

Effects of heat treatment process on stress corrosion cracking and microstructures of 7A05 Al alloy plate
CAI Gang-yi(�̸���), L? Guang-shu(������), MA Zhuang(�� ׳)
School of Materials Science and Engineering, Beijing Institute of Technology, Beijing 100081, China
Received 28 July 2006; accepted 15 September 2006
Abstract:
In order to improve the stress corrosion cracking(SCC) resistance of 7A05Al alloy, four different heat treatment processes were performed. After the heat treatments, the stress corrosion cracking resistance, mechanical properties and microstructures of 7A05Al alloys were studied. The results show that the retrogression and reaging(RRA) treated specimens possess the highest SCC resistance with slightly reduced strength compared with the other specimens. Thus RRA is the best process in terms of the optimal combination of SCC resistance and strength. Further TEM observation reveals that the RRA treated specimens are characterized by the fine equiaxed grains, dispersed second phase and wide PFZ. The pre-aging treated specimens show lower SCC resistance but higher strength as compared with the RRA treated ones. Equiaxed grains are also observed in the pre-aging treated samples by TEM, indicating that the anisotropy is eliminated. However, the dual aging and deformation plus aging treated specimens are demonstrated by large anisotropy.
Key words:
Al alloy; heat treatment; stress corrosion cracking; microstructure;
1 Introduction
7A05 Al alloy belongs to Al-Zn-Mg series and is a medium-strength weldable aluminum alloy. It is mainly used in the structure components of the aerospace industry for its high specific strength[1-3]. It can be also used as bridge body material[4]. Stress corrosion cracking(SCC) and fatigue cracking are the most common causes of failure of this alloy in service. At the high temperature, in the damp and bush area, the accidents caused by the stress corrosion cracking are more serious[5-7]. Therefore, it is very important to consider the stress corrosion cracking resistance in each step of manufacturing 7A05 Al alloy parts, such as heat treatment, welding, designing and even protecting methods. Among these factors, it is the fist important thing to increase the stress corrosion cracking resistance of the alloy itself. As a result, choosing an optimal heat treatment process becomes extremely important[8-10]. In this work, four heat treatment processes were performed and the influence of the heat treatments on stress corrosion cracking was investigated.
2 Experimental
2.1 Material
The material used in this work was 7A05 hot-rolled plate. The chemical compositions of this material are given in Table 1. For a comparison, the standard chemical compositions of 7A05 Al alloy[3] are also listed in Table 1.
2.2 Procedure
Four types of heat treatment processes, dual aging, deformation (25%) plus dual aging, pre-aging plus deformation (25%) plus dual aging, and retrogression and reaging(RRA), were carried out in this work and they are detailed in Table 2. After heat treatment, the tension and impact specimens were prepared from both the horizontal and vertical direction of the hot-rolled plate and the strength, hardness and impact toughness were measured.
Both the horizontal and vertical double centilever beam(DCB) specimens loaded by double bolts were used for the stress corrosion cracking life testing. The experiment was performed in 3.5%NaCl solution. The stress corrosion cracking development testing was carried out according to National Standard GB 12445.1��1990. The double-bolt-loaded wedge-open loading(WOL) specimens, prepared from both the horizontal and vertical direction of the hot-rolled plate, and 3.5%NaCl solution were used in this testing.
3 Results
3.1 Results of general mechanical properties
The testing results of the general mechanical properties are given in Table 3. As shown in Table 3, the specimens treated with process No.3 possess the highest strength and those treated with process No.4 reveal relatively lower strength.
3.2 Surface corrosion of specimens
The heat treated DCB samples were loaded under stress of 70, 140, 280 and 350 MPa respectively, and then soaked in the 3.5%NaCl solution at room temperature for 720 h. No cracking but various degree of exfoliation occurs on the surfaces after the corrosion tests. When the stress is higher than 350 MPa, the pitting corrosion is observed on the surfaces of the specimens treated with processes No.1 and No.2. In addition, there is no distinct difference of the corrosion performance observed between vertical and horizontal specimens. It is found that the corrosion resistances of the specimens treated with processes No.3 and No.4 are better than those treated with processes No.1 and No.2.
3.3 Crack propagation rate (da/dt) and critical stress intensity factor (KISCC)
The crack propagation rate (da/dt) and critical stress intensity factor (KISCC) of the specimens treated with various processes are given in Table 4. It shows that all the heat treated samples have a higher value of KISCC produced from the vertical direction than from the horizontal direction. The specimens treated with process No.4 demonstrate the highest value of KISCC and the lowest value of da/dt, indicating the best SCC resistance. It is also noticed in Table 4 that the specimens treated with process No.2 show the highest horizontal da/dt value (39��10-10m/s), suggesting the worst SCC resistance. At the same time, the largest difference of da/dt value between the vertical and horizontal direction is also demonstrated by the specimens treated with process No.2, reflecting the large anisotropy.
Table 1 Chemical compositions of 7A05 Al alloy and experimental alloy (mass fraction, %)

Table 2 Four heat treatment processes
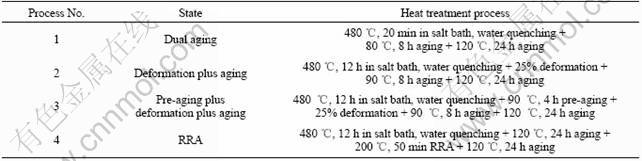
Table 3 General mechanical properties of 7A05 alloy
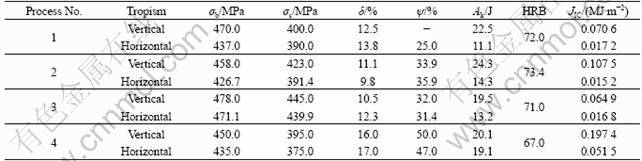
Table 4 da/dt and KISCC under different treatment processes

4 Discussion and analysis
4.1 Effects of grain figure and dimension on SCC
The performance of materials is decided by its microstructure[3,11]. Therefore, it is important to analyze the microstructure. The metallographic photographs of 7A05 alloy under four heat treatment processes are given in Fig.1.
Fig.1(d) shows that the grains of 7A05 alloy treated with process No.4 are fine and equiaxed. In the contrast, as shown in Figs.1(a), (b) and (c), the grains of 7A05 alloy treated with the other three processes are distorted along the deformation orientation and the specimens treated with process No.2 show the largest distortion. The grain distortion of the specimens treated with process No.1 can still be observed due to the large deformation despite dual aging. The distortion degree of the specimens treated with process No.3 is decreased by the 4 h pre-aging as compared with that of the specimens treated with process No.2.
The magnified microstructure photographs are given in Fig.2. As shown in Fig.2, the grains of the specimens treated with processes No.1 and No.2 are distorted, while those treated with processes No.3 and No.4 are equiaxed. The grain distortion in the specimens treated with process No.2 is caused by the deformation. Although the specimens treated with process No.1 are already homogenized after hot-rolling, the grain distortion can still be observed since the pre-deformation (about 60%) is too large to completely eliminate. As a comparison, the specimens treated with process No.3 are pre-aged at low temperature before deformation. High density GP zone is formed inside ��-grains during the pre-aging[12] and it can thus retard the dislocation movement during the following deformation. The substructure formed is more obvious than that formed during direct deformation without pre-aging, which accordingly makes the deformation more difficult. Thus the polygon grains are resulted instead of long distorted shape. The grains of the specimens treated with process No.4 are equiaxed because no deformation is performed on the specimens during the treatment.
The grain size under various treatments is given in Table 5. It shows that the length to width ratios of the grains of the specimens treated with processes No.1 and No.2 are much larger than those treated with of processes No.3 and No.4. The grains of the specimens treated with process No.4 are the finest.
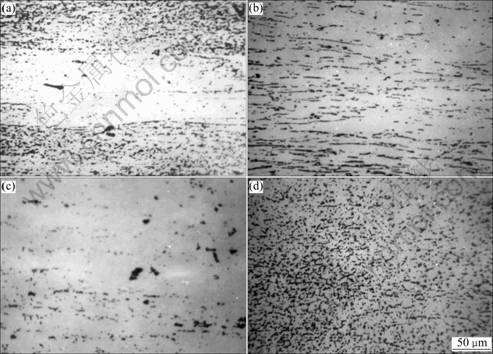
Fig.1 Metallographic microstructures of samples by four treatment processes: (a) Process No.1; (b) Process No.2; (c) Process No.3; (d) Process No.4
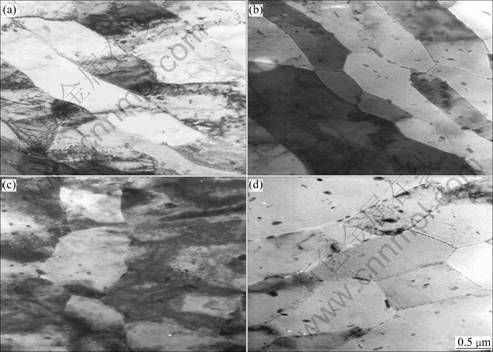
Fig.2 Crystallographic structures of samples by four treatment processes: (a) Process No.1; (b) Process No.2; (c) Process No.3; (d) Process No.4
Table 5 Grain dimension of samples under different treatments
The difference between horizontal and vertical properties is mainly due to the formation of the long distorted grains under hot-rolling. The crack development direction for the vertical specimens is vertical to the long distorted direction of grains and thus the crack develops very slowly. However, the crack development direction for horizontal specimen is parallel to the long distorted direction of grains and thus the crack develops relatively fast.
As can be seen in Table 4, judged by the value of KISCC, process No.4 treated specimens possess the largest one and No.1 and No.3 are very close and No.2 has a relatively lower one. Accordingly, judged by the value of da/dt, No.2 reveals the largest one and No.1 is a little higher than No.3 and No.4 has the smallest one. The reason why the specimens treated with process No.2 show the highest da/dt might be explained as follows. After process No.2 treatment, the grains are distorted along the deformation direction, leading to long grain vertical to the stress. Thus cracks can develop very smoothly along the gain boundary and it is also easy for two neighbouring cracks to connect together to form continuous crack net. Although the gains of the specimens treated with process No.1 are also long distorted, the deformation degree is lower than No.2 and therefore da/dt is smaller than that of No.2 as well. The gain deformation degree for the specimens treated with process No.3 is lower than No.1 and also the substructure in the gains can prevent cracks from developing across the grain boundary, accordingly, its da/dt is smaller than that of No.1 and No.2. It is found in Tables 4 and 5 that the smaller the grains are, the higher the KISCC is. The specimens treated with process No.4 have the smallest gain size and thus its KISCC is the highest.
4.2 Effects of precipitate free zones(PFZ) at grain boundary on SCC
It is often the case that precipitation does not occur uniformly throughout the microstructure during the heat treatment of a supersaturated phase. Regions in the proximity of a grain boundary are frequently found to be free of precipitates. These precipitate free zones (or PFZ) are normally formed at the low angle grain boundary. The width of PFZ and the nucleation and growth speed of precipitates at grain boundary are affected by the vacancy density and solute super saturation degree[13]. It is found in this work that the specimen with wider PFZ possesses higher KISCC value, indicating the lower stress sensitivity. The width of PFZ under four treatments is listed in Table 6 and the specimen treated with No.4 process possesses the widest PFZ. It can also be seen in Table 6 that the specimens treated with the other three processes (No.1, No.2 and No.3) reveal very similar width of PFZ. It can be explained as follows. The dislocation density is greatly increased by the deformation involved in all the three treatments (No.1, No.2 and No.3) and thus subgrains are formed by dislocations entwisting with each other. Inside the subgrains the precipitation of ��-phase is restrained; however, at the subgrain boundary it is greatly boosted. Therefore, most of the vacancies will be kept inside the gain without sub-grain boundaries. In the subgrains, which are far away from the gain boundary, the vacancy density is not affected by the subgrain boundary and most of the vacancies will be kept. On the other hand, the subgrain is not very effective sink for vacancies. Thus, the narrow PFZ is resulted.
Table 6 Width of PFZ of different states
![]()
It is found that the width of PFZ will affect the SCC resistance of 7A05 alloy. SCC is the combined effect of stress and environment and the stress is generally tensile. Under tensile stress, dislocations assemble at the grain boundary and form stress peak. The PFZ can facilitate the movement of dislocations and therefore decrease the stress peak in local areas. As a result, the sensitivity of SCC is decreased. Moreover, the wider the PFZ is, the more the stress peak is decreased in local areas, and the smaller the sensitivity of SCC is. The photographs showing PFZ under various treatments are given in Fig.3.
4.3 Effects of second phase particle on SCC
The undissolved particles are similar due to the same solution temperature in the experiment. However, the dispersed second phases are hugely different because of different aging treatments[14-15]. The dispersed second phases are observed and analyzed by TEM and the results are given in Table 7.
Table 7 Second phases of different states

As shown in Table 6, the primary precipitated phase of the specimens treated with processes No.1 and No.2 is ��-phase, while both �ǡ� and �� phases are found in those treated with processes No.3 and No.4. According to the diameter of the precipitated phase, the four heat treatment processes can rank in the following order (from the smallest to the biggest): No.1, No.4, No.3 and No.2. It can be concluded that the process No.4 can effectively decrease the size of the dispersed second phase and as a result the smaller dispersed particles can increase the SCC resistance of the treated 7A05 alloy.
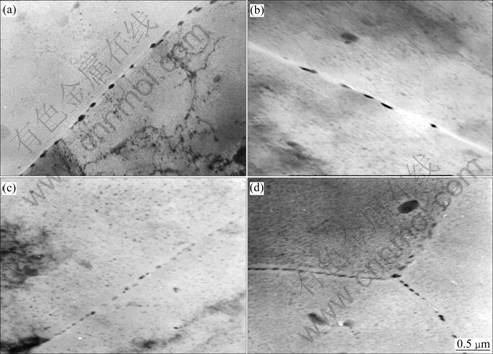
Fig.3 Photographs showing PFZ under various heat treatments: (a) Process No.1; (b) Process No.2; (c) Process No.3; (d) Process No.4
4 Conclusions
1) The RRA state (No.4) has high SCC resistance. The KISCC is nearly twice as compared with that of the others on horizontal direction and is similar to that of the others on vertical direction. The value of da/dt is almost 10% of that of the others.
2) There are equiaxed grains without hot-rolled orientation, wider PFZ, and dispersed second phase in the RRA specimen. All of these result in the high SCC resistance of RRA state.
3) The No.3 state (i.e. pre-aging plus deformation) has high strength and little anisotropy of strength and SCC resistance. It is caused by the phenomenon that the formation of GP zone promotes ��-grain to become equiaxed in the course of deformation and aging.
4) The No.1 state (i.e. dual aging) has high strength, high vertical SCC resistance, while there is obvious anisotropy due to the trip grain in the course of hot- rolling. The No.2 state (i.e. deformation plus aging) is similar to No.1 state.
References
[1] IMAMURA T. Current status and trend of applicable material technology for aerospace structure [J]. Journal of Japan Institute of Light Metals, 1999, 49(7): 302-309.
[2] DAVID A L, RAY M H. Aluminum alloy development efforts for compression dominated structure of aircraft [J]. Light Metal Age, 1991, 2(9): 11-15.
[3] PAN Fu-sheng, ZHANG Ding-fei. Aluminum Alloy and Application [M]. Beijing: Chemical Industry Press, 2006: 81-89. (in Chinese)
[4] LI Jing-yong, LIN Zhu-ming, ZHAO Yong. Study on mechanical properties of aluminum alloys used in pontoon bridge structure [J]. Journal of East China Ship Building Instituted, 2004, 18(6): 81-85. (in Chinese)
[5] ZHAO Teng, LIU Ling-xia, CAO Xue-jun, WANG Lai-sheng. Effect of heat treatment on mechanical properties and stress corroded cracking of 705 Al alloys [J]. Ordnance Materials Science and Engineering, 1997, 20(4): 39-43. (in Chinese)
[6] ZHENG Qiang, CHEN Kang-hua, HUANG Lan-ping, LIU Hong-wei, HU Hua-wen. Stress corrosion cracking of Al-Zn-Mg aluminum alloys [J]. Materials Science and Engineering of Powder Metallurgy, 2004, 9(2): 168-173. (in Chinese)
[7] LIU Ling-xia, WANG Lai-sheng, ZHAO Teng, ZHANG Cun-xin. Effect of heat treatment on stress corroded cracking of 705 Al alloy plate [J]. Journal of Baotou University of Iron and Steel Technology, 2000, 19(3): 230-233. (in Chinese)
[8] WANG Zhu-tang, LU Zai-hao, WANG Hong-hua. Advance of Retrogression heat treatment and the new field of application [J]. Light Alloy Fabrication Technology, 1998, 26(11): 5-10. (in Chinese)
[9] SONG R G, ZHANG O Z. Heat treatment optimization for 7175 aluminum alloy by evolutionary algorithm [J]. Materials Science and Engineering C, 2001, 17: 139-141.
[10] FLYNM R J, ROBINSON J S. The application of advances in quench factor analysis property prediction to the heat treatment of 7010 aluminum alloy [J]. Journal of Materials Processing Technology, 2004, 153-154: 674-680.
[11] GAN Wei-ping, FAN Hong-tao, XU ke-qin, ZHOU Zhao-feng. Study progress of Al-Zn-Mg-Cu series high-strength aluminum alloys [J]. Aluminum Fabrication, 2003(3): 6-12. (in Chinese)
[12] ZENG Yu, YIN Zhi-min, ZHU Yuan-zhi, PAN Qing-lin, CUI Jian-zhong. The effect of heat treatment on microstructure and mechanical properties of ultra high strength aluminum alloy [J]. Mining and Metallurgical Engineering, 2004, 24(3): 67-69. (in Chinese)
[13] HE Yong-dong, ZHANG Xin-ming, YOU Jiang-hai, YE Ling-ying, LIU Wen-hui. Effect of precipitate free zone quenched induced on fracture behavior of Al-Zn-Mg-Cu alloys [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(3): 392-399. (in Chinese)
[14] ZHAO Jie. Quantitative analysis and study on microstructure of Al-Zn-Mg-Cu high strength aluminum alloy [J]. Journal of Tianjin Institute of Technology, 2004, 20(2): 46-51. (in Chinese)
[15] TIAN Fu-quan, CUI Jian-zhong. Microstructure of ultra high strength aluminum alloys [J]. Light Alloy Fabrication Technology, 2006, 34(2): 48-53. (in Chinese)
[16] ANDREATTA F, TERRYN H, DE WIT J H W. Effect of solution heat treatment on galvanic coupling between intermetallics and matrix in AA7075-T6 [J]. Corrosion Science, 2003, 45: 1733-1746.
(Edited by YANG Bing)
Foundation item: Project(Z172003A001) supported by the Ministerial Level Research Foundation
Corresponding author: CAI Gang-yi; Tel: +86-10-68948820; E-mail: cgysohu@sohu.com
