
DOI: 10.11817/j.issn.1672-7207.2017.10.007
Ͳ�μ�������άȫ�����β���
�볬1, 2������1, 2��������1, 2������1, 2��������1, 2
(1. ������ͨ��ѧ ��е����ѧԺ ��е����ϵͳ���̹����ص�ʵ���ң����� ������710049��
2. �㶫������ͨ��ѧ�о�Ժ���㶫 ��ɽ��528300)
ժ Ҫ��
ʽ����ʵ�ֺ���������Ͳ�μ�ȫ�����β��������⣬���һ��Ͳ�μ�������άȫ����̬���β������������ȣ�ͨ����������������������ʵ�ֲ�ͬ����״̬����ͬ���ε������ͳһ����Σ����һ�ֻ��������������ͬ���ε�ƥ���㷨��ʵ�ֺ����������ε�ijɹ�ƥ�䣻��������Ϲؼ�����������VS2010�������������Ƴ���άȫ����̬���β���ϵͳ��Ϊ��֤�ñ��β��������Ŀ����ԣ���Ʋ�ʵʩͲ�μ��ۻ����������屣���绡��(MIG)�ͼ��⺸����ʵ�飬�����ñ궨ʮ�ּܽ��о�����֤ʵ�顣�о�����������÷�����õı��β�������Ϊ0.020 mm/1 m���ܹ�ʵ��Ͳ�μ�������άȫ����̬���β��������зǽӴ����߾��Ⱥ���ʾֱ�۵��ŵ㣬��Ϊ�ṹ��������άȫ����̬�����ṩһ����Ч�IJ���������
�ؼ��ʣ�
Ͳ�μ������ӱ�������ά�����������������������
��ͼ����ţ�TG404��TB92 ���ױ�־�룺A ���±�ţ�1672-7207(2017)10-2606-08
Measurement on 3D full-field deformation of cylindrical workpieces welding
FENG Chao1, 2, LIANG Jin1, 2, PAI Wenyan1, 2, GONG Chunyuan1, 2, WANG Xiaoguang1, 2
(1. State Key Laboratory for Manufacturing Systems Engineering, School of Mechanical Engineering,Xi��an Jiaotong University, Xi��an 710049, China;
2. Guangdong Xi��an Jiaotong University Academy, Foshan 528300, China)
Abstract: In view of full-field deformation measurement problem for cylindrical workpieces welding by traditional methods, a method was proposed to measure the three-dimensional full-field static deformation for cylindrical workpieces welding. Firstly, a method for coordinate registration by encoding points was introduced to unify the same deformation points under different deformation conditions. Then, an algorithm based on deep search for the same deformation points matching was proposed to make the weak deformation points in the weld zone match successfully. Finally, based on the above key technologies and VS2010 platform, a measurement system was developed for cylindrical workpieces three-dimensional full-field static deformation. To verify the feasibility of the proposed method, experiments of metal inert gas (MIG) welding, laser welding and accuracy verification using calibration cross were designed and conducted. The results show that the accuracy obtained by this method is 0.02 mm/1 m, and the three-dimensional full-field static deformation measurement is achieved for cylindrical workpieces welding. The method has the advantages of non-contact, high accuracy and direct display, which provides an effective method for the three-dimensional full-field static deformation of structure workpieces welding.
Key words: cylindrical workpieces; welding deformation; 3D measurement; coordinate registration; deep search
Ͳ�μ��Ǻ��շ�������������ʯ����е�ȵĹؼ����������ʵ���亸�ӱ��εIJ��������Կ��ƣ��ѳ�Ϊ�߶�װ������ҵ�м������Ĺؼ����⡣������Ч�IJ����������������Ը�������Ӱ�캸�ӱ��ε����ء���ʾ���λ����Լ�Ԥ��������ƣ���������֤��ֵģ�ⷽ���ĺ����ԣ���ˣ�ʵ��Ͳ�μ����ӱ��εIJ������������Ӳ���Ӧ�����Ż����ӹ��պ����ʹ�������Ⱦ�����Ҫ�����塣Ŀǰ�����Ͳ�μ��ĺ��ӱ��β�����Ҫ������ֵģ�ⷽ������Ԥ��[1-2]�����������ֶζԱ��ι��̽����о��������ں��ӻ����ĸ����Ժ���Ԥ���ԣ�ģ������ʵ�������ڽϴ���졣��ͳ�ĺ��ӱ��β���������Ӧ��Ƭ������ƺ�λ�ƴ������ȣ���������ĽӴ��Ժͱ��β�����Χ�������ԣ���������Ͳ�μ��ܼ������ά���β���[3-5]���������������о��߿�ʼ���ù�ѧ�ǽӴ�ʽ���β�����������Ҫ����ɢ�߸��淨[6-9]����ѧ��ɨ�跨[10-11]������ͼ����ط�[12-17]���վ���[8]ͨ�������������ɢ�߷�����ϵͳ���Բɼ��ı���ͼ�������Ӧ����������������Զ�̬��λ�Ƴ������÷����������̱Ƚϸ��ӣ��һ������������������ΰ��[10]������ά��ѧ��ɨ��ϵͳ��ͨ���Ա��庸ǰ�ͺ���״̬���н�����ʵ�ֱ��β�������Ȼ���Ի�ȡȫ����̬���Σ����Dz��������д���ߡ��κ��ĵ�[11]������ά����ɨ���ǣ�ɨ��õ���ĺ���ǰ��ĵ��ƣ������������������з���������ʵ�ֱ��β�������ʵ����̱Ƚϸ����������������������������Ƶ�[12]��������ͼ����ط���˫Ŀ�����Ӿ�������ͨ���Ա���ǰ�������ɢ��ͼ��������ƥ�䣬���������������άȫ�����Σ�Ϊ�о�������άȫ�������ṩ��һ����Ч��;�������Ͳ�μ����ӱ��β����������������һ�ֻ��������������ͬ���ε�ƥ���㷨��ʵ��Ͳ�μ�������άȫ����̬���β������÷������ڽ�����Ӱ����������ͨ����ճ����Ͳ�μ��������ܼ��DZ����־�㣬�����־���ں�ǰ�ͺ������ά���꣬�Դ˽������άȫ����̬���Ρ����ķ�����������Ͳ�μ�������άȫ����̬���β���Ҫ��Ϊ�о����ӱ��ι����ṩ��һ����Ч���ֶΡ�
1 ��άȫ����̬���β���ϵͳ
1.1 ϵͳ���
��άȫ����̬���β���ϵͳXTDP����Ҫ�����߷ֱ����������(1 200����������)������ơ������־��(���¼�Ʊ����)���DZ����־��(���¼�ƷDZ����)���ȱ�ߡ������ܼ�����Ͳ�������������ϵͳ���л���ΪWindows 7����������ΪVS2010����ͼ1��ʾ��
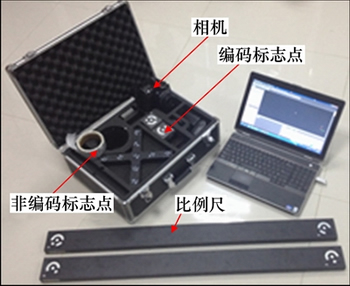
ͼ1 ��άȫ����̬���β���ϵͳ
Fig. 1 3D full-field static deformation measurement system
1.2 ����ԭ��
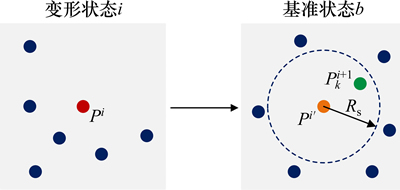
ͼ2��ʾΪ������������ͼ�����ȣ��ӻ�״̬(����ǰ״̬)��ѡȡ�������������ͼ�����վ����ϵ��Ϊ��״̬����Ӱ��������ϵ������Զ����Զ������������ȼ��㣬�������״̬����ϵ�±����ͷDZ�������ά���ꣻͬ�������������״̬(���Ӻ�״̬)����ϵ�±����ͷDZ�������ά���ꡣȻ���ݱ����ID��ʵ�ֻ�״̬�ͱ���״̬�±�����ͬ��ƥ�䣬���������״̬���״̬��Ӱ��������ϵ�����ת����R��ƽ�ƾ���T���ݴ˽�����״̬����ϵ�µķDZ������ά����ת������״̬����ϵ�¡����������������㷨��ʵ��2��״̬ͬһ����ϵ����ͬ�DZ����Եijɹ�ƥ�䣬�ݴ˼�����DZ�������������ε�ı��γ̶ȡ�
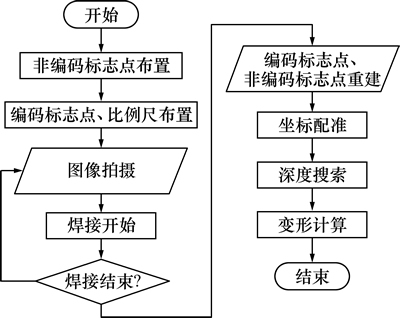
ͼ2 ������������ͼ
Fig. 2 Measurement process flow diagram
2 �ؼ�����
2.1 ������
������ID��ͼ��ʶ��ʱ�ѱ���ʶ���ݴ�������ʹ�ñ������Ϊ���ͱ���״̬��Ӱ��������ϵ��Ķ�Ӧ��ԣ����2������ϵ�����ת��ƽ�ƾ��ݴ�ʵ�ַDZ���������ϵת����
�������״̬i�±������ά����Ϊ
 (1)
(1)
���У�GΪ������������iΪ��ͬ��״̬��nΪ�������š�
ͬ������״̬b�±������ά����Ϊ
 (2)
(2)
1) ������������������ĵ����ꡣ
����״̬i�±�������������
 (3)
(3)
��Gi������������ĵ�����Ϊ
 (4)
(4)
ͬ������ʽ(3)��(4)�ɵû�״̬b�ı������������Mb����������ĵ����� ��
��
2) �����ת����R��ƽ�ƾ���T��
��������ϵת���������·�ʽ��
 (5)
(5)
���У�R��T�ֱ�Ϊ����״̬i����ڻ�״̬b����ת��ƽ�ƾ���
��ʽ(5)�ɵ���ת����Ĺ�ϵ
 (6)
(6)
����ת����R�ɱ�ʾΪ
 (7)
(7)
��R����ʽ(5)�У��ɵ�ƽ�ƾ���
 (8)
(8)
3) �DZ���� ����任��
����任��
R��T���������״̬i�·DZ����Pi���б任����ɵ����ڻ�״̬�µ���ά���� ��
��
 (9)
(9)
2.2 �������
������������״̬�µķDZ������ת������״̬����ϵ�£�������ͬһ���ε��2���DZ��������β���λ�ñ仯�����·DZ���㻥��������������ȷƥ�䣬��ˣ���Ҫ�����������ʹ���Ӧƥ�䲢��Ϊ��ͬ��š����⣬��ͳ��������������������õ���ƥ����Իᵼ�������ε�ƥ��ʧ�ܻ���ƥ�䣬���¸õ���μ���ȱʧ�����Ϊ�ˣ������������㷨����������ƥ��ͷ���ƥ�䡣
2.2.1 ����ƥ��
ͼ3��ʾΪ����ƥ��ʾ��ͼ���������״̬i����m���DZ��������ı��ε㣬�Ե� Ϊ��������
Ϊ�������� ���״̬bͶӰ�õ�ͶӰ��
���״̬bͶӰ�õ�ͶӰ�� ��Ȼ����ΪԲ�ģ�����ͶӰ�����״̬b�и��DZ����ľ��룺
��Ȼ����ΪԲ�ģ�����ͶӰ�����״̬b�и��DZ����ľ��룺
 (10)
(10)
����������뾶Rs��Χ�ڣ� С��Rs�ķDZ����������ҽ���1��ʱ�����÷DZ�����Ϊ
С��Rs�ķDZ����������ҽ���1��ʱ�����÷DZ�����Ϊ ����Ϊ��ѡ�㣻��С��Rs�ķDZ�����������1��Ϊ0�����Pi�ڻ�״̬b����ƥ�䵽��ͬ�ı��ε㡣
����Ϊ��ѡ�㣻��С��Rs�ķDZ�����������1��Ϊ0�����Pi�ڻ�״̬b����ƥ�䵽��ͬ�ı��ε㡣
ͼ3 ����ƥ��ʾ��ͼ
Fig. 3 Diagram of one-way matching schematic
2.2.2 ����ƥ��
ͼ4��ʾΪ˫��ƥ��ʾ��ͼ������ѡ�� �����״̬i��ͶӰ���õ�ͶӰ��
�����״̬i��ͶӰ���õ�ͶӰ�� ����ͶӰ��ΪԲ�ģ���RsΪ�����뾶����ʽ(11)�������״̬i�и��DZ���㵽ͶӰ���ľ��룺
����ͶӰ��ΪԲ�ģ���RsΪ�����뾶����ʽ(11)�������״̬i�и��DZ���㵽ͶӰ���ľ��룺
 (11)
(11)
���������뾶Rs��Χ�ڣ� С��Rs�ķDZ����������ҽ���1���������ȷ�ϵ�Pi�͵�Ϊͬһ���ε㣬��������ID��Ϊ��Pi��ID����С��Rs�ķDZ�����������1��Ϊ0�����Piƥ��ʧ�ܡ�
С��Rs�ķDZ����������ҽ���1���������ȷ�ϵ�Pi�͵�Ϊͬһ���ε㣬��������ID��Ϊ��Pi��ID����С��Rs�ķDZ�����������1��Ϊ0�����Piƥ��ʧ�ܡ�

ͼ4 ˫��ƥ��ʾ��ͼ
Fig. 4 Diagram of two-way matching schematic
��������㷨��һЩ��ƥ��ʧ�ܻ�ƥ���Ѷȴ�ķDZ�����������ı��ε���кܸߵ�³���ԣ�ֱ��Ӱ�캸���������ε�������ݵĻ�ȡ��ͬʱҲ��ǿ���������ε�ijɹ�ƥ�䡣
3 ʵ��װ�ü�����
ʵ��װ����Ҫ�������ӻ����˺�XTDPϵͳ�����У���������������ִ�к��Ӳ�����XTDPϵͳ����ͼ��IJɼ�������ͷ������ڴ˻����ϣ��ֱ��ijͲ�μ���MIG���ͼ��⺸�����½��о�̬���β���ʵ�飬ʵ��װ����ͼ5��ʾ��

ͼ5 ʵ��װ��
Fig. 5 Experiment device
Ϊ����Ͳ�μ��°�Բ���ڵ������Ի�ȡ��άȫ�����Σ��������·DZ����ճ������(��ͼ5~6)������Ͳ�μ��ϰ�Բ���DZ����ճ����������࣬�ҿ���������ճ���ܶȱ����Ͳ�μ��°�Բ��ճ���������ڲ࣬��Զ�뺸����ճ���ܶȱ�С��

ͼ6 Ͳ�μ��DZ����־��ճ��ʾ��ͼ
Fig. 6 Schematic diagram of noncoding points pasting of cylindrical workpieces
���β���������Ҫ������
1) �趨���ӻ������˶��켣���������ܱ�֤��ǹʼ���뺸�ӻ��洹ֱ��
2) ����ͼ6��ʾλ��ճ���DZ���㡣
3) �ֱ���Ͳ�μ���Χ��������������2�������ߣ�����֤������������������λ�ò������ı䡣
4) ����XTDPϵͳ����������ֳ�����Ӳ�ͬ�ռ䷽λ�������㣬��ȡ����ǰͲ�μ�δ����ͼ��
5) �����ӽ�����(��Ȼ��ȴԼ30 min)���ٴδӲ�ͬ�ռ䷽λ���㣬��ȡ���Ӻ�Ͳ�μ�����ͼ��
6) ���е�2��ʵ�飺�������⺸ǹ����תͲ�μ�ʹ�µ�Բ���������뺸ǹ�����ظ�����1)~5)�����м��⺸����ʵ�顣
7) XTDP���������������ȡ���β��������
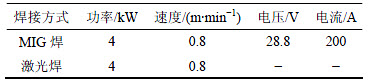
���Ӳ������1��ʾ��
��1 ���Ӳ���
Table 1 Welding parameters
4 ʵ����������
4.1 MIG������ʵ��
����ͼ5��ʵ��װ�ã���Ʋ�ʵʩͲ�μ�����绡���Ϻ���̬����ʵ�飬�����ͼ7��ʾ��
��ͼ7(d)��ͼ7(f)��֪�����Ӹ��»ᵼ�²��ַDZ�������ƶ����ֲ��𣬽���Ӱ����ʶ���������㣬���������������ʹ�����������ε��ڲ��ô�ͳ���������������ʧ�ܻ����������£��ɹ�ƥ�䲢��������δ�С������ڷ�������ؼ�������λ���������Ҫ���塣
��ͼ7(f)��֪��MIG������Ͳ�μ�������ԼΪ2.134 mm������ʡ����¼�ѹ�͡����Ρ��Ը��ز����(��ͼ7(a))�������������η�������ֱ����Ϊ����������Բ�ܷ���һ���Ƕ�ƫת���ʡ�ѹ�����š����Ρ���ͼ7(a)~(c)��֪�����Ҷ�������������ʱ����������Ϊ��С-��-С���������洦�ı�������С���ڲ�ز���Σ��������Ľز�(���Ҷ���Լ250 mm��)�ı����������(Լ2.081 mm)����ͼ7(d)��֪�������������λ�ں��������Һ������������洦�ı��ε���б���³� ���������͡��ı�������(��ͼ7(e))��
4.2 ���⺸����ʵ��
����ͬһ��Ͳ�μ�����MIG�������������洦���м��⺸����ʵ�飬�����ͼ8��ʾ��
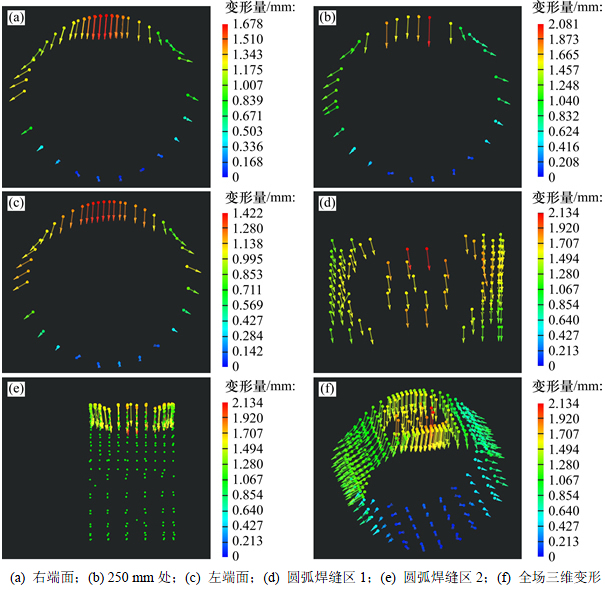
ͼ7 MIG�����β������
Fig. 7 MIG welding deformation measurement results
��ͼ8(f)��֪�����⺸�����Ͳ�μ�������MIG�����ƣ����������ͬ������ʵ�ֺ����������ε�ƥ����㡣ͬʱ�����⺸����ı��Σ���������ز����ʱҲ�� ��С����С����������(��ͼ8(a)~(c))�����������ܱ��ε�Ҳ����Ϊб���µġ��������͡�����(��ͼ8(d)~(e))��Ͳ�μ�����Ҳ���ֳ������¼�ѹ�͡�����(��ͼ8(f))��
2��ʵ������������������㷨�ܹ�ʹ�����������ε�ɹ�ƥ�䲢���б��μ��㣬����ʵ��Ͳ�μ�������άȫ����̬���β������Ҳ��������ʵ�ʱ��ν�������
4.3 ������֤
ͨ��2�麸��ʵ�����֤��������㷨�������ε�ƥ��ɹ�����Ч�ԣ���Ϊ��һ����֤��ϵͳ������������ȼ��ȶ��ԣ�ѡ��¹�GOM��˾����ҵϵͳTRITOP��Ϊ������������XTDPϵͳ�Ա궨ʮ�ּ���8�Բ�ͬ�DZ��������в���������ʵʩ15��ʵ��(ÿ��30��ͼ��)������������2��ͼ11��ʾ�����⣬�ڲ��������У���߷��÷���;�ͷ���Բ����������һ��Ӱ�죬����ͨ������ʵ��ȷ����߷���;�ͷ��/�佹���ڴ˻�������ʵʩ������֤ʵ�顣
1) ��߷�����֤ʵ�顣Ϊ��֤��߷����XTDPϵͳ���������Ӱ�죬ѡ��5���������ߺϽ�����Ϊ����Ŀ��(���Ŀ����)���ֱ���ΪA��B��C��D��E���ڵ���ƽ�еȼ�಼�á�ѡ��2�����ڻ����(��ƻ����)����3��ʵ��(ÿ��20��ͼ��)���ڻ����ƽ����Ŀ���ߡ�����ߴ�ֱ��Ŀ���ߡ�˫����߷ֱ�ƽ�м���ֱ��Ŀ���ߵ�����£��ֱ����Ŀ���߳��ȱ�������ͼ9��ʾ��
��ͼ9��֪����Ŀ����ƽ���ڻ����ʱ������������ȶ������(������Ϊ0.018 mm)����ˣ���ʵ�ʾ�̬���β��������У������������״��һ�����Ƽ������ƽ���ڱ��������ã���֮����Ҫ���ʵ�ʱ������������з�����
2) ��ͷ��/�佹��֤ʵ�顣Ϊ��֤��ͷ����(��佹)�Բ��������Ӱ�죬��8�Բ�ͬ�����Լ����в������ֱ���Ϊ�������1��2��3������8�����巽��Ϊ����������2��(ÿ��25��ͼ��)���佹����2��(ÿ��25��ͼ��)������������Լ���ƽ�������������ͼ10��ʾ(����21-1������21��ʾ���࣬1��ʾ��1��ʵ�飻�佹18������18��ʾ����)��

ͼ8 ���⺸���β������
Fig. 8 Laser welding deformation measurement results

ͼ9 ��߷���ʵ����
Fig. 9 The scale direction experiment results
��ͼ10��֪�������ͱ佹��ƽ����������С�����߾��Ⱦ��ܸߣ���������ľ��ȱȱ佹������Ըߣ�����ʵ�ʲ��������ж��߲���С�����ڹ���Ӧ�����Ƽ�ʹ�ö���ģʽ��
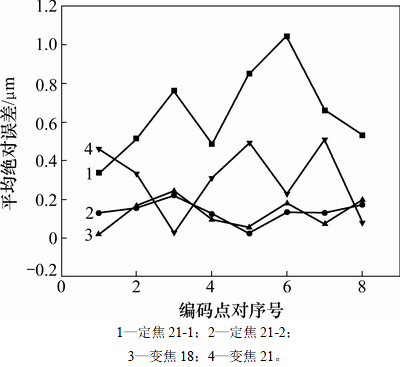
ͼ10 ����/�佹ʵ����
Fig. 10 Fixed focus/zoom experiment results
3) XTDPϵͳ������֤ʵ�顣����������ʵ������ϣ�����˫�������궨ʮ�ּ��ӳ߷ֱ�ɼн�45���IJ�����ʽ���ڶ���ģʽ�½���XTDPϵͳ������֤ʵ�飬������2��ͼ11��ʾ��
�ɱ�2��֪�������ƽ��ֵ�ܽӽ��� XTDP����ֵ������ƫС������ƫ��С��0.020 mm/1 m(���ƫ��Ϊ-0.012 mm/1 m)��
��2 �DZ����Լ��������
Table 2 Noncoding point pair distance results mm


ͼ11 ����������
Fig. 11 Standard deviation measurement results
��ͼ11��֪��XTDPϵͳ�ı����TRITOPϵͳ���Դ���������ȽϽӽ��������Ų����������ӣ����ߵı���Ҳͬ���������Ϻõ���֤��XTDPϵͳ���ȶ��ԡ�
��ˣ�XTDPϵͳ����ƫ��С��0.020 mm/1 m��ϵͳ�ȶ�����TRITOPϵͳ�ӽ���������ƫ��Ϊ0.007 mm���ܹ�����Ͳ�μ�������άȫ����̬���β���Ҫ������Ч��֤�˱�ϵͳ�Ŀ��������ȶ��ԡ�
5 ����
1) ���Ͳ�μ����Ӿ�̬���β����������һ�ֻ������������ͬ����ƥ���㷨����������Ͳ�μ�������άȫ����̬���β�����ʵ��ϵͳ�����������MIG�������⺸�;�����֤ʵ�顣
2) ��������㷨��ʹ�����ε�ƥ��ɹ�����ϵͳ��������(0.02 mm/1 m)���ȶ�����TRITOP���൱����������ʵ�ֺ������ܼ����β��������һ��ܻ�ȡ��άȫ�����Ρ�
3) �÷������ڷǽӴ�ʽ��ѧ�������˷���һЩ��ͳ�����ֶεIJ��㣬��ֻ�����ڵ��������������ܻ���ѻ�ȡ��άȫ�����Σ�Ϊ����������ͽṹ��������άȫ����̬�����ṩ��һ�ֲο�������ͬʱ��Ԥ�⺸�ӱ��Ρ��Ľ����ӹ��պ���ߺ���ʹ������������Ҫ���塣
�ο����ף�
[1] ��ý�, ������, ������,��.���ڹ���Ӧ�䷨Ͳ��ԽӶ�������ӱ��ε�Ԥ��[J]. ����ѧ��, 2007, 28(1): 77-80.
XU Jijin, CHEN Ligong, WANG Jianhua, et al. Prediction of welding deformation based on inherent strain for cylinder docking multi-channel welding[J]. Transactions of the China Welding Institution, 2007, 28(1): 77-80.
[2] ʷ��Ԫ, ������, ���, ��. Ԥ��Ӧ�������ƺ˵�վ�ֳ���Ͳ��ڰ庸�ӱ��ε��о�[J]. ��е����ѧ��, 2013, 49(18): 140-143.
SHI Chunyuan, WANG Jianguo, JIN Cheng, et al. Investigation of controlling welding deformation of steel liner in nuclear power station by pre-stress method[J]. Journal of Mechanical Engineering, 2013, 49(18): 140-143.
[3] HUANG Y H, LIU L, SHAM F C, et al. Optical strain gauge vs. traditional strain gauges for concrete elasticity modulus determination[J].International Journal for Light and Electron Optics, 2010, 121(18): 1635-1641.
[4] HECKMANN U, BANDORF R, GERDES H, et al. New materials for sputtered strain gauges[J]. Procedia Chemistry, 2009, 1(1): 64-67.
[5] KOKE I, M LLER W H, FERBER F, et al. Measuring mechanical parameters in glass fiber-reinforced composites: Standard evaluation techniques enhanced by photogrammetry[J]. Composites Science and Technology, 2008, 68(5): 1156-1164.
LLER W H, FERBER F, et al. Measuring mechanical parameters in glass fiber-reinforced composites: Standard evaluation techniques enhanced by photogrammetry[J]. Composites Science and Technology, 2008, 68(5): 1156-1164.
[6] DUDESCU C, NAUMANN J, STOCKMANN M, et al. Characterisation of thermal expansion coefficient of anisotropic materials by electronic speckle pattern interferometry[J]. Strain, 2006, 42(3): 197-205.
[7] �ﺣ��, ��ƽ. ������������������λ�Ʊ��β�����ģ��[J]. ����ӡ�����, 2014, 25(11): 2252-2258.
SUN Haibing, SUN Ping. Simulation of in-plane displacement deformation measurement using vortex beams[J]. Journal of Optoelectronics. Laser, 2014, 25(11): 2252-2258.
[8] �վ�, ���, ����Ԩ, ��. ���Ӷ�̬λ�Ƴ��ļ������ɢ�߲���[J]. ���Ͽ�ѧ�빤��, 2006, 14(2): 178-185.
TAO Jun, LI Dongqing, FANG Hongyuan, et al. Measurement of Welding Dynamic Displacement Field by ESPI[J]. Materials Science & Technology, 2006, 14(2): 178-185.
[9] ����ΰ, κ��ǿ, ��־ǿ. ���ӱ��β��������о���չ[J]. �ȼӹ�����, 2014, 43(17): 5-9.
LIU Jianwei, WEI Yongqiang, JIANG Zhiqiang. Research progress of measuring methods for welding deformation[J]. Hot Working Technology, 2014, 43(17): 5-9.
[10] ����ΰ, ������, ������, ��. ������ά��ѧ���������Ա��庸��ʧ�ȱ��εķ���[J]. ����ѧ��, 2013, 34(6): 109-112.
SUN Xiangwei, YIN Xianqing, WANG Jiangchao, et al. The analysis of sheet welding buckling deformation using 3D optical measurement technology[J]. Transactions of the China Welding Institution, 2013, 34(6): 109-112.
[11] �κ���, �Ժ���, ť����, ��. Ӧ����ά����ɨ�跨������ĵĺ��ӱ���[J]. ����ѧ��, 2011, 32(12): 9-12.
HE Hongwei, ZHAO Haiyan, NIU Wenchong, et al. A method to measure welding deformation of plate by three dimensional laser scanner[J]. Transactions of the China Welding Institution, 2011, 32(12): 9-12.
[12] ����, ����, ������, ��. ����ͼ����ط������������庸�ӵ�ȫ������[J]. ��ѧ���ܹ���, 2012, 20(7): 1636-1643.
HU Hao, LIANG Jin, TANG Zhengzong, et al. Measurement of full-field deformations in metal sheet welding process by image correlation method[J]. Optics and Precision Engineering, 2012, 20(7): 1636-1643.
[13] HU H, LIANG J, XIAO Z Z, et al. Image correlation method for full-field deformation measurement during metal sheet welding processes[J]. Optik, 2013, 124(21): 5193-5198.
[14] TANG Zhengzong, LIANG Jin, XIAO Zhenzhong, et al. Large deformation measurement scheme for 3D digital image correlation method[J]. Optics and Lasers in Engineer, 2012, 50(2): 122-130.
[15] ����, ����, ����, ��. ����DIC��ԤӦ����ͭ/����������������ܼ�����о�[J]. ���Ϲ���, 2014, 0(5): 78-85.
SUN Tao, LIANG Jin, GUO Xiang, et al. Anisotropy measurement and investigation on Cu/Al clad metals after prestrain based on digital image correlation[J]. Journal of Materials Engineering, 2014, 0(5): 78-85.
[16] �����, ���Ƿ�, ���. ���Ϻ��ӱ��β���������ͼ����ط�Ӧ���о�[J]. �й�����, 2015, 41(7): 33-36.
LI Runjuan, WANG Dengfeng, GUO Nan. Application and research of digital image correlation method for sheet metal welding deformation measurement [J]. China Measurement & Test, 2015, 41(7): 33-36.
[17] ������, ����, Ҧ�, ��. ���弤�⺸���ȱ��εļ��[J]. ����ѧ��, 2015, 36(7): 47-51.
HUANG Zunyue, LUO Zhen, YAO Qi, et al. Detection of aluminum alloy sheet deformation during laser beam welding[J]. Transactions of the China Welding Institution, 2015, 36(7): 47-51.
(�༭ �����)
�ո����ڣ�2016-12-25�������ڣ�2017-02-03
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51421004��51275378��51275389)���㶫ʡ�����о�����������ר���ʽ�������Ŀ(2014A010104003)(Projects (51421004��51275378��51275389) supported by the National Natural Science Foundation of China; Project (2014A010104003) supported by Guangdong Public Research and Capacity Building Special Funds)
ͨ�����ߣ���������ʿ�����ڣ���ʿ����ʦ�����»�����ơ������Ӿ��ȷ�����о���E-mail: liangjin@mail.xjtu.edu.cn
ժҪ����Դ�ͳ������ʽ����ʵ�ֺ���������Ͳ�μ�ȫ�����β��������⣬���һ��Ͳ�μ�������άȫ����̬���β������������ȣ�ͨ����������������������ʵ�ֲ�ͬ����״̬����ͬ���ε������ͳһ����Σ����һ�ֻ��������������ͬ���ε�ƥ���㷨��ʵ�ֺ����������ε�ijɹ�ƥ�䣻��������Ϲؼ�����������VS2010�������������Ƴ���άȫ����̬���β���ϵͳ��Ϊ��֤�ñ��β��������Ŀ����ԣ���Ʋ�ʵʩͲ�μ��ۻ����������屣���绡��(MIG)�ͼ��⺸����ʵ�飬�����ñ궨ʮ�ּܽ��о�����֤ʵ�顣�о�����������÷�����õı��β�������Ϊ0.020 mm/1 m���ܹ�ʵ��Ͳ�μ�������άȫ����̬���β��������зǽӴ����߾��Ⱥ���ʾֱ�۵��ŵ㣬��Ϊ�ṹ��������άȫ����̬�����ṩһ����Ч�IJ���������
[1] ��ý�, ������, ������,��.���ڹ���Ӧ�䷨Ͳ��ԽӶ�������ӱ��ε�Ԥ��[J]. ����ѧ��, 2007, 28(1): 77-80.
[2] ʷ��Ԫ, ������, ���, ��. Ԥ��Ӧ�������ƺ˵�վ�ֳ���Ͳ��ڰ庸�ӱ��ε��о�[J]. ��е����ѧ��, 2013, 49(18): 140-143.
[7] �ﺣ��, ��ƽ. ������������������λ�Ʊ��β�����ģ��[J]. ����ӡ�����, 2014, 25(11): 2252-2258.
[8] �վ�, ���, ����Ԩ, ��. ���Ӷ�̬λ�Ƴ��ļ������ɢ�߲���[J]. ���Ͽ�ѧ�빤��, 2006, 14(2): 178-185.
[9] ����ΰ, κ��ǿ, ��־ǿ. ���ӱ��β��������о���չ[J]. �ȼӹ�����, 2014, 43(17): 5-9.
[11] �κ���, �Ժ���, ť����, ��. Ӧ����ά����ɨ�跨������ĵĺ��ӱ���[J]. ����ѧ��, 2011, 32(12): 9-12.
[15] ����, ����, ����, ��. ����DIC��ԤӦ����ͭ/����������������ܼ�����о�[J]. ���Ϲ���, 2014, 0(5): 78-85.
[16] �����, ���Ƿ�, ���. ���Ϻ��ӱ��β���������ͼ����ط�Ӧ���о�[J]. �й�����, 2015, 41(7): 33-36.
[17] ������, ����, Ҧ�, ��. ���弤�⺸���ȱ��εļ��[J]. ����ѧ��, 2015, 36(7): 47-51.
