


Trans. Nonferrous Met. Soc. China 22(2012) 1-7
Warm forming behavior of high strength aluminum alloy AA7075
WANG Hui1, 2, LUO Ying-bing2, Peter FRIEDMAN 2, CHEN Ming-he1, GAO Lin1
1. College of Mechanical and Electrical Engineering,
Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China
2. Department of Manufacture, Ford Motor Company, Dearborn, MI, 48124, USA
Received 18 November 2010; accepted 14 February 2011
Abstract: The formability of aluminum alloy AA7075 at elevated temperature was investigated through experiment. Stress―strain relationship at different temperatures and forming speeds were investigated through tensile testing. Deep drawing and stretch formability were also tested through limiting drawing ratio (LDR) and limiting dome height (LDH) tests. Finally, post forming mechanical property testing was conducted to investigate the effects of exposure to warm forming temperatures on the mechanical properties. Results show that deep drawing and stretch formability of AA7075 can be significantly improved when the blank is heated to 140-220 ℃. At temperature over 260 ℃, formability and post forming mechanical properties begin to decrease due to the effect of the heating and forming processes on the material’s temper.
Key words: aluminum alloy 7075; warm forming; limiting drawing ratio (LDR); limiting dome height (LDH)
1 Introduction
Weight reduction has long been identified as a key priority for improving automotive fuel economy [1, 2]. One of the methods in weight reduction of automotive structures is to replace steel with light materials such as aluminum and magnesium alloys [3]. To date, several parts of the vehicle body and powertrain have been converted to aluminum such as the engine block and heads, wheels and some body panels to reduce mass [4]. For most body panel applications, AA5xxx and AA6xxx series aluminum alloys are sufficient in terms of strength [5-7]. However, for some parts of a vehicle such as the B-pillar, a higher level of specific strength is needed to satisfy future roof crush and side impact safety standards. Currently, high strength steel is the preferred solution in steel vehicles for strength-limited applications such as the B-pillar. For weight reduction, high strength aluminum alloys such as AA7075 can potentially be used to replace high strength steel [8].
Due to its high price and poor formability at room temperature, AA7075 has limited applications in the automotive industry in present. The conventional forming process of AA7075 part is forming annealed AA7075 alloy, followed by solution heat treating and then artificial aging. In most cases this requires a secondary calibration process to fix the distortion due to the high temperature solution heat treat and quenching process. For complicated deep draw parts, superplastic forming is often utilized [9, 10]. Superplastic forming is a low speed, high temperature process that also requires a high temperature heat treatment and perhaps calibration step after forming. Both of these technologies are not well suited to the high volume production rates of the automotive industry. One process that may be suitable for automotive manufacturing is warm forming. This process is targeted at a temperature at which the formability of the alloy is expanded sufficiently to stamp complex parts while not too high to destroy the T6 temper. Some research works focused on characterizing warm forming behavior of AA5xxx and AA6xxx series aluminum alloys have been reported [11-13]. However, there are few works focused on warm forming of AA7xxx series (Al-Zn-Mg-Cu) aluminum alloys [14, 15]. In the current research more detailed deep drawing and stretch formability investigation has been performed to characterize the warm forming behavior of AA7075. A key element of this process is the preservation of the high strength temper and hence it is critical that the effect of warm forming temperature on the mechanical properties should be studied.
2 Experimental
2.1 Materials
The material tested was taken from a rolled sheet of 2 mm-gauge aluminum alloy AA7075 in the T6 temper supplied by Kaiser Aluminum Company. Composition specification of AA7075 is shown in Table 1.
Table 1 Chemical composition of AA7075 (mass fraction, %)

2.2 Laboratory warm forming tools
Tensile tests were performed in a MTS Sintech 30/G universal testing machine. A high temperature extensometer which could reliably measure up to 50% strain and capability of operating at temperatures up to 400 ℃ was used to measure strain. The testing environment was enclosed in a Thermotron Model FR-4-CH environmental chamber (Fig. 1) which can heat the sample to target temperature in a few seconds.
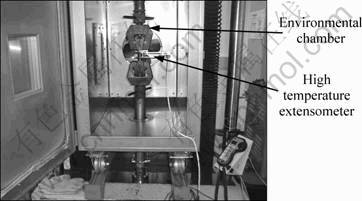
Fig. 1 Warm forming tensile test equipment used in experiment
A formability tool system capable of operating at elevated temperature was established for LDR and LDH tests, as shown in Fig. 2. The forming tool system was placed in a 100 t retro-fit MTS hydraulic double-action press. The tools were heated via sub-plates containing cartridge heaters, which allow for the use of multiple formability tools. High temperature insulation was installed around the forming tool to isolate it from the operators and keep the forming tool at the specified temperature.
2.3 Tensile test
Sub-size dog bone tensile specimens were water-jet cut per ASTM Standard E8. Specimens were placed inside the environmental chamber and allowed to reach a pre-specified temperature before the test was started. Three tensile tests were completed at seven different temperatures of 20, 60, 100, 140, 180, 220 and 260 ℃ with a constant crosshead speed of 2 mm/s (initial strain rate of 0.058 s-1). Tensile tests were conducted in a second trial at 140, 180 and 220 ℃ for two additional crosshead speeds at 0.25 and 0.76 mm/s (initial strain rates of 0.008 and 0.025 s-1, respectively).
2.4 Limiting dome height (LDH)
Schematic of the LDH tooling geometry used in the present work is shown in Fig. 2(b). A high temperature lubricant, AL278, provided by Fuchs, was brushed on both sides of specimens before experiments were performed. A pre-heater was used to heat specimens to the target forming temperature before forming. Specimens were then transferred into the warm die for forming. A very high blank-holder force of 100 kN with a draw-bead on both rings was used to prevent material from flowing into the die cavity. A punch load drop of 0.8 kN was applied to stopping the test at the onset of necking and prevent from significant cracking of the part. Punch speed was set to a constant of 5 mm/s unless specifically mentioned. Three experiments were performed in each forming condition.

Fig. 2 Equipment for warm forming formability test: (a) Pictures of formability system (with some of front insulation removed); (b) Tool geometries used in LDH tests; (c) Tool geometries used in LDR test
2.5 Limiting drawing ratio (LDR)
Dimensions of the LDR tooling used in this work are shown in Fig. 2(c). Samples were lubricated in the same manner as the LDH specimens for all forming trials. Similar to the LDH test, blanks were heated to the target forming temperature using a pre-heater. After pre-heating, the blank was transferred into the warm forming LDR tool. The first blank tested for each condition had a diameter of 160 mm. This was followed by progressively increasing blank sizes in increments of 10 mm. Testing of a particular condition stopped when a blank diameter was reached that could not be successfully formed regardless of clamping force. Forming immediately stopped when a decrease of 50 kN in the load was realized to prevent from significant cracking of the part. Clamping force exerted on the blank was varied to accommodate various size blanks and sheet gauges. Control of the blank holder force is critical and must be controlled so that it is low enough to allow sheet material to flow past the plates, but not so low as to allow material to slide past the binder and wrinkle around punch. A part was deemed successful if it did not fail (splitting, cracking, etc.) or display any evidence of serious wrinkling. A 10 mm flange was left on formed cups to aid extraction from die. The ratio of diameter of the largest blank to be successfully formed to punch diameter was then defined as the LDR value. LDR value of aluminum alloy AA5182-O at room temperature was also investigated through experiment to compare with AA7075.
2.6 Post forming properties test
In a proposed warm forming process for automotive parts, the specimens were first preheated to a certain temperature followed by an automated loading process which locates the blank on the die. After forming, the part was cooled to room temperature. Down stream operations could include trimming, joining and eventually exposure to the automotive paint bake process. The thermal history during warm forming coupled with the paint bake process could affect the in-service mechanical properties. To gain an understanding of these effects on the AA7075 alloy the entire thermal process was replicated.
After sample preparation, samples were heated in a furnace to five target temperatures (140, 180, 220, 260, 300 ℃). Although quenching the formed part was not part of the typical warm forming process, a ice water bath was used to quench the specimens after heat treatment in order to regulate cooling rates to reduce scatter in the results. The samples were given approximately 1-2 min to reach the appropriate test temperature after being inserted into the furnace. When the blank reached the appropriate temperature, they were kept at this temperature for another 300 s, and then the samples were removed from the furnace and quenched in ice water.
Following the heat treatment half of the samples were exposed to a typical paint bake cycle. The paint bake process was estimated at one heat treatment of 177 ℃ for 30 min. The samples were allowed to reach 177 ℃ after they were inserted into the oven (1-2 min). After removal they were placed on a 25mm aluminum plate to air cool. After the heat treatment process, hardness testing and tensile testing were performed. Three tests per specimen were performed and recorded. Hardness tests were performed on the Rockwell B and Rockwell 15T scale. Tensile testing followed ASTM Standard E8 as described in section 1.2.
3 Results and discussion
3.1 Effect of temperature on strength and ductility
The true stress―true strain relationships for different temperatures (Fig. 3) show that AA7075 has a noticeably higher ultimate strength and lower total elongation at room temperature. There is no significant change when temperature is 60 ℃ or 100 ℃. However, there are a clear decrease in stress and increase in elongation at temperatures ranging from 140 ℃ to 220 ℃. When the temperature is 260 ℃, strength and total elongation both decrease significantly. It shows that exposure at this temperature can result in significant changes in mechanical properties most likely brought on by resolution of precipitates and hence elimination of the hardened T6 temper.

Fig. 3 True stress―true strain curves of AA7075 at several elevated temperatures (Tensile axis parallel to rolling direction and strain rate of 0.078 s-1)
3.2 Strain rate sensitivity at different temperatures
Strain rate hardening is an important property of aluminum alloys during warm forming. The stress―strain relationship of AA7075 shows that work hardening at elevated temperature decreases with increasing forming temperature from 140 ℃ to 220 ℃. This is coupled with a corresponding increase in total elongation due to the effect of strain rate hardening which controls diffuse necking and prevents plastic strain from concentrating in a localized neck. Figure 4 shows the stress―strain relationship at 220 ℃ deformed at different strain rates. Though the stress at a strain rate of 0.008 s-1 is close to the stress at 0.025 s-1, there is an increase in stress with strain rate. In addition, the total elongation decreases with an increase in strain rate.
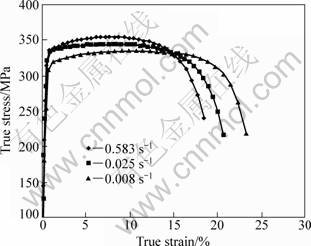
Fig. 4 True stress―true strain curves of AA7075 at 220 ℃ at different strain rates
The m value typically used to evaluate the strain rate sensitivity is defined by
 (1)
(1)
where  is the strain rate.
is the strain rate.
Equation (1) implies a relationship of the form of  or can be directly described as
or can be directly described as  .
.
Figure 5 shows m value to be higher at 180 ℃ than at 140 ℃ and there is a small decrease at 220 ℃.
3.3 Limiting dome height (LDH)
The relationship between limiting dome height with temperature is shown in Fig. 6. Similar to the tensile test results, AA7075 has two deformation stages. From 20 ℃ to 100 ℃ there is no significant change in limiting dome height. Limiting dome height increases significantly between 140 ℃ and 220 ℃, and appears to level off at 220 ℃. At temperatures higher than 220 ℃, the limiting dome height of AA7075 is greater than that of AA5182-O at room temperature. This is a significant finding since AA5182-O is considered to have excellent formability.

Fig. 5 Strain rate sensitivity parameter (m) plotted as function of temperature

Fig. 6 LDH as function of temperature for AA7075
3.4 Limiting draw ratio (LDR)
The experimental results of LDR are shown in Fig. 7. Results show that temperature can have a significant effect on the ability to deep draw AA7075. At temperatures under 100 ℃, deep drawing formability of AA7075 is poor and blanks with diameters of only 160 mm cannot be formed. When blanks are heated above 140 ℃, LDR significantly increases with increasing forming temperature. Specifically, when forming temperature reaches 180 ℃, the LDR value reaches 2.0 and is equivalent to that of AA5182-O at room temperature. At temperatures of 220 ℃ and 260 ℃, the LDR value decreases to 1.9. These experiment results show that the temperature to AA7075 achieving the best deep drawing formability is near 180 ℃.
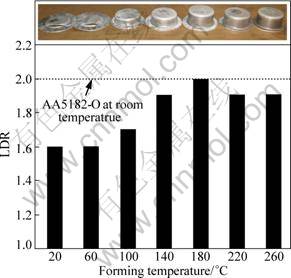
Fig. 7 LDR value as function of temperature for AA7075 compared with room temperature LDR of AA5182-O
3.5 Effects of exposure to warm forming temperatures on mechanical properties
Yield strength data as a function of heat treatment temperature (for 300 s heat treatment) for material with and without a subsequent paint bake are shown graphically in Fig. 8. Results indicate that there is no decrease in strength at heat treatments lower than 180 ℃. Over 180 ℃, the strength begins to decrease significantly. The effect of paint bake for heat treatments below 180 ℃ results in an approximate 8% decrease in strength. From 180 ℃ to 260 ℃ the paint bake seems to mitigate the strength losses from the heat treatment similar to a conventional paint bake process on an AA6xxx series alloy. At even higher temperatures the paint bake appears to cause no further degradation in strength. Hardness test results shown in Fig. 9 show a very similar trend to yield strength. From these results we can make the conclusion that to keep the high strength in warm forming of AA7075 without requiring an additional heat treatment, the forming temperature should not exceed 260 ℃.
By comparing the microstructure of the as-received material (Fig. 10) with the material exposed to 300 ℃ for 300 s (Fig. 11), significant precipitate growth appears at the grain boundaries which could account for the 44% drop in yield strength between the two samples.

Fig. 8 Yield strength plotted as function of heat treatment temperature (for 300 s heat treatment) with and without paint bake

Fig. 9 Hardness plotted as function of heat treatment temperature (for 300 s heat treatment) with and without paint bake

Fig. 10 Microstructure of as-received material

Fig. 11 Microstructure of material exposed to 300 ℃
During the re-aging process, the microstructure forms very dense precipitate inside the grains, while precipitation growth at the grain boundaries continues [16]. For samples treated by the paint bake process and warm forming between room temperature and 260 ℃, neither the microstructure nor the mechanical properties significantly changed from 150 s to 300 s. According to Fig. 12 and Fig. 13, for the microstructure of the as-received and 300 ℃ treated samples that underwent the paint bake process, figure 12 appears to have smaller and more uniformly distributed precipitates which produce higher yield strengths. Figure 13 appears to have precipitate growth at the grain boundaries, which indicates a significant change in the temper.

Fig. 12 Microstructure of as-received material with paint bake

Fig. 13 Microstructure of material exposed to 300 ℃ for 300 s with paint bake
Figure 14 shows the microstructure of a sample exposed to 260 ℃ for 300 s and a paint bake of 177 ℃ for 30 min. The high strength is likely due to the precipitates well distributed among the aluminum matrix and initiation of precipitation growth within the grains.

Fig. 14 Microstructure of material exposed to 260 ℃ for 300 s with paint bake
4 Conclusions
1) Tensile test results show that there are essentially no effects of temperature on the properties of AA7075 for temperatures below 140 ℃. Above this temperature, the yield and ultimate tensile strengths decrease with increasing temperature. However, total elongation does not always increase with increasing temperature. At 260 ℃, total elongation begins to decrease. Strain rate sensitivity factor (m value) at 180 ℃ is higher than at 140 ℃ or 220 ℃.
2) LDH and LDR test results show that deep drawing and stretch formability are poor when the forming temperature is under 140 ℃. However, there appears to be a dramatic increase when the forming temperature is higher than 140 ℃. Results indicate the best deep drawing formability is near 180 ℃ and the best stretch formability is near 220 ℃.
3) Heat treatment tests show that samples exposed to temperatures over 220 ℃ can result in a significant loss of strength. To keep the high strength after forming without any further heat treatment, the forming temperature should be kept under 220 ℃.
Acknowledgements
The authors gratefully acknowledge the support of Ron Cooper, Rosa Nu?o, Amanda Emnett and George Luckey.
References
[1] ABEDRABBO N, POURBOGHRAT F,CARSLEY J. Forming of AA5182-O and AA5754-O at elevated temperatures using coupled thermo-mechanical finite element models [J]. International Journal of Plasticity, 2007, 23: 841-875.
[2] MA Ming-tu, YI Hong-liang, LU Hong-zhou, WAN Xin-ming. On the lightweighting of automobile [J]. China Engineering Sciences, 2009, 11(9): 20-27.
[3] YU Zhong-qi, ZHAO Yi-xi, LIN Zhong-qin. Evaluation parameter of drawability of automotive aluminum alloy sheets [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1689-1693.
[4] KLEINER M, GEIGER M. Manufacturing of lightweight components by metal forming [J]. Manufacturing Technology, 2003, 2(2): 521-542. (in Chinese)
[5] AYRES A R. Alloying aluminum with magnesium for ductility at warm temperatures (25 to 250 ℃) [J]. Met Trans A, 1979, 10: 849-854.
[6] AYRES A R, HAROLD W. Warm forming the GM V-6 oil pan in aluminum [R]. SAE report 780180.
[7] WANG Meng-jun, REN Jie, HUANG Dian-yuan, JIANG Hai-tao. Flow behavior of 5182 aluminum alloy for automotive body sheet during warn tensile deformation [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(11): 1958-1963. (in Chinese)
[8] HUANG Hua, LI Da-yong, PENG Ying-hong. Experimental study on the forming limit diagrams (FLD) of 7075T6 aluminum alloy sheet at warm state [J]. Journal of Plasticity Engineering, 2010, 17(1): 93-97.
[9] FRIEDMAN A P, LUCKEY S G. Overview of superplastic forming research at ford motor company [J]. Journal of Materials Engineering and Performance, 2004, 13(4): 670-677.
[10] WANG Y, MISHRA R S. Finite element simulation of selective superplastic forming of friction stir processed 7075 Al alloys [J]. Materials Science and Engineering A, 2007, 463: 245-248.
[11] TOROS S, OZTURK F, KACAR I. Review of warm forming of aluminum-magnesium alloys [J]. Journal of Material Processing Technology, 2008, 207: 1-12.
[12] LI Dao-ming, GHOSH A. Biaxial warm forming behavior of aluminum sheet alloys [J]. Journal of Material Processing Technology, 2004, 145: 281-293.
[13] CHEN Peng, LIN Zhong-qin CHEN Guan-long, MUAMME K. Parametric analysis of warm forming of aluminum blanks with FEA and DOE [J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 267-273.
[14] MORRIS L R, GEORGE R A. Warm forming high-strength aluminum automotive parts [R]. Society of Automotive Engineers, 2005, 2005-01-1388.
[15] LEE W S, SUE Wu-chung, LIN Chi-feng, WI Chin-jyi. The strain rate and temperature dependence of the dynamic impact properties of 7075 aluminum alloy [J]. Journal of Material Processing Technology, 2000, 100: 116-122.
[16] VIANA F. Retrogression and re-aging of 7075 aluminum alloy: Microstructure characterization [J]. Journal of Materials Processing Technology, 1999, 92: 54-59.
高强度铝合金7075的温成形性能
王 辉1, 2,罗应兵2,Peter FRIEDMAN2,陈明和1,高 霖1
1. 南京航空航天大学 机电学院,南京 210016;
2. 福特汽车公司研发中心 制造部,底特律 48124,美国
摘 要:对铝合金板料7075在加热状态下的成形性能进行研究。首先,通过单向拉伸试验得到不同温度以及不同应变速率下的应力―应变关系。然后,通过极限拉伸比(LDR)试验和极限拱顶高(LDH)试验对其在不同温度下的拉伸性能和胀形性能进行研究。最后,对不同温度下成形后材料的力学性能进行研究。结果表明:7075铝合金的拉伸和胀形性能在140~220 ℃均得到较大提升;当温度高于 260 ℃时,由于成形温度对板料热处理状态的影响,成形性能和成形后材料的力学性能均出现下降趋势。
关键词:铝合金7075;温成形;极限拉伸比;极限拱顶高
(Edited by YANG Hua)
Corresponding author: WANG Hui; Tel: +86-15850596750; E-mail: wh312a@hotmail.com
DOI: 10.1016/S1003-6326(11)61131-X

