

Microstructure and mechanical properties of A356 thixoformed alloys in comparison with gravity cast ones using new criterion
A. FADAVI BOOSTANI, S. TAHAMTAN
Department of Materials Engineering, Isfahan University of Technology (IUT), Isfahan, Iran
Received 13 May 2010; accepted 25 June 2010
Abstract:
The effect of thixoforming process on morphologies of silicon particles that affect fracture mode of A356 alloy was investigated. Microstructure and fracture surfaces of thixoformed samples were investigated by image analyzing technique and scanning electron microscopy. A new combination parameter, called silicon density ratio (SDR) index, was introduced. SDR index approximates the collective effects of morphological characteristics of silicon particles on microstructure transparency of alloy in crossing the dislocation. It is suggested that samples with lower SDR index have superior mechanical properties, especially elongation, and consequently intergranular fracture mode. On the contrary, samples with higher SDR index have inferior mechanical properties and fracture path tends to propagate along the cell boundaries leading to transgranular fracture.
Key words:
A356; thixoforming; silicon density ratio; microstructure; mechanical properties; semi-solid forming;
1 Introduction
Semi-solid forming of metals has gained increasing interest among researchers in the last two decades[1-4]. A fundamental research in this field was started by FLEMINGS�� group at MIT (Cambridge, MA) during 1970s, and was followed by others[4-5]. It has been shown that semi-solid metal forming processes have several advantages over other conventional forming processes. These include higher product quality, lower forming temperature and higher production rate[6-8]. It has been reported that in contrast to other conventional casting processes, thixoforming process can produce components with very high ductility[5]. Technologies for semi-solid metal (SSM) processing can generally be divided into two basic routes: rheoforming and thixoforming. The thixoforming is basically a two-step process involving the preparation of a feed stock material with a thixotropic characteristic, and then reheating the feed stock material to semi-solid temperature to provide the SSM slurry subsequently used for component shaping[6]. Different production methods have been proposed to provide suitable non-dendritic microstructure for thixoforming[4, 7]. One of these methods is strain induced melt activation (SIMA) process in which the non dendritic structure is produced by cold deformation followed by reheating in the mushy zone. This method includes advantages of simplicity and low cost in comparison with other methods[4-7]. It seems that while the factors influencing the mechanical characteristics of A356 casting alloys have been well documented[9-10], the reported information on A356 thixoformed alloys is insufficient. In this study, the fracture behavior of thixoformed A356 alloy prepared under various conditions was investigated. Based on these results, a new combination parameter was introduced. This parameter relates the mechanical characteristics of thixoformed A356 alloy to size, aspect ratio and spacing of silicon particles dispersed in the thixoformed microstructure.
2 Experimental
A356 alloy used in this research was produced by melting proper mass of Al (99%), Si (99%) and Mg (99%) in a pit furnace. Table 1 shows the chemical composition of the alloy produced.
In order to homogenize the composition, ingots were heated to 535 ��C, held for 5 h and then quenched into water. Ingots were cut in dimensions of 40 mm��10 mm��12 mm and subjected to 20% cold working using an 80 t hydraulic press. Specimens were consequently reheated to 590 ��C or 600 ��C in an electric muffle furnace with ��2 ��C temperature accuracy and held at these temperatures for 10 min. Specimens were then transferred from the furnace to the platform on the press and subjected to 50% and 30% hot working, separately. In order to determine the microstructural characteristics, samples were etched in Keller reagent (190 mL H2O, 2 mL HF, 3 mL HCl and 5 mL HNO3) for 30 s.
Table 1 Chemical composition of alloy used in this study (mass fraction, %)

Tensile tests were performed using a hounsfield tensile test machine, model H50KS, at a strain rate of 1��10-3 s-1[10]. Tensile properties are represented by the average values of at least 5 test results. Metallographic and fractographic examinations were carried out using a Nikon optical microscope (OM) (model Epiphoto 300) and a CAMSCAN MV2300 scanning electron microscope (SEM), respectively.
The following parameters were calculated for each sample using KS400 image analysis system:
1) Aspect ratio (��): ratio of maximum to minimum dimensions of silicon particles, calculated according to the following equation:
![]() (1)
(1)
where LJ is the length of the major axis and Ln is the length of the minor one[11].
����2) Circle equivalent diameter (D): the equivalent diameter of a circle whose area is equal to the average area of silicon particle defined according to the following equation:
![]() (2)
(2)
where ASi is the area and n is the number of measured silicon particles[12].
3) Silicon particles spacing (��): the average of closest distance between two adjacent silicon particles dispersed in the matrix.
1 000-2 000 particles were counted and measured over 40 fields of view in each location. As the automated measurement of particle characterizations depends on the gray level setting on the instrument, the detection level for eutectic particles was set about 65% of the aluminum gray level.
Fig.1 shows the procedure that has been used to calculate both circle equivalent diameter (Fig.1(a)) and silicon particles spacing (Fig.1(b)) using KS400 image analysis system.
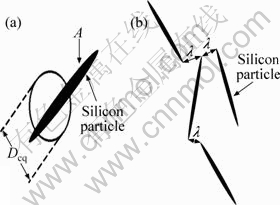
Fig.1 Schematic illustration of procedure used to calculate both circle equivalent diameter (a) and silicon particles spacing (b)
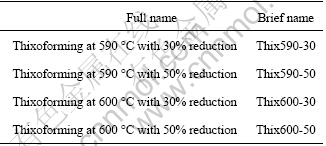
Table 2 represents a nomination system used to identify different specimens in this work.
Table 2 Nomination system of specimens
In order to evaluate the effect of thixoforming technology on porosity of A356 alloy, the density of samples (��S) was calculated using the wet/dry mass method according to[13]:
![]() (3)
(3)
where mD is the dry mass of sample and VS is the volume of sample. The volume of the sample was measured according to the following equation[13]:
![]() (4)
(4)
where mW is the mass of sample suspended in water and ��w is the density of water. Then, the measured density was compared with the theoretical density in order to determine the relative density (��r). The theoretical density was calculated from the chemical composition using the following equation:
 (5)
(5)
where ��j is the elemental density and wj is the elemental mass fraction. The theoretical density was calculated to be 2.667 g/cm3.
3 Results and discussion
The present study clearly demonstrates that the thixoforming process can be very beneficial in improving mechanical properties, especially elongation, of A356 alloy compared with conventional casting process. Table 3 represents the average tensile properties of thixoformed and gravity cast A356 samples.
Table 3 Tensile properties of gravity cast and thixoformed A356 samples
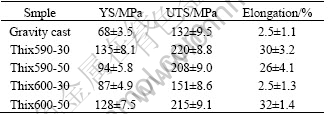
Table 3 demonstrates that, compared with gravity cast process, thixoforming process is very beneficial in improving tensile properties, especially elongation. There are a number of microstructural features that affect the ductility of aluminum castings. In order to understand the cause of this improvement, the parameters influencing the tensile ductility of Al-Si-Mg casting alloys should be determined.
Table 4 represents the morphological properties of silicon particles in samples under investigation. Table 4 shows that the aspect ratio of silicon particles in gravity cast samples is higher than that of the other samples.
The ductility has been known to be sensitive in various degrees to silicon particle size and magnesium content[9]. Further research showed that the ductility is affected by the aspect ratio and the distribution of silicon particles[10, 12].
Considering the results presented in Tables 3 and 4, it is clear that none of these parameters can be, separately, responsible for the tensile behavior of thixoformed specimens. In general, when A356 thixoformed samples are subjected to tensile stresses, deformation generated dislocations interfere with silicon particles. The number of dislocations which interfere with silicon particles depends on morphological characteristics of these particles.
In fact, silicon particles with high aspect ratio (��) and circle equivalent diameter (D) render a less transparent microstructure for dislocations crossing[14]. This means that the movement of dislocation through the microstructure is difficult and consequently the effective slip distance reduces[15].
On the other hand, when the transparency reduces, the probability of particle cracking or debonding through the grains is more increased than that along the grain boundaries. As a result, the mechanical properties of the alloy diminish. Furthermore, a reduction in silicon particles spacing (��) leads to transparency reduction of microstructure in crossing the dislocations. Additionally, the reduction of relative density ratio (��r) of samples can result in the reduction of the mechanical properties. Therefore, it can be seen that increasing �� and D of the silicon particles or reduction of �� and also decreasing of relative density (��r) of samples have similar effect on the transparency of microstructure. In order to analyze the transparency of various microstructures quantitatively, a combination parameter of ��D/(�˦�r2) is introduced. This parameter, which includes all morphological factors of silicon particles that affect the transparency of microstructure in crossing the dislocation, was named silicon density ratio (SDR) index. This parameter was calculated for each sample presented in Table 4. In this parameter ��, D, �� and ��r represent the aspect ratio, circle equivalent diameter, silicon particles spacing and relative density of samples, respectively. It can be predicted that samples with high SDR index would have lower mechanical properties in comparison with those of lower SDR index.
In order to investigate the accuracy of this prediction, the diagram of SDR index changes versus mechanical properties of various samples was drawn using the values presented in Tables 3 and 4. According to Fig.2, it seems that the prediction that samples with higher SDR index would have lower mechanical properties is correct. As shown in Fig.2, thixoformed samples produced by thixoforming process in comparison with gravity-cast sample have higher mechanical properties. The main reasons can be due to the two important effects of thixoforming process on microstructure of A356 alloy, i.e. production of non-acicular shaped silicon particles and reduction of the amount of pores (Table 4) in produced samples, both of which consequently reduce the SDR index of thixoformed samples.
Table 4 Morphological properties of silicon particles in various samples
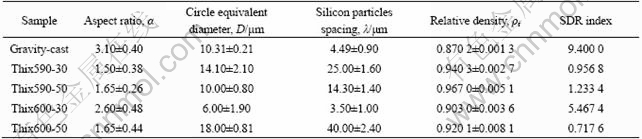
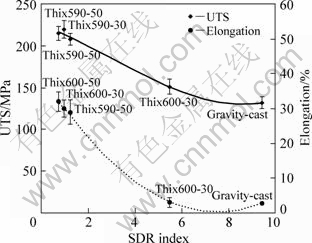
Fig.2 Tensile properties of thixoformed and gravity cast samples vs SDR index
Fig.3 shows representative optical micrographs of gravity cast, Thix590-30, Thix590-50, Thix600-30 and Thix600-50 samples. As can be seen in Fig.3(a), the microstructure of gravity cast samples contains acicular shaped silicon particles which will increase SDR index. This will increase the probability of particle cracking and debonding[16]. Consequently, the damage accumulation rate increases rapidly, which results in sharp reduction of tensile strength. In the case of gravity cast samples, the eutectic phase is a preferred region for crack growth and causes a drop in ductility.
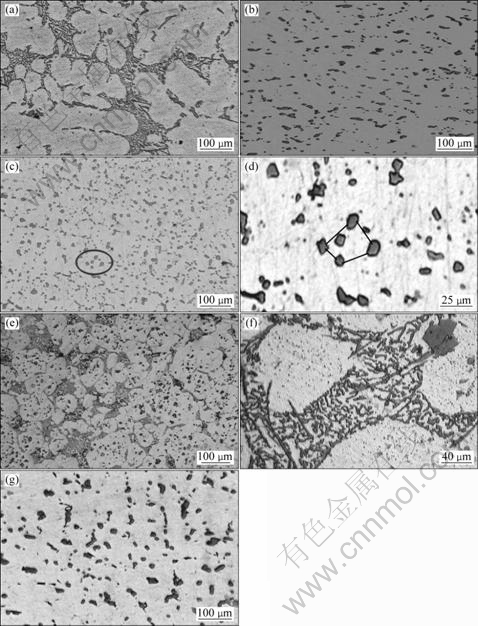
Fig.3 Optical micrographs of samples: (a) Gravity cast; (b) Thix590-30; (c) Thix590-50; (d) Higher magnification of indicated zone in Fig.3(c); (e) Thix600-30; (f) Higher magnification of Fig.3(e); (g) Thix600-50
Fig.4 demonstrates the SEM side views of tensile fractured areas of gravity cast and thixoformed samples, respectively. As shown in Fig.4, most of thixoformed specimens do not demonstrate any definite sign of tensile path following the clusters of eutectic silicon particles, while the tensile crack paths in gravity cast and Thix600-30 samples tend to propagate along the clusters of eutectic silicon particles. According to Fig.4(a), it is obvious that tensile fracture paths tend to propagate along the acicular eutectic silicon particles.
Fig. 5 shows the representative SEM fractographs of the tensile-fractured specimens matching with Fig.4. Figs.5(a) and (e) show that in the case of gravity cast and Thix600-30 samples, the tensile fracture mode is transgranular. As can be seen in Figs.5(b), (d) and (g), thixoformed samples (except Thix600-30 sample) show intergranular (typically dimple) fracture mode. The average size of dimples in the case of Thix590-30 and Thix590-50 specimens is 5.3 ��m and 16.0 ��m, respectively.
As can be seen in Fig.5(a), the fracture mode in the case of gravity cast sample is transgranular fracture. In samples with high SDR index, as a general rule, the cell boundaries are well determined by a dense arrangement of silicon particles, which therefore can provide an easy path for crack propagation, leading to an intercellular (transgranular) type of the fracture.
Fractographic observations reveal that final fracture path in samples with high SDR index tends to concentrate along the grain boundaries and through the eutectic structure. The transition from transgranular to intergranular fracture is accompanied by an increase in the ductility of the alloy.
In the case of Thix590-30 sample, high silicon particles spacing (��=25 ��m) is an effective factor in reduction of the SDR index. This leads to the reduction of the interfering probability of dislocation with silicon particles. As a result, in the case of Thix590-30 samples (Fig.3(b)), because micro cracks are produced by particle cracking or debonding, the distances which must be traveled by these microcracks before their coalescence are longer in comparison with the case for Thix590-50 sample (Fig.3(c)). As can be seen in Fig.5(b), the fracture of Thix590-30 sample is initiated by void formation around silicon particles and then the linkage of micro voids occurs by ductile failure of �� phase between them[17]. The formation of micro crack at silicon/matrix interface as seen in Fig.5(c), with higher magnification of specified zone shown in Fig.5(b), shows that silicon particles in Thix590-30 sample are more sensitive to debonding from silicon/matrix interface than cracking. Fig.4(b) shows that fracture process of Thix590-30 sample proceeds by linkage of micro cracks. It can be predicted that the tensile ductility of Thix590-30 specimen is higher than that of Thix590-50 specimen. Fig.2 confirms this prediction. As shown in Figs.3(c) and (d), silicon particles in Thix590-50 sample have formed clusters, which increase the probability of dislocations interfering with silicon particles.
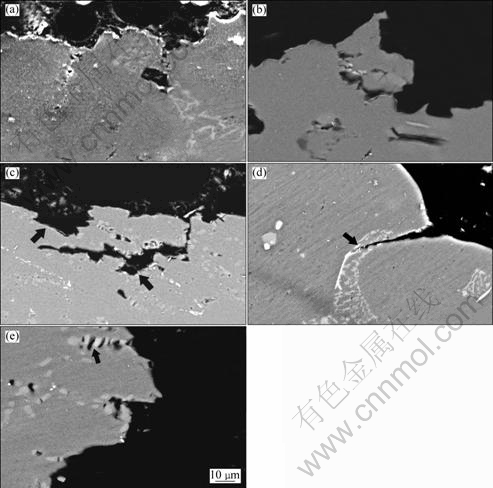
Fig.4 SEM side views of samples: (a) Gravity cast; (b) Thix590-30; (c) Thix590-50; (d) Thix600-30; (e) Thix600-50 (e)
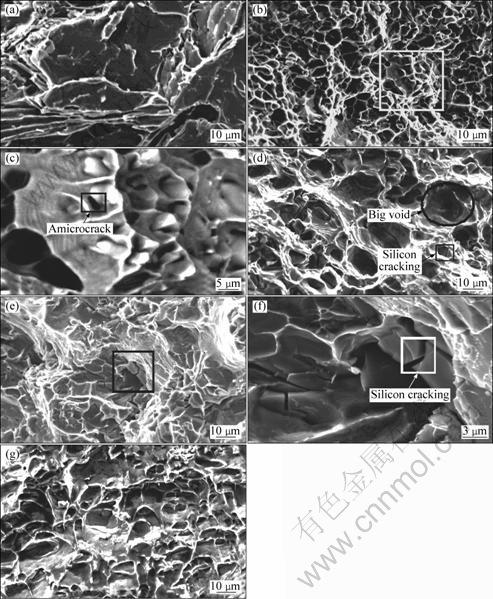
Fig.5 SEM fractographs of samples: (a) Gravity cast; (b) Thix590-30; (c) Thix590-30 with high magnification; (d) Thix590-50; (e) Thix600-30; (f) Thix600-30 with high magnification; (g) Thix600-50
Therefore, after dislocation accumulation around silicon particles, the probability of particle cracking or debonding increases[17]. This leads to the generation of microcracks in the microstructure. Furthermore, since spacing between silicon particles is small, after coalescence of these microcracks, one silicon cluster can be debonded from matrix, leading to the formation of big voids along the fracture path of Thix590-50 sample (as indicated by arrows in Fig.4(c)).
These big voids can be related to the formation of silicon clusters in the microstructure of Thix590-50 sample (Fig.3(c)). The formation of these big voids causes the ductility of Thix590-50 specimen to reduce in comparison with Thix590-30 specimen. The fractographic observations represent similar behavior in Thix590-50 sample (black arrows in Fig.5(d) demonstrate the formation of big voids). These results are in good agreement with the high tensile elongation of A356 alloy reported by OGRIS et al[18-20]. This higher tensile elongation can be related to those SDR indexes which have been calculated on the base of morphological properties of silicon particles.
As demonstrated in Fig.2, the mechanical properties of Thix600-30 sample are considerably lower than those of the other thixoformed samples. It can be seen from Figs.3(e) and (f) that �� phases in Thix600-30 sample have been isolated by silicon particles of eutectic phases. This reduces the transparency of its microstructure for dislocations crossing. In fact, when Thix600-30 sample is subjected to tensile test, the density of dislocation increases near the interface of acicular shaped silicon. Therefore, the probability of particle cracking and debonding at low stresses increases. This results in lower tensile strength in comparison with other thixoformed samples (Fig.2). It can be seen from Figs.5(e) and (f) that the silicon particles with high aspect ratio (��=2.6) are prone to cracking.
����As a micro crack nucleates, for example by cracking of silicon particle as seen in Fig.5(f), the eutectic region provides an easy path (low energy) for propagation of micro crack in microstructure, as demonstrated by black arrow in Fig.4(d). Consequently, the ductility of Thix600-30 specimen drops (Fig.2).
����According to Fig.2, the mechanical properties of Thix600-50 specimen are approximately similar to those of Thix590-30 specimen. This is because of close SDR index of Thix600-50 and Thix590-30 specimens. This means that the microstructural behavior of the former in crossing the dislocation is similar to that of the latter. As specified by arrow in Fig.4(e), the fracture path in Thix600-50 sample propagates through �� phase by joining the adjacent micro voids formed around the silicon particles. Fractographic experiments reveal that the fracture mode of Thix600-50 sample is micro voids coalescence followed by ductile failure of �� matrix phase between them (Fig.5(g)).
4 Conclusions
����Thixoforming process can be very beneficial in improving mechanical properties, especially tensile elongation in A356 alloy in comparison with conventional casting processes. This is mainly due to the change of silicon particle morphology, size and distribution as well as increasing the relative density of samples caused by thixoforming process. This improvement is due to the collective effects of silicon particles and relative density. Therefore, a combination parameter (SDR index) of ��D/(�˦�r2) is introduced. Samples with high SDR index have lower mechanical properties, especially elongation, and consequently transgranular fracture mode. On the contrary, fracture path in samples with low SDR index, which have higher mechanical properties (especially elongation), tends to concentrate along the grain boundaries. The transition from transgranular to intergranular fracture is accompanied by an increase in the ductility of the alloy.
References
[1] YOUNG L, HWAN L, SEON L. Characterization of Al 7075 alloys after cold working and heating in the semi-solid temperature range [J]. J Mater Process Tech, 2000, 111: 42-47.
[2] ASHURI H. Globular structure of ZA27 alloy by thermomechanical and semi- solid treatment [J]. J Mater Sci, 2005, 391: 77-85.
[3] SAKLAKOGLU N. Mechanical properties and microstructural evolution of AA5013 aluminum alloy in the semi-solid state by SIMA process [J]. J Mater Process Tech, 2004, 148: 103-107.
[4] FLEMINGS M C. Behavior of metal alloys in the semisolid state [J]. Metall Trans A, 1991, 22: 957-981.
[5] SPENCER D B, MEHRABIAN R, FLEMINGS M C. Rheological behavior of Sn-15 pct Pb in the crystallization range [J]. Metall Trans A, 1972, 3: 1925-1932.
[6] FAN Z. Semisolid metal processing: A review [J]. Int Mater Rev, 2002, 47: 1-37.
[7] ATKINSON H V. Modeling the semisolid processing of metallic alloys [J]. Prog Mat Sci, 2005, 50: 341-347.
[8] KIRKWOOD D H. Semi-solid metal processing: A review [J]. Int Mater Rev, 1994, 39: 173-189.
[9] SPEAR R E, GARDNER G R. Dendrite cell size [J]. AFS Trans, 1963, 71: 209-215.
[10] MEYERS C W. Solution treatment effects on ultimate tensile strength and uniform elongation in A357 aluminum alloys [J]. AFS Trans, 1986, 94: 511-518.
[11] KANG C G, YOUN S W, SEO P K. Reheating process of metal matrix composites for thixoforming and their inductive coil design [J]. J Mater Eng Perform, 2001, 2: 152-165.
[12] GANGULEE A, GURLAND J. On the fracture of silicon particles in aluminum-silicon alloys [J]. Trans Met Soc AIME, 1967, 25: 269-272.
[13] VAN VALACK L. Elements of material science and engineering [M]. Massachusetts: Addison-Wesley Publishing Co, 1990.
[14] CACERES C H, GRIFFITHS J R. Damage by the cracking of silicon particles in an Al-7Si-0.4Mg casting alloy [J]. Acta Mater, 1996, 44: 25-33.
[15] CACERES C H, GRIFFITHS J R, REINER P. The influence of microstructure on the Bauschinger effect in an Al-Si-Mg casting alloy [J]. Acta Mater, 1996, 44: 15-23.
[16] SHIVKUMAR S, RICCI S, STENHOFF B, APLEIAN D. An experimental study to optimize the heat treatment of A356 alloy [J]. AFS Trans, 2002, 89: 791-809.
[17] GALL K, HORSTMAYER M. Finite element analysis of the stress distributions near damaged Si particle clusters in cast Al-Si alloys [J]. Mech Mater, 2000, 32: 277-301.
[18] OGRIS E. Development of Al-Si-Mg alloys for semi-solid processing and silicon spheroidization treatment (SST) for Al-Si cast alloys [D]. Swiss, 2002.
[19] OGRIS E, LUCHINGER H, UGGOWITZER P J. Silicon spheroidization treatment of thixoformed Al-Si-Mg alloys [J]. Mater Sci Forum, 2002, 396/402: 149-154.
[20] OGRIS E, WAHLEN A, LUCHINGER H, UGGOWITZER P J. On the silicon spheroidization in Al-Si alloys [J]. J Light Met, 2002, 2: 263-269.
(Edited by YANG Bing)
Corresponding author: A. FADAVI BOOSTANI; E-mail: fadavi@ma.iut.ac.ir
DOI: 10.1016/S1003-6326(09)60347-2
