
Microstructure and tensile properties of as-extruded Mg-Sn-Y alloys
ZHAO Hong-da(赵宏达), QIN Gao-wu(秦高梧), REN Yu-ping(任玉平), PEI Wen-li(裴文利), CHEN Dong(陈 冬), GUO Yun(郭 运)
Key Laboratory for Anisotropy and Texture of Materials, Ministry of Education, Northeastern University, Shenyang 110004, China
Received 23 September 2009; accepted 30 January 2010
Abstract: The microstructure and tensile properties of the Mg-1.0%Sn-xY(x=1.5%, 3.0%, 3.5%, atom fraction) alloys extruded indirectly at 350 ?C were investigated by means of optical microscopy, scanning electron microscopy and tensile test. The mean grain sizes of α-Mg matrix in the three extruded alloys are 6, 8 and 12 μm, respectively, slightly increasing with the addition of Y. The relationship between microstructure and strength was discussed in detail. The results show that the addition of Y has little effect on the grain refinement of the as-extruded Mg-Sn based alloys above. The only MgSnY phase is detected in the Mg-Sn-1.5%Y alloy, and the Sn3Y5 phase in the Mg-Sn-3.5%Y alloy, whereas both of them simultaneously exist in the Mg-Sn-3.0%Y alloy. The particle shape of MgSnY and Sn3Y5 phase, inherited from the solidification, has little change before and after hot extrusion. Mg-Sn-3.0%Y alloy has the highest ultimate tensile strength (UTS), 305 MPa, by over 50% compared with that of the other two alloys.
Key words: Mg-Sn-Y alloy; extrusion; microstructure; tensile property
1 Introduction
As compared with aluminum alloys, the magnesium alloys exhibit attractive property combination of low density and high specific strength. Therefore, the applications of magnesium alloys are steadily increased in the fields of automobile and aeronautic industries. Recently, the alloying addition of rare earth (RE) elements in Mg alloys shows a favorable effect on room- and elevated-temperature properties[1-5]. Research on the Mg-RE-based alloy is, however, mainly limited to the as-cast alloys[6-7]. This probably arises from the difficulty in the deformation process due to the reduced ductility in the Mg-RE alloys. Recently, the deformed Mg-RE-Sn-based alloys attract increasing interest due to the controlled process and mechanical properties[8-10]. LIM et al[9-10] reported that the small rod-shaped Mg3MM1Sn1 ternary compound could enhance both the yield strength and ductility in the wrought Mg-MM(Ce, La)-Sn alloys. The grain size of the Mg-MM-Sn-X(Al, Zn) alloys could be remarkably refined by hot rolling so that better mechanical properties of the Mg-RE-Sn based alloys were obtained. Unfortunately, the effect of single RE element on the microstructure and mechanical properties of the extruded Mg-RE-Sn based Mg alloys have not been clear yet. As one of the most important RE addition elements, the element Y is selected in the present work in order to better understand the role of the RE elements in the deformed Mg-RE-Sn based Mg alloys. Moreover, there exist the intermetallic compounds Sn3Y5 and MgSnY with higher thermal stability, in equilibrium with the α-Mg matrix in the Mg-Sn-Y ternary system[11-12], which stimulates us to use these intermetallic compounds as the strengthened phases and thus to design new high performance Mg alloys.
On the other hand, the deformed magnesium alloys generally have superior mechanical properties to cast ones due to refinement of grains, decrease of casting defects and homogenization of microstructure during the plastic processing process[13]. The aim of this work is to study the new Mg-1.0Sn-xY (x=1.5%, 3.0%, 3.5%, molar fraction) alloys and their as-extruded ones by means of optical microscopy, scanning electron microscopy and tensile test at room temperature. In this work, we try to clarify the relationship between the microstructure and mechanical properties of the series of deformed Mg-Sn-Y alloys, especially for the effect of newly-found intermetallics in this system[12], and thus expect to provide the basic information for the design of new type of the deformed Mg-Sn-RE based Mg alloys.
2 Experimental
Three Mg-1.0%Sn (molar fraction) alloys with the addition of 1.5%, 3.0% and 3.5% Y (atom fraction) were prepared. Pure magnesium (99.99%), pure tin (99.99%) and Mg-20%Y (mass fraction) master alloy were melted in a graphite crucible under a gas mixture of SF6 and N2 and then cast into preheated steel mould at 250 ?C.
The as-cast Mg-Sn-Y ingots were homogenized at 480 ?C for 12 h, followed by water quenching. The extrusion samples of d46 mm were machined out from the homogenized ingots. Before extrusion, the extrusion samples were held at 350 ?C for 30 min. As-extruded bars are indirectly extruded out with a mould of d12 mm. The tensile specimens with a gauge length of 25 mm and a gauge diameter of 5 mm were machined out from as-extruded bars with the tensile axis parallel to the extrusion direction. The tensile tests were carried out at room temperature with a rate of 2 mm/min.
The microstructures perpendicular and parallel to the extrusion direction were observed by means of scanning electron microscopy (JEOL JSM-7001F) and optical microscopy (OLYMPUS GX71). The grain size for each specimen was measured by the linear intercept method. The structures of these alloys were carried out using X-ray diffractometry (PANALYTICAL B.V PW3040/60) with Cu Kα irradiation at 40 kV and 40 mA and a scanning rate of 4 (?)/min.
3 Results and discussion
3.1 Microstructure and structure of as-extruded alloys
Fig.1 shows the microstructures of as-extruded Mg-Sn-Y alloys along with the transversely and longitudinally extruded directions with different Y
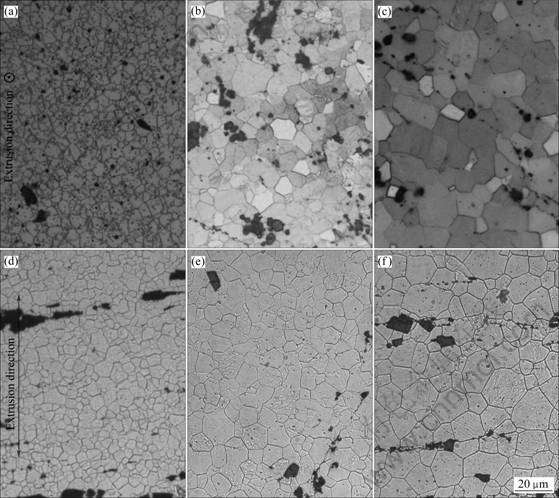
Fig.1 Optical microstructures of Mg-Sn-Y alloys extruded indirectly at 350 ?C: (a) Mg-1.0Sn-1.5Y, transversely extruded direction; (b) Mg-1.0Sn-3.0Y, transversely extruded direction; (c) Mg-1.0Sn-3.5Y, transversely extruded direction; (d) Mg-1.0Sn-1.5Y, longitudinally extruded direction; (e) Mg-1.0Sn-3.0Y, longitudinally extruded direction; (f) Mg-1.0Sn-3.5Y, longitudinally extruded direction
contents. It can be clearly seen that the equiaxed grains are obtained in both transverse and longitudinal directions, which indicates that dynamic recrystallization completely happens during extrusion indirectly at 350 ?C. The fine equiaxed grain sizes of α-Mg in the three extruded alloys are about 6, 8 and 12 μm, respectively, slightly increasing with Y additions.
Fig.2 shows the XRD patters of the Mg-1.0%Sn alloys with different additions of Y. There exists one phase which cannot be identified by the XRD reference database except for the α-Mg solid solution or Sn3Y5 phase. And the composition of the unknown phase is obtained by the scanning electron microscopy assisted with energy dispersive spectroscopy of X-ray (SEM-EDS), whose molar ratio of Mg, Sn and Y is closed to 1?1?1 and then is denoted as the MgSnY phase, as reported by GRONY et al[11], RASHKOVA et al[14] and our recent phase diagram determination in this ternary system[12]. Consequently, it can be obtained that the phase constituents consist of the α-Mg + MgSnY phases in the Mg-1.0Sn-1.5Y alloy, the α-Mg+Sn3Y5+ MgSnY phases in the Mg-1.0Sn-3.0Y and α-Mg+Sn3Y5 phases in the Mg-1.0Sn-3.5Y alloys (molar fraction, %), respectively. These intermetallic phases are mainly, but not uniformly distributed along grain boundaries of α-Mg matrix, which appear polygonal-shape in three alloys extruded indirectly, as shown in Figs.1 and 3. Only a small amount of MgSnY and Sn3Y5 phases with small sizes exist inside the α-Mg matrix (Fig.3). At the same time, the solubility of Y in the α-Mg matrix is 0.3%, 1.6%, 1.9% in the Mg-1.0Sn-x(x=1.5, 3.0, 3.5)Y alloys, respectively, and any content of Sn is not detected in the α-Mg matrix.
3.2 Tensile properties at room temperature
The tensile properties of the as-extruded Mg-1.0Sn-x(x=1.5, 3.0, 3.5)Y alloys at room temperature are shown in Fig.4, which indicates that the yield strength (YS), ultimate tensile strength (UTS) and elongation are influenced by the contents of Y. The YS of three alloys are 165, 295, 136 MPa, the UTS are 199, 305 and 225 MPa, and the elongations are 12.8%, 2.4% and 14.0%, respectively. This shows that the as-extruded Mg-1.0%Sn-3.0%Y alloy has the highest YS and UTS, i.e., 295 MPa and 305 MPa, respectively, which is increased by over 50 % as compared with those of the other two alloys, but the elongation of this alloy, namely 2.4%, decreases by 80% in comparison with that of the other alloys.
3.3 Discussion
The grain sizes are 6, 8 and 12 μm for the Mg-1.0Sn-x(x=1.5, 3.0, 3.5)Y (molar fraction, %) alloy extruded indirectly at 350 ?C, respectively, which are less than those of the Mg-MM-Sn based Mg alloys by hot rolling and cross rolling[9-10]. According to the Hall-Petch relationship[15-16], grain refinement is an effective way to enhance strength of crystalline materials. Especially for the Mg alloys, the grain size effect on strength is more effective than that of Al alloys since the strengthening coefficient K is much larger. Therefore, the hot extrusion is probably a promising method to improve the strengths of the Mg-Sn-RE-based alloys.
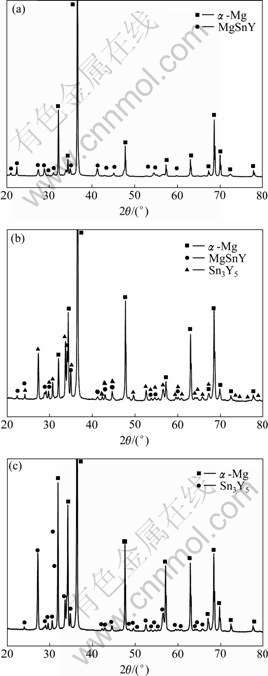
Fig.2 X-ray diffraction patterns of of Mg-Sn-Y alloys extruded indirectly at 350 ?C: (a) Mg-1.0%Sn-1.5%Y; (b) Mg-1.0%Sn- 3.0%Y; (c) Mg-1.0%Sn-3.5%Y

Fig.3 EM microstructures of Mg-Sn-Y alloys extruded indirectly at 350 ?C: (a) Mg-1.0Sn-1.5Y; (b) Mg-1.0Sn-3.0Y; (c) Mg-1.0Sn-3.5Y
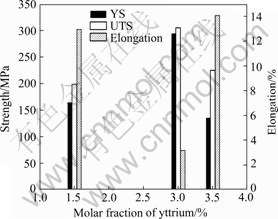
Fig.4 Influence of yttrium addition on tensile properties of extruded indirectly Mg-Sn-Y alloys
Solid solution strengthening (SSS) is also an effective method for the Mg-based alloys. GAO et al[17] found an obvious solid solution strengthening behaviour in the binary Mg-Y single phase alloys. In the present work, the solubility of Y in the α-Mg matrix is very little, only 0.3% in the Mg-1.0Sn-1.5Y alloy, but reaches 1.6 and 1.9% in the Mg-1.0Sn-3.0Y and Mg-1.0Sn-3.5Y alloys, respectively. However, there is less difference in the strength for Mg-1.0Sn-1.5Y and Mg-1.0Sn-3.5Y alloys, which implies a less effective SSS effect for the Mg-Sn-Y ternary alloys.
In order to interpret the difference in strength for these three alloys, the results in this work show that the feature of the secondary phase is one of the most important factors affecting the mechanical properties of the Mg-based alloys. There exists the MgSnY phase in the as-extruded Mg-1.0Sn-1.5Y, MgSnY and Sn3Y5 phases in the Mg-1.0Sn-3.0Y alloy, and Sn3Y5 phase, in the Mg-1.0Sn-3.5Y alloy, respectively. The coexistence of MgSnY and Sn3Y5 phases in the Mg-1.0Sn-3.0Y alloy results in the highest strength among the three alloys. According to Mg-Sn-Y experimental phase diagram at 400 ?C[12] (as shown in Fig.5), Mg-1.0Sn-3.0Y alloy is in the (α-Mg+MgSnY+Sn3Y5) three-phase region, in contrast, the other two alloys are in either (α-Mg+MgSnY) or (α-Mg+Sn3Y5) two-phase region. The different addition contents of Y in the Mg-Sn alloy give the various microstructures, seriously affecting their mechanical properties. The co-presence of MgSnY and Sn3Y5 phases obviously contributes to a synergetic effect on the improved strength of Mg-Sn-Y alloys. However, the intermetallic phases in the Mg-Sn-Y alloys are generally inherited from the solidification process, which are mainly distributed with large sizes, non-uniformly along the grain boundaries of α-Mg matrix. If their sizes and distributions can be improved in the future, it is expected that a new kind of heat resistant Mg-Sn-Y alloys can be achieved since the MgSnY and Sn3Y5 phases have high thermal stability.
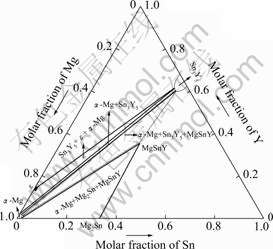
Fig.5 Isothermal sections of Mg-Sn-Y ternary system at 400 ?C[12]
4 Conclusions
1) The mean grain size of the α-Mg matrix in the Mg-1.0Sn-x(x=1.5, 3.0, 3.5)Y alloys (molar fraction, %) extruded indirectly is about 6, 8 and 12 μm, respectively, slightly increasing with the addition of Y.
2) The evolution of intermetallic phase constituents changes as MgSnY→MgSnY+Sn3Y5→Sn3Y5 with the increase of Y addition from 1.5% to 3.5% in the as-extruded Mg-1.0%Sn alloy.
3) The highest yield strength (YS) and ultimate tensile strength (UTS), namely 295 MPa and 305 MPa, are obtained in the as-extruded Mg-1.0%Sn-3.0%Y alloy at room temperature, increased by over 50 % as compared with the other two alloys, but with a degenerative ductility.
References
[1] MORDIKE B L. Development of highly creep resistant magnesium alloys [J]. Journal of Materials Processing Technology, 2001, 117(3): 391-394.
[2] KIM N J. Design of high performance structural alloys using second phases [J]. Materials Science and Engineering A, 2007, 449/451: 51-56.
[3] GAO L, CHEN R S, HAN E H. Effects of rare-earth elements Gd and Y on the solid solution strengthening of Mg alloys [J]. Journal of Alloys and Compounds, 2009, 481(1/2): 379-384.
[4] MORDIKE B L, EBERT T. Magnesium: Properties-applications- potential [J]. Materials Science and Engineering A, 2001, 302(1): 37-45.
[5] BAMBERGER M, DEHM G. Trends in the development of new Mg alloys [J]. Annual Reviews Materials Research, 2008, 38: 505-533.
[6] KANG D H, PARK S S, KIM N J. Development of creep resistant die cast Mg-Sn-Al-Si alloy [J]. Materials Science and Engineering A, 2005, 413/414: 555-560.
[7] SASAKI T T, YAMAMOTO K, HONMA T, KAMADO S, HONO K. A high-strength Mg-Sn-Zn-Al alloy extruded at low temperature [J]. Scripta Materialia, 2008, 59(10): 1111-1114.
[8] LIM H K, SOHN S W, KIM D H, LEE J Y, KIM W T, KIM D H. Effect of addition of Sn on the microstructure and mechanical properties of Mg-MM(misch-metal) alloys [J]. Journal of Alloys and Compounds, 2008, 454(1/2): 515-522.
[9] LIM H K, SOHN S W, KIM D H, LEE J Y, KIM W T, KIM D H. Effects of alloying elements on microstructures and mechanical properties of wrought Mg-MM-Sn alloy [J]. Journal of Alloys and Compounds, 2009, 468(1/2): 308-314.
[10] LIM H K, LEE J Y, KIM D H, KIM W T, LEE J S, KIM D H. Enhancement of mechanical properties and formability of Mg-MM-Sn-Al-Zn alloy sheets fabricated by cross-rolling method [J]. Materials Science and Engineering A, 2009, 506(1/2): 63-70.
[11] GORNY A, BAMBERGER M, KATSMAN A. High temperature phase stabilized microstructure in Mg-Zn-Sn alloys with Y and Sb additions [J]. Journal of Materials Science, 2007, 42(24): 10014-10022.
[12] ZHAO Hong-da, QIN Gao-wu, REN Yu-ping, PEI Wen-li, GUO Yun. Isothermal sections of the Mg-rich corner in the Mg-Sn-Y ternary system at 300 and 400 ?C [J]. Journal of Alloys and Compounds, 2009, 481: 140-143.
[13] SAJURI Z B, MIYASHITA Y, HOSOKAI Y, MUTOH Y. Effects of Mn content and texture on fatigue properties of as-cast and extruded AZ61 magnesium alloy [J]. International Journal of Mechanical Science, 2006, 48(2): 198-209.
[14] RASHKOVA B, KECKES D J, LEVI G, GORNY A, BAMBERGER M. Microstructural evolution and phase formation in novel Mg-Zn based alloys [C]// KAINER K U. Magnesium: Proceedings of the 7th International Conference on Magnesium Alloys and Their Applications, Viley-VCH: 2007: 486-491.
[15] YAMASHITA A, HORITA Z, LANGDON T G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation [J]. Materials Science and Engineering A, 2001, 300(1/2): 142-147.
[16] KIM H K, LEE Y I, CHUNG C S. Fatigue properties of a fine-grained magnesium alloy produced by equal channel angular pressing [J]. Scripta Materialia, 2005, 52(6): 473-477.
[17] GAO L, CHEN R S, HAN E H. Solid solution strengthening behaviors in binary Mg-Y single phase alloys [J]. Journal of Alloys and Compounds, 2009, 472(1/2): 234-240.
(Edited by CHEN Can-hua)
Foundation item: Project(2008S089) supported by the Key Laboratory Fund of Liaoning Province, China; Project(2007010303025) supported by Shenyang Talents Supporting Program; Project(50731002) supported by the National Natural Science Foundation of China
Corresponding author: QIN Gao-wu; Tel: +86-24-83683772; Fax: +86-24-83686455; E-mail: qingw@smm.neu.edu.cn

