
���±�ţ�1004-0609(2011)11-2852-05
���ٵ绡��ͿFeMnCrAl/Cr3C2Ϳ���
�����³�ʴĥ������
������1, ���ٹ�2, 3, Ҧ����3, ۪ ��2, �����1
(1. �Ϸʹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ���Ϸ� 230009��2. �㽭��ѧ ���Ͽ�ѧ�빤��ϵ������ 310027��
3. �㽭�Ƶ����²�������˾������ 325029)
ժ Ҫ��
���ø��ٵ绡��Ϳ������20(AISI 1020)�ֻ�������Ʊ�FeMnCrAl/Cr3C2Ϳ�㣬ͨ����ѧ����(OM)��������ɨ��羵(FE-SEM)�ȷ�������FeMnCrAl/Cr3C2Ϳ������֯�������³�ʴĥ�����ܺͳ�ʴĥ����������о��������������ȫ������Ƿ�Χ�ڣ�FeMnCrAl/Cr3C2Ϳ����ֳ�����20�ֵĿ����³�ʴĥ�����ܣ�FeMnCrAl/Cr3C2Ϳ��ij�ʴĥ��������£��ڵͳ�����£��ƻ�ģʽ���������������Ϊ�����ڸ߳�����£��ƻ�ģʽ�Լ�ѹƣ�Ϳ��Ѻ���������Ϊ�������м����Ƿ�Χ���ƻ�ģʽ����Ϊ��ѹ����������ȫ��������£��ƻ�ģʽ�����������ʱ����ڶ��γ���µĴ��Կ�������������Ա��ε���ƣ������ĸ���ʧЧ��ʽ��
�ؼ��ʣ�
FeMnCrAl/Cr3C2Ϳ�������ٵ绡��Ϳ�������³�ʴĥ����������ʴĥ�������
��ͼ����ţ�TG174.442�� ���ױ�־�룺A
High temperature erosion resistance of
FeMnCrAl/Cr3C2 coatings deposited by high velocity arc spraying
LUO Lai-ma1, LIU Shao-guang2, 3, YAO Ji-peng3, LI Jian2, WU Yu-cheng1
(1. College of Material Science and Engineering, Hefei University of Technology, Hefei 230009, China;
2. Department of Materials and Science Engineering, Zhejiang University, Hangzhou 310027, China;
3. Zhejiang Cadre New Material Co., Ltd., Wenzhou 325029, China)
Abstract: FeMnCrAl/Cr3C2 coatings were deposited on AISI 1020 steel substrates by high velocity arc spraying. The microstructure, high temperature erosion resistance and erosion mechanism of FeMnCrAl/Cr3C2 coatings were studied using optical microscopy (OM), field emission scanning electron microscopy (FE-SEM). The results show that the FeMnCrAl/Cr3C2 coatings obviously have better erosion resistance than that of AISI 1020 steel substrates. The erosion mechanism of FeMnCrAl/Cr3C2 coatings is that the failure mode is ploughing and cutting at low impact angles, extrusion fatigue cracking and spalling at high impact angles, extruding and cutting at intermediate impact angles, accompanying with brittle cracking and spalling and excessive plastic deformation resulting in fatigue cracking and spalling under secondary impacting of the fresh surfaces at all impact angles.
Key words: FeMnCrAl/Cr3C2 coating; high velocity arc spraying; high temperature erosion resistance; erosion mechanism
������ú��Ϊƶú����ú��ú��ȼ���γɵĸ��������У�����10%~20%(��������)�ɻң������ߴ�һ��Ϊ2~500 ��m������Ҫ���(��������)Ϊ5%~10% CaO��Mg2O��10%~20% Fe2O3��Al2O3�Լ�20%~60% SiO2�ȣ����и��۵��Ӳ�ʿ���(��ҪΪSiO2)��Ӿ�ܵ�����ɻҳ�ʴĥ����ˣ����糧ʹ�õĸ��ִ���ȼú��¯����������¯���͵�ȼú��¯���������Ƚ����ܵ� (ˮ��ڡ�����������������ʡú����)���ܵĸ��³�ʴĥ������������¹ʣ���ɵ糧ͣ��[1-6]������߲��Ͽ����³�ʴĥ�����ܷ��棬������Ϳ���������ǹ�����Ӧ�����ķ����������ǵ绡��Ϳ������������豸ͨ����ǿ�����ܺ������ֳ������ʩ�����ŵ㣬�ǽ����¯���Ĺܡ�������������Ч�Ҿ��õļ���[7-11]��Ŀǰ��������Ϳ������˵�������Ͻ�˿��Լռ���ҹ�����Ϳ�����г���80%[12]�������ĵ绡��Ϳ˿����ҪΪFe-Ni����Ni��������[6]����������˿����NiԪ�غ����ϸߣ�����ʹ�óɱ��ϸߡ�Fe-Mn-Crϵ�Ͻ������ؽ��������гɱ��ϵͣ���ĥ��ʴ�����õ���������һ��DZ�ڵĴ������ϡ�ǰ���о�������������÷�о˿�ĺ��ٵ绡��Ϳ������20�ֻ�������Ʊ���FeMnCr/Cr3C2��FeMnCrAl/Cr3C2Ϳ��������õ���ѧ���ܺͿ����¸�ʴ����[13-14]���������߲������ƵĶ����˿ϵͳ�������ʵ�̼����Ϊ��Ƥ����һ����ȵ�Mn�ۡ�Cr3C2�ۡ�Al�ۺ�Cr����Ϊ��о���ϣ��Ƴ�FeMnCrAl/Cr3C2��о˿�ģ�Ȼ����20����Ϊ���ף�ͨ���绡��Ϳ�Ʊ�FeMnCrAl/Cr3C2Ϳ�㡣��FeMnCrAl/Cr3C2Ϳ�㿹���³�ʴĥ�����ܺͳ�ʴĥ����������о���
1 ʵ��
1.1 Ϳ�������Ʊ�
ͨ��ר�õİ�˿������˿���������Ƽӹ���d2.0 mm�ķ�о˿�ġ���о˿�ĵ���Ƥѡ��08F�ִ�����о������Mn�ۡ�Cr3C2�ۡ�Cr�ۡ�Al���Լ�����FeSi�ۺ�FeB�ۡ���20����Ϊ��Ϳ�������ף������ߴ�Ϊ70 mm��35 mm��4 mm����ɰ��������CAS-400���ٵ绡��Ϳ�����е绡��Ϳ��Ϳ����Ϊ1.0~1.5 mm���绡��Ϳ��Ҫ���ղ������£���ѹ0.8~1.0 MPa����ѹ35~42 V������100~300 A����˿�ٶ�Ϊ1~6 m/min����ǹ�ƶ��ٶ�Ϊ10~40 mm/s����Ϳ����200~300 mm��
1.2 Ϳ�㿹���³�ʴĥ������
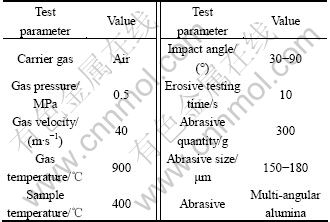
Ϳ�㿹���³�ʴĥ���������������Ƶ���ѹʽ�ֶμ���/��ʴĥ�������[15]�Ͻ��У���ṹʾ��ͼ��ͼ1��ʾ����ʴ����ǰ�����������Ƚ���ƽĥ�ӹ������Ի����ͬ�ı���ֲڶ�Ra(Լ0.8)�������ӹ���Ϳ����ԼΪ0.8 mm�������¶Ȳ���ģ�����ȼú��¯ˮ��ڹܵ�ʵ�������¶ȣ�ʹ��ʴ�����¶�(900 ��)�������¶�(400 ��)�ֱ����¯�ܵ�����������¶Ƚӽ�����ʴĥ��ѡȡ��ʵ�ʷɻҸ�Ӳ���ٶȸ���Ķ�Ǹ���ɰ(Al2O3)�������������ڡ����³�ʴ�����������1��
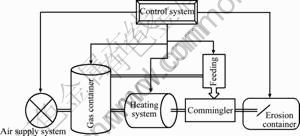
ͼ1 ��ѹʽ�ֶμ��ȸ��³�ʴĥ��������ṹʾ��ͼ
Fig.1 Schematic diagram of pressurized separate-heating high temperature erosion test facility
��1 ��ʴĥ����������
Table 1 Erosion test conditions
�þ���0.1mg ���ӷ�����ƽ��¼��ʴʧ������ʧ�������ܶ�ת���������ʧ�����õ�λĥ����ʴ���ϱ�����ɵ������ʧ������ʴ�ʡ�����������������Ʊ���������LEICA DMLM������������Ϳ������֯���н���۲��������������FEI��˾SIRION������ɨ�����������Ϳ���ʴ��ò���з�����
2 ���������
2.1 Ϳ������֯
ͼ2��ʾ�ֱ�ΪFeMnCrAl/Cr3C2Ϳ����桢Ϳ��������ϴ��Ľ�����֯����ͼ2(a)��֪��Ϳ��ʵ��͵IJ�״��֯�ṹ���ɽ����ᾧ�ࡢ�������ࡢδ�ۿ����Ϳ�϶(�ֱ��ͼ2(a)�м�ͷA��B��C��D��ָ)��ɣ�������Ϳ�϶�����ڽ����ᾧ��IJ����֮�䡣��ͼ2(a)�ɼ���Ϳ���н����ᾧ����ֳ���ͬ�Ľ�ʴ��ɫ(��ͼ�м�ͷA��A1��ʾ)��˵��Ϳ��Ͻ�Ԫ�سɷֲַ������ȣ���ɲ�ͬ����ѧ��ʴ���ܲ�ͬ����ͼ2(b)�ɼ�����Ϳ��������γ��˺ܺõĻ�е��ϣ���ϴ��ִ�Ŀ�϶�����ƣ����ı����Ϳ������ɡ����㡱״�Ľ����ᾧ�������ֱ�ӽӴ�ҧ��(��ͼ2(b)�м�ͷE��ʾ)��δ��δ�ۿ�����������ľۼ���

ͼ2 FeMnCrAl/Cr3C2Ϳ�������֯
Fig.2 Metallographs of FeMnCrAl/Cr3C2 coatings: (a) Surface; (b) Interface
2.2 Ϳ����³�ʴĥ�����
ͼ3��ʾΪFeMnCrAl/Cr3C2Ϳ���20���ڲ�ͬ������³�ʴ�ʵı仯�������ߡ���ͼ3�ɼ�������FeMnCrAl/Cr3C2Ϳ�㣬�������ڵͳ���ǻ��Ǹ߳���������£�Ϳ���ʴ�ʶ�����20�ֵģ�Ϳ����ֳ����õĿ���ʴĥ�����ܡ���ԭ������ǣ�FeMnCrAl/Cr3C2Ϳ�����Ӳ��Ϊ20�ֵ�2~3�����ϸߵ�Ӳ��ֵ�ֿ��˳�ʴ���ӵ����룬����Ϳ�㱻�������繵�ͼ�ѹ��������Ϳ�������ϵ���ʧ��ͬʱ��Ϳ���нϸ�Ӳ�ȵ��������ࡢδ�ۿ����Լ����ֽ����ᾧ������ɢ�ֲ��ĵ�״���谭�˳�ʴ�����Ļ�������ˣ�Ϳ��ij�ʴ�����Ե���20�ֵġ�20�ֵ�����ʴ�ʳ����ڳ����30�㸽�������ų���ǵ�����ʴ�ʲ��ϼ�С��20�ֲ��ϳ�ʴ����Ϊ���͵����Բ��ϳ�ʴĥ��������FeMnCrAl/Cr3C2Ϳ��ij�ʴ�����ֵ�����ڳ����45��~60�㣬���ʴ�����������Բ��Ϻʹ��Բ�������֮�䣬����Ϊ���ϳ�ʴĥ��������

ͼ3 Ϳ���20�ֲ�ͬ������³�ʴ�ʵı仯��������
Fig.3 Erosion rates curves of coatings and AISI 1020 steel at different impact angles
ͼ4��ʾΪFeMnCrAl/Cr3C2Ϳ���ڲ�ͬ������µij�ʴĥ�����SEM��ͼ4(a)��ʾΪFeMnCrAl/Cr3C2Ϳ���ڳ����Ϊ30���µij�ʴĥ�����SEM����ͼ4(a)�ɼ�����30�������£�FeMnCrAl/ Cr3C2Ϳ����ֳ������������Ϊ��������������ѹ���ƻ���ʽ�� ��ʴ����δ�����ԵĴ��Կ��ѺͰ���������ϱ���Ϊ���Բ�����ʧ������ͼ4 (b)��ʾΪͼ4(a)�м�ͷ1����ķŴ���ò����ΪFeMnCr/Cr3C2Ϳ���ʴ�����ʱ��档��ͼ4(b)�ɼ���FeMnCrAl/Cr3C2Ϳ�������Ϳ����������Ա�����(��ͼ4(b)��ͷA1��ʾ)����������������Զ�����(��ͼ4(b)��ͷA2��ʾ)�͡�ϸ��״����������Զ�����(��ͼ4(b)��ͷA3��ʾ)��������ɣ����ʱ����ڶ��γ�������£�������͡���������������������䣬�����Ա����������ۼ����Ա��Ρ���ˣ�FeMnCrAl/Cr3C2Ϳ���ڵͳ�����£�Ϳ���ʴĥ���ƻ���ʽΪ�����������Ϊ�������������ʱ����ڶ��γ���µ����Ա��κͶ������䡣
ͼ4(c)��ʾΪFeMnCrAl/Cr3C2Ϳ���ڳ����Ϊ60���µij�ʴĥ�����SEM����ͼ4(c)���Է��֣���60�������£�FeMnCrAl/Cr3C2Ϳ����ƻ���ʽΪ��ѹ����������ʴ������Ȼδ�����ԵĴ������ƺͰ�������ͼ4(d)��ʾΪͼ4(c)�м�ͷ2����ķŴ���ò����ΪFeMnCrAl/Cr3C2Ϳ���ʴ�����ʱ��档��ͼ4(d)�ɼ���FeMnCrAl/Cr3C2Ϳ���ʴ�����Ϊ���Ա�����(��ͼ4(d)��B1������ʾ)�������Ա��κ�ƣ��������(��ͼ4(d)��B2������ʾ)���������ʱ����ڶ��γ�������£����Ա����������˹������Ա��Σ�Ȼ����ƣ������(��ͼ4(d)��B2������ʾ)����ˣ���60�������£�FeMnCrAl/Cr3C2Ϳ����ƻ���ʽΪ��ѹ�����������������ʱ����ڶ��γ���µķ������Ա��ε���ƣ�Ͷ�������ĸ���ʧЧ��ʽ��

ͼ4 ��ͬ�������FeMnCrAl/Cr3C2Ϳ��ij�ʴĥ�����SEM��
Fig.4 Surface SEM images of FeMnCrAl/Cr3C2 coating after erosion test at different impact angles: (a) Impact angle of 30��; (b) Magnification of arrow 1 in Fig.4(a); (c) Impact angle of 60��; (d) Magnification of arrow 2 in Fig.4(c); (e) Impact angle of 90��; (f) Magnification of arrow 3 in Fig.4(e)
ͼ4(e)��ʾΪFeMnCrAl/Cr3C2Ϳ���ڳ����Ϊ90���µĵͱ���ʴĥ�����SEM��ͼ4(f)��ʾΪͼ4(e)�м�ͷ3����ķŴ���ͼ4(e)��4(f)�ɼ�����90�������£�FeMnCrAl/Cr3C2Ϳ����ƻ���ʽΪ��ѹƣ�Ͷ��ѣ��ɼ�ƣ������(��ͼ4(f)�м�ͷ��ָ)���ɸ߱�����Ϳ�㼷ѹ��ı�����ò�ɼ���FeMnCrAl/Cr3C2Ϳ�㼷ѹ��ı�������˹������Ա��κ��ƣ�Ϳ��Ѻ�����(��ͼ4(f)�м�ͷ��ָ)�����ɼ���ѹ�����ʱ�������Ա��� (��ͼ4(f)��C1��C2������ָ)���������Ա��ΰ���ӹ�ǿ�����ڶ��γ���·����˿����ӳ�����á���ˣ���90�������£�FeMnCrAl/Cr3C2Ϳ����ƻ���ʽΪ��ѹƣ�ͣ����������Ա��ε���ƣ�Ϳ��Ѻ���������ԣ��������Ŷ��γ���µĽᾧ��ƣ������ʹ�������ѡ�
����������FeMnCrAl/Cr3C2Ϳ��ij�ʴĥ��������£��ڵͳ�����£��ƻ�ģʽ���������������Ϊ�������������ʱ����ڶ��γ���µĹ������Ա��κͶ������䣻�ڸ߳�����£��ƻ�ģʽ�Լ�ѹƣ�͡����������Լ��������Ա��κ��ƣ�Ϳ��ѺͶ�������Ϊ���������Ŷ��γ���µĴ��Կ��ѡ������Լ��������Ա��κ�ƣ�����䣻���м����Ƿ�Χ���ƻ�ģʽ�����Ϊ��ѹ������ʧЧ��ʽ�����������ʱ����ڶ��γ���µ�����ͷ������Ա��ε���ƣ�Ͷ�������ĸ���ʧЧ��ʽ��
3 ����
1) ��ȫ����Ƿ�Χ�� FeMnCrAl/Cr3C2Ϳ���ʴ�ʶ�����20�ֻ��ײ��ϣ����ֳ����õĿ���ʴĥ�����ܡ�
2) FeMnCrAl/Cr3C2Ϳ��ij�ʴĥ��������£��ڵͳ�����£��ƻ�ģʽ���������������Ϊ�������������ʱ����ڶ��γ���µĹ������Ա��κͶ������䣻�ڸ߳�����£��ƻ�ģʽ�Լ�ѹƣ�͡����������Լ��������Ա��κ��ƣ�Ϳ��ѺͶ�������Ϊ���������Ŷ��γ���µĴ��Կ��ѡ������Լ��������Ա��κ�ƣ�����䣻���м����Ƿ�Χ���ƻ�ģʽ�����Ϊ��ѹ������ʧЧ��ʽ�����������ʱ����ڶ��γ���µ�����ͷ������Ա��ε��µ�ƣ�Ͷ�������ĸ���ʧЧ��ʽ��
REFERENCES
[1] LIU S G, WU J M, ZHANG S C, RONG S J, LI Z Z. High temperature erosion properties of arc-sprayed coatings using various cored wires containing Ti-Al intermetallics[J]. Wear, 2007, 262: 555-561.
[2] MATSUBARA Y, SOCHI Y, TANABE M, TAKEYA A. Advanced coatings on furnace wall tubes[J]. Journal of Thermal Spray Technology, 2007, 16(2): 195-201.
[3] ��ά��, ���ʿ, �� ΰ, ������, ��ά��. ���ٵ绡��ͿFeAlCr/Ni��Cr3C2����Ϳ��Ħ��ѧ����[J]. �й���ɫ����ѧ��, 2004, 14(10): 1671-1676.
XU Wei-pu, XU Bin-shi, ZHANG Wei, WU Yi-xiong, LIU Wei-min. Tribological properties of high velocity arc sprayed FeAlCr/Ni wraped Cr3C2 coatings[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1671-1676.
[4] TAO K, ZHOU X L, CUI H, ZHANG J S. Microhardness variation in heat-treated conventional and nanostructured NiCrC coatings prepared by HVAF spraying[J]. Surface and Coatings Technology, 2009, 203(10/11): 1406-1414.
[5] ����, ������, ʷҫ��, ������. ���ٵ绡��ͿFe-TiB2/ Al2O3����Ϳ�����֯������[J]. �й���ɫ����ѧ��, 2005, 15(11): 1800-1805.
LI Zhuo-xin, FANG Jian-jun, SHI Yao-wu, TANG Chun-tian. Microstructures and properties of Fe-TiB2/Al2O3 composite ceramic coatings prepared by high velocity arc spraying[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(11): 1800-1805.
[6] ������. ���ٵ绡��ͿFeMnCrAl/̼����ϵͿ����֯�����ܼ�������о�[D]. ����: �㽭��ѧ, 2010: 1-20.
LUO Lai-ma. Microstructure, properties and mechanism of high velocity arc-sprayed FeMnCrAl/carbide coatings[D]. Hangzhou: Zhejiang University, 2010:1-20.
[7] 姴���, ���ʿ, ������, ������. ��ͬ�غ���3Cr13�����Ϳ��ĥ�������о�[J]. Ħ��ѧѧ��, 2010, 30(1): 75-79.
PU Chun-huan, XU Bin-shi, WANG Hai-dou, PIAO Zhong-yu. Wear lifetime of 3Cr13 stainless steel coating under various loads[J]. Tribology, 2010, 30(1): 75-79.
[8] ������, ���ʿ, ������, ��ά��, �� ΰ. ���ٵ绡��ͿFe-AlͿ��ĸ���ĥ������[J]. Ħ��ѧѧ��, 2004, 24(2): 106-110.
ZHU Zi-xin, XU Bin-shi, MA Shi-ning, LIU Wei-min, ZHANG Wei. High temperature wear behavior of Fe-Al coating prepared by high velocity arc spraying [J]. Tribology, 2004, 24(2): 106-110.
[9] ������, �� ��, ������, �½���. �绡��Ϳ���Ʊ�Zn-Al-Mg- RE-Si��ƽ����֯Ϳ�㼰�������о�[J]. ϡ�н��������빤��, 2010, 39(3): 498-501.
LIU Kui-ren, ZHU Qi, MA Peng-cheng, CHEN Jian-she. Study on preparation of Zn-Al-Mg-RE-Si non-equilibrium coatings by electric arc spraying and their properties[J]. Rare Metal Materials and Engineering, 2010, 39(3): 498-501.
[10] FANG J J, LI Z X, SHI Y W. Microstructure and properties of TiB2-containing coatings prepared by arc spraying[J].Applied Surface Science, 2008, 254: 3849-3858.
[11] ���ʿ, ������, �� ��, ������, �� ΰ. ���ٵ绡��ͿFe-Al�����仯����Ϳ��[J]. �й���ɫ����ѧ��, 2004, 14(S1): 154-158.
XU Bin-shi, ZHU Zi-xin, LIU Yan, MA Shi-ning, ZHANG Wei. Fe-Al intermetallics coating produced by high velocity arc spraying[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S1): 154-158.
[12] MASAHIRO F. The current status of thermal spraying in Asia [J]. Journal of Thermal Spray Technology, 2008, 17(1): 5-13.
[13] ������, �� ��, ���ٹ�, ������, �� ��, ۪ ��. ���ٵ绡��ͿFeMnCr/Cr3C2Ϳ�����֯������[J]. �����ȴ���ѧ��, 2009, 30(3): 174-177.
LUO Lai-ma, YU Jia, LIU Shao-guang, SUN Nai-rong, ZHAO Qi, LI Jian. Microstructure and properties research of high velocity arc spraying FeMnCr/Cr3C2 coatings[J]. Transactions of Materials and Heat Treatment, 2009, 30(3): 174-177.
[14] LUO L M, LIU S G, YU J, LUO J, LI J. Effect of Al content on high temperature erosion properties of arc-sprayed FeMnCrAl/Cr3C2 coatings[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(2): 201-206.
���ٹ�, Ҧ����, ������, �� ��, �Խ���. ��ѹʽ�ֶμ��ȸ��³�ʴĥ�������: �й�ר��, 200810163670.X[P]. 2008-12-18.
[15] LIU Shao-guang, YAO Ji-peng, LIU Yong-li, CHEN Yan, ZHAO Jian-yang. Pressurized separate-heating high temperature erosion test facility: China, 200810163670.X[P]. 2008-12-18.
(�༭ ��ѧ��)
������Ŀ�������У��������ҵ���ר���ʽ�������Ŀ(2010HGBZ0566)���㽭ʡ�Ƽ���һ�㹤ҵ��Ŀ(2009C31129)
�ո����ڣ�2010-08-25�������ڣ�2011-08-20
ͨ�����ߣ�����������ʦ����ʿ���绰��0571-87952853��E-mail: luolaima@126.com
ժ Ҫ�����ø��ٵ绡��Ϳ������20(AISI 1020)�ֻ�������Ʊ�FeMnCrAl/Cr3C2Ϳ�㣬ͨ����ѧ����(OM)��������ɨ��羵(FE-SEM)�ȷ�������FeMnCrAl/Cr3C2Ϳ������֯�������³�ʴĥ�����ܺͳ�ʴĥ����������о��������������ȫ������Ƿ�Χ�ڣ�FeMnCrAl/Cr3C2Ϳ����ֳ�����20�ֵĿ����³�ʴĥ�����ܣ�FeMnCrAl/Cr3C2Ϳ��ij�ʴĥ��������£��ڵͳ�����£��ƻ�ģʽ���������������Ϊ�����ڸ߳�����£��ƻ�ģʽ�Լ�ѹƣ�Ϳ��Ѻ���������Ϊ�������м����Ƿ�Χ���ƻ�ģʽ����Ϊ��ѹ����������ȫ��������£��ƻ�ģʽ�����������ʱ����ڶ��γ���µĴ��Կ�������������Ա��ε���ƣ������ĸ���ʧЧ��ʽ��
