文章编号: 1004-0609(2006)10-1705-05
SnAgCu/Cu和SnPb/Cu界面热-剪切循环条件下
化合物的生长行为
齐丽华, 黄继华, 张建纲, 王 烨, 张 华, 赵兴科
(北京科技大学 材料科学与工程学院, 北京 100083)
摘 要: 对热-剪切循环条件下Sn-3.5Ag-0.5Cu/Cu和Sn-Pb/Cu界面上原子扩散和化合物的生长行为进行了研究。 结果表明: 再流焊后, 在两界面上均形成一种Cu6Sn5化合物; 随着热剪切循环周数的增加, 两界面上化合物的形态均从扇贝状向层状生长, 其厚度随循环周数的增加而增加, 且生长基本遵循抛物线规律, 说明Cu原子的扩散控制了Cu6Sn5化合物的生长。 界面近域的钎料内, 颗粒状的Ag3Sn聚集长大成块状。
关键词: Sn-3.5Ag-0.5Cu钎料; Sn-Pb钎料; 热剪切循环; 金属间化合物
中图分类号: TG42 文献标识码: A
Growth behavior of compounds formed at
Sn-3.5Ag-0.5Cu/Cu and Sn-Pb/Cu
interfaces during thermal-shearing cycling
QI Li-hua, HUANG Ji-hua, ZHANG Jian-gang, WANG Ye,
ZHANG Hua, ZHAO Xing-ke
(School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The atoms diffusion and growth behavior of intermetallic compounds (IMCs) at Sn-Ag-Cu/Cu and Sn-Pb/Cu interfaces under the thermal-shearing cycling condition were investigated. The results show that Cu6Sn5 forms at the two interfaces, and its thickness increases with the thermal-shearing cycling. The morphology of Cu6Sn5 varies from scallop-type to planar-type with increasing thermal-shearing cycling periods. The IMC growth follows growth kinetics of parabola, implying that IMC growth is controlled by Cu atom diffusion. In the solder, branch-like Ag3Sn forms after reflowing, congregates to grow up to planar after thermal-shearing cycling.
Key words: Sn-3.5Ag-0.5Cu solder; Sn-Pb solder; thermal-shearing cycling; intermetallic compound(IMC)
高密度、 高可靠性是现代微电子技术的发展方向。 在服役热循环或热循环加速实验条件下, 由于外引线(脚)、 芯片载体(陶瓷)和印制电路板(环氧/玻璃纤维复合板)间的热膨胀系数的不同, 钎焊接头常常因承受循环剪切应力而疲劳失效。 研究表明: 焊点界面的行为对整个焊点可靠性有决定性的影响。 研究钎料合金与印制电路板和器件金属化层间的界面行为对于SMT软钎焊接头可靠性预测理论和测试技术的发展具有重要的意义[1, 2]。 目前, 国内外对Sn-Pb和Sn-Ag-Cu钎料的界面反应已有很多研究, 但主要集中在恒温时效或热循环过程中热效应对焊点界面化合物的组织结构和生长行为的影响方面[3-8]。 事实上, 由于表面组装Sn基软钎料合金熔点和再结晶温度都很低, 变形(应力)对焊点界面近域材料内部的物质传输、 化合物的形核生长以及组织结构都有显著影响。 并且焊点在承受热循环温度载荷时, 由于印刷电路板、 焊接钎料和表面组装元器件的热膨胀系数存在很大差异, 焊点内部还存在应力应变循环(这也是焊点在热循环作用下失效的根本原因)。 本文作者深入研究了热-剪切循环(焊点同时承受热循环载荷和剪切循环载荷)条件下Sn-3.5Ag-0.5Cu/Cu和Sn-40Pb/Cu界面化合物的显微结构。 用扫描电镜和能谱分析等手段, 研究了界面及其近域金属间化合物的生长行为。
1 实验
采用模拟试样进行研究, 如图1所示。 试样由钨条和铜条两端钎焊而成, 由于钨和铜的热膨胀系数相差较大(钨为4.6×10-6/℃, 铜为16.5×10-6/℃), 在热循环条件下试样两端钎焊接头将同步产生剪切应力―应变循环。 制作试样时先将镍箔(5mm×5mm×0.1mm)与钨条(d=8mm)高温钎焊在一起。 热-剪切循环实验温度循环范围为25~125℃。 循环周期为1h, 其中高、 低温各保持0.5h分别。 分别循环24, 200, 400, 720周后, 用电子探针、 扫描电镜(SEM)等分析方法分析界面微结构及金属间化合物的生长行为。
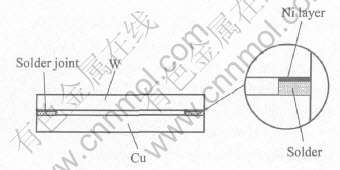
图1 热-剪切循环模拟试样示意图
Fig.1 Schematic diagram of thermal- shearing cycling test sample
2 结果与分析
图2所示为Sn-3.5Ag-0.5Cu钎料焊点热-剪切循环后的扫描电镜像。 由图可知, 熔融状态下, 在钎料与Cu界面上形成扇贝状的化合物, 厚度约为2.3μm。 随着热剪切循环的增加, 相邻两个
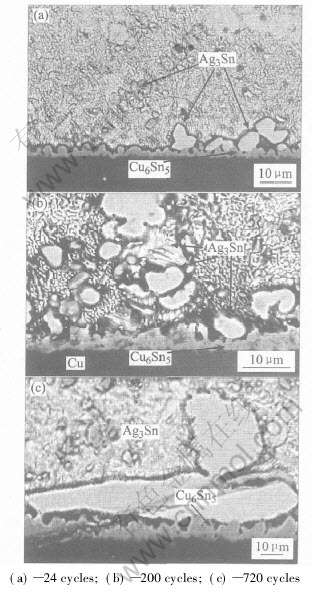
图2 热-剪切循环时效后Sn-3.5Ag-0.5Cu/ Cu界面的扫描电镜像
Fig.2 SEM photos at Sn-3.5Ag-0.5Cu/Cu interface after different thermal cycles
扇贝状化合物中间的凹槽处化合物厚度明显增加, 而扇贝状顶端处的厚度增加不明显。 200周后在Sn-3.5Ag-0.5Cu/Cu界面处形成了一层较平缓的化合物, 电子探针测得Cu 53.43%, Sn 46.57%为Cu6Sn5。 热-剪切循环至720周后, 界面化合物层更加平缓其结构仍为Cu6Sn5化合物层。 由Sn-3.5Ag-0.5Cu/Cu界面化合物的形态变化可以看出: 熔融状态时, Cu原子在钎料和基体中高速扩散, 有利于界面上化合物的形成和生长。 虽然扇贝状形态化合物的表面能较高, 但是化合物生成能的大量减少可以弥补其表面能的增加, 并且熔融钎料与扇贝状Cu6Sn5化合物间的界面能小于固态钎料与Cu6Sn5化合物间的界面能, 所以扇贝状晶粒存在于润湿反应中。 随着剪切循环的增加, 固态钎料下Cu原子在钎料和基体中的扩散速率均大大减小, 化合物的生成也相应减少, 使表面能和晶界能最小的化合物形态具有稳定性。 所以Cu6Sn5化合物的形态逐渐趋于平缓并长大。 从化合物形态变化可以看出, 固态钎料下Cu原子优先从两个扇贝状中间的凹槽处向界面扩散, 与钎料中的Sn原子生成Cu6Sn5化合物。 并且剪切应力的作用使晶格畸变增加, 从而有利于Cu原子穿过化合物扩散到界面前沿与Sn原子结合生成Cu6Sn5化合物。 所以热-剪切循环至720周后, 界面上仍为一种Cu6Sn5化合物。
图3所示为Sn-Pb/Cu界面经热-剪切循环后的扫描电镜像。 由图可知, 在熔融状态下界面形成扇贝状化合物。 随着热-剪切循环周数的增加, 界
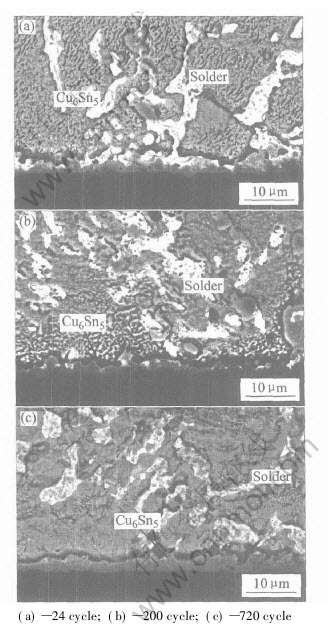
图3 热-剪切循环时效后Sn-Pb/Cu界面的扫描电镜像
Fig.3 SEM photos at Sn-Pb/Cu interface after different thermal cycles
面化合物逐渐趋于平缓, 相邻扇贝状化合物中间凹槽处化合物厚度明显增加, 循环至720周后, 化合物以层状形态长大。 据电子探针测得结果, 循环至720周后仍为Cu 57.99%, Sn 42.01% 的Cu6Sn5化合物。 由相图可知: Sn-Pb钎料中Pb不会与其他原子形成化合物, 只能是Cu与Sn反应生成Cu-Sn系化合物, 并且在熔融钎料中, 扇贝状的化合物形态有利于Cu原子的溶解和扩散。 但是在热-剪切循环条件下, Cu原子溶解和扩散的速度大大减慢, 其在扇贝状化合物中扩散是一个缓慢的动力学过程[9]。 所以Cu原子沿着相邻扇贝状化合物的凹槽处扩散到化合物和钎料的界面上, 不仅会大大减小扩散的距离, 而且形成层状化合物还会降低化合物的表面能。 由图2和图3相比较可知: Sn-Pb/Cu界面上的化合物的形态比Sn-3.5Ag-0.5Cu/Cu界面上化合物更加趋于平缓, 并且化合物的增长速度明显低于Sn-3.5Ag-0.5Cu/Cu界面化合物的生长速度。 Sn-Pb钎料中Pb降低了Sn的界面能, 利于其在Cu基体上的铺展, 生成的化合物的界面能较小。 因此其化合物的形态较Sn-3.5Ag-0.5Cu/ Cu界面化合物的形态平缓。 而在Sn-3.5Ag-0.5Cu钎料中, 钎料中的Cu原子扩散较Cu基体中的Cu原子扩散快, 并且相同环境下有利于Cu6Sn5化合物的形成。 因此Sn-3.5Ag-0.5Cu/Cu界面化合物的生长速度较快。
2.2 界面近域化合物的变化
图2表明经再流焊和热剪切循环后, Ag3Sn 化合物弥散分布于钎料中或界面化合物上, 一些大的片状Ag3Sn出现在Sn-Ag-Cu钎料和Cu6Sn5化合物之间。 本研究表明: 当再流焊的冷却速度为1.8K/s 时, Ag3Sn以颗粒状弥散分布于钎料中或界面化合物上, 随着热-剪切循环周数的增加, Ag3Sn化合物聚集长大成层片状组织, 甚至树枝状的组织会贯穿整个钎料[10]。 原因在于: 钎料中Cu的消耗随着热-剪切循环周数的增加而增加, 则在Cu6Sn5化合物的表面Ag和Sn的含量相对增多, 且剪切循环造成的晶格缺陷也为Ag和Sn原子的扩散提供了通道, 所以Ag3Sn化合物较易形成并聚集长大。 有研究表明[11, 12]: 由于Ag3Sn颗粒的硬度高于Sn-Ag-Cu钎料的硬度, 所以弥散分布的颗粒状Ag3Sn化合物有利于增加钎焊接头的连接强度, 然而大片状的Ag3Sn化合物显著降低了接头的机械性能, 在外加剪切应力的作用下, 形成韧-脆性断裂裂纹。
由图3可知, 随着剪切循环周数的增加, Pb和β-Sn相逐渐聚集长大, 并且在β-Sn和Pb周围出现了明显的晶界。 在外加剪切应力作用下, 易在晶界处产生裂纹并扩展断裂。
2.3 应变量(应力)对界面化合物生长行为的影响
金属间化合物的生长速率取决于原子在化合物中的扩散速率和界面生成化合物的反应速率两个因素。 若扩散速率小于反应速率, 则扩散速率是化合物生成的
式中 Y为t时刻界面金属间化合物的厚度, 与时间的平方根相关; Y0为开始时刻界面金属间化合物的厚度; t为热剪切循环时间; D为平均扩散系数, 通常用阿伦纽斯关系式表示为

式中 D0为扩散常数; Q为表面激活能; R为波尔兹曼常数(8.314×10-3 kJ/(mol・K)); T为绝对温度。
图4所示为Sn-3.5Ag-0.5Cu/Cu界面和Sn-Pb/Cu界面金属间化合物厚度与热剪切循环时间的算术平方根的关系。 可见, 热-剪切循环过程中界面金属间化合物层的厚度随时效时间延长而增加; 金属间化合物层的生长基本符合抛物线规律, 为扩散控制的生长。 再流焊后, Sn-3.5Ag-0.5Cu/Cu界面化合物的厚度明显大于Sn-Pb/Cu界面化合物的厚度, 可见钎料中的Cu原子在熔融状态下
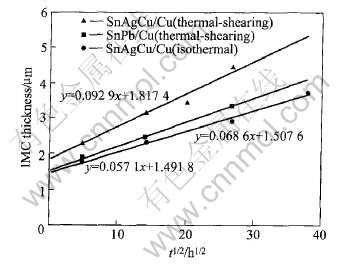
图4 热-剪切循环条件下Sn-Ag-Cu/Cu和Sn-Pb/Cu界面IMC厚度的对比
Fig.4 Comparison of IMCs growth for Sn-Ag-Cu/Cu-SnPb/Cu under thermal-shearing cycling
扩散较快, 而热剪切循环过程中, Sn-3.5Ag-0.5Cu/Cu界面化合物的增长速度明显大于Sn-Pb/Cu界面金属间化合物的增长速度, 因为在固态钎料下, Sn-3.5Ag-0.5Cu钎料中的铜原子扩散和铜基体中铜原子的溶解和扩散的共同作用, 使其化合物的增长速度明显大于Sn-Pb钎料中铜基体的溶解扩散所控制的化合物的增长速度。 并且热剪切循环条件下, Sn-3.5Ag-0.5Cu/Cu和Sn-Pb/Cu界面化合物的生长速度明显大于恒温时效条件下Sn-3.5Ag-0.5Cu/Cu界面化合物的生长速度[14, 15]。 原因在于, 在相同的热效应条件下, 剪切应力应变的作用使晶格畸变增加, 有利于Cu原子的扩散和化合物的生长。
3 结论
1) 流焊后, 在Sn-3.5Ag-0.5Cu/Cu和Sn-Pb/Cu界面上均形成一种Cu6Sn5化合物。 随着热剪切循环周数的增加, 两界面化合物的形态均从扇贝状向平面状生长。 并且剪切应力应变的作用使晶格缺陷增加, 有利于Cu原子的扩散和化合物的生长, 因此Cu6Sn5金属间化合物层的厚度也逐渐增大。
2) 化合物生长速度取决于原子在化合物中的扩散速度。 Sn-3.5Ag-0.5Cu钎料中Cu原子扩散较快, 因此其化合物生长速度明显大于Sn-Pb/Cu界面金属间化合物的增长速度。 两界面化合物的生长速度与热剪切循环时间的平方根成正比, 说明Cu原子的扩散控制了界面化合物的生长。
3) 热-剪切循环后钎料内及钎料与Cu6Sn5化合物层之间颗粒状的Ag3Sn易聚集长大为块状。
4) 热和剪切循环的共同作用使钎焊接头的晶格缺陷增加, 有利于原子的扩散和化合物的生长, 但是过厚的化合物层将对钎焊接头的可靠性带来很大影响。
REFERENCES
[1]王毅. 高密度高性能电子封装技术的现状与发展[J]. 微电子技术, 1998, 26(4): 1-14.
WANG Yi. The new progress of the high density and high performance electronic package technology microelectronic technology[J]. Microelectronic Technology, 1998, 26(4): 1-14.
[2]Lee J H, Kim Y S. Kinetics of intermetallic formation at Sn-37Pb/Cu interface during reflow soldering[J]. Journal of Electronic Materials, 2002, 31(6): 576-583.
[3]WEI C L, Kao C R. Kao Liquid/solid and solid/solid reactions between SnAgCu lead-free solders and Ni surface finish[A]. Proceedings of the 4th International Symposium on Electronic Materials and Packaging[C]. Kaohsiung Taiwan, 2002: 330-334.
[4]Chang C M, Shi P C, Lin K L. Interfacial reaction between Sn-Ag-Cu, Sn-Ag-Cu-Ni-Ge lead-free solders and metallic substrates[A]. Proceedings of the 4th International Symposium on Electronic Materials and Packaging[C]. Kaohsiung Taiwan, 2002: 360-366.
[5]Yoon J W, Junq S B. Effect of isothermal aging on interme-tallic compound layer growth at the interface between Sn-3.5Ag-0.75Cu solder and Cu substrate[J]. Journal of Materials Science, 2004, 39(13): 4211-4217.
[6]Vianco P T, Rejent J A, Hlava P F. Solid-state intermetallic compound layer growth between copper and 95.5Sn-3.9Ag-0.6Cu solder[J]. Journal of Electronic Materials, 2004, 33(9): 990-1004.
[7]Shawkret A, Mei S, Le L. Effects of static thermal aging and thermal cycling on the microstructure and shear strength of Sn3.8Ag0.7 Cu/solder joints[J]. Journal of Materials Research, 2001, 16(10): 2914-2921.
[8]MA Xin, WANG Feng-jiang, QIAN Yi-yu. Fusahito yoshida development of Cu-Sn intermetallic compound at Pb-free solder/Cu joint interface[J]. Materials Letters, 2003(57): 3361-3365.
[9]Tu K N, Zeng K. Tin-lead(Sn-Pb) solder reaction in flip chip technology[J]. Mater Sci Eng R, 2001, R34: 1-58.
[10]Henderson D W, Gosselin T, Sarkhel A, et al. Development of intermetallic compound of Sn-Ag lead-free solder[J]. J Mater Res, 2002, 17: 2775-2778.
[11]LI De-zhi, LIU Chang-qing, Paul P. Conway characteristics of intermetallics and micromechanical properties during thermal aging of Sn-Ag-Cu flip-chip solder interconnects[J]. Mater Sci Eng A, 2005, A391: 95-103.
[12]Ahmed Sharif, Chan Y C. Effect of indium addition in Sn-rich solder on the dissolution of Cu metallization[J]. Journal of Alloys and Compounds, 2005, 390: 67-73.
[13]戚林, 赵杰, 王来, 等. 波峰焊及再流焊无铅焊点组织演变规律的研究[J]. 电子工艺技术, 2004, 25(2): 64-67.
QIN Lin, ZHAO Jie, WANG Lai, et al. Microstructure evolution in lead-free solder joints after wave soldering and reflow soldering[J]. Electronic Process Technology, 2004, 25(2): 64-67.
[14]王烨, 黄继华, 张建钢, 等. Sn-3.5Ag-0.5Cu/Cu界面的显微结构[J]. 中国有色金属学报, 2006, 16(3): 495-499.
WANG Ye, HUANG Ji-hua, ZHANG Jian-gang, et al. Microstructure of Sn-3.5Ag-0.5Cu/Cu interface[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 495-499.
[15]Tu P L, Chan Y C, Lai J K L. Effect of intermetallic compounds on the thermal fatigue of surface mount solder joint[J]. IEEE Trans Comp Pack Manufact Technol B, 1997, 20(1): 87-93.
(编辑陈爱华)
基金项目: 国家自然科学基金资助项目(50371010)
收稿日期: 2006-03-16; 修订日期: 2006-06-05
通讯作者: 黄继华, 教授; 电话: 010-62334859; E-mail: jihuahuang47@sina.com

