
��ͬ�¶������ս�Fe-Cu-C������
��Ԫ�������꣬��ӱ�����������������
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
ժ Ҫ�������ս�Fe-2Cu-0.6C��ĩұ����Ͻ���̽�����о����о���ͬ�ս��¶������ս���Ʒ�����ܺ�����֯��������ͬ�¶��µij����ս���Ʒ���жԱȡ��о�����������볣���ս���ȣ����ս�ɵõ��ϸߵ��ս��ܶ��Լ��ϸߵĿ���ǿ�Ⱥ��쳤�ʣ����ߵ�����Ӳ���൱�����ս���Ʒ��1 150 ��ʱ������ѣ��ܶ�Ϊ7.20 g/cm3������ǿ��Ϊ413.90 MPa������Ӳ��ΪHRB75�����ս���Ʒ�������õ��۽ṹ����С�ġ���Բ���Ҿ��ȷֲ��Ŀ�϶�ṹ���Ӷ�Ҳ�����ڻ��ϸС�ľ����ͽϸߵ����ܶȣ����ս��볣���ս���ȣ���Ʒ���и���Ƭ״����״����壬���������������ܡ�
�ؼ��ʣ�
���ս���Fe-Cu-C�Ͻ�����ѧ����������֯��
��ͼ����ţ�TF125.9��TG146.1 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)04-0723-06
Properties of Fe-Cu-C alloys microwave sintered at different temperatures
PENG Yuan-dong, YI Jian-hong, GUO Ying-li, LUO Shu-dong, LI Li-ya
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract��Fe-2Cu-0.6C powder metallurgy material was researched on microwave sintering. The properties and microstructure of microwave sintered sample were studied at different sintering temperatures, and microwave sintered samples were compared with conventional sintered samples under the same conditions. The results show that compared with the conventional sintering, microwave sintering samples have higher sintering density, higher tensile strength, greater elongation and equal Rockwell hardness. The optimum performance is obtained for microwave sintered samples sintered at 1 150 �� for 10 min soaking, the sintered density is 7.20 g/cm3 which is the maximum density. The tensile strength is 413.90 MPa and hardness HRB is 75. Microwave sintered sample has finer microstructures, i.e., small, rounded and uniformly distributed pores, which is advantageous to obtain the tiny crystal grain and high density. There are more flaky and granular pearlite than the conventional sintered samples, so microwave sintering can significantly improve the samples�� performance.
Key words: microwave sintering; Fe-Cu-C alloy; mechanical properties; microstructure
���ս���һ�����������ȶԲ��Ͻ����ս�ķ������ǽ������㷺��չ��һ���ս��¼���[1-2]���볣���ս���ȣ����ս�����ս��¶ȵ͡�ʱ��̡����Ⱦ��ȵ��ص㣬������Ч���ƾ�������ϸ���Ͻ������֯�������ڸ����ս�������ܡ����սἼ����������Ͽ�ѧ��������30���꣬�����ս�IJ��������ܵ����ơ�20����90������ü���������о���ʵ�û���ҵ����չ�������մ��ս᷽��õ��㷺Ӧ��[3-4]��90���ĩ�ڣ�Roy��[5-6]�ɹ����ս��Fe��Cu��Ni��Co��Fe-Cu��Fe-Ni�Ͻ�Ƚ�����ĩұ����ϡ�Ŀǰ�����������漰Ӳ�ʺϽ𡢴��Բ��ϡ�316L����֡�CuTi-���ʯ�������Լ�Mg/Cu��������Ȳ��ϵ��ս�[7-11]���ر��ǽ�������Ͻ�����ս���ϳɳ�Ϊ���о��ȵ�[12-13]��
��ĩұ��Fe-Cu-C������;�㷺����������ĩұ��ṹ�������Ҫ���ʡ��ô�ͳ������ȷ�ʽ�ս�úϽ������൱���죬���ǶԲ������սṤ��Ҳ �����˳���̽���������ۺ����ܲ�������[14-15]���ڴˣ����������Ի�ԭ���ۡ����ͭ�ۺ�ʯīΪԭ�ϣ��о���ͬ���ս��¶ȶ�Fe-Cu-C�Ͻ����ܵ�Ӱ����ɣ����Ա����ս�Ͻ��볣�������������ս�(���¼�Ƴ����ս�)�Ͻ����ѧ���ܺ�����֯���Ա�Ϊ��һ�����Fe-Cu-C�Ͻ�����ս������ṩʵ�����ݡ�
1 ʵ ��
ʵ���Ի�ԭ����(���ȡ�147 ��m)�����ͭ��(�� �ȡ�38 ��m)��ʯī��(���ȡ�45 ��m)��������97.4?2.0?0.6 ���ϣ�����ˮ�Ҵ�Ϊ���Ͻ��ʣ����ϱ�Ϊ5?1�����ñ�Ƶ����ʽ��ĥ����ϣ���ĥת��Ϊ120 r/min�����5 h������ĩ�ڵ��Ⱥ��¸������и��
ʵ�����ѹ��Ϊ600 MPa���ս��Ϊ���ս�ͳ����ս�2�ַ�ʽ���ս��¶ȷֱ�Ϊ1 100��1 120�� 1 150��1 180��1 200 �档���ս����N2+H2���գ�����10 min�������ս�����������գ�����60 min��
������ˮ���ⶨ�����ܶȡ�����LJ3000A�ͻ�еʽ��������������ս����Ŀ���ǿ�ȣ�����HDI-1875�͵IJ���άӲ�ȼƲ�����ƷӲ�ȡ���MeF3A��ѧ�����Ϲ۲���Ʒ�Ŀ�϶�ֲ��������Լ���֯��ò����϶�ȵIJ���ΪLeica Q520������
2 ��������
2.1 ���ս��¶ȶ��ܶȵ�Ӱ�����
�ܶ���Ӱ���ĩұ��������ܵ���Ҫ���أ������۲������ܵ���Ҫָ�ꡣͼ1��ʾΪ2���ս᷽ʽ�������¶����ܶȵĹ�ϵ����ͼ1���Կ��������ս��������ܶ����Աȳ����ս�ĸߡ����ս������ܶ�Ϊ7.05~7.20 g/cm3�������ս��¶ȵ���ߣ���Ʒ�ܶ�������1 150 ��ʱ�ﵽ���ֵ7.20 g/cm3�����¶ȼ�������ʱ���ܶȷ����������͡������ս��ܶ���1 100~1 200 ��ʱΪ6.86~7.00 g/cm3����1 180 ��ʱ�ܶȴﵽ���Ϊ7.00 g/cm3��
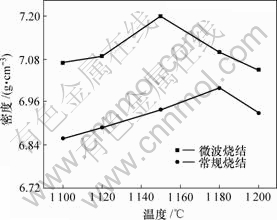
ͼ1 2���ս᷽ʽ�������ܶ����¶ȵĹ�ϵ
Fig.1 Relationship between density of samples and temperature at two sintering modes
���ս�ʱ������Ȳ�ͬ�ڳ�����ȣ�ͨ���������������ȷ���ļ���ģʽ�������ս�����У����ڲ����ڲ�������������������������¶��ݶȱȳ������ҪС�öࡣͬʱ���������У�ԭ����ɢ�ٶȼӿ죬�Ӷ������ս��¶Ⱥͼ��ٷ�Ӧ���У����ܻ���Ͻ��̿����ں̵ܶ�ʱ���ڼ�����ɡ��Ҷ�ʱ���ھ������׳����õ����ȵ�ϸ�������ṹ����������߲��ϵ����ܡ�
ͨ��ʵ���о��˲�ͬ�¶������սᱣ��10 minʱ���ս��ܶȡ�����������볣���ս�60 min��ȣ�����ʱ���������١����⣬���ս��Ӧ������ܻ����¶�Ҫ�ȳ����ս�ĵͣ���Ҳ�������սή�����ս��¶ȡ�
����ͬ�ս��¶��£����ս�ȳ����ս���и����ܵ��۽ṹ(��ͼ2��ʾ)�����⣬����۲������������ս���һ�����ܵĺ��ģ���Ե��ף�����������������ȣ��ȴ��ݴ��ڶ��⣬�����ڲ��¶ȱȱ����¶ȸߡ��������ս����DZ�Ե��Ϊ���ܶ�������Զ�IJ��������ṹ��������Ϊ���ϼ���������ڣ��γ����ݶȺ������������Ȳ������γɵģ���Ҳ�dz����ս��ĩұ������ĵ���������
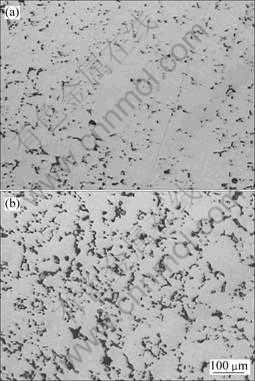
(a) ���ս���Ʒ��(b) �����ս���Ʒ
ͼ2 1 150 ��ʱ���ս�ͳ����ս���Ʒ��϶�Ա�
Fig.2 Pore images of samples with microwave sintering and conventional sintering at 1 150 ��
2.2 ���ս������Ӳ�ȵ�Ӱ�����
����������Ӳ�ȵıȽϽ����ͼ3��ʾ�������ܶ��Dz����ۺ����ܵ����֣����ս���Ʒ��Ӳ�����ֳ����ܶ���ͬ�Ĺ��ɣ����ս���Ʒ��1 150 ��ʱHRB�ﵽ���ֵ75�������ս���Ʒ��Ӳ�Ȳ��ܽ��������ս�ߵ��ܶ������ͣ���Ҫ����������֯����1 100~1 200 ���¶ȷ�Χ�ڣ�Fe-2Cu-0.6C����û����䣬��ˣ����������ͬ��Ӳ��ֻ�뾧�������ͷֲ��йأ���������ԽС���ֲ�Խ���ȣ�������Ӳ��Խ�ߡ�
��ͼ3���Կ��������ս��ƽ��Ӳ�ȵ��ڳ����ս�ʱ��ƽ��Ӳ�ȣ������Ǻܴ����ս���1 180 ��ʱ����Ӳ��HRB�ﵽ���ֵ79�������ս���1 150 ��ʱ�ﵽ���ֵ75��
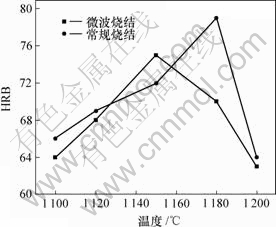
ͼ3 ���ս�ͳ����ս��ڲ�ͬ�ս��¶��µ�����Ӳ��HRB�Ƚ�
Fig.3 Comparison between Rockwell hardness of microwave sintering and conventional sintering at different sintering temperatures
2.3 ���ս���������ܵ�Ӱ�����
ͼ4��ʾΪ���ս��¶��뿹��ǿ�Ⱥ��쳤�ʵĹ�ϵ�����Կ����������ս��¶ȵ���ߣ�����ǿ�����ӣ���1 150 ��ʱ�ﵽ���ֵ413.90 MPa���¶ȼ������ӣ�����ǿ�Ƚ��ͣ�������Ʒ���ܶȺ����ṹ����һ����ϵ�����쳤�����ս��¶ȵĹ�ϵ�뿹��ǿ�Ⱦ������ƵĹ��ɣ���1 150 ��ʱ�ﵽ���ֵ6.0%��
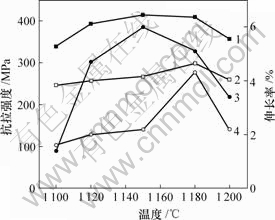
1�����ս�ʱ�Ŀ���ǿ�ȣ�2�������ս�ʱ�Ŀ���ǿ�ȣ� 3�����ս�ʱ���쳤�ʣ�4�������ս�ʱ���쳤��
ͼ4 ���ս�ʱ����ǿ�ȡ��쳤�����ս��¶ȵĹ�ϵ
Fig.4 Relationship among tensile strength, elongation dependence and microwave sintering temperature
��ͼ4���Կ��������ս��볣���ս���ȣ����ս���Ʒ�Ŀ���ǿ�ȡ��쳤�ʶ�Զ�ȳ����ս���Ʒ�ĸߡ�������Ʒ�����ܶȺ����ṹ�й�(��ͼ5��ʾ)�����ս���Ʒ��֯���ɴ��������弰Ƭ״����״���������ɣ��������ս���Ʒ����֯�м���ȫ�������壬���������߲��ϵ�ǿ�ȡ��볣���ս���ȣ����ս���Ʒ�ľ���������С�����Ҿ����߽����ڹ���������֯�ֲ������ȡ�������������ų����������ã��볣���ս���ȣ��ս��¶ȸ��ͣ�ʱ����̣���������������[16]������Ʒ�Ķ��ѷ�ʽҲ���Կ����������ս���Ʒ�Ǵ��Դ������ѣ������ս���Ʒ���д��Զ���֮�⣬���������͵Ĵ������Զ��ѣ�����һ���̶�����������������ԣ��Ӷ�����˲��ϵ��ۺ����ܡ�
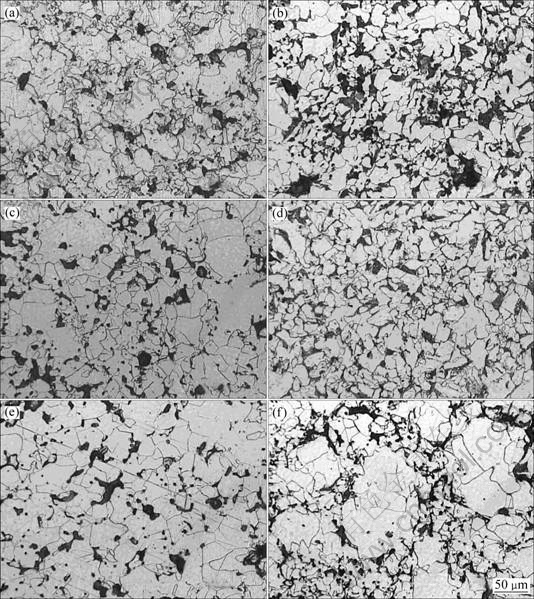
(a) 1 100 �泣���ս(b) 1 100 �����ս(c) 1 150 �泣���ս
(d) 1 150 �����ս(e) 1 200 �泣���ս(f) 1 200 �����ս�
ͼ5 �����ս�����ս���ϵĽ�������֯
Fig.5 Optical microstructures of materials with conventional sintering and microwave sintering
��ͼ6��ʾ���ս���Ʒ������֯���Կ���������������ھ������γɵġ������ս�����ڵ����������Ļ�������н��У�����Ч������Ʒ����̼��������Ʒ�ڶ�ʱ���ս�֮�����Ϲر�ϵͳ��ֹͣ��������ʹ��Ʒ��¯ǻ����Ȼ��ȴ�������ٽ��ڴ����ȴ������ȴ֮�䣬������֮�ڼ�����1 000 �����ϵĸ�����ȴ�����£������ʹ����Ʒ�ս�Ӳ��������������״������塣�ڳɷ���ͬ�������£���״������Ƭ״������Ӳ���Եͣ������Ժá�����Ӳ����ͬ�������£���״������Ƭ״�������и����õ��������ܡ�ͬʱ����״����廹���нϺõ������ӹ����ܡ���������ܼ����������[17]��
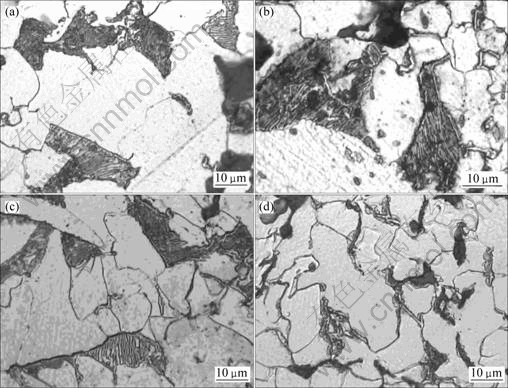
(a) 1 120 ��; (b) 1 150 ��; (c) 1 180 ��; (d) 1 200 ��
ͼ6 ��ͬ�ս��¶������ս���ϵĽ�������֯��Ƭ
Fig.6 Optical microstructures of microwave sintered materials at different sintering temperatures
3 �� ��
a. ���ս���Ʒ�ڻ��(N2 +H2)�����У�����10 minʱ����1 150 ��õ���ߵ��ս��ܶȣ���7.20 g/cm3������ܶ�ԼΪ93%�����������£�����Ӳ��HRBΪ75������ǿ��Ϊ413.90 MPa���쳤��Ϊ6%������Ӳ���볣���ս����Ҫ�ͣ�������Ǻܴ��������������Աȳ����ս���Ʒ���š�
b. ���ս�Բ�����ѧ���ܵĸ��Ʋ�����ȡ������Ʒ�ߵ��ս��ܶȣ������������õ��۽ṹ����ʱ���ս�ʱ���������׳����õ����ȵ�ϸ�������ṹ���ڲ���϶���٣���϶��״Ҳ�ȴ�ͳ�ս��Բ��
c. �����ս���Ʒ����֯��Ҫ���ɴ��������塢������������Լ���С��һ�ĸ��ֿ���ɣ������ս���Ʒ����֯��Ҫ���������塢Ƭ״����״������Լ��������Ŀ�϶��ɡ����������Ĵ�����������������ѧ���ܡ�
�ο����ף�
[1] ������, ͯѧ��, �� ��. �սἼ���ĸ���[J]. �²��ϲ�ҵ, 2001,11(6): 30-32.
MA Jin-long, TONG Xue-feng, PENG Hu. A revolution of sintering technology[J]. Advance Materials Industry, 2001, 11(6): 30-32.
[2] ����, ������, ������, ��. ���սἼ���ķ�չ��չ��[J]. ��ĩұ����, 2003, 21(6): 351-354.
YI Jian-hong, TANG Xin-wen, LUO Shu-dong, et al. Development and trend of microwave sintering technology[J]. Powder Metallurgy Technology, 2003, 21(6): 351-354.
[3] �� ��, ��ҵ��, �� ��. �մ����սἼ���о���չ[J]. ������ͨ��, 2006, 25(3): 132-135.
LIN Cong, XU Ye-wen, XU Zheng. Development of microwave sintering technology in ceramic materials[J]. Bulletin of the Chinese Ceramic Society, 2006, 25(3): 132-135.
[4] Kima B J, Kima M H, Nahma S, et al. Effect of B2O3 on the microstructure and microwave dielectric properties of Ba(Mg1/3Ta2/3)O3 ceramics[J]. Journal of the European Ceramic Society, 2007, 27: 1065-1069.
[5] Roy R, Agrawal D, Cheng J P, et al. Full sintering of powdered-metal bodies in a microwave field[J]. Nature, 1999, 399: 668-670.
[6] Gedevanishvili S, Agrawal D, Roy R. Microwave combustion synthesis and sintering of intermetallics and alloy[J]. J Mat Sci Lett, 1999, 18: 665.
[7] ʷ����, �� ��, �۸���, ��. ���սᷨ�Ʊ�WC-10CoӲ�ʺϽ�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(4): 665-669.
SHI Xiao-liang, YANG Hua, SHAO Gang-qin, et al. Preparation of WC-10Co cemented carbide by microwave sintering[J]. Journal of Central South University: Science and Technology, 2006, 37(4): 665-669.
[8] �� ��, �̼�ƽ, Ԭ����, ��. ���ս�WC-Coϸ��Ӳ�ʺϽ�Ĺ���������[J]. �й���ɫ����ѧ��, 1999, 9(3): 465-468.
ZHOU Jian, CHENG Ji-ping, YUAN Run-zhang, et al. Property and technology of WC Co fine grain cemented carbide in microwave sintering[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 465-468.
[9] Panda S S, Singh V, Upadhyaya A, et al. Effect of conventional and microwave sintering on the properties of yttria alumina garnet-dispersed austenitic stainless steel[J]. Metallurgical and Materials Transactions A, 2006, 37A: 2253-2264.
[10] Tsaya C Y, Liua K S, Linb I N. Microwave sintering of (Bi0.75Ca1.2Y1.05)(V0.6Fe4.4)O12 microwave magnetic materials[J]. Journal of the European Ceramic Society, 2004, 24: 1057-1061.
[11] Wong W L E, Gupta M. Development of Mg/Cu nanocomposites using microwave assisted rapid sintering[J]. Composites Science and Technology, 2007, 67: 1541-1552.
[12] Anklekar R M, Agrawal D K, Roy R. Microwave sintering and mechanical properties of PM copper steel[J]. Powder Metallurgy, 2001, 44(5): 355-362.
[13] ����, ������, ������, ��. ��������ĩұ���㲿�������ս������̽[J]. ��ĩұ��ҵ, 2003, 13(2): 22-25.
YI Jian-hong, LUO Shu-dong, TANG Xin-wen, et al. On mechanism of microwave sintering of P/M parts[J]. Powder Metallurgy Industry, 2003, 13(2): 22-25.
[14] �Ƽ���, �� ��. ��ĩұ��Fe-Cu-C�Ͻ�����ս��о�[J]. ��ұ����, 2005, 25(5): 77-79.
HUANG Jia-wu, PENG Hu. A study of microwave sintered Fe-Cu-C PM alloy[J]. Mining and Metallurgical Engineering, 2005, 25(5): 77-79.
[15] ����, ��Ϫ��, ������, ��. ���ս�Է�ĩұ�������������ܵ�Ӱ��[J]. ����ұ��, 2006, 34(2): 7-10.
LUO Chun-feng, LI Xi-bin, LIU Ru-tie, et al. Effect of microwave sintering on properties of powder metallurgy iron material[J]. Hunan Metallurgy, 2006, 34(2): 7-10.
[16] �� ��. ���ų��ս�NdFeB����Ĺ����������о�[D]. �人: �人������ѧ����ѧԺ, 2004.
GE Hai. Processing and properties research on sintered NdFeB magnets at microwave magnetic field[D]. Wuhan: College of Materials, Wuhan University of Technology, 2004.
[17] ������, ������. ����ѧ���ȴ���ԭ��[M]. ������: ��������ҵ��ѧ������, 2005: 191.
CUI Zhong-qi, LIU Bei-xing. Metal science and principle of heat treatment[M]. Harbin: Harbin University of Technology Press, 2005: 191.
�ո����ڣ�2007-09-28�������ڣ�2007-12-09
������Ŀ�����ҿƼ�����������Ŀ(MKPT-2004-09ZD)
ͨ�����ߣ�����(1965-)���У����������ˣ���ʿ�����ڣ����¸����ܷ�ĩұ����ϼ����Բ����о����绰��0731-8877328��E-mail: yijianhong2007@sohu.com
