
DOI��10.19476/j.ysxb.1004.0609.2017.05.008
AlTiN-CuͿ�����֯�ṹ������
����1, 2���˳���1, 2���¿���1, 2��������1, 2, 3������־3���� ��1, 2 ף����1, 2
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
2. ���ϴ�ѧ ��ɫ�����Ƚ�����Эͬ�������ģ���ɳ 410083��
3. ������ʯ�������߹ɷ�����˾������ 412000)
ժ Ҫ��
�������������ӶƷ���Ӳ�ʺϽ�����Ϸֱ����AlTiN��AlTiN-CuͿ�㣬����XRD��SEM��EDS��XPS������ѹ��������ʵ��ȶԱ��о�AlTiNͿ���AlTiN-CuͿ�������֯���������ܡ����������AlTiNͿ��Ϊ������״�����ṹ��Cu������ı�AlTiNͿ��ľ���������ʽ������ȡ��ϸ��������֯������Ϳ��Ӳ�ȡ��Ա�AlTiN��AlTiN-CuͿ���תλӲ�ʺϽ�Ƭ���������ܷ��֣����ڽ���ͭ�������ã�AlTiN-CuͿ���ڸ�ʽ����ʱ�����������44%��Cu�����뵼��Ϳ��Ӳ�Ƚ��ͣ�AlTiNͿ����ʪʽ����ʱ���ܸ��ѡ�
�ؼ��ʣ�
AlTiN-CuͿ��������������������֯������������
���±�ţ�1004-0609(2017)-05-0935-06���� ��ͼ����ţ�TG174.4���� ���ױ�־�룺A
���ſƼ��Ľ������ر��ǻ�е���������и�ʽ���߰��ʽ�����ӹ����������������ķ�չ����������������˸��ߵ�Ҫ��TiAlNͿ�����Ӳ�ȸߡ������¶ȸߡ���Ӳ�Ժá�������ǿ��Ħ������С�͵����ʵ͵��������ԣ� ��ȡ����ͳ��TiNͿ�㵶�ߣ��㷺�����������ºϽ𡢴�Ӳ�֡�����֡����Ͻ��ѺϽ���Ѽӹ�����[1-5]�����Ÿ������²��ϼ����ķ�չ���ر��Ǹ��ټ���ʽ�������̣��Ӵ������¶ȸ���TiAlNͿ��Ŀ��������ȷֽ��¶ȣ�����Ϳ�㵶������ʧЧ[6-7]���������������о��߿�ʼ̽����TiAlNͿ�����ӺϽ�Ԫ�صķ��������Ϳ������ܡ�
Cu���������ȵ��壬ͬʱ����Cu���нϺõ������ܡ�ELYUTIN��[8]�о���Cu����TiNͿ�㷢�֣���ϸ������������Ħ�����أ�����Ϳ��Ŀ�ĥ�����ܡ�FOX-RABINOVICH��[9]�о�AlTiN/Cu���Ϳ���Inconel 718�Ͻ��������ܣ���������ͨAlTiNͿ����ȣ�Ϳ���ȵ��ʡ�Ħ���������ͣ�����������ߡ���ˣ���Cu����AlTiNͿ���У������������������ܣ�����������������AlTiNͿ���������ĥ�����ܡ�
��������ͨ�����������Ӷ���Ӳ�ʺϽ����Ʊ���AlTiN��AlTiN-CuͿ�㡣�Ա��о�AlTiN��AlTiN-CuͿ����֯�ṹ�����ܣ�Ϊ��һ������AlTiNͿ��������ṩָ�������
1 ʵ��
���ù�ҵ�����������������Ӷ��豸�����ͺ�ΪCNMG120408-DM��Ӳ�ʺϽ�Ƭ�ϳ�����AlTiN��AlTiN-CuͿ�㣬��Ƭ����ΪWC-6%Co(��������)���в�ѡ�÷�ĩұ���Ʊ���Ti0.33Al0.67��(Ti0.33Al0.67)0.97Cu0.03�Ͻ�У�ͨ�뵪����Ϊ��Ӧ���壬�����¶�Ϊ400~500 �棬����ѹ��Ϊ2.2 Pa��
����SEM���AlTiN��AlTiN-CuͿ��ı����������ò������EDX����AlTiN-CuͿ�����Ԫ�طֲ�������������X���������Ƿ���AlTiN��AlTiN-CuͿ�����ṹ������X���߹���������Ƕ�AlTiN-CuͿ����CuԪ�ػ���״̬������������ʿCSM��˾����������Ӳ�Ȳ����Dz���Ϳ������Ӳ�ȡ�
�����ػ���CK7525�Ͻ��зֱ���иɡ�ʪ����ʵ�飬��Ƭ����ΪWC-6%Co(��������)����������Ϊ316����֡���ʽ����ʵ�����Ϊ�������ٶ�v=160 m/min������ap=1 mm��������f=0.2 mm/r��ʪʽ����ʵ�����Ϊ�������ٶ�v=200 m/min������ap=1 mm��������f=0.2 mm/r��ÿ��һ��ʱ����ͣ��������ȡ�µ�Ƭ��EV3020��ѧӰ��������²������ߺ����ƽ��ĥ������ĥ����ΪVB=0.2 mm��
2 ��������
2.1 ��֯�ṹ
ͼ1��ʾΪWC-6%CoӲ�ʺϽ�����ϳ�����AlTiN��AlTiN-CuͿ��Ľ�����ò����ͼ1��֪����������������������Ӳ�ʺϽ�����ϳ�����֯���ܣ���������õ�AlTiN��AlTiN-CuͿ�㡣AlTiNͿ��ľ�����֯�ش�ֱ�ڻ���ķ������������ʵ��͵���״���ṹ��������״���ᴩ������Ϳ��(��ͼ1(a))[10]������CuԪ�ص�����(��ͼ1(b))��AlTiNͿ�㾧������ϸ����Ϳ����֯����״���ṹ��ʧ���γ������ṹ�����������ڳ��������У�Cu�ֲ���AlTiN������Χ���谭�˾�����������ʹ��״����ʧ����������ϸ��[11]��
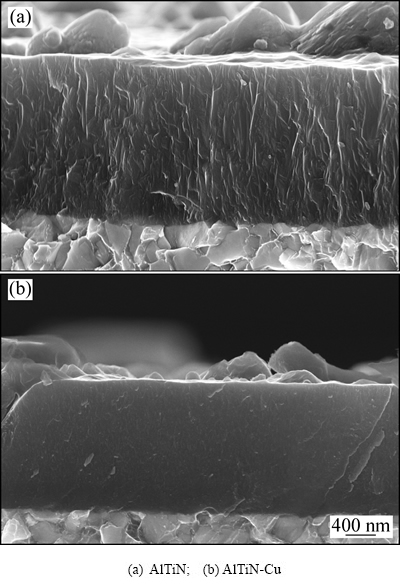
ͼ1 Ϳ��Ľ�����ò
Fig. 1 Cross-sectional morphologies of coatings
ͼ2��ʾΪAlTiN ��AlTiN-Cu Ϳ�������ò����ͼ2��֪��Ϳ�������д����������֡������������������Ʊ�Ϳ�������������в������ӵ����������֡�Һ�Ρ�����Һ�Ρ�������һ�������Ӳ�ʺϽ�����ϣ����Ϳ��ȱ��[12-13]���Ա�ͼ2(a)��(b)�ɷ��֣�����ͨAlTiN Ϳ����ȣ�AlTiN-Cu Ϳ����桰Һ�Ρ������࣬������һ�����������TiAl �۵�ϸߣ�����Ti-Al ��Ԫ��ͼ֪����Al����Ϊ67%(Ħ������)ʱ��TiAl �۵�Ϊ1454 �棬��Cu���۵�(1084 ��)�ߣ���һ����Cu �ĵ����Խ�Al��Ti�ĺã��в����ȸ��죬�¶ȸ��ߣ��ڳ��������и���������в���������������ˣ�Cu ������ʹͿ�������֡�Һ�Ρ������࣬�ҿ�����
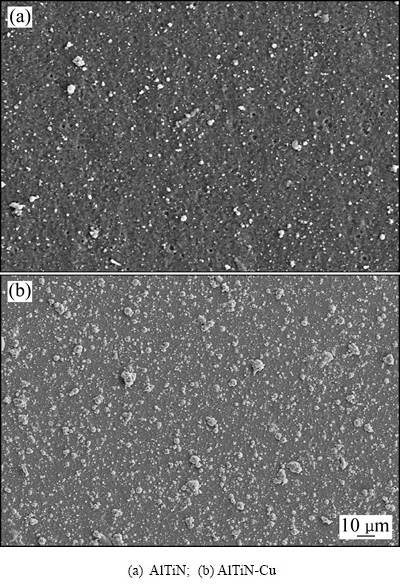
ͼ2 Ϳ��ı�����ò
Fig. 2 Surface morphologies of coatings
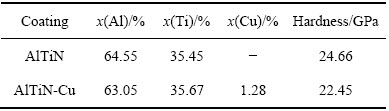
ͼ3��ʾΪAlTiN-CuͿ�������ò��Al��Ti��Cu��Ԫ����ɨ��ֲ�ͼ����ͼ3��֪��Ϳ�������ڴ�����Һ�Ρ�ȱ�ݣ�Ϳ����Ti��Al��Cu ��Ԫ�����Ӿ��ȷֲ���Ϳ����棬�ڡ�Һ�Ρ��϶������ڵ�һԪ�ظ����������1����ΪAlTiN ��AlTiN-Cu Ϳ���и�Ԫ�غ�����AlTiN-CuͿ����Cu ����Ϊ1.28%����������ѹ�۷����AlTiN Ϳ���Ӳ��Ϊ24.66 GPa��AlTiN-CuͿ���Ӳ��Ϊ22.45 GPa��Cu �������ʹͿ��Ӳ�����½���Cu ��AlTiN Ϳ��Ӳ�ȵ�Ӱ����ҪΪ�������ֻ��ƣ�һ����Cu �ļ���ϸ����Ϳ�㾧��������Ϳ��Ӳ�ȵ���������һ�������������õ��ǣ�Cu �� AlTiN Ϳ���������Ľ�������̬���ڣ�������Ϳ�������Ӳ�ȡ�
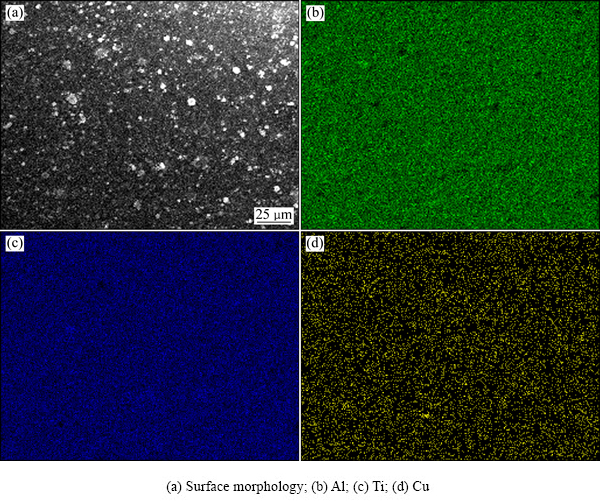
ͼ3 AlTiN-CuͿ��ı�����ò
Fig. 3 Surface morphology and element distribution of AlTiN-Cu coating
��1 Ϳ����Al��Ti��CuԪ��Ħ��������Ӳ��
Table 1 Mole fraction of Al, Ti, Cu and hardness of coatings
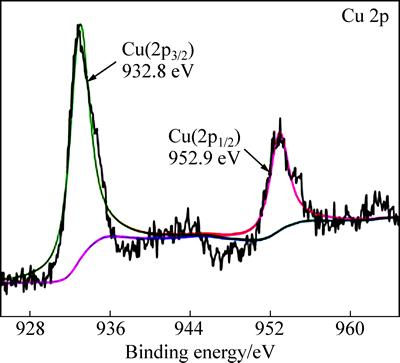
ͼ4 AlTiN-CuͿ���XPS����
Fig. 4 XPS fitted spectra of AlTiN-Cu coating
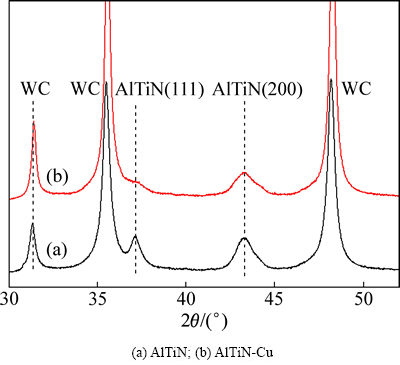
ͼ5 Ϳ���XRD��
Fig. 5 XRD patterns of coatings
ͼ4��ʾΪAlTiN-CuͿ��Cu�Ĺ��������(XPS)ͼ�����Cu2p3/2 ��λ��932.8 eV����������Ϳ����Cu ��δ�γ�������ʽ�����ͼ5��ʾAlTiN-Cu Ϳ��Ϳ����û��Cu �����֣�����Cu ��Ҫ�ԷǾ�������ṹ����[14-15]��BELOV��[16]�о����֣�Cu��TiN-CuͿ�����ԷǾ���������̬�ֲ���TiN ������Χ��ͼ5��ʾΪAlTiN��AlTiN-Cu����XRD ����ͼ����ͼ5��֪��AlTiNͿ������������ṹ��ͬʱ��Cu Ԫ�����룬AlTiNͿ��(111) ��ȡ���С����(200)ȡ����ǿ���������Ե�(200)����֯�������⣬����Cu Ԫ�ص����룬AlTiN �����������Ϳ���о���ϸ������Ӧ�����[17]��
2.2 ��������
ͼ6��ʾΪAlTiN ��AlTiN-Cu Ϳ��Ӳ�ʺϽ߸�ʽ����316 ����ֺ���ƽ��ĥ����������ʱ��ı仯���ߡ���ͼ6��֪���ڸ���������£�AlTiN Ϳ�㵶������������9 min ʱͿ��ĺ���ƽ��ĥ��������0.2 mm���ж�Ϳ��ʧЧ����AlTiN-Cu Ϳ�㵶������������13 minʱͿ�����ƽ��ĥ��������0.2 mm���Աȿ�֪��AlTiN-Cu Ϳ�㵶�߽�AlTiNͿ�㵶�ߵ�������������Լ44%��ͼ7��ʾΪͿ�㵶���ڸ�ʽ����7 min ������ĥ����òͼ����ͼ7��֪��Cu ����AlTiN ����������Ϳ������ĥ��������ʽ���������£������¶Ƚϸߣ�����Cu ���нϺõ������ܣ���������Ϳ��Ħ������[18]���������ͽӴ������¶ȣ���ߵ��ߵ�ʹ��������ͼ8��ʾΪAlTiN��AlTiN-CuͿ�㵶��ʪʽ����316 ����ֺ���ƽ��ĥ����������ʱ��ı仯���ߣ����ʽ������ȣ����ߵ�ʹ������������ߡ�������������Һ�ܴ��߹����Ӵ���������Ĵ����������ҶԹ����뵶���нϺõ������ã�����ܼ���ؽ��������¶ȣ�������������������ʪʽ����ʱ��AlTiN-Cu Ϳ�㵶�ߵ�����������AlTiN Ϳ�㵶�ߵĵͣ�����������ʪʽ���������ʱ����ͭ����Ч�������ԣ�ͬʱ��Cu �ļ��뽵����Ϳ���Ӳ�ȣ���ʹͿ�����������½���
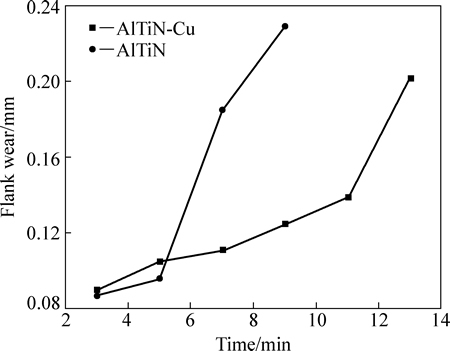
ͼ6 ��ʽ��������ƽ��ĥ������ʱ��ı仯����
Fig. 6 Changing curves of average flank wear with time during dry cutting
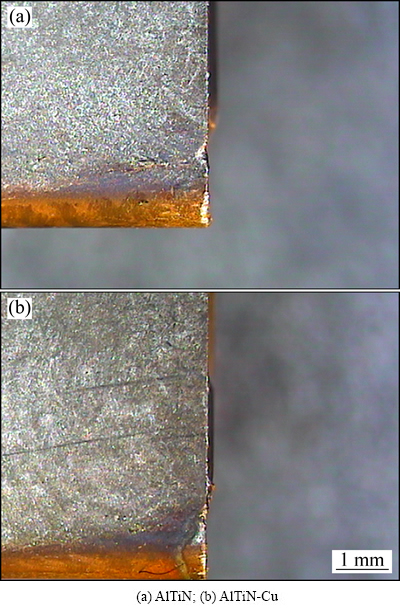
ͼ7 Ϳ�㵶���ڸ�ʽ����7 min�����ĥ����ò
Fig. 7 Micrographs of flank wear region of coating tool after dry cutting for 7 min
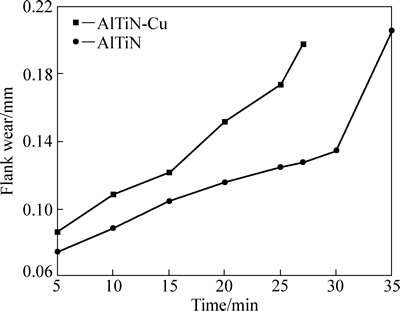
ͼ8 ʪʽ�����������ĥ������ʱ��ı仯����
Fig. 8 Changing curves of maximum flank wear with time during wet cutting
3 ����
1) �������������ӶƷ���Ӳ�ʺϽ�����ϳ�������֯���ܣ����״̬���õ�AlTiN��AlTiN-CuͿ�㣬Ϳ�������ڡ�Һ�Ρ�ȱ�ݣ�Cu�ļ���ᵼ��Ϳ����桰Һ�Ρ����ࡣAlTiN Ϳ����֯�ʵ�����״���ṹ��Cu����AlTiNͿ�����ϸ�����������Ϳ����Ӧ��������Ϳ��Ӳ�ȣ�����(111)ȡ��ǿ�ȼ�����
2) AlTiN-CuͿ����Al��Cu��Ti��Ԫ�ؾ��ȷֲ���Ϳ����棬Cu��Ϳ���У���Ҫ�Խ�����ʽ���ڡ����ڽ���Cu�������������ܣ�AlTiN-CuͿ�㵶�߸�ʽ��������ֵ���������ͨAlTiNͿ�㵶��������44%��������ʪʽ���������ʱ����ͭ����������ЧӦ�����ԣ���AlTiN-CuͿ���AlTiNͿ��Ӳ�ȵͣ���ʹʪʽ���������AlTiN-CuͿ��������AlTiNͿ��͡�
REFERENCES
[1] WILSON S, ALPAS A T. Effect of temperature and sliding velocity on TiN coating wear[J]. Surface & Coatings Technology, 1997, 94/95: 53-59.
[2] WANG C F, SHIH-FU O U, CHIOU S Y. Microstructures of TiN,TiAlN and TiAlVN coatings on AISI M2 steel deposited by magnetron reactive sputtering[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(8): 2559-2565.
[3] �ܻ�ΰ, �ų���, ������, ������. �����������TiAlNͿ����о���չ[J]. ���ϵ���, 2011, 25(6): 25-29.
CAO Hua-wei, ZHANG Cheng-yu, QIAO Sheng-ru, CAO Xiao-yu. Recent Progresses in physical vapor deposited TiAlN coating[J]. Materials Review, 2011, 25(6): 25-29.
[4] ����ǫ, ��Ծ��, �̺���, Ф�ݷ�, �Ʋ���. TiAlNͿ����Ȳ���Ӧ������[J]. �й���ɫ����ѧ��, 2007, 17(6): 897-902.
HUANG Zi-qian, HE Yue-hui, CAI Hai-tao, XIAO Yi-feng, HUANG Bai-yun. Thermal residual stress analysis of TiAlN coating[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 897-902.
[5] PRENGEL H G,SANTHANAMB A T,PENICH R M, JINDAL P C, WENDT K H. Advanced PVD-TiAlN coatings on carbide and cermet cutting tools[J]. Surface & Coatings Technology, 1997, 94/95: 597-602.
[6] VAZ F, REBOUTA L, ANDRITSCHKY M, SILVA M F D, SOARES J C. Thermal oxidation of Ti1-xAlxN coatings in air[J]. Journal of the European Ceramic Society, 1997, 17(15/16): 1971-1977.
[7] CHEN L, PAULITSCH J, DU Y, MAYRHOFER P H. Thermal stability and oxidation resistance of Ti-Al-N coatings[J]. Surface & Coatings Technology, 2012, 206(11/12): 2954-2960.
[8] ELYUTIN A V,BLINKOV IV, VOLKHONSKY AO, BELOV D S. Properties of nanocrystalline arc PVD TiN-Cu coatings[J]. Inorganic Materials, 2013, 49(11): 1106-1112.
[9] FOX-RABINOVICH G S, YAMAMOTO K, AGUIRRE M H, GAHILLD D G, VELDHUISA S C, BIKSAA A, DOSBAEVAA G, SHUSTERE L S. Multi-functional nano-multilayered AlTiN/Cu PVD coating for machining of Inconel 718 superalloy[J]. Surface & Coatings Technology, 2010, 204(15): 2465-2471.
[10] �� ��, �����, �� ��, ����Ȩ, ����ȫ. (Ti,Al)NͿ�������֯������[J]. �й���ɫ����ѧ��, 2006, 16(2): 279-283.
CHEN Li, WU En-xi, YIN Fei, WANG She-quan, WANG Xiu-quan. Microstructure and properties of (Ti, Al)N coating[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(2): 279-283.
[11] IVANOV YU F, KOVA N N, KRYSINA O V, BAUMBACH T, DOYLE S, SLOBODSKY T, TIMCHENKO N A, GALIMOV R M, SHMAKOV A N. Superhard nanocrystalline Ti-Cu-N coatings deposited by vacuum arc evaporation of a sintered cathode[J]. Surface & Coatings Technology, 2012, 207: 430-434.
[12] HARRIS S G, DOYLE E D, WONG Y C, MUNROE P R, CAIRNEY J M, LONG J M. Reducing the macroparticle content of cathodic arc evaporated TiN coatings[J]. Surface & Coatings Technology, 2004, 183(2): 283-294.
[13] SANDERS D M, ANDERS A. Review of cathodic arc deposition technology at the start of the new millennium[J]. Surface & Coatings Technology, 2000, 133/134: 78-90.
[14] WANG X Q, ZHAO Y H, YU B H, XIAO J Q, LI F Q. Deposition, structure and hardness of Ti-Cu-N hard films prepared by pulse biased arc ion plating[J]. Vacuum, 2011, 86: 415-421.
[15] ZHANG L, MA G J, LIN G Q, HAN K C, MA H. Synthesis of Cu doped TiN composite films deposited by pulsed bias arc ion plating[J]. Nuclear Instruments & Methods in Physics Research, 2014, 320: 17-21.
[16] BELOV D S, BLINKOV I V, VOLKHONSKII A O, KUZNETSOV D V, KIRYUKHANTSEV-KORNEEV F V, PUSTOV YU A, SERGEVNIN V S. Thermal stability and chemical resistance of (Ti,Al)N-Cu and (Ti,Al)N-Ni metal-ceramic nanostructured coatings[J]. Applied Surface Science, 2016, 388: 2-12.
[17] ZHU YAOCAN, FUJITA K, IWAMOTO N, NAGASAKA H, KATAOKA T. Influence of boron ion implantation on the wear resistance of TiAlN coatings[J]. Surface & Coatings Technology, 2002, 158/159: 664-668.
[18] MYUNG H S, LEE H M, SHAGINYAN L R, HAN J G. Microstructure and mechanical properties of Cu doped TiN superhard nanocomposite coatings[J]. Surface & Coatings Technology, 2003, 163/164: 591-596.
Microstructure and properties of AlTiN-Cu coating
YI Ji-yong1, 2, PAN Chen-xi1, 2, CHEN Kang-hua1, 2, XU Ying-chao1, 2, 3 WANG Yun-zhi3, CHEN Hao1, 2, ZHU Chang-jun1, 2
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Collaborative Innovation Center of Advanced Nonferrous Structural Materials and Manufacturing, Central South University, Changsha 410083, China;
3. Zhuzhou Cemented Carbide Cutting Tools Co. Ltd., Zhuzhou 412000, China)
Abstract: AlTiN and AlTiN-Cu coatings were deposited on cemented carbide substrates with cathodic arc ion plating. The properties of coatings were studied by X-ray diffractometry (XRD), scanning electron microscopy(SEM), energy dispersive X-ray spectroscopy(EDX), X-ray photoelectron spectroscopy(XPS), nanoindentation and cutting tests. The results show that AlTiN coating is typical columnar structure, Cu changes the grain growth way and preferred orientation, refines the grain sizes of the coating and reduces the coating hardness. AlTiN layer and AlTiN-Cu layer applied on the indexable inserts were compared in cutting tests. The AlTiN-Cu coatings cutting life is improved by 44% under conditions of dry cutting, which is caused by the effect of the lubrication of copper. Whereas, the AlTiN coatings are more successful at wet cutting, it can be attributed to the addition of Cu decreases the hardness of the coatings.
Key words: AlTiN-Cu coating; cathodic arc-evaporation; microstructure; cutting performance
Foundation item: Project(2014ZX04012011) supported by the Major National Science and Technology
Received date: 2016-04-15; Accepted date: 2016-10-09
Corresponding author: CHEN Kang-hua; Tel: +86-731-88830714; E-mail: khchen@csu.edu.cn
(�༭ ������)
������Ŀ�����ҿƼ��ش�ר��������Ŀ(2014ZX04012011)
�ո����ڣ�2016-04-15�������ڣ�2016-10-09
ͨ�����ߣ��¿��������ڣ���ʿ���绰��0731-88830714��E-mail��khuachen@mail.csu.edu.cn
ժ Ҫ���������������ӶƷ���Ӳ�ʺϽ�����Ϸֱ����AlTiN��AlTiN-CuͿ�㣬����XRD��SEM��EDS��XPS������ѹ��������ʵ��ȶԱ��о�AlTiNͿ���AlTiN-CuͿ�������֯���������ܡ����������AlTiNͿ��Ϊ������״�����ṹ��Cu������ı�AlTiNͿ��ľ���������ʽ������ȡ��ϸ��������֯������Ϳ��Ӳ�ȡ��Ա�AlTiN��AlTiN-CuͿ���תλӲ�ʺϽ�Ƭ���������ܷ��֣����ڽ���ͭ�������ã�AlTiN-CuͿ���ڸ�ʽ����ʱ�����������44%��Cu�����뵼��Ϳ��Ӳ�Ƚ��ͣ�AlTiNͿ����ʪʽ����ʱ���ܸ��ѡ�
