
Trans. Nonferrous Met. Soc. China 20(2010) s1005-s1009

Thixoextrusion of A357 aluminium alloy
A. FORN1, G. VANEETVELD2, J. C. PIERRET2, S. MENARGUES1,
M. T. BAILE1, M. CAMPILLO1, A. RASSILI2
1. Light Alloys and Surfaces Treatment Design Centre (CDAL), Universitat Polit��cnica de Catalunya (UPC),
Rambla de l��Exposici�� 24, 08800 Vilanova i la Geltr�� (Barcelona), Spain;
2. ThixoUnit, University of Li��ge, 4, Boulevard de Colonster, 4000 Li��ge, Belgium
Received 13 May 2010; accepted 25 June 2010
Abstract:
The aim of this work is to attempt the application of A357 Al-Si-Mg cast alloy in the thixoextrusion process, evaluating the different forming parameters effect. Thixoextrusion offers several advantages compared with traditional hot-extrusion such as lower pressure, minor friction forces, higher material fluidity and longer tool life. This type of semi-solid process requires high solid fraction (0.7<>s<1) materials because of its low solidification rate. Aluminium alloy A357 is a commercial cast alloy characterized by high strength, ductility and corrosion resistance. It is commonly used for cast production of automotive components and it is also suitable for semi-solid process, due to its wide range of solidification. A357 aluminium alloy was used as a feedstock for thixoextrusion in order to investigate thixoformability at high solid fraction. A357 alloy with high solid fraction (>0.85) is less sensitive to temperature drops and allows more stable material flow at higher speeds. To know the forming parameters that improve the mechanical properties of thixoextruded parts, some extrusion tests were carried out. The results were used as the main criteria for assessing the thixoforming viability of the A357 alloy.
Key words:
thixoextrusion; A357; aluminium alloy; solid fraction; semi-sold;
1 Introduction
Thixoforming process is a semi-solid metal processing route (SSM), which involves forming of alloys in the semi-solid state to near net shaped products[1-2]. For this to be possible, the microstructure of the semi-solid must be globular solid grains surrounded by a liquid matrix. It will then behave thixotropically: if it is sheared, the viscosity falls and it flows like a liquid, but if allowed to stand it thickens again[3]. Thixoforging is a thixoforming process at high solid fraction. With such a process, parts are shaped in one step and their mechanical properties are near those from forging process with complex geometry possibilities[4].
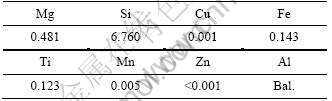
The material used in this study was commercial A357 alloy. The chemical composition of A357 alloy is listed in Table 1.
The A357 aluminium alloy is an aluminium alloy that shows, by differential scanning calorimetry (DSC) analysis, more sensitivity to temperature variation for 47%-85% of solid fraction (see Fig.1).
Table 1 Chemical composition of A357 alloy (mass fraction,%)
To have a homogeneous deformation rate of the thixotropic material during the solidification, and by the way good process stability, the temperature of the semi-solid material during forming was between 560 ��C and 570 ��C.
In the thixoforging process, some critical forming parameters were optimized to control heat exchanges between the semi-solid material and the tool to keep an adequate solidification rate of the semi-solid material flow. This will lead to obtain parts of high quality[5].
2 Experimental
The goal of the experiments is to optimize the thixo- forming parameters. Four main forming parameters were studied: semi-solid material temperature; tool lubricant coating; material flow speed and tool temperature
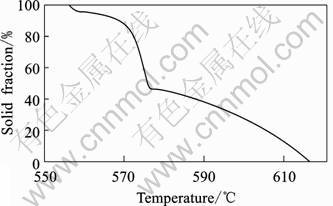
Fig.1 Solid fraction vs temperature of A357 alloy[6]
2.1 Equipment
The tool used to perform extrusion experiments is made in X38CrMoV5 tool steel. Its extrusion ratio is 8.5 (35/12) (see Fig.2).
The tool has a convergent length of 6.5 mm. The slugs have a length of 45 mm and a diameter of 30 mm. The particularity of this extrusion tool is the shortness of the funnel. So, the material has to reach a high solidification rate to be solid at the end of this funnel. A good way to achieve such fast solidification rate is to use a high solid fraction material. It is why thixoforging of a material at high solid fraction is investigated in this work. But this means that we also have to use cold tool and low forming speed to increase thermal exchanges and by the way the solidification rate.
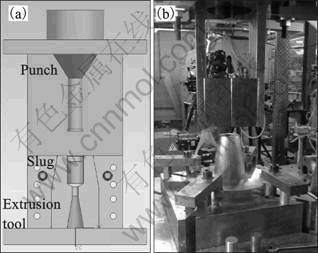
Fig.2 Extrusion tool outline (a) and extrusion test device mounted in press (b)
2.2 Extrusion tests
A heating cycle of 3 min was used to obtain a high solid fraction with homogeneous globular grains[7]. Once the slug reaches the forming temperature, a robot transports it from the induction furnace to the extrusion tool. When finalizing the extrusion, the tool opens to take out the part.
Different piston speeds were used for these experiments: from 3.33 to 250 mm��s-1. With such tool geometry and such forming speeds, the deformation rates are: d��/dt = (v/L) ln (S1/S2) = (3.33/6.52) ln 8.5= 1.1 s-1 for the slowest rate and 5.1 s-1 for the fastest one, where �� is the deformation, v is the punch speed in mm��s-1, L is the converging length in mm, S1/S2 is the section ratio of the extrusion[8].
First goal was to determine the temperature of the semi-solid material that gives laminar flow without liquid ejection at the high deformation rate of 5.1 s-1[5].
A tool protector coating is sprayed after each extrusion test to protect tool surface against wear and chemical attack of aluminium on steel[5]. Two tool protector coatings were tested. Ceraspray which contains ceramic powder that reduces heat exchanges between the semi-solid material and the tool and graphite, which has a higher thermal conductivity. Thermal exchange is an important parameter for aluminium alloys thixoforging to obtain good parts quality[9]. Another possibility to modify thermal exchanges is to vary the material flow speed, which also influences the rheology of the semi-solid material because of the thixotropic material behaviour. To observe the influence of the thermal exchanges between the semi-solid material and the tool, eight forming speeds are used and two different tool temperatures are tested (Table 2). For these different cases, the parts quality is observed. The tool is cooled to the desired temperature after each forming test to limit a decreasing trend of heat exchanges during experiments.
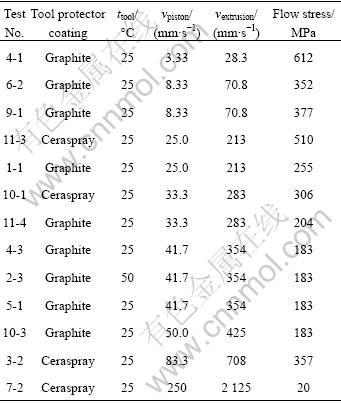
Table 2 Experimental speeds with correspondent forming loads for slug temperature at 570 ��C
3 Results and discussion
The extrusion was tested using a slug of 30 mm in diameter and 45 mm in length. First, the slug was compressed to a diameter of 35 mm and then extruded to a diameter of 12 mm. At the end of the compression phase, the top of the slug was cooled down because of the contact with the cold tool. At the beginning of the funnel, the solidified skin forms a stopper that will be pushed by the flow through the funnel. This creates compression efforts on the material flow[9]. This compression, which is located in the convergent and in the funnel, should be high enough to compress the material to make parts with good internal and external quality[10].
3.1 Semi-solid material temperatures
By using induction heating, it is quite difficult to reach homogeneous temperature in the slug. The temperature is measured by K thermocouples at mid-height of the slug in the centre and at 3 mm from the side. By using a five steps heating cycle, the temperature difference between these two points is lower than 5 ��C[7].
A357 extrusion is done at the highest temperature in the stable temperature range (570 ��C) because of the cooling of a high solid fraction material during the extrusion. At such temperature, its solid fraction is about 87% (see Fig.1).
3.2 Tool protector coatings
Two tool protector coatings are tested: ceraspray and graphite. These coatings are sprayed. The adherence of ceraspray to the funnel forms grooves on extruded parts (see Fig.3(a)). This surface problem is not observed on parts extruded with graphite (see Fig.3(b)). The consequence of such grooves on the extruded part surface is a higher extrusion load (see Table 2). Another benefit of using graphite is the higher thermal conductivity which increases the stopper size and then the pressure carried out on the material during the thixoextrusion and by the way the solidification rate of the material[9]. The benefit of a higher solidification rate is the possibility of using higher extrusion speeds while maintaining the part quality.
3.3 Material flow speeds and loads
Table 2 shows that the higher the extrusion speed, the lower the flow stress.
The observation of parts external quality shows a higher cohesion of the material without cracks for extrusion speeds lower than 354 mm��s-1 (Fig.4).
3.4 Microstructures
The analysis of microstructures concerns extruded parts zones as, shown in Figs.5 and 6.

Fig.3 Test sample No.10-1 extruded with ceraspray (a) and No.11-4 extruded with graphite (b)

Fig.4 Samples No.4-3 and 6-2 extruded at different extrusion speeds: (a) 354 mm��s-1; (b) 70.8 mm��s-1

Fig.5 Half cut of extruded part showing microstructure study zones

Fig.6 Polished half cut of part extruded at low speed showing its good internal quality
We focus on the rheological behaviour of the semi-solid material at 570 ��C with different extrusion speeds. Microstructural observations confirm that better internal and external quality is observed for extrusion tests at low speed (Fig.4(b)) than those at higher speeds (Fig.4(a)). In all tests, the tool temperature is 25 ?C.
Internal quality is quite the same for the two samples but the globular phase appears more deformed for test No.6-2 than for test No.4-3 at section variation (Figs.7 and 8) because of the higher solidification rate of the material for lower speed.
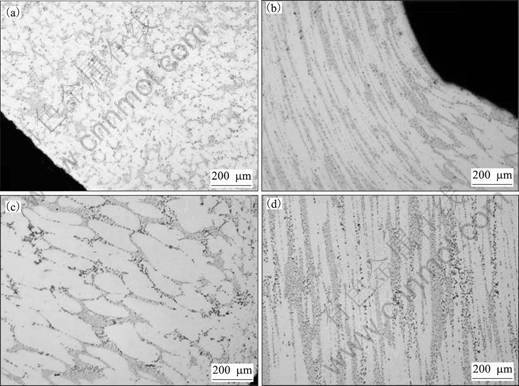
Fig.7 Microstructures of test sample No.6-2: (a) Zone 6 transversal section; (b) Zone 6 longitudinal section; (c) Zone 3 transversal section; (d) Zone 3 longitudinal section
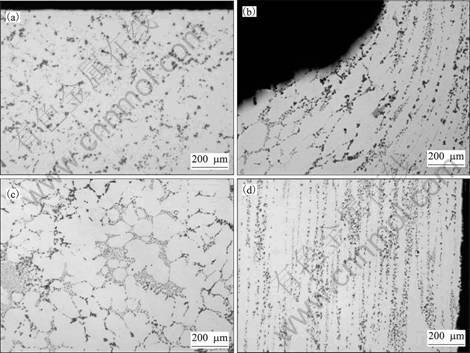
Fig.8 Microstructures of test sample No.4-3: (a) Zone 6 transversal section; (b) Zone 6 longitudinal section; (c) Zone 3 transversal section; (d) Zone 3 longitudinal section
3.5 Tool temperatures
The influence of the tool temperature on the semi-solid material solidification rate is even more important than the tool protector coating conducts heat. For the use of graphite, a slight increase of tool temperature of 25 ��C decreases the stopper pressure carried out on the material flow which is not sufficient anymore to maintain cohesion of the part (Fig.9(a))[10].

Fig.9 Test sample No.2-3 extruded with tool temperature at 50 ��C (a) and test sample No.5-1 extruded with tool tempera-ture at 25 ��C (b)
4 Conclusions
1) DSC solid fraction curve shows that best results of A357 alloy extrusion should be obtained for a temperature between 560 ��C and 570 ?C from part quality and press loading point of view because of its low sensitivity to temperature variation. Experiments were done at 570 ��C because of the high solidification rate of the high solid fraction material during the forming.
2) In forming conditions, the extrusion speed should be 70.8-354 mm/s to keep high thermal exchanges to maintain part cohesion during extrusion.
3) The use of graphite instead of ceraspray has permitted reducing the flow stress to 50 % and reaching a better finish surface due to its higher thermal conductivity.
4) With tool temperatures near 50 ?C, there is no cohesion of the material. For extrusion tool with such short funnel, tool temperature should
be low to increase thermal exchanges to carry a great pressure on the material to maintain the cohesion of the material.
5) The deformation of alpha phase globules decreases when the deformation rate increases.
Acknowledgements
The authors thank the University of Li��ge for the experimental support, the Walloon Region (First Europe project) and the COST 541 for their financial support.
References
[2] SPENCER D B, MEHRABIAN R, FLEMINGS M C. Rheological behavior of Sn-15%Pb in the crystallization range [J]. Metallurgical and Materials Transactions A, 1972, 3: 1925-1932.
[3] JOLY P A, MEHRABIAN. The rheology of a partially solid alloy [J]. Journal of Materials Sciences, 1976, 11: 1393-1418.
[4] VANEETVELD G, RASSILI A, PIERRET J C, LECOMTE-BECKERS J. Improvement in thixoforging of 7075 aluminium alloys at high solid fraction [J]. Trans Tech Publications, 2008, 141/142/143: 707-712.
[5] VANEETVELD G, RASSILI A, PIERRET J C, LECOMTE-BECKERS J. Extrusion tests of 7075 aluminium alloy at high solid fraction [J]. International of Journal Material and Forming, 2008, 1(Suppl.1): 1019-1022.
[6] CALCOM S A. Implementation of a new non-newtonian model for thixocasting in procast [R]. Lausanne: CTI Report Project n.2942.1, 1997.
[7] VANEETVELD G, RASSILI A, PIERRET J C, LECOMTE-BECKERS J. Influence of parameters during induction heating cycle of 7075
aluminium alloy with RAP process [J]. Trans Tech Publications, 2008, 141/142/143: 719-724
[8] BEDDOES J, BIBBY M J. Principles of Metal Manufacturing Processes [M]. Oxford: Elsevier Butterworth-Heinemann, 2003.
[9] VANEETVELD G., RASSILI A, PIERRET J C, LECOMTE-BECKERS J. Benefits of thixoforging hot-crack-sensitive aluminium alloys at high solid fraction [J]. International of Journal Material and Forming, 2010, 3 (Suppl 1): 783-786.
[10] VANEETVELD G., RASSILI A, PIERRET J C, LECOMTE-BECKERS J. Conception of tooling adapted to the thixoforging of high solid fraction hot-crack-sensitive aluminium alloys [J]. Transactions of Nonferrous Metals Society of China, 2010,20(9):1712-1718.
(Edited by LI Xiang-qun)
Corresponding author: A RASSILI. Tel: +32-43615951; E-mail: a.rassili@ulg.ac.be
