DOI: 10.11817/j.issn.1672-7207.2015.11.046
���Ͻ����п�ְ�CMT���ӹ��̴��ȴ����������ֵģ��
������1����ܿ��1������ά1����ʤ��1�����ュ2
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ���տƼ���ѧ �Ƚ����Ӽ���ʡ���ص�ʵ���ң����� ��212003)
ժҪ���������������(CMT)���ӵ���ά����̬��ѧģ�ͣ��о����Ͻ�Ͷ�п�ְ�CMT���ӹ��̵Ĵ��ȡ������������绡����������γɺͱ仯����˿��������س顢�۵���������ɡ��۳ض�̬��Ϊ����п���������п�����ڵ绡�е���ɢ���о�����������ڸ��µ绡�������¸ְ����Ķ�п��������п�����ɸְ������绡����ɢ����ֲ��ܵ�������������Ӱ�졣���ӹ����к��ӵ������绡���Ȳ��ϱ仯����ɺ��ӹ������渽���ĵ绡ѹ�������仯��п�����������˸ְ���渽���ĵ绡ѹ����������۵ι��ɺͺ��ӹ��̵IJ��ȶ���
�ؼ��ʣ���������ɣ��绡�������壻���ȴ��ʣ���ֵģ��
��ͼ����ţ�TG44 ���ױ�־�룺A ���±�ţ�1672-7207(2015)11-4325-09
Numerical simulation of heat and mass transfer during CMT welding of aluminum alloy and galvanized mild steel
RAO Zhenghua1, LI Yunxiao1, LIU Jiangwei1, LIAO Shengming1, WANG Fengjiang2
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Provincial Key Lab of Advanced Welding Technology, Jiangsu University of Science and Technology,
Zhenjiang 212003, China)
Abstract: A 3D transient cold metal transfer (CMT) welding model was developed to study the heat and mass transfer during CMT welding of aluminum alloy and galvanized steel sheets, which includes arc generation and evolution, up-and-down movement of welding wire, droplet formation and dipping into the weld pool, weld pool dynamics, zinc evaporation and zinc vapor diffusion in the arc. The results show that the zinc layer at the steel surface evaporates and diffuses into the arc under the impact of high-temperature arc, and the zinc vapor distribution is affected by the plasma flow. During the welding process, the welding current and arc length keep changing, leading to the continuous variation of arc pressure at the workpiece surface. The zinc evaporation increases the arc pressure near the steel surface, which always results in the instable metal transfer and welding process.
Key words: cold metal transfer; arc plasma; heat and mass transfer; numerical simulation
��������ɼ���(CMT)��Fronius��˾������һ�ָĽ���GMAW(�ۻ������屣����)���ӷ�ʽ[1]���봫ͳ��GMAW������ȣ�CMT���ӽ���˿�˶����۵ι��ɹ��̽������ֻ�Э�����ܹ�ʵ���۵ε�ƽ�ȹ��ɡ���˿��ȼ���ڼ��������ƶ����Ӵ����۳ر���ʱ����˿����������·�źţ���˿�����ӵ��źź�Ѹ�ٻس麸˿����ʹ��˿���˵��۵κͺ�˿���룬��˿�ص���ʼλ�ÿ�ʼ��һ�ֵĺ��ӹ��̡�����CMT���������������͡��ɽ�����������ǿ���������һ�¡�����С���ŵ㣬�ڱ��庸�ӡ���-�ֵ����ֽ������ӵ�����õ�������㷺��Ӧ��[2]�����������������о��ߴӲ�ͬ�ĽǶȶ�CMT���ӵļ�������������˷�����Pickin��[3]��1.2 mm AA 4043Ϊ��˿����CMT��������3 mm��AA 6111������˶Ѻ�ʵ�飬���ֺ��������ж�·����ʱ��Խ�̣�����Խ��Feng��[4]��1.2 mm AlSi5�Ͻ�Ϊ��˿����1 mm���������CMT�Ѻ�ʵ�飬��CMT���庸�ӵIJ������Լ��۵ι������Խ��з���������CMT���Ӵ���������������ν�С��Pires��[5]ͨ���Ա�GMAW������GMAW��CMT���ӹ��̣�����CMT���ɼ��ٶԹ��������������������о�������Dz���ʵ�鷽����õġ�Ȼ�������ڽ������ϵIJ����ԡ����¸�ѹ�ĵ�����������ص�Ӱ�죬һЩ��������ȷ��������������ʵ��ķ���������ȫ����CMT������������ͻ���������ֵģ��Ϊ����������ṩ����Ч�ķ�����Ŀǰ�������о���[6-10]������GMAW�ȵ绡������ѧģ�ͣ��Ժ��ӹ��̵���������չ�˴����о���������CMT���ӹ��̵���ֵ�о������б������������Ͻ�Ͷ�п�ְ�CMT������ֵ�о�����١�����������������[8]��VOF����[11]������ά����̬����ѧģ�ͣ����������о����Ͻ�AA6061�Ͷ�п�ְ�CMT���ӹ��̵Ĵ��ȴ�������ͻ�������ͨ���Ƚ��С���п��ļ�����������п��������CMT���ӹ��̵�Ӱ�졣
1 ��ѧģ��
ͼ1(a)��ʾΪCMT����ϵͳ[2]����άʾ��ͼ����ϵͳ����x-z��y-zƽ��Գƣ�ͼ1(b)��ʾΪx(y)-zƽ��ͼ(ͼ��H1Ϊ�����߶ȣ�H2Ϊ���쵽��������߶ȣ�LΪ�Գ��ᵽ������ڿ���)����ͼ1�ɼ������Ͻ�AA 6061��(��1)���ڶ�п�ְ�(��2)���Ϸ����ڰ�1������λ������һ��С�ס���˿Ϊ���Ͻ�AA 6061���Ҵ�ֱ�ڹ��������ӵ�Դ����ϵͳ���˵ĵ����죬�ṩ��������Ҫ����������������������壬�Է�ֹ�ۻ��Ľ������������������屻������ں�˿(����)����(����)֮���γɸ��µ绡����������ĺ�˿�ۻ��������ͷ�γ��۵β����ϳ���ͬʱ����˿�������ƣ��Ӵ������������γɶ�·����˿�س飬���۵����벢���ɵ��������γ��۳ء��۵��ڰ�1������չ�������ķ�϶�����̺��γɺ��졣
1.1 ���Ʒ���
��ͼ1(a)��ʾ�����ڹ���x-z��y-zƽ��ԳƷֲ������������ȡģ�͵�1/4�������������Ϊ�绡���ͽ��������ֱ������м��㣬����ͨ���绡�D���������ϵ�����߽������������[12-13]�����У�������������˿���������������������۵�3�����֡����Ʒ�����[10]������ʾ��
1) �����Է��̣�
 (1)
(1)
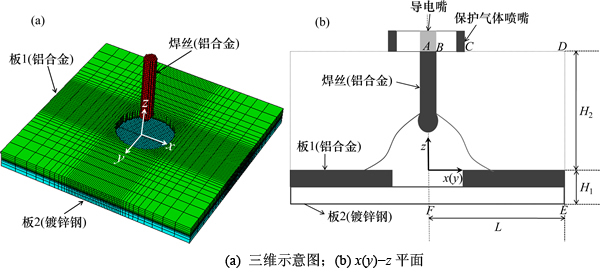
ͼ1 CMT���ӹ���ʾ��ͼ
Fig. 1 Schematic diagram of CMT welding process
2) �����غ㷽�̣�

 (2)
(2)

 (3)
(3)

 (4)
(4)
3) �����غ㷽�̣�


 (5)
(5)
4) ����غ㷽�̣�
 (6)
(6)
5) ���������Է��̣�
 (7)
(7)
6) ŷķ���ɣ�
 ��
�� (8)
(8)
7) ���˹Τ���̣�
 (9)
(9)
��������������ȷ���绡���ͽ������Ļ�����������������ѹ��p��������������ڽ������ٶ� ����h���¶�T���绡��п������������CZn������
����h���¶�T���绡��п������������CZn������ �Լ�x��y��z��������ܶ�Jx��Jy��Jz����������ͽ������ϵ����ʰ����ܶȦѣ�������c������ϵ��k�����ϵ���̣���Һ̬��������f���絼�ʦ�e��������K������ϵ��A��п��������е���ɢϵ��D���±�s��l�ֱ��ʾ��̬��Һ̬���±�0��ʾ��ʼ����������(2)~(4)�У�vr=vl�CvsΪ��Һ�������������Һ������������ٶ�ʸ����JΪ�����ܶ�ʸ����BΪ��ͨʸ����gΪ�������ٶȣ�
�Լ�x��y��z��������ܶ�Jx��Jy��Jz����������ͽ������ϵ����ʰ����ܶȦѣ�������c������ϵ��k�����ϵ���̣���Һ̬��������f���絼�ʦ�e��������K������ϵ��A��п��������е���ɢϵ��D���±�s��l�ֱ��ʾ��̬��Һ̬���±�0��ʾ��ʼ����������(2)~(4)�У�vr=vl�CvsΪ��Һ�������������Һ������������ٶ�ʸ����JΪ�����ܶ�ʸ����BΪ��ͨʸ����gΪ�������ٶȣ� Ϊ������ϵ��������(6)�е�SΪ��п�ְ����п���������Դ��[14]������VOF�㷨���������˶�����[11]��
Ϊ������ϵ��������(6)�е�SΪ��п�ְ����п���������Դ��[14]������VOF�㷨���������˶�����[11]��
1.2 �߽�����
���ݱ߽�ļ���λ��(��ͼ1)���߽���������������
1.2.1 �ϱ���(z=H2)
1) ��˿���ڵ��ϱ���(ABƽ��)
u=0��v=0��w=vw��T=300 K��CZn=0�� (10)
(10)
ʽ�У�vwΪ��˿�ٶȣ�IΪ����ǿ�ȣ�RΪ��˿�뾶��
2) �������ڵ��ϱ���(BCƽ��)
u=0��v=0��w=vs��T=300 K��CZn=0�� (11)
(11)
ʽ�У�vsΪ�����������١�
3) ����λ��(CDƽ��)
u=0��v=0�� ��
�� ��
�� �� (12)
�� (12)
1.2.2 �����(DEƽ��)
x=L�� ��
�� ��w=0��
��w=0�� ��
�� ��
��
 (13)
(13)
y=L������w=0�� ��
�� ��
��
 (14)
(14)
1.2.3 �ױ���(z=-H1��EFƽ��)
u=0��v=0��w=0��T=300 K��CZn=0�� (15)
(15)
1.2.4 �Գ���(x=0��y=0��AFƽ��)
x=0��u=0,  ��
�� ��
�� ��
�� ��
��
 (16)
(16)
y=0�� ��v=0��
��v=0�� ������
������
(17)
2 ��ֵ����
��FORTRAN��̣��Կ��Ʒ����鼰��صĸ��������ͱ߽�����ͨ�����µĵ����������м��㡣
1) ��t=0 sʱ�̣���˿�����ڳ�ʼλ�ã�����������Ϊ��ʼ�¶ȷֲ������绡������̬���̵õ���ʼ���¶ȡ��ٶȡ�ѹ���͵����ֲ���
2) ����绡ѹ��������������Marangoni��Ӧ��������������Ӧ���͵�����������������������صı߽�������
3) �������������Է��̡��������̺��������̵õ����������¶ȡ��ٶȺ�ѹ���ֲ���
4) ���VOF���̣�����µĽ������ɱ�����״�����¼��������ڸ����㵥Ԫ�����Բ����ͱ߽�������
5) ���ø��µIJ������������������������������Է��̣��õ������ܶȺ͵������
6) �������������Է��̡��������̡���ַ��̣��õ��绡�����ٶȷֲ���ѹ���ֲ���п�������������ֲ���
7) ���绡�����������̣��õ��¶ȷֲ������µ�������绡�������Բ�������ʱ���������̷��ص�����5)���ظ�����ֱ��������
8) ���뵽��һ��ʱ�䲽�������㲢���º�˿��λ�á�����������2)�ظ��������̣�ֱ�����������
��������ij���������(x��y��z)Ϊ20 mm��20 mm��8 mm�������Ϊ100��100��50������ʵ���н�����ԭģ��1/4�����������Ϊ50��50��50������������Ӧ�ķǾ�������ʹ�绡���ĸ������и��ܵ�������֤�ɻ����������Ľ⡣ʱ�䲽��Ϊ5��10-6 s��
3 ���������
3.1 ��������
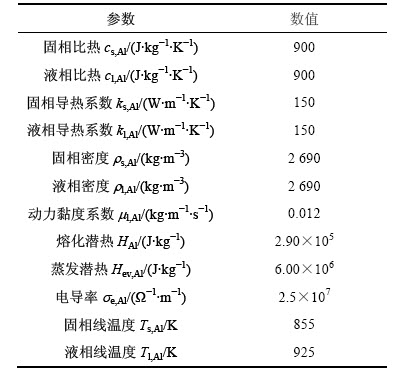
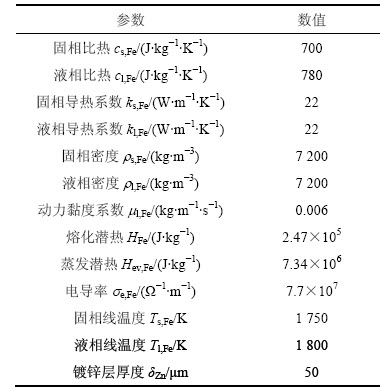
���ְ����Ķ�п�����������绡��ʱ���绡��Ϊ�-п��ϵ������壬���ݵ�����������[15]����õ������Բ������¶ȵı仯(��ͼ2��ʾ)�����Ͻ�AA 6061�Ͷ�п�ְ�IJ����������1�ͱ�2��ʾ��
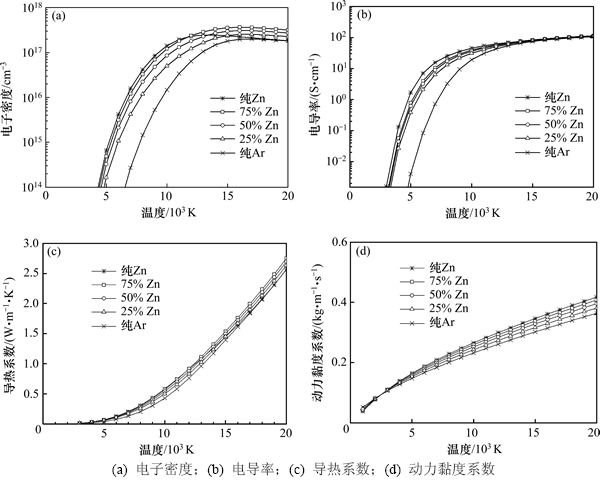
ͼ2 �-п��ϵ�����������Բ���
Fig. 2 Physical properties for mixture of zinc vapor and argon
ͼ3��ʾΪ���ӵ����͵�ѹ����ͼ����ʼ�����͵�ѹ�ֱ�Ϊ85 A��10.0 V����ȼ�����ڵ����͵�ѹ�ֱ�Ϊ55 A��6.5 V����3��ʾΪ�������������Ͳ�����
3.2 CMT���ӹ��̵Ĵ�������
ͼ4~6��ʾ�ֱ�Ϊ�ж�п��ʱ����ͬʱ�̵�������绡�����¶ȡ��ٶȺ�п�������������ֲ�����ͼ4�ɼ����绡Ϊһ�����͵����ȿ��Σ��绡��������������ɢ��ʹ�ÿ����������ĵ绡�¶ȼ�С���۵��뺸˿����ǰ���ں�˿�����빤���ϱ���֮����ڸ��µ绡������ͼ3�ɼ���t=4 msʱ�����͵�ѹ�ֱ�Ϊ55 A��6.5 V����ˣ����ڵ��뱣������ͼ��ȵ绡���������٣�����t=4 msʱ�ĵ绡�¶Ⱥͳߴ���t=3 msʱ������Լ�С������˿���������ƶ�ʱ�����ڶ�·���ɷ���֮ǰ�����͵�ѹ���ֲ��䣬��������������䣬����˿�����빤��֮�䱻���Ⱥ͵���ı�������Խ��Խ�٣���ˣ��绡�¶���������t=17 msʱ����˿�빤��2�Ӵ���������·���绡�¶����Խ������ӽ������¶ȡ��۵��漴�뺸˿���룬��˿�س鵽��ʼλ�ã��ں�˿���˺�������۵��ϱ���֮���γ����µĵ绡�����۵��ڰ�2������չ(��t=20 ms)���봫ͳ�绡���ӷ�ʽ��ȣ���˿���ƶ��Ĺ����е�����С����·����ʱ����Ϊ0 A���Ӷ���С�˺��ӹ����е������룬��Ч��ֹ���۵γ���۳�����ɵķɽ���
��1 AA 6061�����Բ���
Table 1 Material properties for aluminum AA 6061
��2 ��п�ְ�����Բ���
Table 2 Material properties for galvanized steel
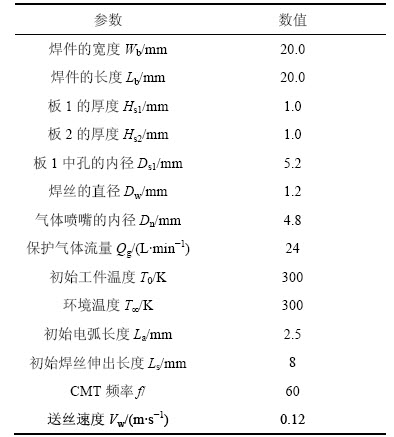
��3 ��������ĺ��������Ͳ���
Table 3 Welding condition and parameters used in calculation
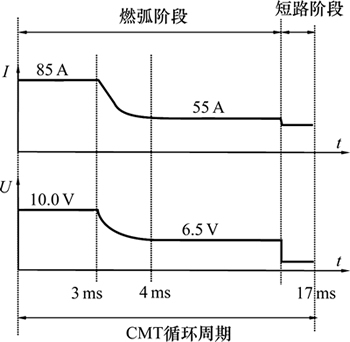
ͼ3 CMT���ӹ����еĵ���(I)�͵�ѹ(U)����ͼ
Fig. 3 Welding current (I) and voltage (U) waveforms used in CMT welding
��ͼ5�ɼ������������ʼ�ٶ�ԼΪ5.9 m/s��������������غ�˿���������������ں�˿�˲����������룬�γɵ������塣�ڵ�����������¼��٣����������ٶ��ڰ�2�ϱ��渽���ﵽ���ֵ(Լ200 m/s)����2�ϱ��渽�����������嶯ѹת��Ϊ��ѹ��ͬʱ�������������ٶȿ�ʼ��С����2�ϱ������Ĵ������ĸ�ѹ�ƶ���������������������tΪ4, 10��14 msʱ��������������͵�ѹ��С������������ٶȱ�t=3 msʱ�͡���t=17 msʱ����˿�Ӵ�����2���ϱ��棬��ѹ��Ϊ0 V�͵�����Ϊ0 A������û�е�����ļ������ã�����������ٶȼ��罵�͡��۵δӺ�˿�����(t=20 msʱ)����ѹ�͵������ӵ���ʼֵ������������ٶȷֲ���t=3 msʱ���������ơ�
��ͼ6�ɼ����ڵ绡����֮��Ķ����ͷ��䴫�ȵ������£���п��Ӱ�2����������п�����ɰ�2�ϱ�����绡����ɢ����ˣ����2�ϱ����ڽ��ĵ绡��п����Ũ����ߣ�п�����ڸ�ѹ������������ɢ���������������Ĵ�벵�������ϡ�ͣ�ʹп������Ũ����z�������Ͻ��͡�п������Ũ�������ܵ���������������̬��Ӱ�죬�����U�ηֲ������ڵ�������������������(��ͼ5��ʾ)��п�����ɰ�2���Ĵ�������ɢ��ʹ��˿�·���п����Ũ�Ⱥ�С��t=4 msʱ����������55 A�������������������������ٶȽ��ͣ�����п�ְ����п�������ٶȻ������䣬��ʹ�����п������ɢ���绡����������˿���������ƶ�(��t=10 ms��t=14 ms)���绡���ȼ�����С������������¶Ⱥ��ٶ��������ӣ������п�������Ƶ������档����·����(t=17 ms)ʱ����������绡˲��Ϩ�𣬵绡���ڵ�п��������������Ϊ0�����۵ι��ɵ���2��֮��(t��17 ms)�����ڽ��������ڰ�2�����ϣ�п��������绡������ɢ����ʱ�绡���ڲ�����п��������ˣ�t��17 ms ʱ��п������������Ϊ0(ͼ��δ����)��
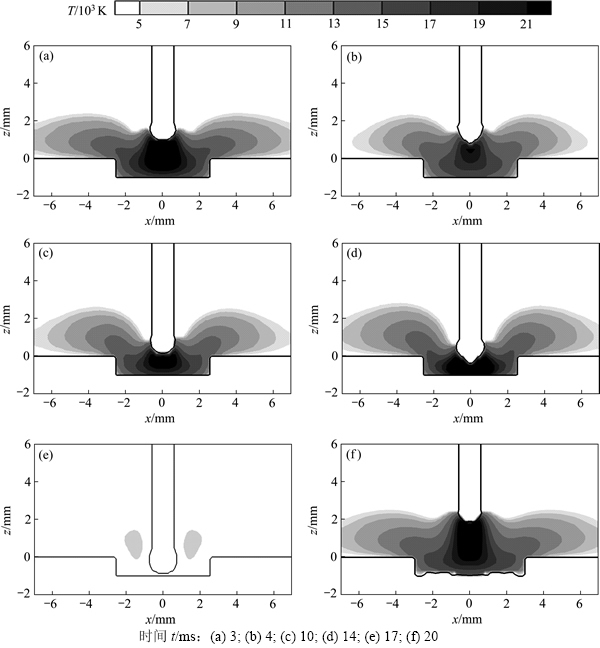
ͼ4 �ж�п��ʱ����ͬʱ�̵�������绡�����¶ȷֲ�
Fig. 4 Temperature distribution in plasma arcs at various instants with zinc layer
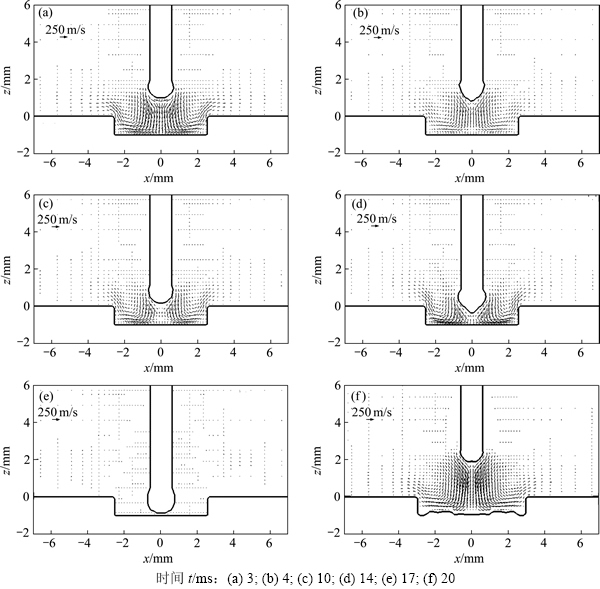
ͼ5 �ж�п��ʱ����ͬʱ�̵�������绡�����ٶȷֲ�
Fig. 5 Velocity distribution in plasma arcs at various instants with zinc layer
3.3 п������CMT���绡��Ӱ��
ͼ7��ʾΪ�С���п��ʱ����ͬʱ��С���ڵ绡���¶Ⱥ�ѹ���ֲ�����ͼ7(a)�ɼ����绡�¶ȷֲ��ӽ��ڸ�˹�ֲ����绡�¶���t=3 msʱ��ߣ��������ڴ�ʱ�����͵�ѹ�ϴ�������85 A(t=3 ms)��Ϊ55 A(t=4 ms)���绡�¶����Խ��͡�t=10 msʱ�����ڵ绡���Ƚ�t=4 msʱ��̣�����ѹ�͵������䣬ʹ����ͬ�������ͷ��ڸ�С�������ڣ���ɵ绡�¶Ƚ�t= 4 msʱ�ĸߡ��Ա��С���п���������֣�Զ�����Ĵ��ж�п����¶Ƚϸߣ����������Ĵ���п����¶Ƚϸߡ���������п������ɢ����벵��������У��ı��˵绡�����ԣ������ǵ絼�ʱ��(��ͼ2)����ˣ���п������绡����ɢʱ����Զ�����Ĵ�п����Ũ�Ƚϴ�(��ͼ6)���绡�絼�����������ڵ�����������������ױ����룬��ʹ�ô˴��ĵ绡�¶����ߡ�ͬʱ����������ƽ�⣬�������Ĵ��ĵ绡�¶��������͡���ˣ�п��������ɢ���µ绡��������(T��1.2��104 K)������ͼ7(b)�ɼ����绡ѹ��Ҳ�ʸ�˹�ֲ�������ʱ��仯�Ĺ��ɺ��¶ȱ仯������ͬ����ͬһʱ����ͬλ�ô�����п����µĵ绡ѹ������пʱ�Ĵ������������ж�п�������£���2����п�������������ϵĶ�ѹ�������������ĵ�������������ʹ��С���ڵĵ绡ѹ���������ӡ��绡ѹ�������ӽ������۵εײ����ܵ�������Ӱ���۵�������Ĺ��ɣ�������۵ι��ɺͺ��ӹ��̵IJ��ȶ���
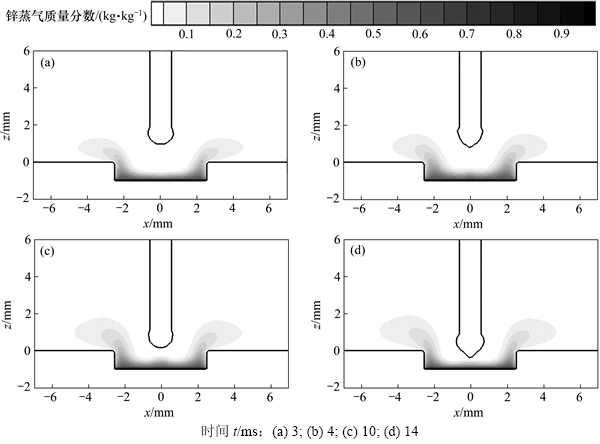
ͼ6 �ж�п��ʱ����ͬʱ�̵�������绡����п�������������ֲ�
Fig. 6 Distribution of zinc vapor mass fraction in plasma arcs at various instants with zinc layer
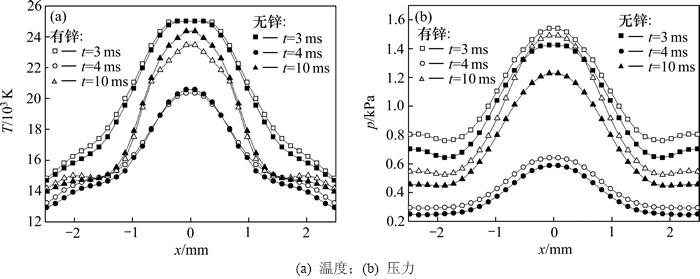
ͼ7 �С���п�������£���ͬʱ��С����(z =-0.5 mm)�绡���¶Ⱥ�ѹ���ֲ�
Fig. 7 Comparison of arc pressure and arc temperature distribution between cases with and without zinc
4 ����
1) �绡Ϊһ�����͵����ȿ��Σ��绡��������������ɢ���ں�˿�����빤���ϱ���֮����ڸ��µ绡�����绡�¶��ص绡���������͡����������ڵ���������������¼����˶����ڸְ��ϱ��渽���ٶȴﵽ���(ԼΪ200 m/s)������ְ��ϱ������ѹ�������������˶���
2) п��ӹ�������������п�����ɹ���������ɢ����������绡�С�п������Ũ���ܵ�������������̬��Ӱ�죬��˿�·��绡���Ĵ���п����Ũ�Ⱥ�С���������ϵͻ�绡���Ƚϳ�ʱ�����������ٶȼ�С����˿�·���п����Ũ������
3) CMT���ӵĹ����У����ں��ӵ������绡���Ⱥ�п������Ӱ�죬�绡ѹ�������仯��п��������ɢ���µ绡�ĵ絼������ʹ�õ绡����������п���������¸ְ��ϱ��渽���ĵ绡ѹ�������������ڵ绡���ȱ��ʱ���绡ѹ������������۵ι��ɺͺ��ӹ��̵IJ��ȶ���
�ο����ף�
[1] Schierl A. The CMT process: A revolution in welding technology[J]. Welding World, 2005, 49(9): 38.
[2] ������, ������, ����, ��. �������Ʋ�ְ�����ֽ����㺸ϵͳ���亸�ӷ���: �й�, CN 201010613175.1[P]. 2011-05-11.
LI Yongbing, LIN Zhongqin, LEI Haiyang, et al. Dissimilar metal spot welding system of light metal and coated steel and welding method: China, CN 201010613175.1[P]. 2011-05-11.
[3] Pickin C G, Young K. Evaluation of cold metal transfer (CMT) process for welding aluminium alloy [J]. Science and Technology of Welding & Joining, 2006, 11(5): 583-85.
[4] FENG Jicai, ZHANG Hongtao, HE Peng, et al. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding[J]. Materials & Design, 2009, 30(5): 1850-1852.
[5] Pires I, Quintino L, Amaral V, et al. Reduction of fume and gas emissions using innovative gas metal arc welding variants[J]. The International Journal of Advanced Manufacturing Technology, 2010, 50 (5): 557-567.
[6] Haidar J. Predictions of metal droplet formation in gas metal arc welding. ��[J]. Journal of Applied Physics, 1998, 84(7): 3530-3540.
[7] ���糬, ������, ��ܿ��, ��. ����GTAW�۳���Ϊ�ͺ�����ε���ά��ֵģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(11): 4712-4719.
GAO Ruchao, RAO Zhonghua, LI Yunxiao, et al. Three dimensional modeling of weld pool dynamics and weld bead formation during pulsed GTAW[J]. Journal of Central South University (Science and Technology), 2013, 44(11): 4712-4719.
[8] Diao Q Z, Tsai H L. Modeling of solute redistribution in the mushy zone during solidification of aluminum-copper alloys [J]. Metallurgical Transactions A, 1993, 24(4): 963-973.
[9] Hu J, Tsai H L. Heat and mass transfer in gas metal arc welding. Part ��: The arc[J]. International Journal of Heat and Mass Transfer, 2007, 50(5): 833-846.
[10] Rao Z H, Hu J, Liao S M, et al. Modeling of the transport phenomena in GMAW using argon�Chelium mixtures. Part ��: The arc[J]. International Journal of Heat and Mass Transfer, 2010, 53(25): 5707-5721.
[11] Torrey M D, Mjolsness R C, Stein L R. NASA-VOF3D: A three�Cdimensional computer program for incompressible flows with free surfaces[R]. Los Alamos: Los Alamos National Laboratory, 1987: 4-5.
[12] Lowke J J, Morrow R, Haidar J. A simplified unified theory of arcs and their electrodes[J]. Journal of Physics D: Applied Physics, 1997, 30(14): 2033-2042.
[13] Lowke J J, Kovitya P, Schmidt H P. Theory of free-burning arc columns including the influence of the cathode[J]. Journal of Physics D: Applied Physics, 1992, 25(11): 1600-1606.
[14] Wu P C S, O��keefe T J, Kisslinger F. The inert gas effect on the rate of evaporation of zinc and cadmium[J]. Metallurgical and Materials Transactions A, 1980, 11(1): 123-126.
[15] Aubreton J, Elchinger M F, Rat V, et al. Two-temperature transport coefficients in argon-helium thermal plasmas[J]. Journal of Physics D: Applied Physics, 2004, 37(1): 34-41.
(�༭ ����ƽ)
�ո����ڣ�2014-12-06�������ڣ�2015-03-09
������Ŀ(Foundation item)�������У��������ҵ���ר���ʽ�������Ŀ(2013ZZTS206)�����տƼ���ѧ�Ƚ����Ӽ���ʡ���ص�ʵ���ҿ����о�����������Ŀ(JSAWT-13-03) (Project(2013ZZTS206) supported by the Fundamental Research Funds for the Central Universities; Project (JSAWT-13-03) supported by the Foundation of Provincial Key Lab of Advanced Welding Technology of Jiangsu University of Science and Technology)
ͨ�����ߣ�����������ʿ�������ڣ����²��ϼӹ����̴��ȡ����ʷ����о���E-mail: raoz@csu.edu.cn

