

J. Cent. South Univ. (2021) 28: 1068-1077
DOI: https://doi.org/10.1007/s11771-021-4680-3

Microstructural evolution and mechanical properties of selective laser melted Ti-6Al-4V induced by annealing treatment
WANG Pei(����)1, CHEN Feng-hua(�·绪)1, J. ECKERT2, 3,S. PILZ4, S. SCUDINO4, K. G. PRASHANTH2, 5, 6
1. Additive Manufacturing Institute, College of Mechatronics and Control Engineering,Shenzhen University, Shenzhen 518060, China;
2. Erich Schmid Institute of Materials Science, Austrian Academy of Sciences, Jahnstra��e 12,A-8700 Leoben, Austria;
3. Departmentof Materials Science, Chair of Materials Physics, Montanuniversitat Leoben, Jahnstra��e 12,A-8700 Leoben, Austria;
4. Institute for Complex Materials, Leibniz IFW Dresden, Helmholtzstra��e 20, D-01069 Dresden, Germany;
5. Department of Mechanical and Industrial Engineering, Tallinn University of Technology, Ehitajete tee 5,19086 Tallinn, Estonia;
6. CBCMT, School of Mechanical Engineering, Vellore Institute of Technology, Vellore-632 014,Tamil Nadu, India
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract:
Ti-6Al-4V specimens were fabricated by selective laser melting (SLM) to study the effect of thermal treatment on the phase transformation, elemental diffusion, microstructure, and mechanical properties. The results show that vanadium enriches around the boundary of �� phases with increasing annealing temperature to 973 K, and ���� phases transform into ��+�� at 973 K. The typical ���� martensite microstructure transforms to fine-scale equiaxed microstructure at 973 K and the equiaxed microstructure significantly coarsens with increasing annealing temperature to 1273 K. The SLM Ti-6Al-4V alloy annealed at 973 K exhibits a well-balanced combination of strength and ductility ((1305��25) MPa and (37��3) %, respectively).
Key words:
selective laser melting; Ti-6Al-4V; annealing treatment; microstructure; mechanical properties��
Cite this article as:
WANG Pei, CHEN Feng-hua, J. ECKERT, S. PILZ, S. SCUDINO, K. G. PRASHANTH. Microstructural evolution and mechanical properties of selective laser melted Ti-6Al-4V induced by annealing treatment [J]. Journal of Central South University, 2021, 28(4): 1068-1077.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-021-4680-31 Introduction
Ti-based materials are of particular interest in biomedical, aeronautical and chemical industries due to their outstanding biocompatibility, appropriate mechanical properties and excellent corrosion resistance [1-3]. Among the Ti-based alloys, as a kind of widely used Ti alloys, Ti-6Al-4V alloy has received a great deal of attention in aforementioned areas [3-5]. However, it has been a great challenge to fabricate Ti-6Al-4V parts with complex geometries using conventional processing technologies such as machining and forging due to their limited machinability and deformation capacity [6-8].
In recent years, additive manufacturing as a 3D metal printing technology has been widely used for processing various metallic materials [9-11], including Ti-based materials [12-14]. Selective laser melting (SLM), one of the powder bed fusion processes, is able to produce near net-shaped structures by selectively melting successive layers of powders under a protective atmosphere, using a computer-controlled laser beam [15]. Due to the flexibility in geometric design and the possibility to achieve non-equilibrium microstructures caused by high solidification rates (cooling rate of (103-106) K/s) [16], SLM has been widely used for the development of various Ti-based materials including Ti-6Al-4V alloys and allows to produce bulk and complex parts with appropriate properties [17, 18].
SLM-produced Ti-based materials usually show better mechanical properties compared to their counterparts produced by conventional methods [6, 19]. These promising features have attracted interest in the research community for evaluating the potential of further development and property improvement [20, 21]. It has been reported that SLM has a significant effect on the resulting microstructure and, consequently, the mechanical properties of Ti-6Al-4V alloys [8, 12]. For Ti-based alloys, the generation of complex phases, as well as asymmetric and residual stresses induced by SLM has a significant on their properties [22, 23]. Therefore, as a common method to tune the properties of Ti-based alloys, heat treatment of the SLM-produced Ti-6Al-4V alloys is often performed [23-25]. Due to the high cooling rates obtained during SLM, the martensitic crystalline phase (����) is observed in the Ti-6Al-4V alloy and this phase may result in improved hardness and mechanical properties. When SLM-fabricated Ti-6Al-4V samples are tempered between 973 and 1273 K, the amount of ���� phase decreases and disappears at annealing temperatures around 1073 K. Meanwhile, the hardness of heat treated Ti-6Al-4V decreases when thermally treated between 1073 K and 1023 K as reported by VILARO et al [26]. On the other hand, as shown in Refs. [27, 28], other crystalline phases such as ���� and �� induced by a certain cooling rate and reheating at lower temperatures (473-773 K), may precipitate and their formation also has a strong effect on the mechanical properties of the Ti-6Al-4V alloy.
Although there are several reports available on the heat treatment of SLM-produced Ti-6Al-4V, there is little work focusing systematically on the relationship between phase transition (s) and mechanical properties of SLM-produced Ti-6Al-4V subjected to different annealing temperatures. In this paper, the phase transformations and mechanical properties of the SLM-produced Ti-6Al-4V alloy after different annealing temperatures are studied systematically. The present work also aims to give guidelines for achieving desirable properties using a suitable combination of SLM and heat treatment.
2 Experimental
2.1 SLM processing and heat treatment
Bulk specimens (d4 mm��50 mm) were produced by SLM from spherical gas-atomized powder with a nominal composition of Ti-6Al-4V (wt.%). The oxygen content in the as-atomized powder is lower than 0.13 wt.%. The SLM processing was carried out using a Concept Laser device equipped with a 100 W Yb-YAG laser at room temperature under argon atmosphere to avoid possible oxygen contamination during the building process. The oxygen content in the SLM chamber was kept below 0.02% during the entire fabrication process. The Ti-6Al-4V samples were built on a base plate made of the same material with support structures separating each other. The Ti-6Al-4V samples were fabricated with a laser power of 95 W for both the bulk of the sample and the contour. The laser scanning speed was 650 mm/s for the bulk and 850 mm/s for the contour. A layer thickness of 30 ��m was used with a laser spot size of ~80 ��m and a hatch distance of ~80 ��m. A hatch style with a rotation of 73�� was used between the layers in order to eliminate the possible formation of porosity at the hatch overlaps. The specimens fabricated by SLM in the as-prepared condition are named as-SLM.
The as-SLM samples were annealed under argon atmosphere and the corresponding annealing temperatures and holding time are shown in Table 1.
Table 1 Annealing conditions for SLM-fabricated Ti-6Al-4V used in this study

2.2 Phase identification and microstructural characterization
The samples were ground and polished using standard metallographic procedures. X-ray diffraction (XRD) using a STOE STADI P diffractometer (Mo-K��1-radiation, ��=0.7093  ) in transmission geometry, with a step size of 0.01�� (2��) and a holding time of 90 s per step was carried out for phase analysis of the samples. The Rietveld method was applied for the phase content using the X��Pert HighScore Plus software package, and X��pert high score plus was also used to measure the lattice strain by employing Scherer and Williamson-Hall methods [29]. Prior to the microstructural studies, the samples were etched using a solution containing 10% HF, 5% HNO3 and 85% distilled water (volume fractions). The microstructure was characterized by optical microscopy (OM) using a Zeiss Axioskope 40 and also by scanning electron microscopy (SEM, Gemini LEO 1530 microscope) in secondary electron (SE) and backscattered electron (BSE) mode. The SEM device was equipped with an energy-dispersive X-ray spectroscopy (EDS) setup. EDS analysis data were used to show the elemental distribution within the samples.
) in transmission geometry, with a step size of 0.01�� (2��) and a holding time of 90 s per step was carried out for phase analysis of the samples. The Rietveld method was applied for the phase content using the X��Pert HighScore Plus software package, and X��pert high score plus was also used to measure the lattice strain by employing Scherer and Williamson-Hall methods [29]. Prior to the microstructural studies, the samples were etched using a solution containing 10% HF, 5% HNO3 and 85% distilled water (volume fractions). The microstructure was characterized by optical microscopy (OM) using a Zeiss Axioskope 40 and also by scanning electron microscopy (SEM, Gemini LEO 1530 microscope) in secondary electron (SE) and backscattered electron (BSE) mode. The SEM device was equipped with an energy-dispersive X-ray spectroscopy (EDS) setup. EDS analysis data were used to show the elemental distribution within the samples.
2.3 Mechanical properties testing
Compression tests were carried out using an Instron 8562 testing device under quasistatic loading (strain rate 0.001 mm/s) following the DIN 50106 standard. The strain during the compression tests was measured directly on the specimens using a Fiedler laser extensometer. Vickers microhardness tests were performed on polished samples using an HMV Shimadzu microhardness tester with 0.2 kg load and 10 s dwelling time. An average of 60 indents was taken for each measurement.
3 Results and discussion
Figure 1(a) compares the XRD patterns of the as-prepared SLM material (as-SLM) and the annealed samples. Due to the high cooling rates observed during SLM processing (103-106 K/s) [16], the as-SLM specimens contain ���� as the main phase, which has hexagonal close-packed (HCP) crystal structure. Using similar processing parameters, XU et al [30] produced SLM Ti-6Al-4V with ���� phase, as confirmed by SEM. On increasing the heat treatment temperature to 973 K, the �� phase with body-centered cubic structure (BCC) forms. As shown in Figure 1(b), the �� phases start to precipitate at 823 K and the mass fraction of �� phase increases up to the maximum (~6.5 wt.%) at 1273 K. The X-ray patterns also suggest that the �� phase decomposes at 973 K due to the sudden drop of the lattice strain to a steady and lowest value (Figure 1(b)). The lattice parameters of the ���� and �� phases differ only slightly due to the small composition variations [31-33]. Therefore, the diffraction peak position of the ���� and �� phases in SLM Ti-6Al-4V with and without annealing treatment do not show any significant difference. In order to investigate the changes of the ���� and �� phases, the lattice strain also was calculated using X��Pert High Score Plus software package (Figure 1(b)), which is often given as function of crystal size according to the Scherer and Williamson-Hall method [29, 34]. As shown in Figure 1(b), the lattice strain of the as-SLM Ti-6Al-4V alloy is similar to that after annealing at 573 K, but when increasing the annealing temperature from 573 K to 823 K, there is a significant drop. Hence, the evolution of the lattice strain upon annealing suggests that the annealing temperatures lower than 573 K have no significant effect on the lattice structure of ���� phase, but for the annealing temperature of 823 K the decomposition of ���� starts and the lattice strain is released. A similar variation in crystallite and phases has also been observed using TEM and EBSD data [24, 25].
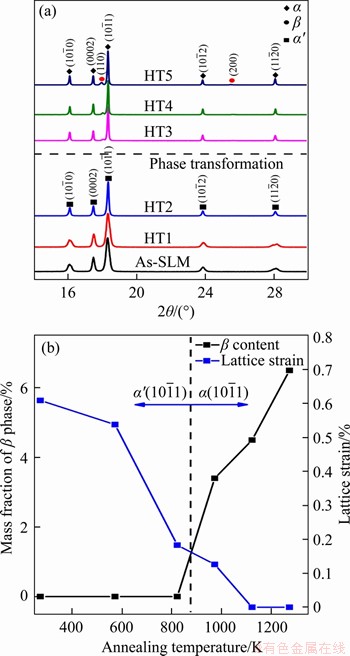
Figure 1 XRD patterns of Ti-6Al-4V samples under different conditions (a), and effect of annealing temperature on mass fraction of �� phase and lattice strain of hexagonal close-packed phases (b)
Figure 2 shows the OM and SEM images of as-prepared and annealed SLM samples. Due to the high cooling rates realized during SLM [35], the as-SLM samples exhibit acicular ���� martensite similar to other published reports [33, 36], which agrees well with the XRD data. Fine ���� laths are observed to form within the prior ��-grains. With increasing the annealing temperature to 823 K, the microstructure does not show significant difference (Figures 2(b) and (c)). After annealing at 975 K, the �� phase precipitates around �� grain boundaries implying the dissolution of the ���� phase [25] and a fine equiaxed microstructure composed of �� and �� phases forms (Figure 2(d)). Hence, the �������+�� transformation temperature is around 973 K, which is also consistent with the XRD results. It can be proposed that acicular ���� martensite is the main phase in the samples annealed at temperatures below 973 K, but main phases are �� and �� when the material is annealed above this temperature. For the HT4 specimens, the �� phases grow up along the �� boundaries after annealing at 1123 K, and connect into the web separating the �� phase grains after annealing at 1273 K. This suggests that heat treatment at elevated temperatures results in the growth of �� and �� grains, transforming the initially fine into a coarsened microstructure (Figure 2(f)).
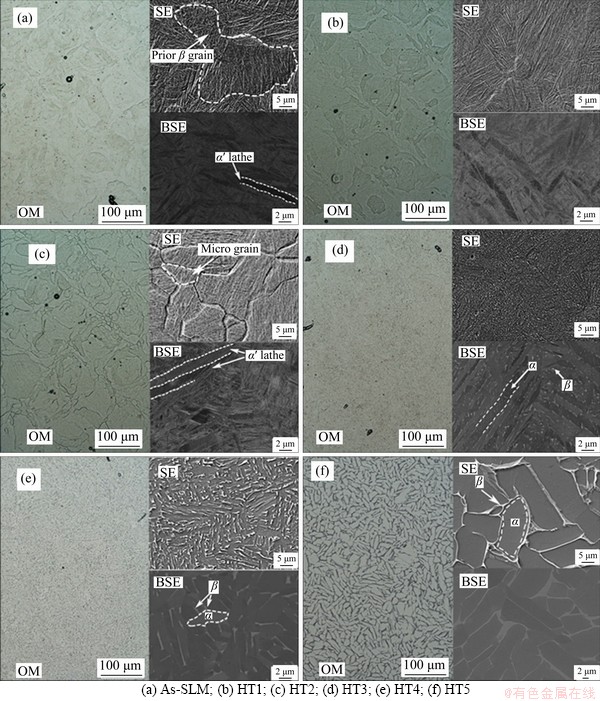
Figure 2 OM and SEM micrographs of SLM Ti-6Al-4V alloys under different heat treatment conditions:
In order to study the mechanism of the phase transformation of the ���� phase into �� phase and �� phase, the variation of the elemental constituents in the alloy as a function of annealing temperature is depicted in Figure 3. As shown in Figure 2(a), the ���� phase precipitates within prior ��-grains, which provides the structural conditions for the �������+�� transformation. It is well-known that vanadium in Ti-6Al-4V alloys tends to diffuse around prior ��-grain boundaries with the increasing annealing temperature, and the enrichment of vanadium around prior ��-grain boundaries helps the nucleation of �� phase because of the Burgers relationship variant via sympathetic nucleation and growth [37]. The diffusivity of V and Al is also very important for the growth of the �� phase and possible microstructure changes [27]. V has a lower diffusivity and stronger ��-phase stabilizing effect than Al in the �� phase [37, 38]. Moreover, in spite of the increase of the vanadium diffusivity in the ����lean(V) phase, the diffusion of Al is always faster than the diffusion of V with increasing annealing temperature [27, 39]. Therefore, the diffusion of V and Al elements results in the formation of ����lean(V)+����rich(V) phases at the prior ��-grain boundary. At a certain temperature, ����lean(V) and ����rich(V) transform into �� and �� phases, respectively, creating a fine equiaxed microstructure composed of �� and �� phases (Figure 2(d)). According to Figure 3, the amount of V in the �� phase at 973 K ((2.1��0.3) wt.%) is lower than that of the �� phase at 823 K ((2.5��0.3) wt.%), but the mass fraction of V in the �� phase at 973 K ((9.4��2.2) wt.%) is obviously higher than that of the �� phase at 823 K. This confirms that the diffusion of V and Al elements causes the phase transformation and the formation of the equiaxed microstructure. In addition, the increase of the annealing temperature from 973 K to 1273 K accelerates the diffusion of Al and V elements (Figures 3(b) and (c)), rendering the formation of a coarsened ��+�� duplex microstructure, as shown in Figures 2(d), (e) and (f).

Figure 3 Variation of content of constituent elements in Ti-6Al-4V after different annealing treatments (EDS analysis):
The results of compression and Vickers hardness tests are shown in Figure 4 and Table 2. As evident, the variations of compressive yield strength and hardness affected by the annealing temperature are similar. In addition, the compressive yield strength shows reducing trend with increasing annealing temperature, while the compressive strain shows an increasing trend. The yield strength value of HT1 is similar to that of as-SLM alloy, as there is no significant difference in their microstructure. However, the HT1 materials also have a similar microstructure as HT2, and HT2 samples have the highest Vickers hardness and compressive yield strength, HV0.2 (421��8) and (1404��8) MPa respectively as shown in Figure 4(b). According to the analysis of the element evolution, the phase transformation from the ���� phase to the �� phase and the �� phase begins when annealing the material at 823 K, and the complex in-situ substructures composed of ����lean(V)+����rich(V) form during this procedure, which should be responsible for the increase of hardness and strength. A similar phenomenon was confirmed by WU et al [25] using TEM studies.
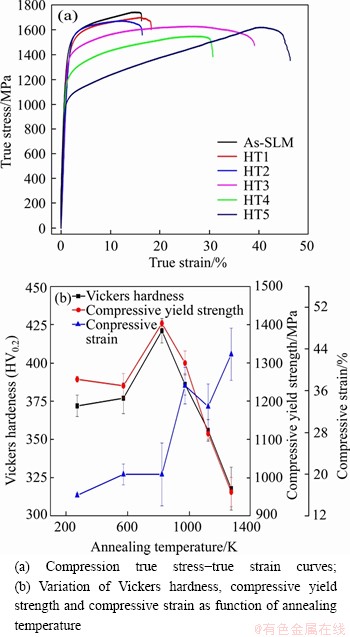
Figure 4 Mechanical properties of Ti-6Al-4V specimens after SLM and after additional different heat treatment:
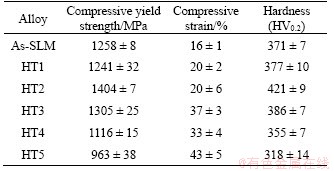
Table 2 Compression and hardness properties of Ti-6Al-4V specimens after SLM and after additional different heat treatment
When the annealing temperature is higher than 823 K, the relatively soft �� phase nucleates and grows around the boundary of the �� phase. Because the soft �� phase with BCC crystal structure has more slip systems than the �� phase with HCP crystal structure [40]. The presence of the soft �� phase can release the stress around �� phase boundaries and extend the crack propagation path (Figure 2(d)). Thus, with increasing the annealing temperature from 823 K to 1275 K, the compressive yield strength and the hardness of the samples decrease significantly due to the increase of the mass fraction of �� phase. As shown in Figure 4(b), the as-SLM samples show the least deformation possibly due to the thermal residual stress induced during SLM. The existence of residual stresses in the as-SLM samples and their disappearance after heat treatment has been confirmed in previous reports [25, 26]. Therefore, in this work, the residual stresses are relaxed by annealing the samples, thereby increasing the compressive strain during deformation (HT1 and HT2). However, when annealing the samples at 973 K, the martensite microstructure changes to a fine equiaxed microstructure, and the soft �� phase, precipitates around the boundaries of the �� phase. Both these phenomena improve the plasticity of the Ti-6Al-4V alloy. Therefore, HT3 specimens show obviously higher compressive strain ((37��3) %) than HT2 samples ((20��6) %). When the annealing temperature increases to 1273 K, the amount of soft �� phase with BCC crystal structure in the Ti-6Al-4V alloy reaches a maximum and the �� phase coarsens into the web around the �� phase boundary, which extends the crack propagation path significantly. The changes of the microstructure and phases discussed above eventually lead to the highest compressive strain of HT5.
Figure 5 shows the compressive fracture surfaces of the as-SLM, HT1, HT2, HT3 and HT4 samples. Because the HT5 samples with the maximum compressive strain did not fail, its fractography was not studied. As shown in Figure 5(a), cleavage facets are obvious in smooth zone, and there are lots of small unobvious dimples and sharp tear lines around the side of cleavage facets and it shows materials brittleness. For HT1, sharp tear lines almost disappear, and the dimples are larger in size due to excessive plastic deformation but still lots of cleavage facets are observed. It was considered that a decrease of dislocation density and residual stresses after thermal treatment may increase the compressive strain [25, 26]. For HT2, fracture features similar to those of HT1 are observed but the dimples are more dispersed than in case of HT1, which improves the yield strength. For HT3, as the soft ��-phase forms around �� phase boundaries, the cleavage plane disappears and finer dimples with uniform distribution are generated. As such, the compressive strain of HT3 is higher than that of HT2 and HT4 specimens. For HT4, the amount of dimples decreases and cleavage facets dominate again. However, more serious adhesive phenomena are observed in the cleavage facets, which renders the compressive strain to be lower than for HT3 but higher than for HT2 samples.
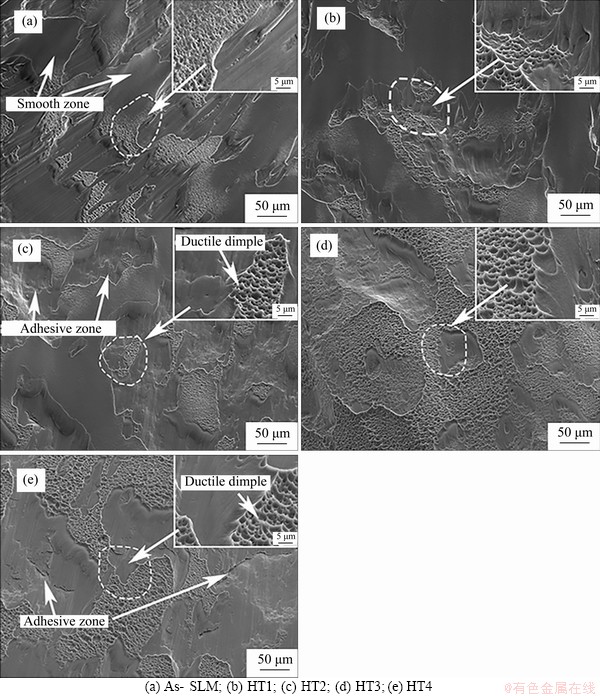
Figure 5 Compressive fracture morphologies of SLM materials under different conditions:
4 Conclusions
In this study, Ti-6Al-4V produced by selective laser melting was studied in terms of the influence of annealing temperature on its microstructure and mechanical properties. With increasing the annealing temperature to 823 K, due to the diffusion of V and Al elements, the hexagonal ���� martensite begins to transform into a fine equiaxed microstructure composed of �� and �� phases and subsequently a coarse microstructure is observed after annealing at 1273 K.
The results obtained from compression and hardness tests show that the ranges of compressive yield strength, hardness and compressive strain values of Ti-6Al-4V for the different annealing conditions are 963-1404 MPa, HV0.2 318-421 and 16%-43%, respectively. Ti-6Al-4V samples annealed at 823 K show the maximum compressive yield strength ((1404��7) MPa) and hardness (HV0.2 (421�� 9)). With increasing the annealing temperature from 823 K to 1273 K, the compressive yield strength and hardness of HT5 decrease strongly to (963��38) MPa and HV0.2 (318��14), but the compressive strain increases to (43��5.0)%. Because of their fine-scale equiaxed microstructure, Ti-6Al-4V specimens annealed at 973 K exhibit well-balanced mechanical properties of relatively high compressive yield strength ((1305��25) MPa) and compressive strain ((37��3.5)%). The present work suggests Ti-6Al-4V alloy produced by selective laser melting can obtain high strength and ductility after the simple and convenient annealing treatment, which paves a way to the fabrication of the high-performance Ti-6Al-4V components fabricated by SLM.
Contributors
WANG Pei provided the concept and edited the draft of manuscript. The overarching research goals were developed by J. ECKERT, S. SCUDINO, and K. G. PRASHANTH. CHEN Feng-hua and S. PILZ analyzed the calculated results. The initial draft of the manuscript was written by WANG Pei and K.G. PRASHANTH. All authors replied to reviewers�� comments and revised the final version.
Conflict of interest
WANG Pei, CHEN Feng-hua, J. ECKERT, S. PILZ, S. SCUDINO, and K. G. PRASHANTH declare that they have no conflict of interest.
References
[1] BANERJEE D, WILLIAMS J C. Perspectives on titanium science and technology [J]. Acta Materialia, 2013, 61 (3): 844-879.
[2] EHTEMAM HAGHIGHI S, LU H B, JIAN G Y, CAO G H, HABIBI D, ZHANG L C. Effect of ���� martensite on the microstructure and mechanical properties of beta-type Ti-Fe-Ta alloys [J]. Materials & Design, 2015, 76: 47-54.
[3] GEETHA M, SINGH A K, ASOKAMANI R, GOGIA A K. Ti based biomaterials, the ultimate choice for orthopaedic implants-A review [J]. Progress in Materials Science, 2009, 54(3): 397-425.
[4] DONOGHUE J, ANTONYSAMY A A, MARTINA F, COLEGROVE P A, WILLIAMS S W, PRANGNELL P B. The effectiveness of combining rolling deformation with wire-arc additive manufacture on ��-grain refinement and texture modification in Ti-6Al-4V [J]. Materials Characterization, 2016, 114: 103-114.
[5] WANG Shao-gang, WU Xin-qiang. Investigation on the microstructure and mechanical properties of Ti-6Al-4V alloy joints with electron beam welding [J]. Materials & Design, 2012, 36: 663-670.
[6] ATTAR H, CALIN M, ZHANG L C, SCUDINO S, ECKERT J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium [J]. Materials Science and Engineering A, 2014, 593: 170-177.
[7] ATTAR H, BOENISCH M, CALIN M, ZHANG L C, SCUDINO S, ECKERT J. Selective laser melting of in situ titanium-titanium boride composites: Processing, microstructure and mechanical properties [J]. Acta Materialia, 2014, 76: 13-22.
[8] ZHANG Shuang-yin, LIN Xin, CHEN Jing, HUANG Wei-dong. Heat-treated microstructure and mechanical properties of laser solid forming Ti-6Al-4V alloy [J]. Rare Metals, 2009, 28 (6): 537-544.
[9] ZHOU Li-bo, YUAN Tie-chui, LI Rui-di, TANG Jian-zhong, WANG Min-bo, MEI Fang-sheng. Anisotropic mechanical behavior of biomedical Ti-13Nb-13Zr alloy manufactured by selective laser melting [J]. Journal of Alloys and Compounds, 2018, 762: 289-300.
[10] WANG Pei, ECKERT J, PRASHANTH K G, WU Ming-wei, KABAN I, XI Li-xia, SCUDINO S. A review of particulate-reinforced aluminum matrix composites fabricated by selective laser melting [J]. Transactions of Nonferrous Metals Society of China, 2020, 30(8): 2001-2034.
[11] YANG Xin, REN Yao-jia, LIU Shi-feng, WANG Qing-juan, SHI Ming-jun. Microstructure and tensile property of SLM 316L stainless steel manufactured with fine and coarse powder mixtures [J]. Journal of Central South University, 2020, 27(2): 334-343.
[12] GU Dong-dong, HAGEDORN Y C, MEINERS Wilhelm, MENG Guang-bin, BATISTA R J S, WISSENBACH K, POPRAWE R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium [J]. Acta Materialia, 2012, 60(9): 3849-3860.
[13] ZHOU Li-bo, YUAN Tie-chui, TANG Jian-zhong, HE Jian-jun, LI Rui-di. Mechanical and corrosion behavior of titanium alloys additively manufactured by selective laser melting-A comparison between nearly �� titanium, �� titanium and ��+�� titanium [J]. Optics & Laser Technology, 2019, 119: 105625.
[14] LU Sheng-lu, TANG Hui-ping, QIAN M, HONG Quan, ZENG Li-ying, STJOHN D H. A yttrium-containing high-temperature titanium alloy additively manufactured by selective electron beam melting [J]. Journal of Central South University, 2015, 22(8): 2857-2863.
[15] WANG Pei, LAO Chang-shi, CHEN Zhang-wei, LIU Ying-kuo, WANG Hao, WENDROCK H, ECKERT J, SCUDINO S. Microstructure and mechanical properties of Al-12Si and Al-3.5Cu-1.5Mg-1Si bimetal fabricated by selective laser melting [J]. Journal of Materials Science & Technology, 2020, 36: 18-26.
[16] PAULY S, WANG Pei, KUEHN U, KOSIBA K. Experimental determination of cooling rates in selectively laser-melted eutectic Al-33Cu [J]. Additive Manufacturing, 2018, 22: 753-757.
[17] LIU Shun-yu, SHIN Y C. Additive manufacturing of Ti6Al4V alloy: A review [J]. Materials & Design, 2019, 164: 107552.
[18] SCHWAB H, PALM F, KUEHN U, ECKERT J. Microstructure and mechanical properties of the near-beta titanium alloy Ti-5553 processed by selective laser melting [J]. Materials & Design, 2016, 105: 75-80.
[19] MURR L E, QUINONES S A, GAYTAN S M, LOPEZ M I, RODELA A, MARTINEZ E Y, HERNANDEZ D H, MARTINEZ E, MEDINA F, WICKER R B. Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid-layer manufacturing, for biomedical applications [J]. Journal of the Mechanical Behavior of Biomedical Materials, 2009, 2(1): 20-32.
[20] THOMPSON M K, MORONI G, VANEKER T, FADEL G, CAMPBELL R I, GIBSON I, BERNARD A, SCHULZ J, GRAF P, AHUJA B, MARTINA F. Design for additive manufacturing: Trends, opportunities, considerations, and constraints [J]. CIRP Annals-Manufacturing Technology, 2016, 65(2): 737-760.
[21] ZHANG Lai-chang, ATTAR H. Selective laser melting of titanium alloys and titanium matrix composites for biomedical applications: A review [J]. Advanced Engineering Materials, 2016, 18(4): 463-475.
[22] KARIMZADEH F, HEIDARBEIGY M, SAATCHI A. Effect of heat treatment on corrosion behavior of Ti-6Al-4V alloy weldments [J]. Journal of Materials Processing Technology, 2008, 206(1-3): 388-394.
[23] ZHANG A-li, LIU Dong, WU Xin-hua, WANG Hua-ming. Effect of heat treatment on microstructure and mechanical properties of laser deposited Ti60A alloy [J]. Journal of Alloys and Compounds, 2014, 585: 220-228.
[24] VRANCKEN B, THIJS L, KRUTH J P, HUMBEECK J V. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties [J]. Journal of Alloys and Compounds, 2012, 541: 177-185.
[25] WU S Q, LU Y J, GAN Y L, HUANG T T, ZHAO C Q, LIN J J, GUO S, LIN J X. Microstructural evolution and microhardness of a selective-laser-melted Ti-6Al-4V alloy after post heat treatments [J]. Journal of Alloys and Compounds, 2016, 672: 643-652.
[26] VILARO T, COLIN C, BARTOUT J D. As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting [J]. Metallurgical and Materials Transactions A, 2011, 42(10): 3190-3199.
[27] ZENG L, BIELER T R. Effects of working, heat treatment, and aging on microstructural evolution and crystallographic texture of ��, ����, ���� and �� phases in Ti-6Al-4V wire [J]. Materials Science and Engineering A, 2005, 392(1, 2): 403-414.
[28] MCQUILLAN M K. Phase transformations in titanium and its alloys [J]. Metallurgical Reviews, 1963, 8(1): 41-104.
[29] JANDAGHI M R, POURALIAKBAR H, SABOORI A. Effect of second-phase particles evolution and lattice transformations while ultrafine graining and annealing on the corrosion resistance and electrical conductivity of Al-Mn-Si alloy [J]. Materials Research Express, 2019, 6(10): 1065d9.
[30] XU W, BRANDT M, SUN S, ELAMBASSERIL J, LIU Q, LATHAM K, XIA K, QIAN M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition [J]. Acta Materialia, 2015, 85: 74-84.
[31] QAZI J I, SENKOV O N, RAHIM J, GENC A, FORES F H. Phase transformations in Ti-6Al-4V-xH alloys [J]. Metallurgical and Materials Transactions A, 2001, 32(10): 2453-2463.
[32] AHMED T, RACK H J. Phase transformations during cooling in ��+�� titanium alloys [J]. Materials Science and Engineering A, 1998, 243(1): 206-211.
[33] SAFDAR A, WEI L Y, SNIS A, LAI Z. Evaluation of microstructural development in electron beam melted Ti-6Al-4V [J]. Materials Characterization, 2012, 65: 8-15.
[34] PATTERSON A L. The Scherrer Formula for X-ray particle size determination [J]. Physical Review, 1939, 56(10): 978-982.
[35] LOH L E, CHUA C K, YEONG W Y, SONG Jie, MAPAR M, SING S L, LIU Zhong-hong, ZHANG Dan-qing. Numerical investigation and an effective modelling on the selective laser melting (SLM) process with aluminium alloy 6061 [J]. International Journal of Heat and Mass Transfer, 2015, 80: 288-300.
[36] PRASHANTH K G, DAMODARAM R, MAITY T, WANG Pei, ECKERT J. Friction welding of selective laser melted Ti6Al4V parts [J]. Materials Science and Engineering A, 2017, 704: 66-71.
[37] LUETJERING G, WILLIAMS J C. Titanium [M]. Berlin: Springer, 2003.
[38] DOBROMYSLOV A V, ELKIN V A. Martensitic transformation and metastable beta-phase in binary titanium alloys with d-metals of 4-6 periods [J]. Scripta Materialia, 2001, 44(6): 905-910.
[39] LIU Z, WELSCH G. Literature survey on diffusivities of oxygen, aluminum, and vanadium in alpha titanium, beta titanium, and in rutile [J]. Metallurgical Transactions A, 1988, 19(4): 1121-1125.
[40] EHTEMAM-HAGHIGHI S, LIU Yu-jing, CAO Guang-hui, ZHANG Lai-chang. Phase transition, microstructural evolution and mechanical properties of Ti-Nb-Fe alloys induced by Fe addition [J]. Materials & Design, 2016, 97: 279-286.
(Edited by HE Yun-bin)
���ĵ���
�˻����Լ���ѡ�������ۻ�����Ti-6Al-4V�Ͻ������֯����ѧ����Ӱ��
ժҪ�����ü���ѡ���ۻ�����(SLM)�Ʊ�Ti-6Al-4V�Ͻ𣬲��о��˻����ԸúϽ����ת�䡢Ԫ����ɢ������֯�ṹ�Լ���ѧ���ܵ�Ӱ�졣��������������˻��¶ȵ����ߣ���Ԫ�ظ����ڦ����ಢ�Ҧ�������973 Kת��Ϊ��+��˫����֯����973 K�����������γɵ���������֯ת��ΪϸС��������֯���Ҹõ�����֯���¶ȵ����߷��������ֻ�������973 K�˻��SLM Ti-6Al-4V�Ͻ���ֳ������Ҿ����ǿ�Ⱥ���չ�ԣ��ֱ�Ϊ(1305��25) MPa��(37��3)%��
�ؼ��ʣ�����ѡ���ۻ�������Ti-6Al-V�Ͻ��˻���������֯����ѧ����
Foundation item: Project (2020A1515110869) supported by Guangdong Basic and Applied Basic Research Foundation, China; Project(GJHZ20190822095418365) supported by Shenzhen International Cooperation Research, China; Project(51775351) supported by the National Natural Science Foundation of China; Project(2019011) supported by the NTUT-SZU Joint Research Program, China; Project(2019040) supported by the Natural Science Foundation of SZU, China; Project(ASTRA6-6) supported by the European Regional Development Fund, European Union
Received date: 2020-11-26; Accepted date: 2021-01-05
Corresponding author: WANG Pei, PhD, Assistant Professor; Tel: +86-755-26536224; E-mail: peiwang@szu.edu.cn; ORCID: https://orcid.org/0000-0002-4141-0511; K. G. PRASHANTH, PhD, Professor; Tel: +372-5452-5540; E-mail: kgprashanth@gmail.com; ORCID: https://orcid.org/ 0000-0001-5644-2527
Abstract: Ti-6Al-4V specimens were fabricated by selective laser melting (SLM) to study the effect of thermal treatment on the phase transformation, elemental diffusion, microstructure, and mechanical properties. The results show that vanadium enriches around the boundary of �� phases with increasing annealing temperature to 973 K, and ���� phases transform into ��+�� at 973 K. The typical ���� martensite microstructure transforms to fine-scale equiaxed microstructure at 973 K and the equiaxed microstructure significantly coarsens with increasing annealing temperature to 1273 K. The SLM Ti-6Al-4V alloy annealed at 973 K exhibits a well-balanced combination of strength and ductility ((1305��25) MPa and (37��3) %, respectively).
