
DOI�� 10.11817/j.issn.1672-7207.2020.11.006

�ͷ�ʽ������������Al-Mg-Sc-Zr�Ͻ������֯����ѧ����
����1�������1��ף���2��Ԭ����1������1���ƻ�3��Ҷ��4
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083��
2. �г���ҵ�о�Ժ����˾��������100000��
3. �Ϻ����̼�����ѧ ���Ϲ���ѧԺ���Ϻ���201620��
4. �人����������������ι�˾������ �人��215000)
ժ Ҫ��
�������췽���Ʊ�Al-Mg-Sc-Zr�Ͻ����������ý���������X�������������ɨ����������������������鼰��Ӳ�Ȳ������ֶ��о��ͷ�ʽ������������Al-Mg-Sc-Zr�Ͻ�ʱЧǰ�������֯����ѧ���ܡ��о������������ӡ̬�����۳ر߽總������ϸ���������۳��ڲ����ִִ����֦��״����������ԼΪ7 ��m����������ǿ��(��uts)Ϊ(303.72��4.00) MPa������ǿ��(��0.2)Ϊ(216.93��3.00) MPa���쳤��(��f)Ϊ7.65%��0.34%������XOZ�桢XOY���YOZ���Ӳ��(HV)�ֱ�Ϊ112.29��6.00��85.76��1.70��90.176��5.340����325 ��/4 hʱЧ�������۳ر߽總������������һ���̶ȵij������۳ر�Ե��ʼ��ʧ�����۳��ڲ������ߴ����״û�б仯���������������н�Ϊ���Ե�����������ǿ��������(318.13��5.00) MPa������ǿ��������(234.84��1.90) MPa�����쳤���½���6.96%��0.24%������XOZ�桢XOY���YOZ���Ӳ��(HV)�ֱ�������118.75��4.00��88.60��0.93��101.44��2.75��
�ؼ��ʣ�
�����ͷ��������������ֺϽ���ʱЧ����������֯��������������Ӳ����
��ͼ����ţ�TG146.2+1 ���ױ�־�룺A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±�ţ�1672-7207��2020��11-3055-09
Microstructure and mechanical properties of Al-Mg-Sc-Zr alloy by powder feeding laser additive manufacturing
LIN��Zehuan1, LI��Ruidi1, ZHU��Hongbin2, YUAN��Tiechui1, XU��Rong1, YAN��Hua3, YE��Bing4
(1. State key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. CRRC Industrial Research Institute, Beijing 100000, China;
3. College of Materials Engineering, Shanghai University of Engineering Science, Shanghai 201620, China;
4. Wuhan Huagong Laser Engineering Co. Ltd., Wuhan 215000, China)
Abstract: Al-Mg-Sc-Zr alloy samples were prepared by powder feeding laser additive manufacturing method. And microstructure and mechanical properties of Al-Mg-Sc-Zr alloy were studied by means of metallographic microscope, X-ray diffraction analysis, scanning electron microscope, room temperature tensile test and microhardness measurement, etc. The results show that for the printed samples, fine grains are found on the boundary of the pools. And large dendritic cell grains with the size of about 7 ��m exist inside the pools. The tensile strength(��uts) is (303.72��4.00) MPa, yield strength(��0.2)is (216.93��3.00) MPa, and elongation(��f) is 7.65%��0.34%.The hardness on XOZ-plane, XOY-plane and YOZ-plane of the sample are 112.29��6.00, 85.76��1.70 and 90.176��5.340, respectively. After aging treatment at 325 �� for 4 h, the grain size at the edge of the pool grows to a certain extent, leading to the disappearance of the edge of the pool, but the grain size and shape inside the pool do not change. Tensile strength increases to (318.13��5.00) MPa, yield strength increases to (234.84��1.90) MPa, and elongation decreases to 6.96%��0.24%. The hardness on XOZ-plane, XOY-plane and YOZ-plane of the sample increase to 118.75��4.00, 88.60��0.93 and 101.44��2.75, respectively.
Key words: laser powder feeding additive manufacturing; aluminum-scandium alloy; aging treatment; microstructure; tensile property; microhardness
��������غϽ���߱��������ʴ�ԡ��ߵ����Եȱ��㷺�����ڹ�ҵ�������Լ�����֮�С������㹹�����Ƴ³����Լ�������Ҫ��IJ�����ߣ���Ԫ�ر��㷺Ӧ�������Ͻ���ԣ����ɵ�Al3Sc���ܹ��ٽ��Ǿ����κˣ�ͬʱ���ڸ��´����������Ծ���Ķ������ã�ʹ�þ���ϸ�����Ӷ��ܹ���Ч�������Ͻ������[1-2]�����ڴ�ͳ�����Ͻ������У�һ�㶼�Dz��������������Ա��εķ��������ʹ�����Ʊ���״���ӵĽ������ʱ����ɴ����IJ����˷ѣ��Ʊ����ڽϳ���ͬʱ�����������Ҫ��������ߵĻ����£���ͳ��������������[3]��Ŀǰ���������������ܵ��㷺�˹�ע������ڴ�ͳ���գ���������������н�ʡ���ϡ����̳��������Լ��ܹ��Ʊ���״�����ӵij�����������ƣ��ܹ�ʵ�ָ����ܸ��ӽṹ�����������ģ��ȫ���ܽ�������[4-8]���ü������ι����нϿ�������ٶ�(103~108 K/s)�ܹ���Ч�����ƾ�������Ԫ��ƫ����ʹ�ó��εĺϽ�������֯ϸС�����нϸ���ѧ����[9]�������Ͻ������������Ӧ�������ž��DZ���������ͷ���������(laser metal deposition, LMD)��һ������ͷ۹��յĽ������μ������ֱ���Ϊֱ�ӽ�������(direct metal deposition��DED)��ӵ���ܹ������ƶ��ķ�ĩ����ͼ������Լ��ϴ�ij��βգ��ܹ���Ч��������״���ӡ��ߴ�ϴ�������
���ں�Sc��Zr�����Ͻ�ļ����ͷ�����������о��Ѿ����������������ѧ�ߵĹ�ע��WANG��[10]���ü����ͷ��������켼�������˾�Sc��Zr���Ե���þ�Ͻ𣬷����ڵ�Sc��Zr�����£�����������Ч������Al3(Sc, Zr)���������������۳��ڲ��Կɵõ�����״����֯���۳ر߽�ϵ͵������¶Ȳ��ɱ���شٽ���Al3(Sc, Zr)���������������۳ر�Ե�γ���ϸС�ĵ��ᾧ��������Sc��Zr���������ӣ�������ȴ�ٶȲ�����ʹ��Al3(Sc, Zr)�������������õ�����ȫ����ľ�����֯��KURNSTEINER��[11]�о��˼����ͷ��������칤�չ����д��ڵĹ����ȴ���(IHT)�Ժ�Sc���Ͻ��Ӱ�죬�����ڼ�����ι����У�������ȴ���ʵ��µĹ�����Al-Sc����Ĺ�̬������ʹ���׳�������ܶȴﵽ1023��/m3������Sc��Zr��Al�еļ����ܶ�����[12]��ʱЧ���������ֺϽ�������һ����Ӱ�죬�缤���ĩ������(laser powder bed forming, LPBF)���ε����ֺϽ���ʱЧ���������ܵõ�����Ч������[13]�����ǣ���LMD�������ֺϽ�ʱЧ����ǰ�����ܺ���֯���о����١��ڴˣ�����������Բ���LMD���ε����ֺϽ�ѡȡ��Ϊ���ʵ��ȴ���������ͨ����ѧ���ܲ��Ժ�����֯����̽��ʱЧ���������ֺϽ��Ӱ�죬����Ϊ������LMD�������ֺϽ�ṹ�����о��ṩ���ݺ�����֧�֡�
1 ʵ�鷽��
1.1�����Ϻ���Ʒ���Ʊ�
������ո�Ӧ������������������(VIGA)�Ʊ���Al-Mg-Sc-ZrԤ�Ͻ��ĩ��������Ϊ�������ʼAl-Mg-Sc-Zr��ĩ��ĥ��֮����ò�������ֲ�����ͼ1��ʾ����ͼ1�ɼ�����ĩ�����ֲ���Ϊ���ȣ������ֹ������״�������������ķ�ĩ��������ĩ����Ϊ75~150 ��m������ͬ���ͷ����Է�ĩ��Ҫ��
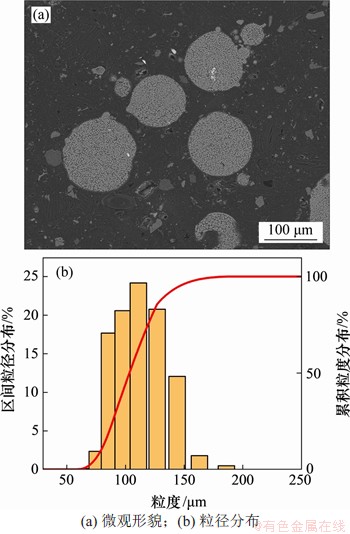
ͼ1��Ԥ�Ͻ��ĩ����ò�������ֲ�ͼ
Fig.1��Microstructure and particle size distribution of pre-alloy powder
��ʵ��ʹ����巼���LDM 8060 �����豸���䱸2 kW���˼����������ֱ��Ϊ2 mm�������Ϊ1 400 W��ɨ���ٶ�Ϊ600 mm/min��ɨ����Ϊ1 mm�����Ϊ0.5 mm������������Ϊ7~9 L/min��Ϊ��ֹ���������������ι����ڵ���Ϊ�������յĻ����н��С�ɨ�跽ʽ����ƽ���ڳ��ߵĵ���ɨ��(��ͼ2��ʾ)��2��������֮������ת��ÿ��Ϊ1��ɨ�����ڣ�����֮����ͣ��ʱ�䡣
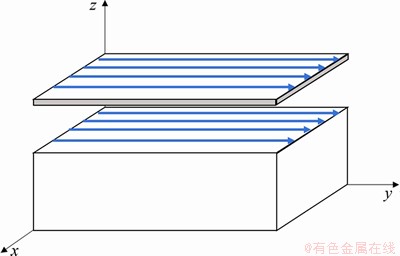
ͼ2��ɨ�����ͼ
Fig. 2��Scanning strategy diagram
���о��Ʊ�����������Ϊ70 mm��10 mm��30 mm�ij����������������в��������и��ȡ����������ȡ����ʽ��ͼ3��ʾ�����Ա���������325 ��/4 h��ʱЧ������������������ĥ��������������������Ӳ�ȼ�⡣������������ʹ�ò�ͬ���ɰֽ��ĥ��ֱ�����ֽ�������
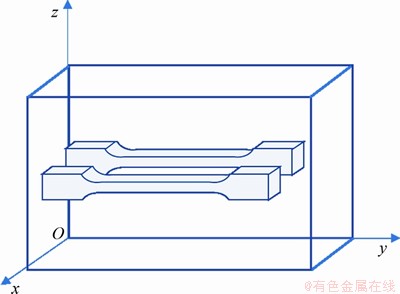
ͼ3����������ʾ��ͼ
Fig. 3��drawing sample diagram
1.2���۽ṹ�ͻ�е���ܵı���
��Ʒ���ò�ͬ���ɰֽ��ĥ��������0.5 ��m������������Һ�����⣬�����������Ի��ۺ����DM4000M��ѧ����(optical microscope��OM)�۲�ʱЧǰ������������棬��Rigaku D/max 2550VB��X����������(X-ray diffractometer��XRD)����X�������������ɨ������Ϊ5 (��)/min��2��Ϊ10��~80�㣬����Quanta 200 FEI��ɨ���������(scanning electron microscope��SEM)�۲�����������ò�����������������Instron3369��������ѧ���������������Ϊ1 mm/min����Ӳ�Ȳ���ʹ����ά��Ӳ�Ȼ�(ASTME 384-08)������200 g������15 s��ÿ����������5��Ӳ������ƽ��ֵ��
2 ���������
2.1��LMD�������ֺϽ��������
ͼ4��ʾΪԭʼ��ĩ��LMD���ε����ֺϽ�ʱЧ����ǰ���XRDͼ�ס���ͼ4���Կ�����ʱЧǰ�����Ʒ�Լ����˨�-Al��Al3(Sc, Zr)������塣LMD���ε���Ʒ������������ԭ��ĩ���������һ����ƫ�ơ�����������LMD���ι����У����ٵļ��Ⱥ���ȴ�����˽ϴ���¶��ݶȺ��Ȳ�����ʹ�ó�����Ʒ�в�������Ӧ���Ͳ���Ӧ��������Ӧ�������ھ��磬��������������ͣ�Ӱ���˳�����Ʒ�ľ������������ʱЧ��������������һ����ƫ�ƣ�������н�Ϊ���Ե����ߣ���������Ӧ������һ���̶ȵ��ɳ�[3]��ͬʱ���ڨ�-Al�������Ա���Al3(Sc, Zr)�Ķ��η壬������Ϊ��Ʒ��ȡ�Գ�����Ʒ���в�����LMD�����Ǿ����˲��ϵķ������ۣ��ڳ��ι����У������ij��ζ��в������˷������ȣ�ʹ��һ������Al3(Sc, Zr)��ӹ����͵Ĩ�-Al����������������ʱЧ������Al3(Sc, Zr)���һ����������ʹʱЧ����Ʒ��XRD����Ҳ�ж��η�ij��֡�
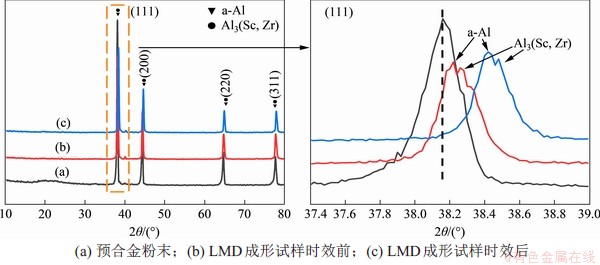
ͼ4��Ԥ�Ͻ��ĩ��LMD��������ʱЧǰ���XRDͼ��
Fig. 4��XRD patterns of pre-alloy powder and LMD samples before and after aging
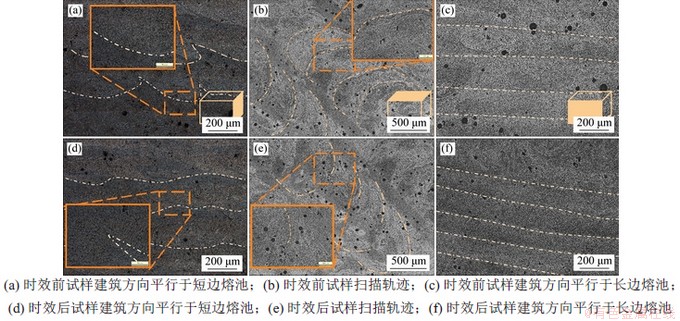
ͼ5��ʱЧǰ���������췽���ɨ�跽��Ľ�����Ƭ
Fig. 5��Metallographic diagram of specimen construction direction and scanning direction before and after aging
2.2���۽ṹ
���ù�ѧ������ʱЧǰ���LMD��������������֯�����˱�������ͼ5��ʾ����ͼ5(a)��ͼ5(d)���Կ������ڴ����ϣ��۳����ж��룬����������Ʒ��ӡɨ�跽ʽΪ�����ӡ�������֮��û�нǶȱ仯��ʹ���۳س���ƽ�ж���ķ�ʽ����Ʒ�д���һ�����Ŀ�϶���۳ؿ���ԼΪ400 ��m�����ԼΪ200 ��m��ͬʱ�����Կ����۳���״������������������LMD���յĹ����ȴ�������[11]�������ϲ�IJ��ϼ��ȣ����ѳ��εIJ��ֽ��ж�ʱ����ȴ�����ʹ���۳ر߽緢���仯���۳�֮��ı߽翪ʼ��ʧ�����������ʱЧ�������Ϊ���ԣ���Ƭ״�۳ؽ�һ�����ˣ��۳ر߽�ת���γ���������״�ķֲ���
��ͼ5(b)��ͼ5(e)���Կ������۳سʲ��������Բ����״��ɨ�跽��ѵ����۳ؿ���ԼΪ1 mm���빤�ղ�����ɨ�����൱�����ڵ�ɨ��켣���۳س��෴�ķ���ѵ����������ڼ������߷�ʽΪƽ���ڳ��ߵĵ���ɨ�����¡���ʱЧ��������ͼ5(e)��ʾ��ͬ�������۳ر߽翪ʼ��ʧ�����������۳ض��˿�ʼ�������߷�չ������������ɨ�跽����۳ض��˺ͽ��������������Ƭ״�۳ر�Եϸ�����ϱ�����ʱЧ����������һ���̶ȵľ�������ʹ�øò��ֵ�ϸ������ʼ��ʧ��
��ͼ5(c)��5(f)���Թ۲쵽��ʱЧǰ��������������ƽ���ڳ����۳ص�����ò��û��̫������𣬳�����״�ֲ���������Ϊ����ɨ�跽ʽΪƽ���ڳ������¡�
Ϊ��һ������ʱЧǰ����������֯����ʱЧǰ���LMD��������������ɨ��羵������ͼ6��ʾΪ�������������۳ص�ɨ��羵��Ƭ����ͼ6(a)��6(e)�ܹ������۳ر߽������״����һ���Ŵ�߽���ֽϰ�����������С��ϸ������ɣ����ԼΪ40 ��m����һ�������ȴ������Ϊ���ԣ�����״�ֲ�Ҳ��Ϊ������ͬʱ�����۳��ڲ��ܹ����ִִ����ͻ��״����������ԼΪ7 ��m�����Ƶ�������ƽ���ڶ̱߷��������Ҳ�ܹ�����(��ͼ6(d)��6(h)��ʾ)��������ʱЧǰ�ִ�İ�״������û�з������Եijߴ�仯��
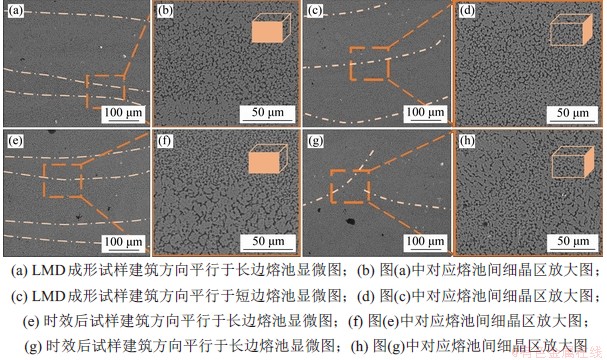
ͼ6��ʱЧǰ���������������۳ص�ɨ��羵��Ƭ
Fig. 6��Scanning electron microscopy (SEM) images of building direction of sample before and after aging
��ɨ����������·��֣���LMD���������;�ʱЧ�����������IJ������������֮���������ԼΪ10 ��m�İ�ɫ��״��������ͼ7(a)��7(b)��ʾ�����������������Ĺ����У�����Ԥ�Ͻ��ĩ���γ�Al3(Sc, Zr)�����࣬��ͼ7(c)��ʾ���ڳ��ι����У�LMD�����ļ��������ܶȲ����Խ���ЩAl3(Sc, Zr)��������ȫ�ۻ���ʹ��ʿ�״�ֲ��������С�ͬʱ�����۲쵽ϸС�İ�ɫ���������ھ���֮�䣬����Al3(Sc, Zr)�����࣬������Ϊ0.5~0.8 ��m����������LMD���ι����У�����Ʒ���з������ۼ��ȣ�ʹ�û����й������ܵ�Al3(Sc, Zr)�������γ�Al3(Sc, Zr)�����ࡣ����ͼ7(b)���Կ�����ʱЧ�����ٽ���Al3(Sc, Zr)�������������ͼ�е�ϸС��ɫ��������LMD����������(ͼ7(a)��ʾ)�������ࡣ
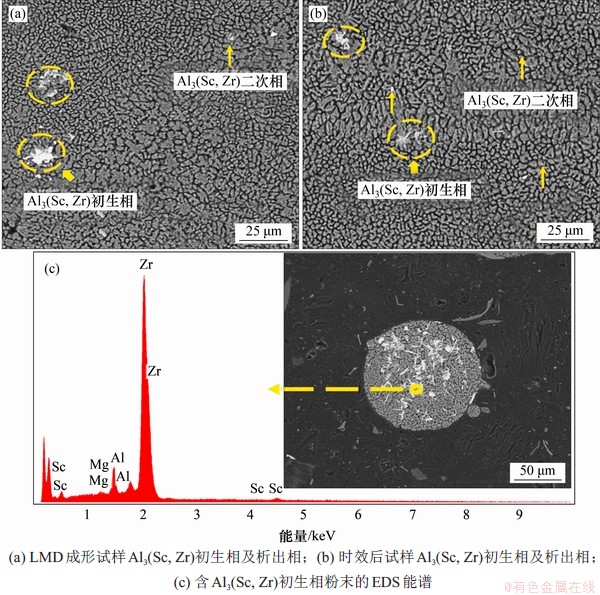
ͼ7�����������������Al3(Sc, Zr)�����༰�������ɨ��羵��Ƭ
Fig. 7��Scanning electron microscope images of primary and precipitated phase regions of Al3(Sc, Zr) in architectural direction of sample
2.3����ѧ���ܺ���Ӳ�ȷ���
��ʱЧ����ǰ����������������������飬����Ӧ��-Ӧ��������ͼ8(a)��ʾ����ͼ8�ɼ�����Ӧ��-Ӧ�������У����Ա��β��ִ��ڲ��ȶ���ݣ���������Ϊ������-��������ЧӦ(Portevin-Le Chatelier effect��PLC[14])����ЧӦ��ֲ��Ǿ������Ա����йأ�ͨ�������ڶ�̬Ӧ��ʱЧ����(dynamic strain aging��DSA[15])�����ڻ���·���ϵ��ϰ�����ʱ��ֹ��λ���˶�����ʹ�����Ͼ�ݵIJ�������Al-Mg�Ͻ���PLC�������ձ���ڵģ��ڲ���SLM��SPS��ͳ���췽ʽ���ε��㲿���ж��ܹ�������һ����[16]��
��ͼ8(b)�ɼ�����ʱЧ��������Ʒ����ѧ�������˽�Ϊ���Ե��������俹��ǿ��(��uts)��(303.72��4) MPa��������(318.13��5) MPa������ǿ��(��0.2)��216.93 3 MPa��������(234.84��1.9) MPa���쳤��(��f)��7.65%��0.34%�½�����6.96%��0.24%�����������ڼ����ۻ������п��ٵ����̺���ȴ�ܹ��������Sc��Zr���������У��Ӷ�ʹ����Ʒ����ʱЧ�������γɸ����Al3(Sc, Zr)������[17]���谭����Ʒ�ڲ���λ���˶��;����ij���ʹ������ǿ�ȺͿ���ǿ����ߡ�ͬʱ����Ҳ��֤��ͼ8(a)��Ӧ��-Ӧ�������о�ݳ��ֵ�ԭ��ͬʱ������LMD���յĹ����ȴ���������ʹ��LMD��Ʒ����ȴ����ԶС��SLM��Ʒ����ȴ�ٶȣ����ݶ�ԽС������IJ���Ӧ����С�����ʱЧ����ʹ����Ӧ���ɳڣ�����쳤��[13]������δ���֡�����෴�������������谭��λ���˶���λ���Ķѻ�ʹ�ò��ϵ��쳤���½���
ʱЧ����ǰ�������ĶϿ���ò��ͼ9��ʾ����ͼ9�ɼ�����Ʒ�Ϻ�ı����д����ߴ粻һ�����ѷֲ������ڵ��͵����Զ��ѡ���Ʒ�Ͽڴ������˿ն�����״���͵��ᾧ�Լ�������δ�۷�ĩ����(ͼ9(b)��9(d))��ʱЧ�������ѱ������ֳ�����״�����ѳߴ������������ʹ������չ���ܽ��ͣ�����ǿ����ߡ�
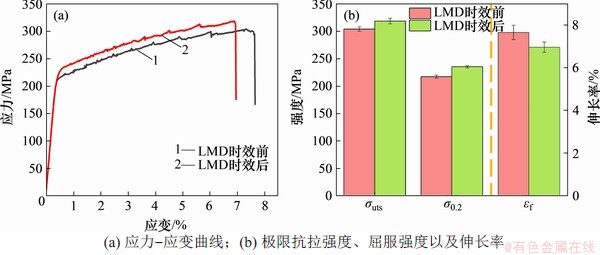
ͼ8��ʱЧǰ������Ӧ��-Ӧ����������ѧ����
Fig. 8��Stress-strain curves of samples before and after aging and mechanical property
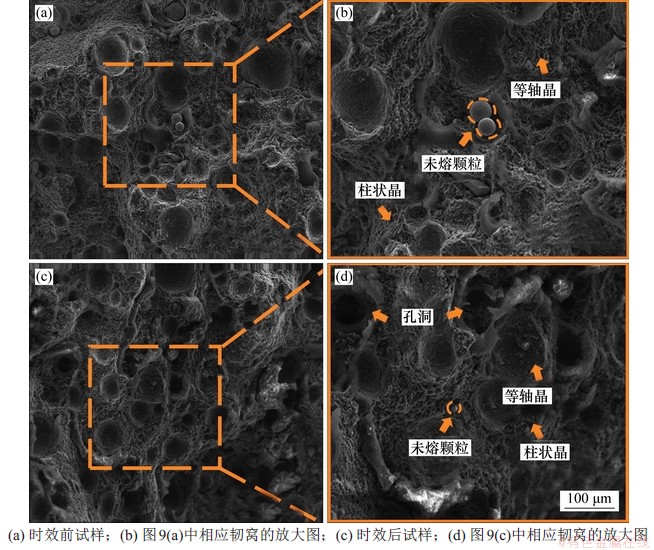
ͼ9��ʱЧǰ�����������ĶϿ�ɨ��羵��Ƭ
Fig. 9��Scanning electron microscopy images of tensile specimens before and after aging
��ʱЧ����ǰ�������������Ӳ�Ȳ��ԣ���ͼ10��ʾ����ͼ10�ɼ���������������������ʱЧǰ����ʱЧ�����������������Ӳ��Ҫ����ɨ�跽���Ӳ�ȡ�325 ��/4 hʱЧ������ÿ�����Ӳ������һ����������XOZ���Ӳ��(HV)��112.29��6��������118.75��4��XOY���Ӳ��(HV)��85.76��1.7��������88.6��0.93��YOZ���Ӳ����90.176��5.34��������101.44��2.75����������ʱЧ�������������(��ͼ7��ʾ)����һ���谭��λ���˶����Ӷ�ʹ��ƷӲ��������
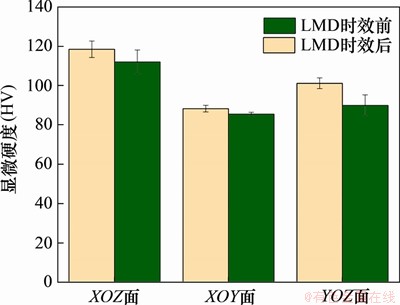
ͼ10��ʱЧǰ��������Ӳ��
Fig. 10��Microhardness of samples in all directions before and after aging
3 ����
1) ʱЧ����ɨ�跽����۳ض��˺ͽ��������������Ƭ״�۳ر�Եϸ����������һ���̶ȵľ�������ʹ�øò��ֵ�ϸ������ʼ��ʧ���ڽ��������۳���������Թ۲쵽2�־�����̬��ϸ�����״��������ͻ�ְ�״������
2) ʱЧǰ�����Ʒ�Դ������Ե�Al3(Sc, Zr)�����࣬�������ڼ����ͷ۳�����������ȫ����Ԥ�Ͻ��ĩ�е�Sc��Zr���¡�ͬʱ����������Al3(Sc, Zr)�������������ʱЧ�Ӿ��˶��������������ǿ�˺Ͻ���Ʒ������ǿ����
3) ����ʱЧ��������Ʒ������ǿ��(��uts)��(303.72��4) MPa��������(318.13��5) MPa������ǿ��(��0.2)��216.93��3 MPa��������(234.84��1.9) MPa���쳤��(��f)��7.65%��0.34%�½�����6.96%��0.24%��XOZ���Ӳ��(HV)��112.29��6��������118.75��4��XOY���Ӳ��(HV)��85.76��1.7��������88.6��0.93��YOZ���Ӳ����90.176��5.34��������101.44��2.75��
�ο����ף�
[1] LI Lanbo, LI Ruidi, YUAN Tiechui, et al. Microstructures and tensile properties of a selective laser melted Al-Zn-Mg-Cu (Al7075) alloy by Si and Zr microalloying[J]. Materials Science and Engineering A, 2020, 787: 139492.
[2] ����, �ž�, �����, ��. Sc �� Zr �� 7055 �Ͻ���̬���ȴ���̬��֯�����ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2018, 38(10): 1130-1133.
CHEN Yong, ZHANG Jun, TENG Guangbiao, et al. Effects of Sc and Zr on microstructure and properties of as-cast and heat-treated state 7055 aluminum alloy[J]. Special Casting & Nonferrous Alloys, 2018, 38(10): 1130-1133.
[3] LI Xiaopeng, WANG Xiaojun, SAUNDERS M, et al. A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility[J]. Acta Materialia, 2015, 95: 74-82.
[4] DAI Donghua, GU Dongdong, ZHANG Han, et al. Influence of scan strategy and molten pool configuration on microstructures and tensile properties of selective laser melting additive manufactured aluminum based parts[J]. Optics and Laser Technology, 2018, 99: 91-100.
[5] LI Ruidi, WANG Minbo, YUAN Tiechui, et al. Selective laser melting of a novel Sc and Zr modified Al-6.2 Mg alloy: processing, microstructure, and properties[J]. Powder Technology, 2017, 319: 117-128.
[6] LI Ruidi, WANG Minbo, LI Zhiming, et al. Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: crack-inhibiting and multiple strengthening mechanisms[J]. Acta Materialia, 2020, 193: 83-98.
[7] NIU Pengda, LI Ruidi, ZHU Shuya, et al. Hot cracking, crystal orientation and compressive strength of an equimolar CoCrFeMnNi high-entropy alloy printed by selective laser melting[J]. Optics and Laser Technology, 2020, 127: 106-117.
[8] ������, �캣��, ��־��, ��. AlSi10Mg�ļ���ѡ���ۻ������о�[J]. ����ѧ��, 2017, 53(8): 918-926.
ZHANG Wenqi, ZHU Haihong, HU Zhiheng, et al. Study on the selective laser melting of AlSi10Mg[J]. Acta Metallurgica Sinica, 2017, 53(8): 918-926
[9] LI Ruidi, SHI Yusheng, WANG Zhigang, et al. Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting[J]. Applied Surface Science, 2010, 256(13): 4350-4356.
[10] WANG Zihong, LIN Xin, TANG Yao, et al. Laser-based directed energy deposition of novel Sc/Zr-modified Al-Mg alloys: columnar-to-equiaxed transition and aging hardening behavior[J], Journal of Materials Science & Technology, 2020, 59: 134-148.
[11] KURNSTEINER P, BAJAJ P, GUPTA A, et al. Control of thermally stable core-shell nano-precipitates in additively manufactured Al-Sc-Zr alloys[J]. Additive Manufacturing, 2020, 32: 100910.
[12] FORBORD B, HALLEM H, ROYSET J, et al. Thermal stability of Al3(Scx,Zr1-x)-dispersoids in extruded aluminium alloys[J]. Materials Science and Engineering A, 2008, 475 (1/2): 241-248.
[13] LI Ruidi, CHEN Hui, ZHU Hongbin, et al. Effect of aging treatment on the microstructure and mechanical properties of Al-3.02Mg-0.2Sc-0.1Zr alloy printed by selective laser melting[J]. Materials and Design, 2019, 168: 107668.
[14] MCCORMIGK P G. A model for the Portevin-Le Chatelier effect in substitutional alloys[J]. Acta Materialia, 1972, 20(3): 351-354.
[15] MOGUCHEVA A, YUZBEKOVA D, KAIBYSHEV R, et al. Effect of grain refinement on jerky flow in an Al-Mg-Sc alloy[J]. Materials Science and Engineering A, 2016, 47(5): 2093-2106.
[16] WANG Minbo, LI Ruidi, YUAN Tiechui, et al. Microstructures and mechanical property of AlMgScZrMn: a comparison between selective laser melting, spark plasma sintering and cast[J]. Materials Science and Engineering: A, 2019, 756: 354-364.
[17] SHI Yunjia, YANG Kun, KAIRY S K, et al. Effect of platform temperature on the porosity, microstructure and mechanical properties of an Al-Mg-Sc-Zr alloy fabricated by selective laser melting[J]. Materials Science and Engineering: A, 2018, 732: 41-52.
(�༭ �Կ�)
�ո����ڣ� 2020 -08 -21; �����ڣ� 2020 -09 -03
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51871249)������ʡ��Ȼ��ѧ����������Ŀ(2020JJ2046) (Project(51871249) supported by the National Natural Science Foundation of China; Project(2020JJ2046) supported by the Science and Technology Program of Hunan Province)
ͨ�����ߣ�����ϣ���ʿ�����ڣ���ʿ����ʦ�����¼������������ĩ�����о���E-mail��liruidi@csu.edu.cn
ժҪ�������ͷ�ʽ�����������췽���Ʊ�Al-Mg-Sc-Zr�Ͻ����������ý���������X�������������ɨ����������������������鼰��Ӳ�Ȳ������ֶ��о��ͷ�ʽ������������Al-Mg-Sc-Zr�Ͻ�ʱЧǰ�������֯����ѧ���ܡ��о������������ӡ̬�����۳ر߽總������ϸ���������۳��ڲ����ִִ����֦��״����������ԼΪ7 ��m����������ǿ��(��uts)Ϊ(303.72��4.00) MPa������ǿ��(��0.2)Ϊ(216.93��3.00) MPa���쳤��(��f)Ϊ7.65%��0.34%������XOZ�桢XOY���YOZ���Ӳ��(HV)�ֱ�Ϊ112.29��6.00��85.76��1.70��90.176��5.340����325 ��/4 hʱЧ�������۳ر߽總������������һ���̶ȵij������۳ر�Ե��ʼ��ʧ�����۳��ڲ������ߴ����״û�б仯���������������н�Ϊ���Ե�����������ǿ��������(318.13��5.00) MPa������ǿ��������(234.84��1.90) MPa�����쳤���½���6.96%��0.24%������XOZ�桢XOY���YOZ���Ӳ��(HV)�ֱ�������118.75��4.00��88.60��0.93��101.44��2.75��
