
�����Ż�����ģ�͵Ľ�¯�ƽ��ƻ����Ʒ���
�̡��㣬�⡡���������������
(���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ����Խ�¯�������쳣2�ֹ�������������Ż�����ģ�͵Ľ�¯��ҵ�ƻ����Ʒ����������������£�����ʹ�豸�ܵĻ�е�г���̡������ӳ�ʱ����̺ͼ���ʱ���㹻�����Ż�����ģ�ͣ����쳣�����£�ͨ�����Ҽ�¯�š��¹�״̬������¯3��������Ϊ�Ҽ�¯�ŵ����������ϵͳʵ��Ŀ�겻�䣬�Իָ�����������Сѭ���ܷ�����СΪĿ����쳣�����µ��Ż�����ģ�͡����2���Ż�����ģ�ͣ��ֱ�������������µĽ�¯��ҵ�ƻ����ŷ����ͻ���Dijkstra �㷨���쳣������¯��ҵ�ƻ����ŷ������÷�����ʵ�ʵ��Ҽ�����ת��Ϊ���·�����⡣����ʵ�������������ø÷���ʵ�����ƽ��ƻ����Զ����ƣ����������Ч�ʺ���ҵ�ľ���Ч�棬֤���÷�������Ч�ġ�
�ؼ��ʣ�
��¯���Ż����������·���㷨��Dijkstra�㷨��
��ͼ����ţ�TP229 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)04-0745-06
Coke oven working planning based on optimization scheduling models
CAI Yan, WU Min, YANG Jing, CAO Wei-hua
(School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: A coke oven working planning based on optimization scheduling models was presented for normal and abnormal conditions of coke oven. Under the normal conditions, an optimization model was obtained to achieve the shortest mechanism path in the facilities, the shortest lag time of pushing management and enough repairing time. Under the abnormal conditions, oven number out of sequence, accident state and broken oven were uniformly described as oven number out of sequence. Based on that, an optimization model for the abnormal conditions was established to achieve targets and the least cost of little cycle in recovering process. To deal with these two optimization models, the corresponding coke oven working planning was proposed, i.e., one was under normal conditions, and the other was based on Dijkstra algorithm under abnormal conditions. This method translates the practical chaotic groups into the shortest path problem. The simulation results show that the proposed methods can be used to realize coke plans automatically and efficiency of production and the economic efficiency of enterprises are enhanced, so the proposed method is effective.
Key words��coke oven; optimization scheduling; the shortest path algorithm; Dijkstra algorithm
�������������ڵ��ƽ��ƻ����Ʋ����˹������ƽ��ƻ��ķ�����������������Ч�ʵ͡����������١����쳣������Լ�ʱ��ӳ�����⣬������ƣ�Ͳ�������е������ġ���¯����[1]���ȶ������������ͽ�̿�����ͽ�¯��������ˣ����������Ƚ��ļ�����Ż�����[2]�����Խ�¯��ҵ�ƻ������Զ����ƣ����쳣���ʱ����ҵ�ƻ���ʱ��������ֱ�֤��е�豸�Ķ���ά����
����Դ������ʵ�ʵ������ƻ�������������Ż�����[3]�����ȵ�Ŀ���ǽ���������ذ��ŵ�����������������������ļӹ�����ͼӹ�ʱ�䣬ʹԼ�����������㣬����ָ��ﵽ���Ż��߽��š����������ڵ�����������������µ��Ż�������ʹ����������о��������Ԫ������չ�����õķ��������¼��֣�ȷ�������ŷ���[4-5]����������ʽ����ĵ��ȷ���[6]��������ȷ���[7]������DEDS(discrete event dynamic systems������ɢ�¼���̬ϵͳ)�Ľ���ģ�ͷ���[8]������ʽͼ��������ģ���˻�[9]���Ŵ��㷨�ȡ����ֵ��ȷ�����ú̿���ϡ����֡����ֹ���������Ӧ��ҲԽ��Խ�㷺[10]�����ǣ�Ŀǰ�Ż����ȷ����ڽ�¯���������е�Ӧ�û����١��ڴˣ��������߽��Ż����ȵ�˼��[11-12]�뽹¯�Ĺ������ϣ����һ��¯��ҵ���豸��������������쳣��� 2 ��״̬�ֱ�����¯��ҵ�ƻ��ı��Ʒ�����
1 �Ż�����ģ��
�����ƽ��ƻ����Ǹ����ֳ��Ľ�¯����������ۺϿ����Ҽ㡢�豸���ϵȶ�����أ����հװࡢ�аࡢ�����˳���ų�������ÿ��ÿ���ƽ���̿������ŵ��Ⱥ�˳�����ƽ���¯���Ͷ�Ӧ̿���ҵļƻ��ƽ�ʱ�䡢�όʱ�䡢װúʱ��͵�¯����ʱ��Ȳ������ƽ��ƻ���ʵʩ������Ҫ��֤��¯ÿ����������ͽ�̿��������ҲҪ�����ӳ�¯�������������������ģ���߲���Ч�ʣ����ٻ�е��ġ���¯���������������쳣����2��״̬���ڴˣ�������2�ֹ���״̬�ֱ�����Ӧ���Ż�����ģ�͡�
1.1 ���������µ��Ż�����ģ��
��ij������ҵ�Ľ�¯��ҵ�ƻ�Ϊ��������ҵ��1�š�2�Ž�¯�ڼƻ������в���5-2������1�Ž�¯Ϊ60��JN-60�ͽ�¯����2�Ž�¯Ϊ55��JN-60�ͽ�¯��2����¯Ŀǰ��2̨�ƽ�����2̨ú����1̨������(����1̨)��1̨Ϩ������2����¯���ƽ��������¡�
��1�Ž�¯���ƽ�����Ϊ��
1�ż㣺56,61,66,71,76,81,86,91,96,101,106,111��
3�ż㣺58,63,68,73,78,83,88,93,98,103,108,113��
5�ż㣺60,65,70,75,80,85,90,95,100,105,110,115��
2�ż㣺57,62,67,72,77,82,87,92,97,102,107,112��
4�ż㣺59,64,69,74,79,84,89,94,99,104,109,114��
��2�Ž�¯���ƽ�����Ϊ��
1�ż㣺1,6,11,16,21,26,31,36,41,46,51��
3�ż㣺3,8,13,18,23,28,33,38,43,48,53��
5�ż㣺5,10,15,20,25,30,35,40,45,50,55��
2�ż㣺2,7,12,17,22,27,32,37,42,47,52��
4�ż㣺4,9,14,19,24,29,34,39,44,49,54��
�ڽ�¯��ҵ�ƻ����Ż������У�Ҫ�ﵽ����Ŀ�꣺һ���ܵĻ�е�г���̣���·�̷������٣�����ÿ�όʱ����涨�όʱ��֮��(�����ó����ӳ�ʱ���������ʾ)��С�����Ǽ���ʱ��Ҫ�㹻��������ʱ�����������У��όʱ��ָú����̿������ͣ����ʱ�䣬ͨ����ָ�ӿ�ʼƽú(װúʱ��)����ʼ�ƽ�(�ƽ�ʱ��)��ʱ��������תʱ��ָijһ̿���Ҵӱ����ƽ�(��װú)���´��ƽ�(��װú)��ʱ����������ȫ¯����תʱ��Ϊȫ¯����ʱ�������ʱ��֮�͡�һ�����ʱ����2~3 hΪ�ˡ�
���������Ż�����ģ�ͣ�

���У�tjie1Ϊ�涨�όʱ�䣻tjie2Ϊʵ�ʽόʱ�䣻ttui1Ϊ������תʱ���ʵ���ƽ�ʱ�䣻tmei2Ϊ������תʱ���ʵ��װúʱ�䣻ttui2Ϊ������תʱ��ļƻ��ƽ�ʱ�䣻nΪ1�š�2�Ž�¯��¯����mΪ���ײ���ʱ�䣻��Ϊ��תʱ�䣻NΪ��j���ƽ���¯�ţ�AΪ�ƻ��ƽ�ʱ����涨�ƽ�ʱ��������5 min��¯����tjΪ��j���ƽ�ʱʵ�ʽόʱ����ƻ��όʱ��a��b��cΪ��Ȩϵ������Ϊ��ӳ�ӳ��όʱ��ʱ¯������̶������Ŀ������ӡ�Ŀ�꺯���м�1��Ϊ��ʹt=0(����ʱ��¯)ʱ¯�岻���𡣼�Ȩϵ��a��b��c��ȷ�����нϴ�������ԣ���������ȷ��a��b��c�Ǹ��Ż�����ģ�͵Ĺؼ���
1.2 �쳣�����µ��Ż�����ģ��
�����������У�Ӱ�콹¯��ҵ�ƻ����쳣����������������Ҫ�����¼��֡�
1.2.1 �Ҽ�
�ƽ�ʱ�������ֽ������졢�������ã���Ӧ����¯�ż������ȣ�����������ƣ�����������ƽ��ӳ٣������Ҽ㡱����ʱ���ڱ��żƻ�ʱ����Ӧ��˳�㡱������ʵ�������ȡ����ǰ�ᡱ��������ķ�����������������ڽ϶̵�ʱ���ڻָ�������
1.2.2 �¹�Ӱ��
�ڽ�¯�����У������ᷢ��װú���ۡ�¯�ſ�н���¯ǽ��̿�����ƽ��˱��Ρ��ij����ֻ�е���ϵ��¹ʣ����¹�ʱ��̡�Ӱ���¯����ʱ��ͨ�����̲���ʱ������ü���ʱ���ƽ��İ취�ϻض�ʧ��¯�������¹ʺ���һ��¯���ƽ�ʱ����ƣ��ƽ�˳�䣬ͬʱ�ʵ����̲���ʱ�䣬�����ü���ʱ���ƽ����Ա��¸�ѭ��ʱ�ָܻ������ƽ������¹�ʱ��Ƚϳ���Ӱ���¯���϶�ʱ���¹ʺ��Ȱ�����ʱ���ƽ���ͬʱ���̲���ʱ�䣬�����̵�ʱ���㹻��1¯��ʱ�Ͱ����¹��ӳٵ�¯���ϻ�1¯���������Ƹϻض�ʧ��¯���������´��ƽ�ѭ���а��Ҽ㴦�������¹ʹ���������붪¯��
1.2.3 ����¯
����¯��̿����ǽ����Σ��ƽ��������ӣ������ƽ����ѣ��뾭���ƶ��ν���Ϊ��������ƽ����ڱ����ƽ��ƻ�ʱ�����Ų���¯����������ʱ�䵥���ų�ѭ��ͼ����
������ϴ��ڵ��¹ʣ����ڲ���¯���ڱ����ƽ��ƻ�ʱ��������һ���ѭ�����У���Ҫ�������мƻ����š��������¹�Ӱ�죬��ʱ��϶̣����ڱ���ѭ���Ϳ��Ե����ƽ�������ָ���������������ʱ��ϳ�ʱ�����ڱ�ѭ��δ���������ƽ����������¸�ѭ�������Ҽ㴦������ˣ������¹���ɵĶ��ƽ������Ӱ�죬�ڲ������ܷ��������Ż�����ʱ�������մ����Ҽ�ķ�ʽ���мƻ����š�
���Ҽ������£�ϵͳҪʵ�ֵ�Ŀ�겻�䣬��Ȼ��·�̷���(������ʵ�ʵĻ�е�г̺������ƽ���������µĻ�е�г̵IJ�ֵ����ʾ)�������ӳ�ʱ����ù��ɣ�ֻ�����Ҽ������£�Ҫ��������Сѭ�������ָ����������ƽ��ƻ������ԣ�����������£��Իָ�����������Сѭ���ܵķ�����СΪĿ�ꡣ��ˣ���ʽ(1)�����Ͻ�����Ӧ�ģ��õ������Ż�����ģ�ͣ�

���У�n1Ϊ�����Ҽ�ʱ���ָ���ԭ�����ƽ�������Ҫ����������Сѭ��������ti, jie2Ϊʵ�ʽόʱ�䣻ti, tui1Ϊ������תʱ���ʵ���ƽ�ʱ�䣻ti, mei1Ϊ������תʱ���ʵ��װúʱ�䣻ti, mei2Ϊ������תʱ��ļƻ��ƽ�ʱ�䣻Ni,jΪ��i��ѭ��ʱ��j���ƽ���¯�ţ�AiΪ��i��Сѭ��ʱ�ƻ��ƽ�ʱ����涨�ƽ�ʱ��������5 min��¯����ti,jΪ��i��Сѭ��ʱ��j��¯ʱ��όʱ����ƻ��όʱ��Nway��ʾ�����ƽ�˳��ʱ�ܵĻ�е�г̣�����������ϵ�����1��ʾ��
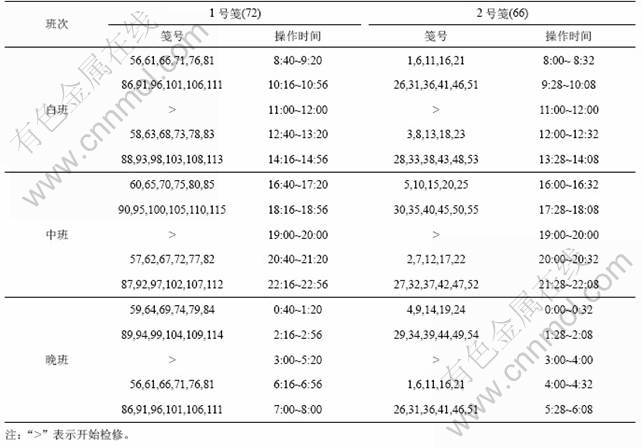
��1 �ƽ��ƻ���
Table 1 Pushing plan table
2 ��¯��ҵ�ƻ����ŷ���
���2�ֹ����½������Ż�����ģ�ͣ������Ӧ�Ľ�¯��ҵ�ƻ����ŷ�����
2.1 ���������µĽ�¯��ҵ�ƻ����ŷ���
��ʽ(1)��ͨ������ѧ���㣬�Ϳ��Ա��Ƴ���������µ��ƽ��ƻ��Ĵ�ѭ������
��Ŀ�꺯����Ҫ���ܵĻ�е�г���̣����ڡ�5-2���ƽ����������Ϊ���գ���ʡʱ��͵�������е�г̱ȡ�9-2������ĸ��̣���������5¯�������ƽ������ƽ���������¯��һ�ζ�λ�����������˻�е�г̣���ˣ�������ѡ��5-2���ƽ�����
���ÿ�όʱ����涨�όʱ��֮����С��Ҫ������ʹÿ��ʵ�ʵĽόʱ��涨�Ľόʱ����ȣ����������ձ��źõ��ƽ��ƻ��������ƽ���������όʱ����Խ��Ƶ�����תʱ�䣬����תʱ����������������ȷ���ģ����������ֳ���ʵ���������תʱ��һ��Ϊ20 h���ң����ԣ�������Ҳѡ��όʱ��Ϊ20 h��
Ŀ�꺯���ĵ�3��Ҫ����Ǽ���ʱ��Ҫ�㹻������תʱ��Ϊ�ӣ���֪�ӣ�20 h��n=138�����趨1�š�2�Ž�¯�ĵ�¯����ʱ��mΪ8 min�������ʱ��Ϊ��

����(3)ʽ���ɼ��������ʱ��Ϊ4.7 h������5-2����1�Ž�¯��ÿ���Ϊ2���֣�ǰ6��¯��Ϊ��1����A1����6��¯��Ϊ��2����A2����2�Ž�¯��ÿ���Ϊ2���֣�ǰ5��¯��Ϊ��1����B1����6��¯��Ϊ��2����B2���ڱ��żƻ�ʱ��A1��A2��B1��B2��Ϊһ�������ƽ����ƽ����Ⱥ�˳���ǣ�B1��A1��B2��A2���Ժ������Դ�˳����в�����ÿ������֮���ż���ʱ��Ϊ1 h��������ÿ����Լ���2�Σ�ÿ��1 h��������1�Ž�¯ʱ��2�Ž�¯���Խ���С���ޣ������бȽϳ�ֵ�ʱ�佫��е�ƶ���ָ��¯�ţ�2�Ž�¯�ƽ�������ж��ú��ʱ�䣬���������ӳ��˼���ʱ�䣬����Ŀ�꺯����Ҫ��
�������Ϸ��������ų�1 d���ƽ��ƻ��������1��ʾ�����С�>����ʾ��ʼ���ޣ������ʱ����Ǽ���ʱ��Ŀ�ʼ�ͽ���ʱ�䣬(72)��(66)Ϊ¯������תʱ��Ϊ20 h����¯����ʱ��Ϊ8 min������������ʱ��ÿ���ƽ��ƻ�Ӧ�����ƽ��ƻ�����
2.2 ����Dijkstra�㷨���쳣������¯��ҵ�ƻ����ŷ���
�����쳣���������Թ��Ϊ�Ҽ�¯�ŵĴ������Ҽ��������ԭ�������һ���������ӳ��ƽ���¯�ţ��ڱ��żƻ�ʱ����Ӧ��˳�㡱����������������ڽ϶̵�ʱ���ڻָ��������ƽ�˳����ˣ������Ҽ������ת��Ϊ������·�������⡣
���·������[13]�Ƕ�һ����Ȩ������ͼD��ָ����2����Vs��Vj�ҵ�1����Vs��Vj��·��ʹ������·�����л���Ȩ���ܺ���С������·��Ϊ��Vs��Vj�����·������·�����л���Ȩ���ܺͳ�Ϊ��Vs��Vj�ľ��롣
��ͳ�����·���㷨��Ҫ��Floyd�㷨��Dijkstra�㷨[14]��Floyd�㷨���ڼ������нڵ�֮������·������Dijkstra�㷨�����ڼ���һ���ڵ㵽�������нڵ�����·��������Ҫ�ص�������ʼ��Ϊ������������չ��ֱ����չ���յ�Ϊֹ��������Ҫ���ľ���һ����㵽��һ����������·�������ԣ�ѡ��Dijkstra�㷨������������·����Dijkstra�㷨��Ȼ����Ҽ��ʵ������ת��Ϊ����ѧ�����·�����⣬��Dijkstra�㷨��⡣
Dijkstra�㷨������ÿ�����ĸ�Ȩ����i,j��0���������Ŀǰ���ϵ�������·����������㷨��Dijkstra�㷨Ҳ��Ϊ˫��ŷ�����ν˫��ţ�Ҳ����ͼ�еĵ�Vj����2�����(lj,kj)����1����ű�ʾ�����Vs��Vj�����·�ij��ȣ���2�����kj��ʾ�����Vs��Vj�����·��Vjǰ��һ���ڵ���±꣬�Ӷ��ҵ�Vs��Vj�����·��Vs��Vj�ľ��룬���ܸ�����ijָ�����㵽ͼ���������ж�������·����ʱ�临�Ӷ�ΪO(n2)�����У�nΪ��������
���쳣����ʱ���Ҽ������ܶ࣬��ɻ��ҵ��ƽ�˳��Ҳ���ֶ������������˵��Dijkstra�㷨�ľ���Ӧ�á��������ƽ��ƻ��е������ƽ�˳��Ϊ��1��6��11��16��21��26����ʵ���ƽ�ʱ��Ϊij��ԭ������ӳ��ƽ��������Ҽ㣬ʹ1��¯�ڸó�¯ʱû�г�¯�������ӳ��ƽ������ʹʵ���ƽ�˳���Ϊ��6��11��16��21��26��1������ϵͳҪʵ�ֵ�Ŀ�������Ŀ�꺯��(1)ʽ��С�������ʹ�ƽ�˳��ָ��������������ʵ�����⻯Ϊ���·�����⣬����Dijkstra�㷨����⡣
��ʼ�Ҽ����ƽ�˳��Ϊ��6��11��16��21����26��1������Ϊ��ʼ״̬����V1��ʾ���ָ���������ƽ�˳��1��6��11��16��21��26������Ϊĩ״̬���õ�Vn��ʾ�����У�nΪ�Ҽ�Ӱ���¯��������n��6���ӳ�ʼ״̬V1���ָ���ĩ״̬V6�����Ծ�����6��11��16��21��1��26������6��11��16��1��21��26������6��11��1��16��21��26���͡�6��1��11��16��21��26�� 4��״̬���ֱ��õ�V2��V3��V4��V5��ʾ��������ת��Ϊ�ӵ�V1��V6�ҵ�һ��·��ʹ������·�����л��ķ��õ��ܺ���С������·��Ϊ��V1��V6�����·������ͼ1��ʾ��

ͼ1 ����Dijkstra�㷨�����·ģ��
Fig.1 The shortest path model based on Dijkstra��s model
��ͼ1�е�ÿ��������Ȩ�������ڻ�(Vi, Vj)������Ȩ����Ϊ��Vi�䵽Vj��˳��ʱ�ܵ��г̷��á����ƽ���ǰ���ӳٲ����ķ��úͼ��ټ���ʱ��ķ���֮�ͣ��ɸ���(2)ʽ��������ֵ����Ci,j��ʾ���������Ͱ�ʵ�ʵ��Ҽ�����ת��Ϊ����ѧ�����·�����⣬������Dijkstra�㷨����⡣��ǰ��ķ��������ȶԵ�1������б�ţ�Ȼ���ҵ�δ��ŵĵ�ļ��Ϻ��ѱ�ŵĵ�ļ��ϣ��Ը���δ��ŵĵ���б�ţ�ֱ��δ��ŵ�ļ���Ϊ��Ϊֹ���������ʼ�㵽�������е�����·�̣����֪��V1��V6����С���ú������������·����
3 Ӧ��ʵ��
����������ʱ��ÿ���ƽ��ƻ�Ӧ�����ƽ��ƻ�������û���ӳ��ƽ��Ͳ��ı������ƻ�ʱ��ÿ����ƽ��ƻ�Ӧ��ѭ���ƽ��ƻ�����һ�£�����������ʱ�ͺܼ��������ӳ��ƽ��������ƻ�����������¯�Ŵ��������ʱ�����뽫��Щ�������ؿ������ڽ�����ϸ�����š�
���쳣����ʱ��������ѧģ���У���Ŀ�꺯��(2)ʽ�м�Ȩϵ��a��b��ȷ�����нϴ�������ԣ�������ȷ��a��b�Dz��ô�Ŀ�꺯������Ҫ���⣬�����Ҽ�������������������NP���⣬��û�����Ž⼰�ܲ���������Ž�Ҳ����ȷ���ġ���ˣ���Ҫ�÷�������֤��ͨ�������ķ���ʵ�飬����ȷ�������еļ�Ȩϵ��Ϊ��a��0.4��b��1��a��0.6����Matlab������̽⡣Matlab����������õ���ͼ���������������·����Dijkstra�㷨��M-������ʽΪ��
[S, D]=minroute(i, m, W)
���У�iΪ���·������ʼ�㣻mΪͼ��������WΪͼ�Ĵ�Ȩ�ڽӾ������ɱߵ�2����֮���Ȩ��inf��ʾ����ʾ���Ϊ��S��ÿһ�д��ϵ��¼�¼�˴�ʼ�㵽�յ�����·�������������ţ�DΪ��������¼��S����ʾ·���Ĵ�С����ǰ������ӽ��з��棬���Ϊ��

�ɸý���ɵõ�1�����V1��V3��V5��V6��Ҳ����˵����״̬��6��11��16��21��26��1����������6��11��16����1��21��26�����ٵ���6��1��11��16��21��26�������ָ���������1��6��11��16��21��26�����������ʹ�ܵķ������١�ʵ�������е��������������Ҫ���ӵö࣬��ˣ����ô˷���ʱ���辭����������µķ������ʹ�������ܵõ����Ž⡣
4 �� ��
a. ��Խ�¯���üƻ����Ż����ȵ�Ŀ�꺯���Ķ����ԡ�Լ���������ӡ���ϵͳ������ȷ�����ѵ㣬ͨ��������¯��ҵ�ƻ����ص��Լ�����ԭ�ֱ���ڽ�¯���������������Ҽ㡢�¹ʺͲ���¯�ȵ��쳣������������ۺϿ��dz����ӳٷ��á��ܵĻ�е�г̺ͻ�е�豸����ʱ������ص��Ż�ģ�͡�
b. �������������������ֳ��ľ��飬����˽�¯��ҵ�ƻ��ı��ŷ������������쳣���������û���ͼ������ģ�͵��Ż�����˼�룬�������·���㷨�ĵϿ�˹����(Dijkstra)�㷨������ҵ�ƻ���������MATLAB����ƽ̨�½��з��棬��֤�˻���Dijkstra�㷨���쳣������ҵ�ƻ����Ʒ�������Ч�ԡ�ʵ�������������ô˷�����ʵ���ƽ��ƻ����Զ����ƣ���ʵ���������ܽ�ʡ����������������������Ч�ʺ;���Ч�档
�ο����ף�
[1] �ܹ���, ����֥, ������, ��. ��¯������ѹ�����ܽ������ϵͳ��Ӧ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(3): 558-560.
ZHOU Guo-xiong, LAI Xu-zhi, CAO Wei-hua, et al. Application of intelligent decoupling control system for coke-oven collector pressure[J]. Journal of Central South University: Science and Technology, 2006, 37(3): 558-560.
[2] л����, ������, �½���. VBR������I/O���Ż����ȼ��ض��Ļ������[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2001, 32(2): 204-208.
XIE Jian-guo, CHEN Song-qiao, CHEN Jian-er. The optimizing schedule of the VBR stream disk I/O and buffer computing in special situation[J]. Journal of Central South University of Technology: Natural Science, 2001, 32(2): 204-208.
[3] ������. ���������Ż��ĸ��������ƻ�������о�[J]. ����ѧ��, 2005, 2(3): 263-267.
TANG Li-xin. Intelligent optimization-based production planning and scheduling in iron and steel industry[J]. Chinese Journal of Management, 2005, 2(3): 263-267.
[4] Sarin S C, Ahn S, Bishop A B. An improved branching scheme for the branch and bound procedure of scheduling n jobs on m machines to minimize total weighted flow time[J]. Intern at J Production Res, 1988, 26: 1183-1191.
[5] Potts C N, van Wassenhove L N. A branch and bound algorithm for the total weighted tardiness problem[J]. Operation Research, 1985, 33: 363-377.
[6] Wu S Y D, Wysk R A. An application of discrete-event simulation to on-line control and scheduling inflexible manufacturing[J]. Int J Prod Res, 1989, 27(9): 1603-1623.
[7] Leung L C, Maqnheshw A S K, Miller W A. Concurrent part assignment and tool allocation in FMS with material handling considerations[J]. Int J Prod Res, 1993, 31(1): 117-138.
[8] ����, Ϳ����. Fork-Join �Ŷ�����Ľ�ģ���ȶ���[J]. ���������, 1994, 9(3): 131-135.
LIU Rui-hua, TU Feng-sheng. Modeling and stability of Fork-Join queueing networks[J]. Control and Decision, 1994, 9(3): 131-135.
[9] �� ��, ���Ժ�, �����. ͬ˳��(flow shop ) ���������ģ���˻����[J]. ��Ϣ�����, 1994, 23(3): 133-139.
TIAN Peng, YANG Zi-hou, ZHANG Si-ying. Flow-shop scheduling by simulated annealing[J]. Information and Control, 1994, 23(3): 133-139.
[10] ���Ժ�. �����缼�������ڸ�����ҵ�е�Ӧ��[J]. ұ���Զ���, 1996, 20(4): 48-51.
YANG Zi-hou. Neural network models and its applications to iron and steel making processes[J]. Metallurgical Industry Automation, 1996, 20(4): 48-51.
[11] Jouni S. Production Planning in Printed Circuit Board Assembly[D]. Finland: Department of Computer Science, University of Turku, 2002.
[12] ��ʥƽ, ������, �� ��. ������ҵCIMS�������ƻ����о�[J]. ұ���Զ���, 2003, 27(6): 1-6.
JIANG Sheng-ping, ZOU Yi-ren, LIANG Gang. Study on production planning in iron & steel enterprise CIMS[J]. Metallurgical Industry Automation, 2003, 27(6): 1-6.
[13] ������. �����˳�ѧ[M]. ����: �ߵȽ���������, 2001: 203-216.
HAN Bo-tang. Management operations research[M]. Beijing: Higher Education Press, 2001: 203-216.
[14] ��ε��, ��ΰ��. ���ݽṹ[M]. ����: �廪��ѧ������, 1997: 188-189.
YAN Wei-min, WU Wei-min. Data structure[M]. Beijing: Tsinghua University Press, 1997: 188-189.
�ո����ڣ�2007-01-10
������Ŀ�����ҡ�863���ƻ�������Ŀ(2006AA04Z172)�����ҽܳ������ѧ����������Ŀ(60425310)
����飺�� ��(1978-)��Ů�����������ˣ������о�Ա�����¼����Ӧ���о�
ͨѶ���ߣ��⡡�����У����ڣ���ʿ����ʦ���绰��0731-8830342; E-mail: min@mail.csu.edu.cn
