

Performance comparison of AlTiC and AlTiB master alloys in grain refinement of commercial and high purity aluminum
LI Jian-guo(���)1, HUANG Min(�� ��)1, MA Mo(�� ��)1, YE Wei(Ҷ �)1, LIU Dong-yu(������)1,
SONG Dong-ming(�ζ���)2, BAI Bing-zhe(�ױ���)1, FANG Hong-sheng (������)1
1. Laboratory of Advanced Materials, Department of Materials Science and Engineering, Tsinghua University,
Beijing 100084, China;
2. Kunming Metallurgy Research Institute, Kunming 650031, China
Received 29 December 2004; accepted 21 November 2005
Abstract:
For further knowledge about the refining performance of AlTiC master alloys, Al5.5Ti0.25C and Al6.5Ti0.5C master alloys containing high Ti and C content were prepared and used in grain refining experiments of 99.8% commercial pure aluminum(CPAl). Their performance was compared with two types of Al5Ti1B refiners whose performance was nowadays considered to be the best. These two types of master alloys show similar refining efficiency at the addition level of 0.2%. However, at the addition level of 0.5%, there still exists great performance difference between AlTiC and Al5TiB alloys in grain refinement of 99.98% and 99.995% high purity aluminum(HPAl). The growth of columnar grains is fully suppressed due to the refinement of AlTiC at the addition level of 0.5%. Also, at the same addition level, the grain refining experiments of Al3Ti0.15C and Al5Ti0.2C master alloys which have found initial commercial applications are conducted in the above-mentioned three types of pure aluminum. According to the experimental results, these two refiners of different compositions are both nonideal. The second phase particles extracted from each refiner were observed through TEM, while the nuclei of grains after grain refinement were observed through SEM. The results were analyzed through computation and comparison of the constitutional-supercooling parameter and the growth-restriction parameter whose values were determined by solute element in aluminum melt with different purity. Apparently, AlTiC master alloys with high content of Ti and C element have great refining potential.
Key words:
AlTiC; AlTiB; commercial pure aluminum; high purity aluminum; heterogeneous nucleation; grain refinement;
1 Introduction
Since AlTiC master alloys were improved greatly as a new type of master alloy used in grain refinement of aluminum and aluminum alloys in the middle of 1980s[1, 2], there were many important progresses in the preparation techniques and the optimization of composition as well as refining efficiency. After a lot of application experiments, two types of AlTiC alloys found widely commercial applications, namely Al3Ti0.15C and Al5Ti0.2C. It has been shown that the refining performances of Al3Ti0.15C and Al5Ti0.2C was close to those of the two best types of Al5Ti1B master alloys for wrought aluminum and aluminum alloys which contain much higher content of Si and Fe element than 99.7% commercial pure aluminum. Such conclusion holds for the grain refinement of AA1100, AA6063 and AA8079 alloys[3-7]. In fact, the performance of Al3Ti0.15C and Al5Ti0.2C was even superior to that of Al5Ti1B master alloys for the refinement of AA7050, AA7475, AA5052, AA5182 and AA3003 alloys which contain Zr, Cr, Mn elements[5-8].
However, the superiority of AlTiC master alloys mentioned above did not wholly show up in grain refinement of wrought aluminum or aluminum alloys. Al3Ti0.15C and Al5Ti0.2C which have been initially commercialized seems weaker in efficiency than the best type of Al5Ti1B master alloys in grain refinement of alloys with little Si, Fe content, i.e. 99.7% purity aluminum. For aluminum and aluminum alloys with little Si and Fe content, it is shown that the refining performance of AlTiC was sometimes instable and sensitive to the content of Si, Fe impurities in refining objects. Besides, there were differences in grain size between the surfaces of casting slab for rolling. In generally, this phenomenon is directly related to the composition and microstructure of AlTiC master alloys.
Therefore, like the same condition appearing during the research and development of AlTiB master alloys, experimental work was also done on AlTiC master alloys to find a new type of refiner which is not only excellent in grain refinement of aluminum alloys which contain high content of Si and Fe elements, but also superior for aluminum alloys with low Si and Fe contents, thus the development and application of AlTiC master alloys can be promoted. However, just as mentioned above, most work has been focused on AA1100, AA3003, AA5052, AA6063, AA7050, AA8079 and so on, in which the contrastive experiments on grain refining performance were conducted between Al5Ti1B master alloys and two types of AlTiC master alloys, namely Al3Ti0.15C and Al5Ti0.2C. Up to now, the close relationship between grain refining performance of AlTiC master alloys and their Ti and C content, the composition of refining objects are not clear. Therefore, the potential of AlTiC master alloys in grain refinement was sometimes negligible since Al3Ti0.15C and Al5Ti0.2C master alloys showed worse performance than Al5Ti1B master alloys in the contrastive experiments. Nowadays, the worldwide study of master alloys refiners has entered into holding pattern just as in the period of the studying of AlTiC master alloys fifty years ago.
Based on the formerly designed composition and microstructure of AlTiC master alloys, new designs were conducted in this paper to find a composition of AlTiC master alloy which had excellent performance in grain refinement of all types of aluminum and aluminum alloys, especially commercial pure aluminum and high purity aluminum which were difficult to refine. High C content (i.e. more than 0.2%) is necessary for AlTiC master alloys to obtain as good refining performance as Al5Ti1B master alloys or even better at the same addition level. However, the refiners with too high content of C element or too many TiC particles with the same size as TiB2 will lose their advantages in the production of thin plate, ribbon or foil, especially for foil. Further more, higher Ti content (more than 5%) is also necessary for better performance. However, the fluidity of melt was affected during the preparation of master alloys if the Ti content was too high. Besides, the application of some products would be finally restricted with too high content of Ti, i.e. in the melting and machining of high purity aluminum foil production. Therefore, two objective compositions of AlTiC master alloys (Al5.5Ti0.25C and Al6.5Ti0.5C) were designed in this paper for further comparison. Through contrastive experiments of all types of master alloys, experimental analyses of heterogeneous nucleation phenomenon as well as effect calculation of impurities (or solute), further knowledge about the refining performance and rules of AlTiC master alloys came true.
2 Experimental
In this paper, the preparation of AlTiC master alloys was through the reaction of Al-K2TiF6-C[9], while something different from former method is the introduction of ultrasonic agitation. Thanks to the cavitation and stream effects of ultrasonic, the TiC particles became small and dispersive[10], that is beneficial to the preparation of the aluminum foil which is thinner than 6 mm. Also, the reaction absorptivity of Ti and C element in the melt could be improved after the introduction of ultrasonic agitation. However, the former experimental results also suggested that the introduction of ultrasonic agitation during the preparation of master alloys did not bring comparable effect on the macro grain size. On the other hand, two types of AlTiC master alloys used in the contrastive experiments mentioned below were both casting alloys, which were excellent in grain refining performance after plastic deformation because of the further dispersion of second phase particles according to former experimental results[11]. Therefore, if the two types of casting AlTiC master alloys are more efficient than other four master alloys of two sorts in grain refining performance, the corresponding master alloys after plastic deformation should be much more efficient.
In the performance comparison of AlTiC master alloys mentioned above, continual casting direct rolling Al3Ti0.15C and Al5Ti0.2C master alloys which were produced in two different countries and continual casting direct rolling Al5Ti1B master alloys which were produced in other two different countries were used, these Al5Ti1B master alloys are nowadays considered the most efficient refiner.
99.8% commercial pure aluminum, 99.98% and 99.995% high purity aluminum were selected as refining objects, because commercial pure aluminum and high purity aluminum were difficult to refine using all types of master alloys, and besides, they contain no alloy element but impurities. The chemical compositions of commercial pure aluminum, high purity aluminum and grain refiners are listed in Table 1.
For 99.8% commercial pure aluminum, the addition level of each refiner was selected as 0.2%, while the addition level of 99.98% and 99.995% high purity aluminum as listed in Table 2 was selected as 0.5% and 1%, respectively.
To study the effect of second phase particles in master alloys on grain refining performance, the master alloy refiners were dissolved in the mixture of methanol, iodine and tartaric acid. After fully dissolved, the solution was filtered with filter paper, then the second phase particles were rinsed with ethanol.
Table 1 Main chemical composition of pure aluminum and refiners(mass fraction, %)
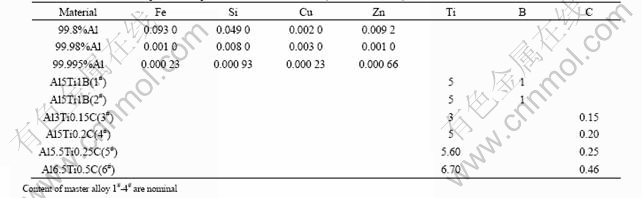
Table 2 Master alloys and their addition level in refining objects

100 g commercial pure aluminum or high purity aluminum was put into a ceramic crucible (Al2O3), then heated to 725-730 �� in a resistance furnace. After that, each type of refiner was added into the melt. The melt was then kept at 725-730 �� for 15 min, and poured into a steel mould at 30-60 ��. The dimensions of steel mould were 77 mm of outside-diameter, 40 mm of inside-diameter, 86 mm of height and 50 mm of inside bore depth. The final dimensions of the aluminum ingots were approximately d 40 mm��35 mm. Here the contact time of refiner to the melt was held to 15 min, which was also the maximum duration time in industrial process for the melt to flow from the position where grain refiner was added in front of ceramic filter plate to the casting roll. In this way, the grain refining experiments were repeated three times for each parameter. Various ingots of 99.8%, 99.98% and 99.995% purity aluminum alloys without any refiner were also prepared for comparison under the same experimental conditions. The ingots were then sawed in two at the position of 15 mm above the bottom surface where the mould contacted with the ingots. Then the sectioned plane was polished and etched for macrostructure analysis by digital camera, while microstructure analysis was conducted by SEM (CSM-950 and JSM-6301F). The morphology and size of TiB2 and TiC particles extracted from different refiners were analyzed by TEM (H800 and JCX-200).
Although such method was different from the TP-1 standard method[12] used by Aluminum Association Incorporated and Alcoa Cold Finger Tests, the relative performance comparison of each single refiner could be conducted in certain accuracy under the same condition.
3 Results and analyses
Fig.1 shows the microstructures of grain refiners. It can be seen that the TiC particles of casting AlTiC master alloys are small and dispersive, actually the TiC particles are usually in the size of 0.5-1 mm and appear as agglomerate if they are free of ultrasonic treatment. Attention should also be paid to TiB2 and TiC particles which are also dispersive in the other four types of master alloys because of plastic deformation, as shown in Fig.1.
Fig.2 shows the differences in morphologies of TiB2 or TiC particles extracted from the master alloys shown in Table 1, the images were taken through TEM. Also, it is indicated by the electronic diffraction patterns that these two types of particles are TiB2 of hexagonal close-packed structure and TiC of face-centered cubic structure, respectively.
Fig.3 shows the macrostructures of 99.8% commercial pure aluminum and 99.98% high purity aluminum specimen without any refiner under the experimental condition.
Fig.4 shows the macrostructures of 99.8% commercial pure aluminum specimen refined by the master alloys listed in Table 1 at the addition level of 0.2%. Under this condition, the grain refining performance of those two types of Al5Ti1B master alloys is nearly the same, but 1# master alloy is more efficient than 2#, because there is columnar grain zone of
2-3 mm in width appeared in the specimen refined by 2# master alloy, as shown in Fig.4(b). Also, the performance of three types of AlTiC grain refiners with 3%-5.5% content of Ti element was much less efficient in grain refinement of 99.8% purity aluminum under this condition, because the columnar grain zone was nearly 5-10 mm in width, as shown in Figs.4(c), (d) and (e). On the other hand, the AlTiC grain refiner with Ti content higher than 6% was considerable ideal for the refinement of 99.8% purity aluminum, the growth of columnar grain zone completely disappeared in this specimen, as shown in Fig.4(f). These results indicate that in the grain refinement of the commercial pure aluminum with higher purity, higher content of Ti element is necessary for AlTiC to obtain the same refining performance as Al5Ti1B at the same addition level.

Fig.1 SEM images of tested master alloys: (a) 1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) 6#

Fig.2 TEM images of TiB2 and TiC particles extracted from master alloys: (a)1#; (b) 2#; (c) 3#; (d) 4#; (e) 5#; (f) 6#
Fig.3 Macrostructures of 99.8% Al(a) and 99.98% Al(b) without grain refining
However, if the content of Ti element in the melt were kept at the same addition level, which means 0.45% addition level for 3# grain refiner while 0.2% for 6# refiner, the performance of the former refiner is much weaker than that of the latter one in grain refinement of 99.8% puriry aluminum, as shown in Fig.5(a). On the other hand, even the addition level of 4# refiner increases to 0.3% (the whole content of Ti element introduced into the melt is relatively higher), its grain refining perfor- mance is still weaker than 6# refiner at the addition level of 0.2%, as shown in Fig.5(b).
It is noteworthy that the performance of these refiners in grain refinement of commercial pure aluminum is different from those used in the 99.98% and 99.995% high purity aluminum.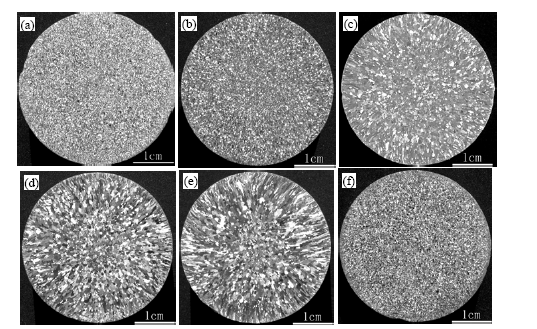
Fig.4 Macrostructures of 99.8% commercial pure aluminum refined with master alloys: (a) 99.8%Al+0.2% 1# master alloy; (b) 99.8%Al+0.2% 2# master alloy; (c) 99.8%Al+0.2% 3# master alloy; (d) 99.8%Al+0.2% 4# master alloy; (e) 99.8%Al+0.2% 5# master alloy; (f) 99.8%Al+0.2% 6# master alloy
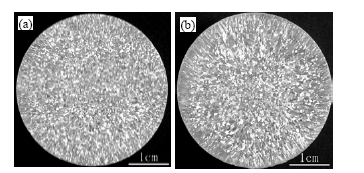
Fig.5 Macrostructures of 99.8% purity aluminum refined with 3# and 4# master alloys: (a) 99.8%Al+0.45% 3# master alloy; (b) 99.8%Al+0.3% 4# master alloy
Fig.6 shows the macrostructures of the 99.98% high purity aluminum specimens refined by the master alloys shown in Table 1 at the addition level of 0.5%. Under this condition, the refining performance differences of two types of Al5Ti1B alloys are even larger than those in grain refinement of 99.8% purity aluminum, the columnar grain zone in specimen refined by 2# refiner grows more greatly in size, as shown in Figs.6(a) and (b). Apparently, as shown in Figs.6(c) and (d), the columnar grains in specimen refined by 3# and 4# master alloys grow far more greatly than those refined by 1# and 2# master alloys. It is noteworthy that 5# master alloy is less efficient than 1# and 2# in grain refinement of 99.8% commercial pure aluminum while much more efficient than 2# refiner for 99.98% high purity aluminum, as shown in Fig.6(e). Anyway, 6# master alloy is the most efficient, apparently it is superior to 1#, as shown in Fig.6(f).
Fig.7 shows the macrostructures of the 99.98% high purity aluminum samples refined by the master alloys shown in Table 1 at the addition level of 1%. There still exists difference in grain refining performance of two types of Al5Ti1B mast alloys, because there is still columnar grain zone of 2-3 mm in width for specimen refined by 2# master alloy, however, the grains are small and evenly distribute in other part, as shown in Figs.7(a) and (b). For specimen refined by 3# and 4# master alloys, the columnar grain zone still grows widely, as shown in Figs.7(c) and (d). The refining performance of 5# master alloy was also greater than 2# master alloy, and the superiority was even greater when compared with 3# and 4# master alloys, as shown in Fig.7(e). Anyway, 6# master alloy was still the most efficient refiner, a bit superior to 1# master alloy, as shown in Fig.7(f).
If the whole content of Ti element in the melt was kept at the same addition level in grain refinement of 99.98% purity aluminum, which is to say, if the addition level of 3# master alloy varied from 1.12% to 2.23%, the refining performance of 3# master alloy was equivalent to that of 6# master alloy with addition level of 0.5% and 1.0% respectively, but it is still a bit weaker than 6# refiner, as shown in Fig.8. When the same addition of Ti element in the melt is considered in grain refinement of 99.8% purity aluminum, it shows different result that the refining performance differences of both master alloys added to 99.98% purity aluminum are weaker than those added to 99.8% purity aluminum. On the other hand, as shown in Fig.7, although the addition level of 4# master alloy increases to 1% in grain refinement of 99.98% purity aluminum, the content of Ti element in the melt is more than that added into by 6# refiner with the addition level of 0.5%, the refining performance of 4# master alloy is still much weaker than 6# master alloy, the similarity holds for the refining experiment of 99.8% commercial pure aluminum.
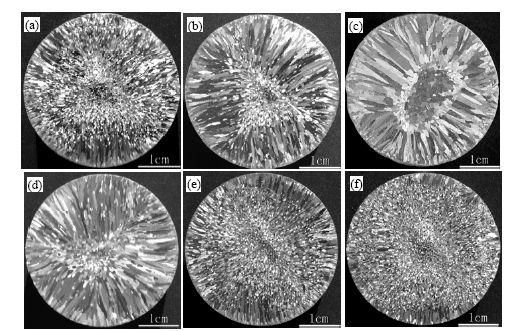
Fig.6 Macrostructures of 99.98% high purity aluminum refined with master alloys: (a) 99.98%Al+0.5% 1# master alloy; (b) 99.98%Al+0.5% 2# master alloy; (c) 99.98%Al+0.5% 3# master alloy; (d) 99.98%Al+0.5% 4# master alloy; (e) 99.98%Al+0.5% 5# master alloy; (f) 99.98%Al+0.5%6# master alloy
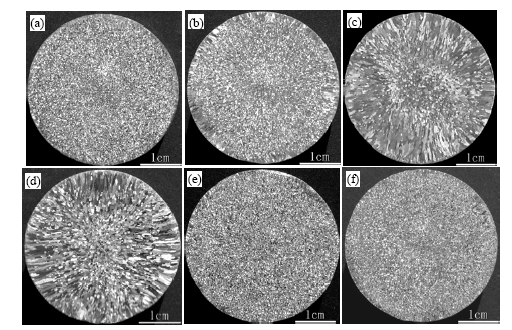
Fig.7 Macrostructures of 99.98% high purity aluminum refined with master alloys: (a) 99.98%Al+1.0% 1# master alloy; (b) 99.98%Al+1.0% 2# master alloy; (c) 99.98%Al+1.0% 3# master alloy; (d) 99.98%Al+1.0% 4# master alloy; (e) 99.98%Al+1.0% 5# master alloy; (f) 99.98%Al+1.0% 6# master alloy
When the 99.98% purity aluminum shown in Figs.6 and 7 is substituted by 99.995% purity aluminum and the grain refining experiments were repeated with six types of grain refiners mentioned above at the addition level of 0.5% and 1.0%, respectively, the refining performance and rules are very similar to that shown in Figs.6 and 7, which indicates that Si, Fe elements have little effect on grain refining performance of master alloys if their contents reduce to a certain level.
Fig.9 shows the SEM images of grain nuclei and the corresponding EDS analyses of single point in grain refinement of 99.8% purity aluminum with 5# and 6# refiners at the addition level of 0.2%, respectively. The EDS analyses indicate that Ti and C elements are contained in these particles, while the diffraction maximum corresponding to Al element is produced by the excitation of matrix. As shown in Figs.9(a) and (c), the grain nuclei appear as the agglomerate of TiC particles. However, it is difficult for smooth surface to form steps for the growth of initial aluminum atoms. The only way to accelerate the solidification and growth rate of aluminum atoms is to obtain the agglomerate of TiC particles at a certain addition level as well as the grooves on the surface. Due to the 3D distribution pattern of and heterogeneous nuclei in the specimen, only a few grain nuclei appear on each polishing surface, and they disappear partially or wholly after metallogenetic polishing process. The surrounding areas of these nuclei are enlarged during the preparation of specimen because of striking difference in hardness between nucleant particles and matrix, as shown in Figs.10(c) and (d).

Fig.8 Macrostructures of 99.98% high purity aluminum refined with 3# master alloy: (a) 99.98%Al+1.12% 3# master alloy; (b) 99.98%Al+2.23% 3# master alloy
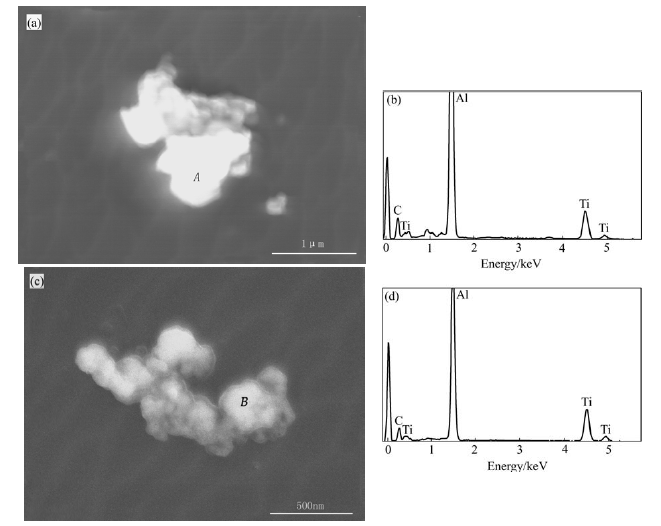
Fig. 9 SEM images of certain nucleus and EDS analyses of single point in 99.8% commercial pure aluminum refined with 5# and 6# master alloys: (a) 99.8%Al+0.2% 5# master alloy; (b) EDS analysis of point A shown in Fig.9(a); (c) 99.8%Al+0.2% 6# master alloy; (d) EDS analysis of point B shown in Fig.9(c)
Fig.10 shows SEM images of grain nuclei and the corresponding EDS analyses of single point in grain refinement of 99.98% purity aluminum with 5# master alloy at the addition level of 1.0%. The EDS analyses indicate that the Ti and C elements are contained in these particles. However, the size and morphology of nuclei appear as diversiform, which shows the complexity of nucleation during solidification process. Besides, further study should be made since some unknown filaments appear on the surface of TiC particles which are represented by point A in Fig.10.

Fig.10 SEM images of nuclei and EDS analyses of single point in 99.98% high purity aluminum refined with 5# master alloy: (a) Grain nucleus A and its surrounding typical halo A��; (b) Magnification of nucleus A; (c) Grain nucleus B and its surrounding typical halo B��; (d) Magnification of grain nucleus B; (e) Grain nucleus C and its surrounding typical halo C��; (f) Magnification of grain nucleus C
4 Discussion
For years the effect of Si and Fe content on performance of various grain refiners attracts sufficient attention. When Si and Fe contents exceed a certain level, the differences in grain refining performance of each refiner would be reduced or even disappeared, i.e. the grain refinement of AA1100, AA6063 and AA8079 alloys.
Ti element plays an important role in grain refinement of aluminum and aluminum alloys. Elements Si and Fe with higher content seem to be as efficient as Ti. However, when their contents were lowered to a certain level, their effects become negligible, in other words, the effect of Ti element can be notable in grain refinement of commercial pure aluminum and high purity aluminum. Therefore, it is necessary to firstly analyze the effect of Si, Fe and Ti elements and so on.
In grain refinement of commercial wrought aluminum alloys, the Ti content is usually much lower than other alloying element. This is the reason why the special effect of Ti element in grain refinement is often covered up by other element during solidification process[13]. Here the expression m(k�C1)[13,14] is introduced into the analysis as a measurement of grain refining performance of each element. Therefore, the effect of Ti content becomes much more notable than other element, while the effect of solute content becomes negligible. Furthermore, if the constitutional- supercooling parameter P defined as mLc0(k�C1)/k or growth-restriction parameter Q defined as mLc0(k�C1)[15, 16] is introduced into the analysis as a measurement of grain refining performance of each element, the effect of Si, Fe and Ti can be determined by their content respectively. In other words, if the content of Ti element was used to calculate the effect of titanium on grain refinement, it should be referring to the number of titanium atoms without forming bond with other element or in dissolved state. Because of the negligible solubility of TiB2 and TiC particles, the content of Ti element which dissolved into melting aluminum can be neglect. Therefore, the concentration Co should be referred to the dissolved content of Ti element. Take Al5Ti1B as an example��2.2% content of Ti element forms TiB2 particles, while 2.8% content is at dissolved substance, for AlTiC master alloys, the composition of TiC particles usually varied and presented non-stoichiometric ratio characteristic, so they are generally denoted Ti(1+x)C(1�Cx) (0<> and considered stoichiometric ratio compounds in order to simplify the calculation. For example, about 0.6% content of Ti element is bonding to form TiC particles while 2.4% content served as dissolved state in the case of Al3Ti0.15C master alloy. The same holds for the master alloy refiners listed in Table 1. Some data about expression mc0(k�C1)/k and mc0(k�C1) are also listed in Table 3. Here the addition levels of refiners are 0.2% for 99.8% purity aluminum and 0.5% for 99.98% and 99.995% purity aluminum. Table 4 lists some diagram parameters of related binary phase corresponding to Table 3.
According to the parameter (P) calculated in Table 4, the effect of Si and Fe solutes on solute constitutional- supercooling phenomenon was more notable than that of Ti element in grain refinement of 99.8% purity aluminum, while the effect of Zn and Cu solutes can be neglected. Therefore, the grain refining performance was mainly determined by Si and Fe element, while Ti element was more efficient in grain refinement of 99.98% and 99.995% purity aluminum.
Similarly, according to the value of parameter Q calculated in Table 4, the performance of master alloys is mainly determined by Ti content in grain refinement of 99.8% purity aluminum. The same rule holds for the refinement of 99.98% purity aluminum and 99.995% purity aluminum.
According to the value of parameter P, the refining performance of master alloys is mainly determined by Fe and Si solutes in the aluminum with purity less than 99.8%. It is a different case for our experimental results as well as the study made by other researchers in the refinement of AA1100 alloy, etc.
Table 3 Phase diagram parameters of related binary alloys[13]

Table 4 Constitutional-supercooling parameter P and growth-restriction parameter Q calculated according to content of various solutes in melting aluminum with different purities

According to the value of parameter Q, Si, Fe and Ti solutes were equally important in the aluminum of certain purity, i.e. AA1100, while the refining performance was mainly determined by Si, Fe solutes for some aluminum alloy, e.g. AA6063. Similarly, according to the value of Q calculated from Table 4, Ti content showed more important effect on the aluminum with higher purity. Such phenomenon at least held for partial experimental results in this paper. This phenomenon became the interpretation for why 3# refiner at the addition level of 1% is equally efficient to 6# refiners at the addition level of 0.5% in grain refinement of 99.98% purity aluminum. However, such interpretation does not hold for the phenomenon that 4# refiner at the addition level of 1% was less efficient than 5# and 6# refiner at the addition level of 0.5% in grain refinement of 99.98% purity aluminum, so there must be some unknown important factors except the addition level and compositions of refiners, one possible factor may be the diversiform microstructures in each refiner.
According to Fig.1, besides size and distribution of the TiC particles, it is difficult to find out other differences which were caused by insufficient information about distribution and surface topography of TiC particles as well as insufficient magnification. As shown in Fig.1(a), 1# master alloy still shows excellent refining performance, although the average size of TiB2 agglomerates in it is larger than that in other master alloy refiners. However, these larger nuclei are adverse to the qualities of final products, especially in the production of thin plate, ribbon and foil production. This is one reason why ultrasonic agitation was introduced into the preparation of master alloys in order to decrease the size of TiC particles.
It is also difficult to find out the reason for the performance differences of six types of refiners from Fig.2. Apparently, more grooves emerge on the surface of TiB2 particles with 2# refiner in Fig.2(b) than that shown in Fig.2(a). According to classical nucleation theory, these grooves are more favorable nucleation sites, but it was a different story in our experiments. Besides, the surfaces of TiC particles in 6# refiner are not roughened but smoothened after ultrasonic agitation. Also, the nucleation and refining performance become more excellent, that can be seen more clearly in Fig.9(c). Because TiC particles became smaller and smoother, more of them were needed to form the structure with complicated surface for nucleation, thus the nuclei should present larger surface to volume ratio, while their sizes are still kept as smaller as possible. As a result, it may be necessary for refiners to obtain high content of C element. This may be the reason why 4# and 5# refiners were less efficient than 6# refiner with equal size of TiC particles. As shown in Fig.10, many nuclei with different types as well as different sizes were observed in high purity aluminum refined with 5# refiner, which is to say, most of the TiC particles are potential nuclei that can improve the refining performance. Such phenomenon is different from that of other refiners in grain refinement of high purity aluminum.
To obtain more accurate interpretation of the experimental results, further study should be made on the relationship among the refining performance mentioned above, the microstructure of master alloys and the distribution of refining nuclei.
The above conclusions are valid on the assumption that there are neither interactions between Si, Fe and Ti element nor metallic compounds produced by these elements, but if these elements interacted with each other, the situation would become more complicated and the final result can not be interpreted with respect to the effect of each single element.
5 Conclusions
1) Compared with the former designed composition of AlTiC master alloys, it is necessary to increase the content of Ti and C elements in AlTiC master alloys, i.e. Al6.5Ti0.5C. Therefore, even in grain refinement of commercial pure aluminum and high purity aluminum which is difficult to refine, AlTiC master alloys show the same refining performance as the best type of Al5Ti1B master alloys at the same addition level, sometimes the performance of AlTiC master alloys is even superior to that of Al5Ti1B.
2) Si, Fe impurities (or solutes) element in refining objects and the dissolved Ti introduced by master alloy refiners have different determinative effects on grain refinement of pure aluminum and aluminum alloys with different purities. In grain refinement of aluminum with purity no less than 99.8%, the effect of dissolved Ti is more important than Si and Fe element. Through the calculation of growth-restriction parameter Q and solute content in refining objects, the Ti content of AlTiC master alloys can be estimated, consequently the content of C element can be worked out.
3) To obtain small nuclei, it is beneficial to reduce the sizes of TiC particles in AlTiC alloys with high Ti and C content to a certain level. This method is also found to be applicable in the production of aluminum foil with thickness level of micron.
4) The performance of either AlTiC or AlTiB master alloys in grain refinement of high purity aluminum also depends on their microstructures. The size, distribution and surface condition of second phase particles in master alloys has complicated effects on their performance during refining process. So, further special study is needed to promote the composition and microstructure design of master alloys.
Acknowledgements
This work was also supported by Science Committee of Yunnan Province and the Open Laboratory Foundation of Tsinghua University.
References
[1] Banerji A, Reif W. Grain refining of aluminum by TiC [J]. Metall Trans A, 1985, A16(11): 2065-2068.
[2] Banerji A, Reif W. Development of Al-Ti-C grain refiners containing TiC [J]. Metall Trans A, 1986, A17(12): 2127-2136.
[3] Hariedy M M, Niazi A, Nofal A A. Thermal analysis of aluminium alloys as a tool to evaluate the grain refiners efficiency [J]. Light Metals, 1996: 697-705.
[4] Hoefs P, Reif W, Green A H, van Wiggen P C, Schneider W, Brandner D. Development of an improved AlTiC master alloy for the grain refinement of aluminium [J]. Light Metals, 1997, 777-784.
[5] Schneider W, Kearns M A, McGarry M J, Whitehead A J. A comparison of the behaviour of AlTiB and AlTiC grain refiners [J]. Light Metals, 1998: 953-961.
[6] Hardman A, Young D. The grain refining performance of TICAL master alloys in various aluminum alloy systems [J]. Light Metals, 1998: 983-988.
[7] Detomi A M, Messias A J, Majer S, Cooper P S. The impect of TICAL and grain refiners on casthouse processing [J]. Light Metals, 2001: 919-925.
[8] Whitehead A J, Cooper P S, McCarthy R W. An evaluation of metal cleanliness and grain refinement of 5182 aluminum alloy DC cast ingot using Al-3%Ti-0.15%C and Al-3%Ti-1%B grain refiners[J]. Light Metals, 1999: 763-772.
[9] ZHANG Bai-qing, FANG Hong-sheng, MA Hong-tao, LI Jian-guo. Aluminothermal reaction to prepare Al-Ti-C master alloy [J]. Trans Nonferrous Met Soc China, 2000, 10(1): 1-5.
[10] LI Jian-guo, YE Wei, LI Li, HUANG Min. Preparation of AlTiC Master Alloy Under Ultrasonic Vibration [P]. CN 200410103904.3, 2004. (in Chinese)
[11] ZHANG Bai-qing, MA Hong-tao, LI Jian-guo, FANG Hong-sheng. Influence of extruding deformation on microstructure and refining performance of master alloy grain refiner [J]. Heat Treatment of Metals, 1999, 6: 1-2. (in Chinese)
[12] Wallwork R. Developing a meaningful grain refining test [J]. Light Metals, 1993: 799-803.
[13] Kearns M A, Cooper P S. Effects of solutes on grain refinement of selected wrought aluminum alloys [J]. Materials Science and Technology, 1997, 13(8): 650-654.
[14] Johnsson Mats. Influence of Si and Fe on the grain refinement of aluminium [J]. Z Metallkd, 1994, 85(11): 781-785.
[15] Quested T E, Greer A L. Growth-restriction effects in grain refinement of aluminium [J]. Light Metals, 2003: 945-952.
[16] Schneider W A, Quested T E, Greer A L, Cooper P S. A comparison of the family of AlTiB refiners and their ability to achieve a fully equiaxed grain structure in DC casting [J]. Light Metals, 2003: 953-959.
[17] Small C M, Prangnell P B, Hayes F H, Hardman A. Microstructure and grain refining efficiency of TiC particles in Al-Ti-C grain refining master alloys [A]. Proceedings of ICAA-6 [C]. Switzerland: Trans Tech Publications Led, 1998. 213-218.
Foundation item: Project (51074033) supported by the National Natural Science Foundation of China
Corresponding author: LI Jian-guo; Tel: +86-10-62772976; Fax: +86-10-62771160; E-mail: jg.li@tsinghua.edu.cn
Abstract: For further knowledge about the refining performance of AlTiC master alloys, Al5.5Ti0.25C and Al6.5Ti0.5C master alloys containing high Ti and C content were prepared and used in grain refining experiments of 99.8% commercial pure aluminum(CPAl). Their performance was compared with two types of Al5Ti1B refiners whose performance was nowadays considered to be the best. These two types of master alloys show similar refining efficiency at the addition level of 0.2%. However, at the addition level of 0.5%, there still exists great performance difference between AlTiC and Al5TiB alloys in grain refinement of 99.98% and 99.995% high purity aluminum(HPAl). The growth of columnar grains is fully suppressed due to the refinement of AlTiC at the addition level of 0.5%. Also, at the same addition level, the grain refining experiments of Al3Ti0.15C and Al5Ti0.2C master alloys which have found initial commercial applications are conducted in the above-mentioned three types of pure aluminum. According to the experimental results, these two refiners of different compositions are both nonideal. The second phase particles extracted from each refiner were observed through TEM, while the nuclei of grains after grain refinement were observed through SEM. The results were analyzed through computation and comparison of the constitutional-supercooling parameter and the growth-restriction parameter whose values were determined by solute element in aluminum melt with different purity. Apparently, AlTiC master alloys with high content of Ti and C element have great refining potential.
