
��������п�̳�����̬�������о�
���ݹ�ҵ��ѧұ��ϵ!����550003,���ݹ�ҵ��ѧұ��ϵ!����550003,���ݺ���Ǧп��,���ݺ���Ǧп��,���ݺ���Ǧп��
ժ Ҫ��
������ɢʽֱ��������������������п�̳����о�������������˵ļ�������Һ�� , ��ʵ���ȶ���̬����ȡ���о���Ӱ��п��������ʵĸ������� , ��̬����������ָ����豸�������ڻ�е�����ۡ�
�ؼ��ʣ�
��ͼ����ţ� TQ028
�ո����ڣ�1998-06-19
Study on Fluidization Leaching Germanium bearing Smoke of Zinc Oxide
Abstract��
The Leaching of germanium bearing smoke of zinc oxide in the particulate fluidization bed was investigated. Results indicate that the proper control of the top smoke feed and the bottom leaching agent can make the fluidization stable. The influencing factors on the leaching efficiency were also studied. Experimental results show that the leaching efficiency and the handling ability of fluidization bed are better than that of mechanically agitated tank.
Keyword��
Smoke of zinc oxide; Germanium; Fluidization; Leaching;
Received�� 1998-06-19
��̬���������������ʹ����ƶ�������ŵ�, �ڻ�����ұ����Ӧ������㷺����������ϸ�����ص͵�����, ��̬��������Ϊ����[1]������ij�غ�������Ǧп��������������п�̳�, һֱ���û�е����۽�������, ���ڽ����ʵ͡�Һ�̷������Ѻʹ�����С��ȱ�㡣�����ڶԸ��������Խ����о��Ļ�����, �����ɢʽֱ������������������, ������Ӱ����̬���ĸ������ء�
1����
1.1����ԭ��
�������̳���������ϡ����Ͳ����Ľ��������������������1, �̳���ɸ�������������2, ��ѧ�ɷ������3��
��1 ����ԭ�Ϻͽ��������������� ����ԭͼ
��1 ����ԭ�Ϻͽ���������������
��2 �̳�ɸ������� ����ԭͼ

��2 �̳�ɸ�������
��3 �̳���ѧ�ɷ�/% ����ԭͼ

��3 �̳���ѧ�ɷ�/%
1.2����װ�ü����Է���
������ֱ��Ϊ100 mm, �߶�Ϊ7200 mm��ֱ�����н���, װ����ͼ1��ʾ���������в��϶����ּ��䡢�����ܺͽ��Ϲ�, ���²����г�600 mm�ļ����ȶ�, ����װ�з������ͽ�Һ�ܡ���Һ������������ĸ�λ����ͨ, ��װ��ת�������ơ�������6600 mm, ÿ��800 mmװ��ȡ���ܡ����¹ܺͲ�ѹ��, �ʵ�λ���й۲�ס�
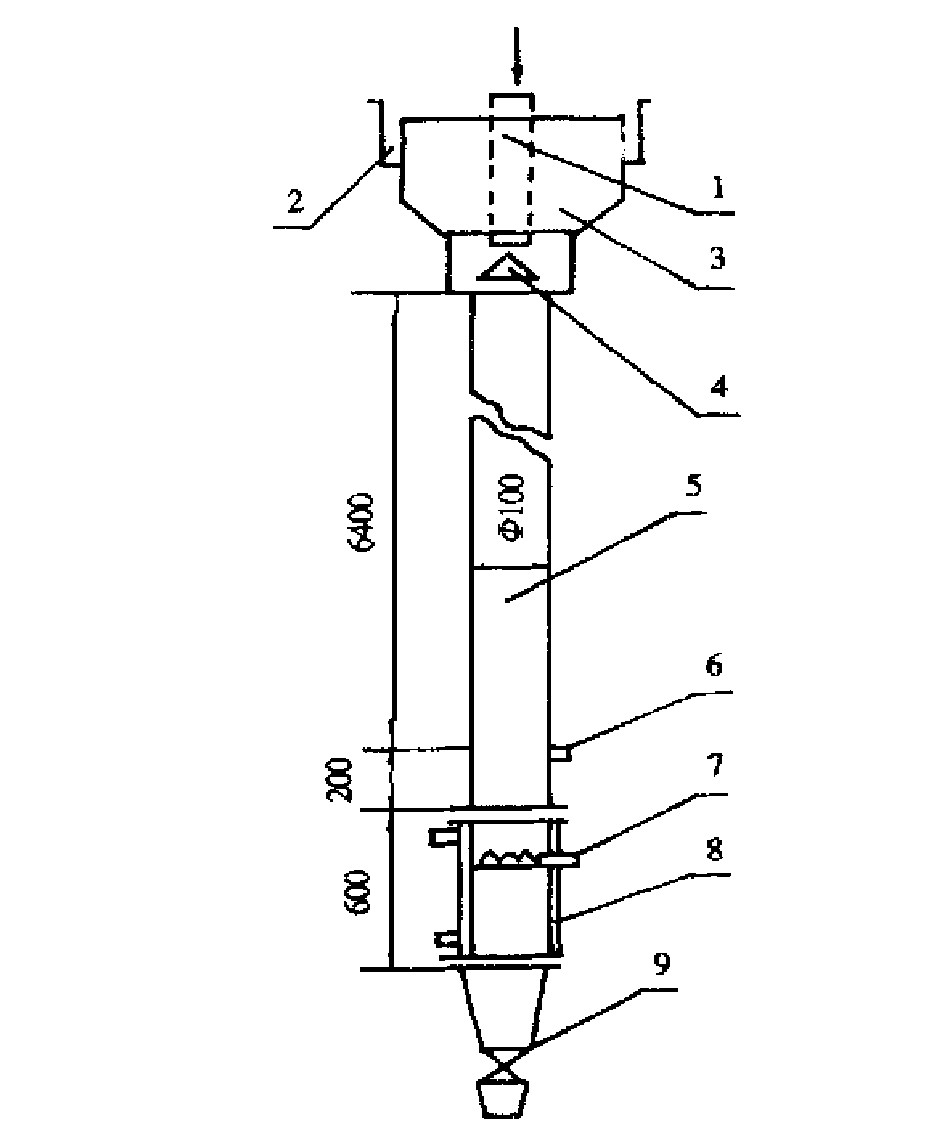
ͼ1 ֱ����̬������ͼ
1�����Ϲ�;2��������;3���ּ���;4�����϶�;5������;6��ȡ����;7����Һ��;8�������ȶ�;9��������
����ǰ���̳�����ȼ����е�������ϡ��Һ����, �ٴ����λ�ۼ��ȵ�70��80�汸�á��ײ���Һ��ͬʱ����������������, ������Һ�������϶�����ʼ������������ҺpH=1.0��1.5, ���ڿ��¶�75��85��, �ȶ�3 h��ȡ�� (����Һ������������Һ��) , ���ⶨ�����¶Ⱥ�ѹ��Ժ�ÿ2 hȡ���Ͳⶨһ��, ÿȡ��һ��������һ�Ρ�
2���������
2.1Ӱ����̬��������
��ɢʽ��̬��, Ӱ�촲���ȶ��Ե���Ҫ�����й�Һ������������ʡ���������Һ�ٵȡ�����ԭ�ϵijɷֺͽ�������Ũ������ȶ�, Ӱ����̬����������������Ҫ�ǿ���ȡ���������Һ�١�
2.1.1�����
������ͨ���̳���ˮ����, ����ˮ�Ը�����п�̳���ʪ���ò�������, ���������Һ��ɢ�Բ�, ���Ϻ���ַּ����ܻ�����, ��ʱ���β����ȶ����������������̳���ˮ��ϡ��Ϊ1.2��1��1 (����) �ı�������, �����ȵ�40�����ҽ���, ��Һ�����½�, ���ڴﵽ�ȶ�������
2.1.2����������
�����˽�����������������������Ӱ��, �ⶨ�˸�����SΪ0.19 kg, ����������LuΪ0.86��1.26 L/minʱ���������϶�ʦ��봲��h�Ĺ�ϵ (ͼ2) �����������̶���0.2 kg/min����, ��Һ��С��0.4 L/minʱ, ȫ���������µ��ƶ���, �ֲ�������, �������Կɼ�, ����Ч����, п��������ʵ���60%����Lu��0.6��0.9 L/min֮��, �������γ�Լ1.4��1.6 m�����������ɴ�����, ����̳��е�ZnO���ܽ�, ��϶������, ͬʱ�̳��е�PbOת���PbSO4, ʹ�������ȼ�С, ��������, Ҳ�γ��ƶ�����ͼ2����1�ڴ���3.2��4.8 m����϶�ʸı��С, ����Ǧ�����������½�, ��ó����ٶ�Ϊ0.12��0.2 m/min���ڽ�Һ���Ϸ�, ���ڽ������ļ���ͽ�Һѹ��, Ҳ�γ�Լ0.3 m�ߵ���������
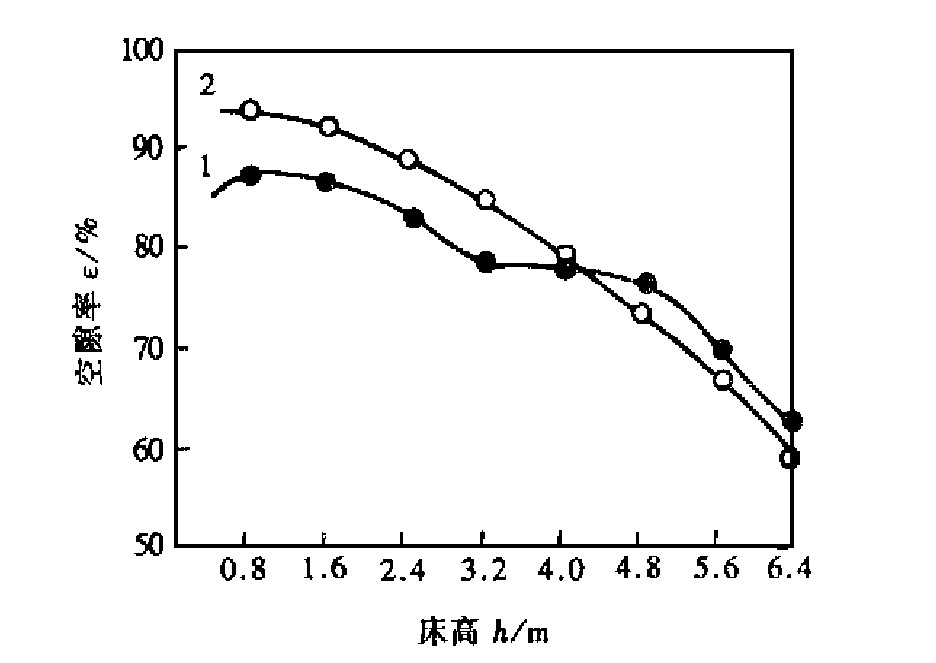
ͼ2 ��ͬҺ��ʱ��϶���봲�ߵĹ�ϵ
(S=0.19 kg/min) 1��Lu=0.86 L/min;2��Lu=1.26 L/min
ͼ3Ϊ��ȡ������ȡ������������봲�ߵĹ�ϵ, ��ͼ�п���, Zn��Ge��Pb������ͻ�䷢�������������δ���, ����������Ӧ��Ҫ�ڸöη���, �γ���ν����ѹ��ֲ������������̳�����ϸ, ��Һ����ز��, ������Ӧ�ٶȿ�, ������ִ�����Ũ��ϡ�Ľ�����Ӧ�Ρ�
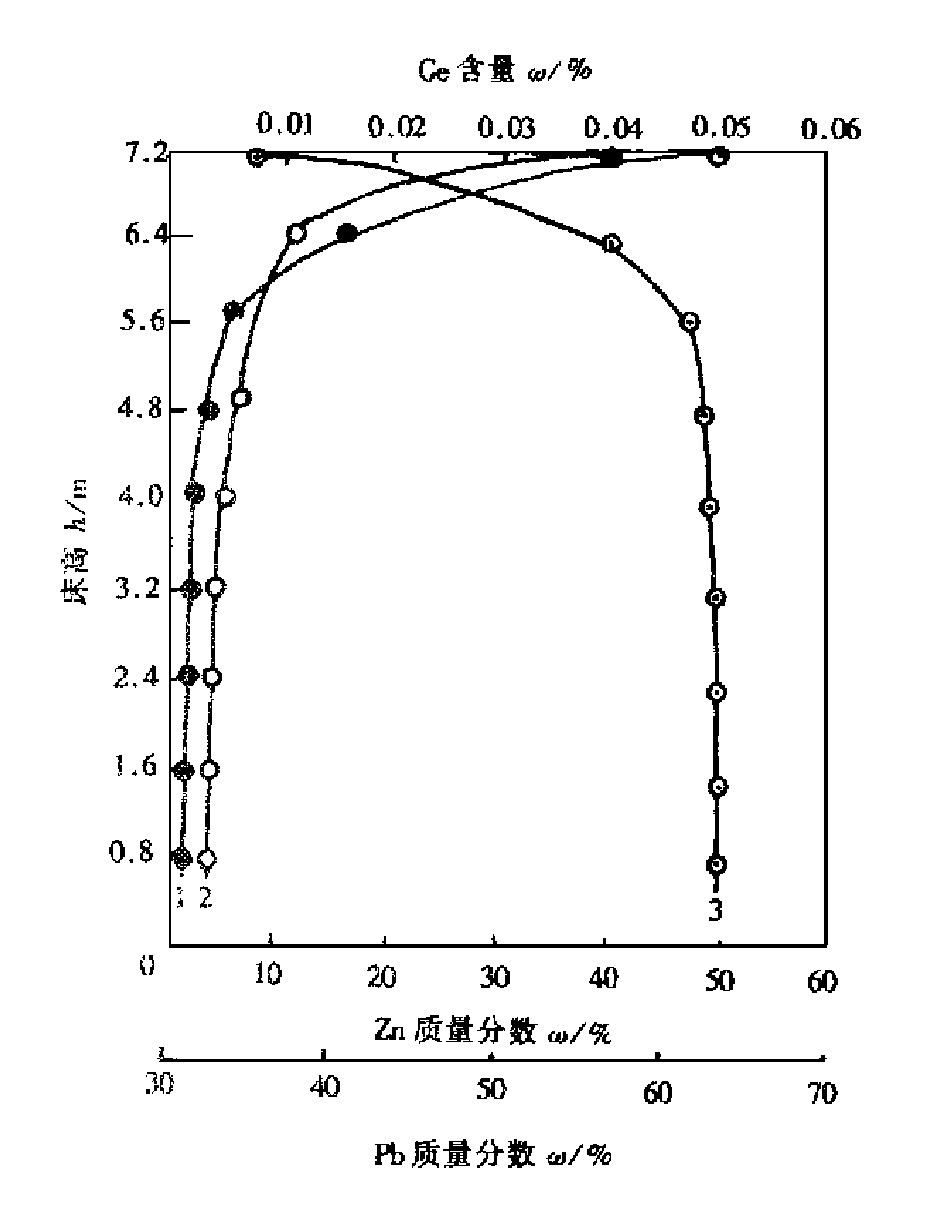
ͼ3 ���������ɷ��ش��ߵķֲ�
(S=0.18��0.2 kg/min, Lu=0.6��0.8 L/min) 1��п;2����;3��Ǧ
��Lu=1.04 L/minʱ, ���ַ�����, �������������ƻ�, �п�������������Lu�ﵽ1.26 L/min, ȫ������ȫ����, ��������Ǧ��Ҳ������ּ���, ȫ����Ϊ���ʹ��������Ͻ����֪, ���˵Ľ�Һ���DZ�֤����п�̳�ʵ����̬����������Ҫ����, ���������γ�1.4��1.6 m�ߵ��ȶ���̬��������Ӧ��, �Ǹ���ϵ���ص㡣
2.1.3������
ͼ4Ϊ������Һ�ٱ�����0.86 L/minʱ, ������S (���̳���kg/min) ��������������h�Ĺ�ϵ����������S��0.15��0.25 kg/min�ķ�Χ, ��ʵ���ȶ���������S>0.25 kg/minʱ, ���ֹ���, ��������������, ���ʱ仵����S>0.3 kg/minʱ, ����������ȫ�ƻ���ʵ��֤��, ��������������, �������ȶ�, �������ߵĹ������ࡣͬʱ, ���Ϸ���, Ҳ���ȶ���ҵ���һ����Ӱ�졣����, ͼ4����������ʱ, ����Ũ��ϡ���治������, ��������һ������
2.2Ӱ������ʵ�����
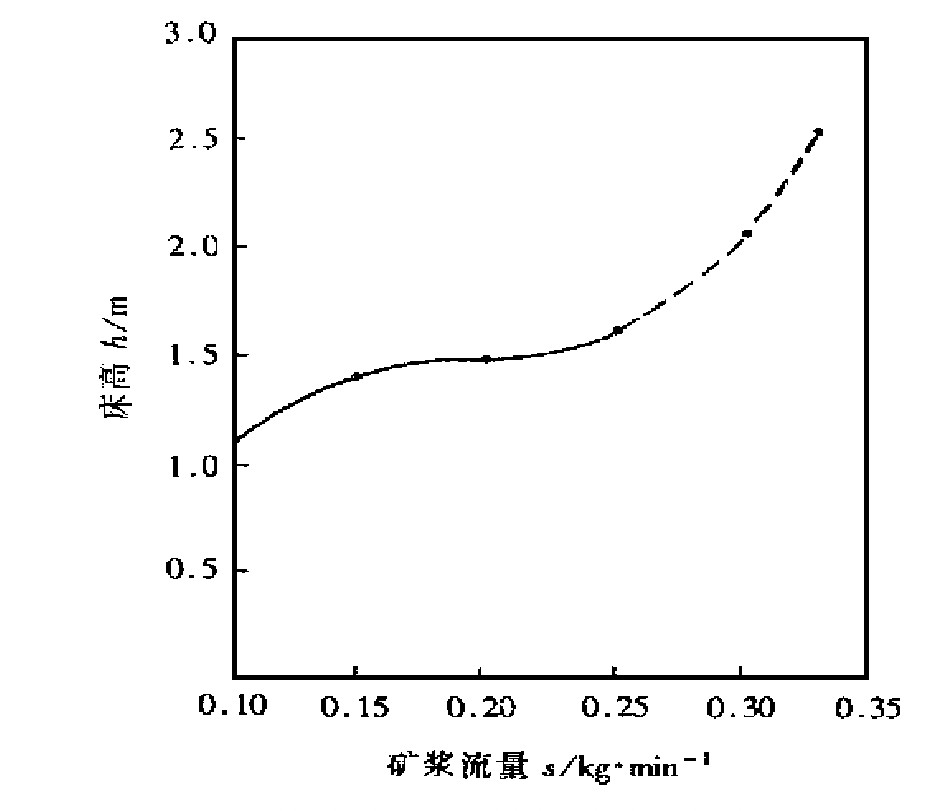
ͼ4 ���������θ߶���������Ĺ�ϵ
(Lu=0.86 L/min)
��ʵ���ȶ�����������������, ����Һ��ΪLu=0.6��0.9 L/min, ����������S=0.15��0.25kg/min, Ӱ���̳���Zn��Ge�����ʵ���Ҫ�������¶ȡ���Ⱥʹ��ߡ�
2.2.1�¶�
���������������̳�ʱ, �¶ȶԽ��������ʵ�Ӱ��ϴﵽ95%п����������90�����ұ���2 h���� (��ʱ���pH=1.0��1.5) ��������, ��̬�������������¶�Ϊ75��85�档���¶ȵ���75��, п������ֻ��90%����, �ҽ������ij������ܱ仵;�¶ȳ���85��, ���������������ѹ��, �ӽ�����, ʹ��������״̬�ı䡣���黹����, ȫ�������²�ܳ���8��, �������¶��ݶ�����Ŀ���ʹȫ�����ı�, ���ͽ���Ч����
2.2.2���
��������ҺpH=1.0��1.5�����Խ���ǰ����, �ο��۽�������, ���ɽ������ͽ�Һ��, ȷ��������Һ������Ũ��Ϊ130��140 g/L��ͼ5Ϊ���������´�ȡ����ʵ��Ĵ�����ȷֲ����ݡ���ͼ�п���, ������5.6 m�Ժ������ͻ��, ������̬�����������������Ǻϡ����������ݿ��ƺý�����Һ���, ��ʹ�̳���п��������ʴ���96%��
2.2.3����
һ����Ϊ, ɢʽֱ�������������ϵĽ���������ܾ�ƽ��������, �����������߳����ȡ����ݱ��о�ʵ������, ��=./, ���Ʒֱ�Ϊ0.62��0.86 L/minʱ, ��������������߷ֱ�Ϊ1.6��1.5 m, ȡ�����������п�Ľ�����ԼΪ95%��93%���ɽ���Һ�ٶȼ�������������й�Һ�Ӵ�ʱ��Ϊ20��13.4 min�����, ��������������, ����������öεĴ��߳ɱ����ġ��ɴ�Ҳ����, �������Ľ���ʱ��Ƚ���۴ﵽͬһ�����������ʱ���Ϊ���̡�����������̬������ʼ�ձ��ִ��Ũ���ݶ�����������ʿ�����ơ�
ȫ����Ч�߶Ȱ����������ߡ��ƶ����ߺͽ�Һ����Ũ���εĸ߶ȡ�������������������Ϊ1.5 m, ��Һ���Ϸ�������0.3 m, ���ƶ����߶�ӦΪ6.7-1.5-0.4=4.9 (m) , ʽ��6.7Ϊ��Һ�ܴ��������ĸ߶�, ��2.1.2�ڽ��������ƶ����г������ٵ�ʵ������, ����������ƶ����е�ͣ��ʱ��ӦΪ:4.9m/ (0.12��0.2) m��min-1=41��25 min, ����������������ε�ͣ��ʱ��ԼΪ40��60 min, ����ʹп��������ʴﵽҪ������Ũ���θ߶�, ��Ҫȡ��������ϴ�����ܺ����ĺ�ˮ�ʸߵ͵�����, ���о�ȡ0.8��1.0 m��������Ҫ��
2.3������ҵ������ָ��
���������̳���ˮ����Һ (H2SO4=40��50 g/L) Ϊ1.2��1.0��1.0, ���������130��140 g/L, ����ҺpH����1.0��1.5, �����¶�75��85��, Ͷ����0.18��0.21 kg���̳�/min, ������Ϊ0.6��0.9 L/min, ����������54 h����, ���ô��������������4��

ͼ5 �ش��ߵ���ȷֲ�
(Lu=0.86 L/min, S=0.9 kg/min)
��4 ������̬������������ ����ԭͼ
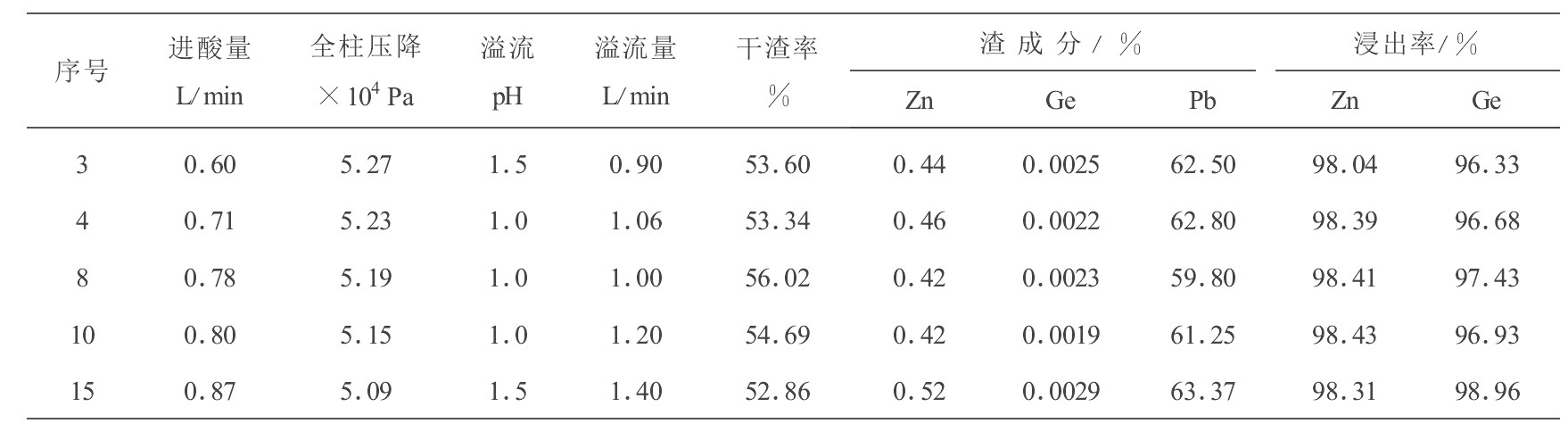
��4 ������̬������������
�ӱ�4�����ݿ���, ��������п�̳���̬����������ָ���;п�����ʴ���98%, ������ʴ���97%, �Ȼ�е����۷ֱ�߳�4��5���ٷֵ㡣���������豸�����ɴ�5.4 t���̳�/m3��d, �Ȼ�е����� (Լ0.35��0.5 t���̳�/m3��d) Ҫ��10���������������̬���������������ƶ�����, �����ٶȿ졢Ч���úͿ����������ŵ㡣
3����
1.��ɢʽֱ����̬������������������п�̳�, �ڱ�����������, ����S=0.15��0.23 kg/min, Lu=0.6��0.9 L/min, �������γ�1.4��1.6 m�ߵ���̬��������Ӧ��, ��ʵ���ȶ�������
2.��̬�������������е������������, ���н����ʸߡ���Һ����á��豸���ܴ����������ҵ���ŵ㡣
�����
