J]. Res Mech, 1984, 11: 47-84.
[15] FANG X Y, WANG W G, CAI Z X, QIN C X, ZHOU B X. The evolution of cluster of grains with ∑3n relationship in austenitic stainless steel[J]. Mater Sci Eng A, 2010, 527: 1571-1576.
[16] LIU T G, XIA S, LI H, ZHOU B X, QIN B. The highly twinned grain boundary network formation during grain boundary engineering[J]. Mater Lett, 2014, 133: 97-100.
[17] LIND J, LI SF, KUMAR M. Twin related domains in 3D microstructures of conventionally processed and grain boundary engineered materials[J]. Acta Materialia, 2016, 114: 43-53.
[18] RANDLE V. Twinning-related grain boundary engineering[J]. Acta Mater, 2004, 52: 4067-4081.
[19] 茹祥坤, 刘廷光, 夏 爽, 周邦新, 马爱利, 郑玉贵. 形变及热处理对白铜B10合金晶界特征分布的影响[J]. 中国有色金属学报, 2013, 23(8): 2176-2181.
RU Xiang-kun, LIU Ting-guang, XIA Shuang, ZHOU Bang-xin, MA Ai-li, ZHENG Yu-gui. Effect of deformation and heat-treatment on grain boundary distribution character of cupronickel B10 alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(8): 2176-2181.
[20] TOKITA S, KOKAWA H, SATO Y S, FUJII H T. In situ EBSD observation of grain boundary character distribution evolution during thermomechanical process used for grain boundary engineering of 304 austenitic stainless steel[J]. Mater Charact, 2017, 131: 31-38.
[21] HU CL, XI S, LI H, LIU T G, ZHOU B X, CHEN W J, WANG N. Improving the intergranular corrosion resistance of 304 stainless steel by grain boundary network control[J]. Corros Sci, 2011, 53: 1880-1886.
[22] WEST E A, WAS G S. IGSCC of grain boundary engineered 316L and 690 in supercritical water[J]. J Nucl Mater, 2009, 392: 264-271.
[23] KUMAR M, SCHWARTZ A J, KING W E. Microstructural evolution during grain boundary engineering of low to medium stacking fault energy FCC materials[J]. Acta Mater, 2002, 50: 2599-2612.
[24] WANG W, YIN F, GUO H, LI H, ZHOU B. Effects of recovery treatment after large strain on the grain boundary character distributions of subsequently cold rolled and annealed Pb-Ca-Sn-Al alloy[J]. Mater Sci Eng A, 2008, 491: 199-206.
[25] GLEITER H. The formation of annealing twins[J]. Acta Metall, 1969, 17: 1421-1428.
[26] LIU T G, XIA S, WANG B S, BAI Q, ZHOU B X, SU C. Grain orientation statistics of grain-clusters and the propensity of multiple-twinning during grain boundary engineering[J]. Mater Design, 2016: 112: 442-448.
[27] PALUMBO G, AUST K T. Structure-dependence of intergranular corrosion in high purity nickel[J]. Acta Metall Mater, 1990, 38: 2343-2352.
Effects of U-bending and annealing on grain boundary network in Alloy 690
LIU Ting-guang1, 2, XIA Shuang2, BAI Qin2, ZHOU Bang-xin2, LU Yong-hao1
(1. National Center for Materials Service Safety, University of Science and Technology Beijing, Beijing 100083, China;
2. School of Materials Science and Engineering, Shanghai University, Shanghai 200072, China)
Abstract: The grain boundary networks of U-bended and annealed specimens were characterized using orientation image microscopy (OIM) in Ni-based alloy 690, the surface grain boundary engineering (GBE) was investigated. The results show that the deformation amount vary in thickness direction of the bended specimen, resulting in changes of the grain boundary network characteristics in the thickness direction. A region including high proportion of low-∑ coincidence site lattice (CSL, ∑≤29) boundaries (about 80%) is formed, which is the layer with about 10% tension of U-bending. Additionally, the deformation amount has a significant effect on the nucleus density and twinning frequency during recrystallization, furthermore influencing the grain boundary network after GBE. A deformation is slightly larger than the critical deformation condition of recrystallization, which can optimize the grain boundary network during GBE. Lower deformation will decrease the frequency of twinning, even avoiding recrystallization. Higher deformation will increase the recrystallization nucleus density, which results in smaller grain-cluster and higher random boundary density. Both the two conditions are disadvantageous factors for forming high proportion of low-∑CSL grain boundaries.
Key words: Ni-base 690 alloy; grain boundary engineering; U-bending; low-∑CSL grain boundaries; grain boundary network
Foundation item: Project(51701017) supported by the National Natural Science Foundation of China; Project (FRF-TP-16-041A1) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2017-09-05; Accepted date: 2018-03-29
Corresponding author: LIU Ting-guang; Tel: +86-10-62332085; E-mail: tgliu@ustb.edu.cn
(编辑 李艳红)
基金项目:国家自然科学基金资助项目(51701017);中央高校基本科研业务费专项资金资助项目( FRF-TP-16-041A1)
收稿日期:2017-09-05;修订日期:2018-03-29
通信作者:刘廷光,助理研究员,博士;电话:010-62332085;E-mail:tgliu@ustb.edu.cn

