
���±�ţ�1004-0609(2014)01-0061-08
ǿ�ƶ��������Ʊ����Ͻ���̬���ϼ�����֯�ݱ�
�� ���������֣�۬�������������Ż���
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ��
���������з���ǿ�ƶ�������װ��(FCR)���о�Ͳ���¶ȡ���ע�¶Ⱥͽ����ٶȶ�A356���Ͻ���̬��֯��Ӱ����ɣ�̽�ְ��̬�����Ʊ������е�������Ϊ������������ʵ����ͽ�ע�¶ȡ�Ͳ���¶Ⱥ���߽����ٶȾ������ڰ��̬������֯�ĸ��ƣ��ܹ��Ʊ�����ϸС��Բ�����ֲ����ȵİ��̬��֯������ע�¶�Ϊ620~630 �桢Ͳ���¶�Ϊ570~580 �桢Ͳ��ת��Ϊ200 r/min����ʱ�����ܻ������İ��̬���ϣ�������������ƽ��ֱ����80 ��m���£���״������0.75���ϣ�ǿ�ƶ�������װ�ü���ظı��˴�ͳ���������������������������Ⱥ���ɢ�������ʵ�״̬��ʹ������¶ȳ��ͳɷֳ�����һ�£��ƻ���֦�������������������ڻ�ýϺõİ��̬��֯��
�ؼ��ʣ�
A356���Ͻ������̬��ǿ�ƶ����������������֯�ݱ���
��ͼ����ţ�TG146.2+1��TG249.9���� ���ױ�־�룺A
Preparation of semisolid aluminum alloy slurry by forced convection mixing and its microstructure evolution
ZHOU Bing, KANG Yong-lin, GAO Jun-zhen, QI Ming-fan, ZHANG Huan-huan
(School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing100083, China)
Abstract: A356 aluminum alloy semisolid slurry was prepared by self-developed forced convection rheoforming machine (FCR). The effects of barrel temperature, pouring temperature and rotation speed on the microstructure of semisolid slurry were investigated. The solidification behavior of the semisolid slurry preparation was discussed. The results show that reducing the barrel temperature and pouring temperature and increasing the rotation speed appropriately are beneficial to obtain semisolid slurry with fine and spherical solid particles distributed in the matrix uniformly. The desirable semisolid slurry with average primary solid phase diameter of below 80��m and shape factor of above 0.75 can be obtained at pouring temperature of 620-630 ��, barrel temperature of 570-580 �� and rotation speed over 200 r/min. The FCR device can greatly change the situation that the melt relies on diffusion to transfer the heat and mass in traditional solidification conditions. It destroys the generation environment of dendrites. The temperature field and the composition of the melt are going uniformly, which will be advantage to obtain better semisolid microstructure.
Key words: A356 aluminum alloy; semi-solid; force convection; rheoforming; microstructure evolution
���̬�����Է��������������ܹ���þ��ȵ�ϸ����֯��������ܺ�ʵ�ָ��ٽ��ճ��ε��ŵ㣬�ܵ��˹㷺��ע��������μ������ھ��гɱ��͡�Ӧ�÷�Χ�㡢�������̶̡�������֯�����Լ��ʺ��ڶ��ּӹ��������ŵ�[1]����Щ������������μ����ڹ������ܵ����ձ����ӣ�����ѧ�ߴ����ۡ����顢�������豸�ȷ��濪չ�˴������о���ȡ���˺ܴ�Ľ�����ʹ������μ�����Ϊ���̬�ӹ���������ȵ�[2-4]��
���̬�����Ʊ���������μ�����չ����Ҫ��һ�����ڡ���ĿǰΪֹ���Ѿ�����������ְ��̬�����Ʊ�������������WPIѧԺ��PAN��[5]�о���CRP�����������ֲ�ͬ�ɷֻ��¶ȵ����ںϽ��Ͻ����Ʊ����̬���ϣ�̩��Songkla��ѧ��WANNASIN��[6]������GISS�������ںϽ�����ʱͨ�����壬���������Ŷ����Ʊ����̬�������ϣ�GUO��[7]������LSPSF���գ�������һ�����ȶȵĺϽ�Һ��ע��ת���������ڣ�������ȴ�ͼ������Ʊ����̬���ϣ�ë�����[8]�����SCP���������ȺϽ�Һ������ʽ���ν����н��º���������������Ŷ����Ʊ����̬���ϡ�
���У���е���跨�Ʊ����̬���϶��豸�ṹҪ��ϸߣ�������ѧ��Ŭ�������е�����ԭ������չ�����µļ����ͷ��������͵���Ӣ��Brunel��ѧ��FAN��[9]������˫��������ע�����������ʡ����ѧԺ(MIT)��MARTINEZ��[10]�о���SSR���ա�������SEO��[11]�о���RBSS(Rotational barrel with stirring screw)�豸��ZHANG��[12]������Ͳʽ������λ�������Щ�豸������������ʵ�����о��Σ����ڵ�������Ҫ�в�ж�����鷳������״̬���ȶ�������̬��������ճ���豸�ڣ������豸��������
Ϊ�ˣ��ڽ����������̹����У����ý���ҶƬ�Խ��Ͻ��н����γɶ����˶���ԭ�����������������ͻ�е�����Ʊ����̬����װ��-ǿ�ƶ���������λ�(Forced convection rheoforming machine��FCR)��FCR�豸�Ľ���Ͳ��ṹ��ʹ�������Ͳ���ܹ��ܷ���ķ��룬�����ڽ�������Ƕ��ʯī�ڳģ������豸ճ�ϣ�����������FCR�豸�ṹ���ա���ƺ������ܹ��ܷ���ĺ��ֳ����豸��Ͽ�չ�µİ��̬���ι��ա�����������A356���Ͻ�Ϊ��������о�FCR��ͬͲ���¶Ⱥͽ����ٶȶ��̬��֯��Ӱ����ɣ�����Ͻ������豸�ڵ���������̽�ְ��̬�����Ʊ������е���֯�γɻ�����
1 ʵ��
1.1 ʵ���豸
���������豸����ʵ��������������ǿ�ƶ���������λ�(FCR)[13]�����豸��Ҫ������װ�á����н���װ�á��¶ȿ���װ�úͷ���װ�õ���ɡ������ٵ��ͨ���������ִ�����������ת�����н�������ɽ����Һͽ�������ɣ����н�������װ���ʺϽ���ճ�������������������ͨ�����������ٶ�ʹ�ý��������ڽ������ڲ������������Ϊ��ֹ�Ͻ�Һ�ڽ��������������ϣ��ڽ������ڱ�װ��ʯī�ڳġ�����Ͱ����м��Ⱥ���ȴԪ����ͨ���¶ȿ������Ͳ���¶Ƚ��о�ȷ���ơ�����װ���ɷ����ֱ���о�˺Ͷ������ɡ������Ʊ��ú���ת�����ֱ����������������̬���������������ṹ��ͼ1��ʾ��
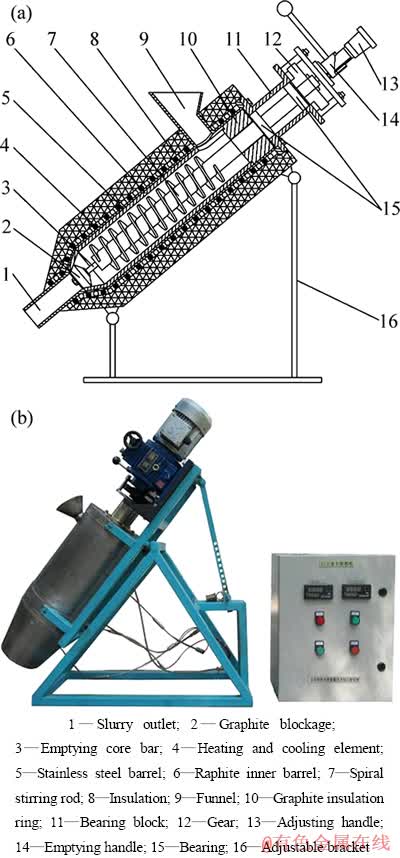
ͼ1 ǿ�ƶ�������װ�ýṹʾ��ͼ��ʵ��ͼ
Fig. 1 Schematic diagram (a) and physical diagram (b) of FCR machine
FCR�豸�Ĺ���ԭ���Dz��û�е���跽ʽ�����ü��н����ԭ����ͨ����������������ã�ʹ�Ͻ������ڵ��ںϽ�Һ�����¶ȵ�Ͳ���ڲ������������ͬʱ�ܵ���ȴ�Ͷ�����ϵ����ã��ƻ�֦�������Ļ�����ʹ������������Ϊ���Σ��Ӷ��Ʊ������̬�Ͻ��ϡ�
1.2 ʵ����ϼ�����
ʵ������������Ͻ�A356���仯ѧ�ɷּ���1�������ȷ�����(DSC)�ⶨ���õ�A356�Ͻ�Һ���ߺ������¶ȷֱ�Ϊ615��560 �档
��1 A356���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of A356 alloy ingot (mass fraction, %)

��A356���Ͻ�ɺ����Ԥ���¶�Ϊ400 ����ۻ�¯��������700 ���ڻ������г����������ã����Ͻ�Һ������630~680 �棻����Ͳ���¶�600~570 �棬�����ݸ�ת�ٵ���Ϊ100~400 r/min��ʯī�������ڹر�״̬��������������ˮƽ�߳�40�㣻Ȼ�����ڵ����Ͻ�Һ��������FCR�豸�ڣ��Ͻ�Һ������������²�������������ڽ���һ��ʱ��(30 s)����ת���ϰ��֣��Ʊ��õİ��̬���ϴӳ��Ͽڴ�������Ϊ�˸�ȷ�ع۲��Ʊ����İ��̬���ϵ���֯��ò�����Ʊ����İ��̬����ע�뵽���ƵIJ���������ڣ���������������ˮ��ʹ���Ͽ�����ȴ��
Ϊ�˶ԱȲ�ͬ�����������Ʊ��İ��̬����Ч�������������߷������в���ȡ10 mm���ԲƬ��������ȡһ������Ϊ������������������ĥƽ����������������Ϊ0.5%��HF��ˮ��Һ���и�ʴ����NEOPHOT 21��ѧ�����¶���֯���й۲����������ImageToolͼ�����������칤�ղ����Գ�������ߴ硢��״���ӵ�Ӱ�졣��������ߴ��õ����Բֱ��D��ʾ����״����״����F��ʾ��FԽ������1����������ԽԲ����������㹫ʽΪ
 (1)
(1)
 (2)
(2)
ʽ�У�AΪ���������PΪ���������ܳ���
2 ��������
2.1 ��ͬͲ���¶ȶ��̬��֯��Ӱ��
ͼ2��ʾΪ�ڽ�ע�¶�Ϊ630 �桢����ת��Ϊ200 r/min������ʱ��Ϊ30 s�Ĺ��������²�ͬͲ���¶������»�õİ��̬����֯��ͼ3��ʾΪͲ���¶���A356���̬�Ͻ����ߴ缰��״���ӵĹ�ϵ���ߡ�ͼ�а�ɫ�Ŀ�״�������״����Ϊ��(Al)�࣬���ɫ������Ϊʣ��Һ���γɵĹ�����֯��Ͳ���¶�Ϊ600 �棬��֯�еij�����(Al)���ΪǾޱ״����֦״֦����ƽ���ߴ�ԼΪ150 ��m����״���ӽ�Ϊ0.44����ΪͲ���¶Ƚϸߣ��Ͻ������ڽ��������ܵ�����ȴǿ�Ⱥܵͣ��γɵľ����������٣����ڽ�����֯��֦���������϶ࣻ��Ͳ���¶�Ϊ590 ��ʱ��Ͳ����¶Ƚ��ͣ��豸����ȴ����������֯��֦�����������Լ��٣�Ǿޱ״������࣬��������ƽ���ߴ�Ϊ94 ��m����״����Ϊ0.68����Ͳ���¶Ƚ�Ϊ570~580 ��ʱ����֯�е�Ǿޱ״�����������٣������ξ����������࣬�������Բ�����ֲ����ȣ���������ƽ���ߴ罵��70 ��m���£�������״����Ҳ���ӵ�0.75���ϡ�
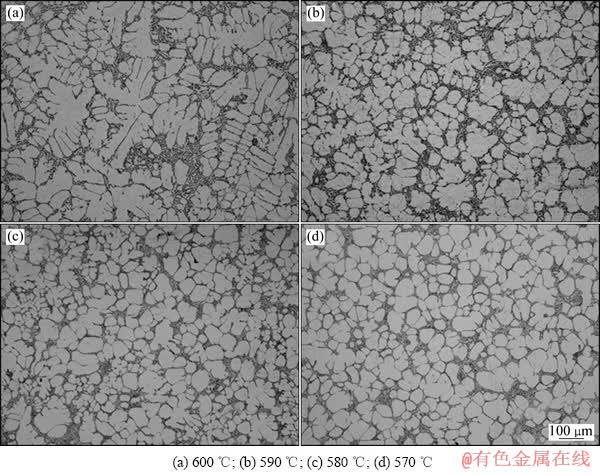
ͼ2 ��ͬͲ���¶���A356���̬�Ͻ������֯
Fig. 2 Microstructures of semisolid A356 alloy under different barrel temperatures
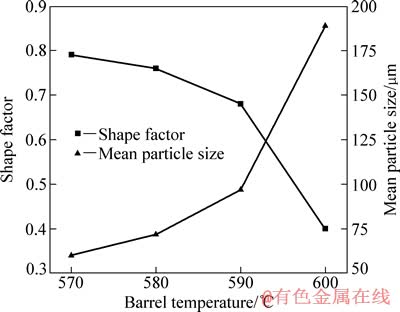
ͼ3 Ͳ���¶ȶ�A356���̬�Ͻ��г�������ò��Ӱ��
Fig. 3 Effect of barrel temperature on primary particle size and shape factor of semisolid A356 alloy
����Ͳ���¶ȵĽ��ͣ��Ͻ������ߴ��С���������ӣ���ò����Բ�����ֲ����Ӿ��ȡ��������ֹ��ɵ���Ҫԭ�����ڣ�Ͳ���¶ȶ��̬�����Ʊ������еĺϽ���ȴЧ������ֱ��Ӱ�졣�ںϽ�������ȶȲ��������£�Ͳ���¶Ƚ��ͣ��Ͻ������ڽ��������ܵ�����ȴ������ǿ�������Ĺ���ȴ��������ȶ��κ˵���Ҫ���ٽ繦���ٽ�뾶��С���������κˣ��κ�����������ڻ�ô���ϸС�ij����ࡣ
2.2 ��ͬ��ע�¶ȶ��̬��֯��Ӱ��
ͼ4��ʾΪ�ڼ����¶�Ϊ590 �桢�ݸ�ת��Ϊ200 r/min������ʱ��Ϊ30 s�Ĺ��������²�ͬ��ע�¶�ʱ��õİ��̬�Ͻ������֯��ͼ4(a)�н�ע�¶Ƚϸ�Ϊ650 �棬�������з����дִ����֦״�������ߴ���ֲܴ������ȣ�����ע�¶�Ϊ640 ��ʱ����֯��֦�����٣�Ǿޱ״�����������࣬Ǿޱ״�����ߴ�ϴ�(��ͼ4(b))������ע�¶Ƚ�һ������Ϊ630 ��ʱ����õij������д��ڴ���Ǿޱ״����������״���������ߴ����Լ�С��������֯�����Եõ�����(��ͼ4(c))���������ƽ�������ߴ�Ϊ88 ��m����״����Ϊ0.68������ע�¶Ƚ�����620 ��ʱ����֯��Ǿޱ״������������״��ת������״�����������࣬������ò����Բ�����ߴ��һ��ϸ��(��ͼ4(d))����ƽ�������ߴ罵��80 ��m����״����Ҳ���ӵ���0.72��

ͼ4 ��ͬ��ע�¶���A356���̬�Ͻ������֯
Fig. 4 Microstructures of semisolid A356 alloy at different pouring temperatures
�Ա�ͼ4(a)~(d)���Է��֣����Ž�ע�¶ȵĽ��ͣ��Ͻ�������ƽ�������ߴ���С����������̬�Ĺ��������ø���Բ�������ȡ�������ƽ�������ߴ�D����״����F�뽽ע�¶ȵĹ�ϵ��ͼ5�����ͼ4��5���Կ�������ע�¶Ȼ���̬������֯�ij�������ò��ֱ�ӵ�Ӱ�졣����Ҫԭ�����ڣ���ע�¶ȵIJ�ͬ���Ͻ���������FCR�豸����ȴ���ʲ�ͬ�����Ž�ע�¶ȵĽ��ͣ�����Ĺ��ȶȽ�С���Ͻ������ܸ���ؽ����Һ�������䣬������ͬ��ʱ���ڣ��Ͻ������ڽ�������дﵽ�Ĺ���ȸ��������κ���Ҫ���ٽ繦���ٽ�ߴ��С���κ���Ҳ��֮��ߣ��Ӷ������ڻ�ô���ϸС�ij������ࡣ

ͼ5 ��ע�¶ȶ��̬A356�Ͻ��г�������ò��Ӱ��
Fig. 5 Effect of pouring temperature on primary particle size and shape factor of semisolid A356 alloy
2.3 ��ͬ�����ٶȶ��̬��֯��Ӱ��
ͼ6��ʾΪ��ע�¶�Ϊ630 �桢Ͳ���¶�580 �桢����ʱ��Ϊ30 s�Ĺ��������²�ͬ�����ٶ�ʱ��õ�A356���̬�Ͻ������֯����ͼ6�ɿ����������ٶ�Ϊ100 r/minʱ����֯�г��������ΪǾޱ״������������֦������������ƽ���ߴ�ԼΪ95 ��m����״����Ϊ0.6�����ܺϽ������ڽ����Ҷ�������ǿ�Ⱥ�С�����õ�����֯����ͨ����ʱ��֦����֯�Ѿ���ȫ��ͬ���������ٶ�Ϊ200 r/minʱ����֯�е�Ǿޱ״�������Լ��٣�����״���������࣬��������ƽ���ߴ�ԼΪ76 ��m����״����Ϊ0.74���ֲ��ȽϾ��ȣ��������ٶ����ӵ�300 r/minʱ����������ľ����ߴ�����ζȽ�һ����С���������������������ҷֲ�Ҳ�ܾ��ȡ����Ž����ٶȽ�һ�����ӵ�400 minʱ��������(Al)�ڻ����Ϸֲ������ȣ������������ijߴ缰��״���ӱ仯���Ʊ仺����ͼ7��ʾ��
��ͼ6��7���Կ��������Ž����ٶȵ����ӣ����̬��֯�г����������ò������Բ������֯����ϸС�����ȡ�����Ҫԭ�����ڣ������ٶȵĴ�С��ϵ���Ͻ������ڽ������ڶ���ǿ�ȵĴ�С�����ӽ����ٶȣ��Ͻ������ڽ������ڵĶ���ǿ�ȴ���ǿ�ȴ���ʹ������ͬ����ʱ�����ܴﵽ����Ĺ���ȣ��������κˣ������ܸ���ؼ���������¶Ȳʹ�������¶ȳ��ķֲ�������һ�¡���һ���棬�ϴ�Ķ���ǿ�������˱˴���ײ��ǿ�Ⱥ�Ƶ�ʣ������ڲ���������Ǵ��Ķۻ���ת��Ϊ��״����

ͼ6 ��ͬ�����ٶ���A356���̬�Ͻ������֯
Fig. 6 Microstructures of semisolid A356 alloy at different rotation speeds

ͼ7 �����ٶȶ�A356���̬�Ͻ��г�������ò��Ӱ��
Fig. 7 Effects of rotation speed on primary particles and shape factor of semisolid A356 alloy
2.4 FCR�Ʊ����̬���ϵ���֯�γɻ���
�볣��������ȣ�ǿ�ƶ�������������������������IJ�ͬ�������̹������ڼ����˶��������½��еģ���������������Ծ�̬�ġ���̬�뾲̬�IJ���������̹����в�ͬ�������ջ����ȫ��ͬ��֯�ĸ�Դ���ڡ�
ǿ�ƶ�������װ�ò����ʺϸ�ճ��������������ʽ��Ҷ���Ͻ����������豸�ڣ��ȴӸ��������Ͳ����������������ҵײ�������ת�Ľ���������ʹ�Ͻ������ڽ��������γ��ɸ���͵��ڲ������������ڲ�������ѹ�������´ӽ�����������ʯī�ڳĵķ�϶�������ɵ���ߵķ����������γ�����ѭ�����������⣬���Ž�����Բ�ܷ����и����跽����ͬ����������������������ʽ��ͼ8��
���������ڼ��н���������²�����ת�����������ת����������Ķ����������˸��ӵ������������ǿ�Ҷ����˶��������£�һ���澧����Һ������������Ҳ������ת�����ڲ���ͬ����������ҶƬ���ڱڷ����Ӵ���ײ����Ե����ǵĵط��������Ա��Σ������Բ������һ���棬�ı��˴�ͳ�����������������������Ⱥ���ɢ�������ʵ�״̬���ڴ��ȷ��棬�����ڽ���Ͳ�У����ڶ�������ǿ��Զ���ڴ�ͳ��������ɢ���ݣ������Ͻ��������ڸ���ʱ���ڽ���Һ�����£��������崦�ھ��ȵĹ���״̬����ֻ�ǺϽ����㣬������ٽ��κ˹����ٽ��κ˰뾶��С��������Է��������������Ч�κ��ʵ�����κˡ��ڴ��ʷ��棬���������ʴ���Ϊ�������ƶ�����ɢ���ƣ��Ͻ����崦�ڿ��ٻ��״̬�����������岻�ϸı�������λ���Ҿ�������������������ܼ�ʱ���ߣ������ھ���ǰ�ضѻ���ʹ�����еĺ�۳ɷ���Ծ��ȡ�����MOLENAAR��[14]���о���ʾ��һ����Ҫ����ǿ�ȶ����µľ��������������о���������Ϊ��ʹ�þ��������������в��ϵر任Һ���̽�����¶ȳ����ɷֳ�����ˣ���ʹijһ˲���ھ����ĸ������������ٶȳ��ֽϴ���죬����Ҳ���ڸ���������Ծ��ȵ�������
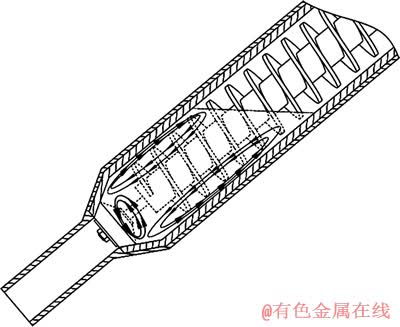
ͼ8 �������ںϽ�������ʽʾ��ͼ
Fig. 8 Flow illustration of melt in FCR device
OHNO[15]���о����ᾧ��Դʱ����˾��������������Ϊ�����̳��ںϽ�Һ�������ͱڻ���ȴ��Һ�����γɾ����ξ������ںϽ�Һ���������������ͱڻ���ȴҺ��������룬����Ͻ������ڲ�����ͼ9(a)��ʾ��ͼ9(b)��ʾΪFCR�豸�����ں�������֮�侧��������ʾ��ͼ��
��������ͬ�Ĺ�����£������ڱڡ���������˺���תҶƬΪ���ķǾ����κ���Ҫ���ȶ��κ˹����ٽ��κ˰뾶С�������γɴ����ȶ����ˡ�������������������ã���Щ����������ij�ˢ���������γ��ȶ������̿ǣ��������ڲ����룬�����Ǿ͵��������ڱڡ�����˺���תҶƬ�����ܲ����µľ��ˣ���Щ����������������е��κ��ʣ���������������ʹ�����ڳ���ʱ�ܸ��õط�������Ƴ�������ã������ڳ�����֯��ϸСԲ����
ʵ�ʵ����̹�����һ���ܶ������ؿ��Ƶĸ��ӵ�������ѧ���̣���ʹ����ǿ�ƶ��������£�����Ҳ����һ����ȫ������ϵ������Ҳ����ֲ�������״���ǹ������ɾ����Ҳ��������״�����ڣ�һ�����ںϽ�����Ļ�϶������ã����崦�ڱȽϾ��ȵ��¶ȳ��ڣ���������Ⱦ������и��ߵ��¶ȣ�������Ϊ�����������¶��ݶ��������������������Ͻ����ڴֲ��;����������棬���������ȼ��ަ�T*(�����ܹ��κ˵���С�����)��С�������¶Ȳ����۵�Tf�غϣ���ͼ10��ʾ�����ԣ�����ijɳ�����ֻ������Һ�����ȴ������һ�µ���Һ�����ƣ����һ���ֲ�����ͻ������ô����������ȼ������������۵����ϵ��¶����ɳ���������ʧ���������ڻ��������Թ�Һ����ʼ�տ��Խ��Ƶı���ƽ�棬�ǹ������ɾ����Ҳ������������ǿ�ƶ����������£�������Һ������������Ҳ������ת�����ڲ��ϵ�ͬ����������ҶƬ��Ͱ�ڷ����Ӵ���ײ����Ե����ǵĵط��������Ա�������

ͼ9 ��������ʾ��ͼ
Fig. 9 Illustration of crystal dissociating
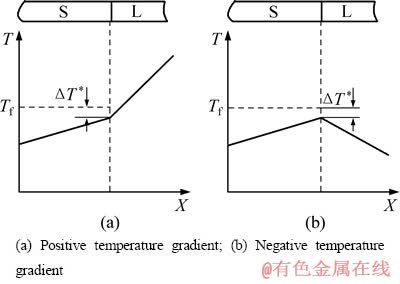
ͼ10 ��/Һ���渽���¶ȷֲ�
Fig. 10 Temperature distribution near solid-liquid interface
3 ����
1) ǿ�ƶ�����������豸���ý����ԭ����ʹ�Ͻ������ڽ��������ܵ�����Ͷ��������á�����֤�����豸�ܹ��Ʊ��������ϸС��Բ�����ֲ����ȵ�A356���Ͻ���̬���ϡ�
2) Ͳ���¶ȡ���ע�¶Ⱥͽ����ٶ���Ӱ����̬�����Ʊ����յ���Ҫ���أ��ʵ�����Ͳ���¶Ⱥͽ�ע�¶Ȼ��ʵ���߽����ٶȾ��ܽ��Ͱ��̬��֯��ƽ�������ߴ磬������״���ӡ��ڽ�ע�¶�620~630 �桢Ͳ���¶�570~580 �桢�����ٶ�200~300 r/min�IJ����¶����Ʊ��������ྦྷ���ߴ�80 ��m���£���״����0.75���ϵĽ�������̬��֯��
3) ������FCR�豸�ھ����������ת����������Ķ�������ֵ������������ظı��˴�ͳ�����������������������Ⱥ���ɢ�������ʵ�״̬��ʹ�����ڵ����������ʿ��ٻ�ϣ�ʹ�������������¶Ⱥͳɷ���Ծ��ȣ��⼫��������κ��ʣ����Ҿ������ڲ��ϵ��˶����У���������������Ծ��ȵ����������У�����������˲���֦����������ʹ�þ����ڸ��������Ͼ��ȳ���
REFERENCES
[1] ������, ë����, ��׳��. ������������̬�ӹ������뼼��[M]. ����: ��ѧ������, 2004.
KANG Yong-lin, MAO Wei-min, HU Zhuang-qi. Theory and technology of semi-solid metal forming processing[M]. Beijing: Science Press, 2004.
[2] �� ��, ������, �� ��. A356���Ͻ���̬����ѹ������ѧ���ܵ��о�[J]. �������켰��ɫ�Ͻ�, 2011, 31(8): 718-720.
ZHANG Jun, KANG Yong-lin, ZHANG Fan. Mechanical properties of semi-solid rheo-die casting A356 Aluminum parts[J]. Special Casting & Nonferrous Alloys, 2011, 31(8): 718-720.
[3] DAI Wei, WU Shu-sen,  Shu-lin, LIN Chong. Effects of rheo-squeeze casting parameters on microstructure and mechanical properties of AlCuMnTi alloy[J]. Mater Sci Eng A, 2012, 538: 320-326.
Shu-lin, LIN Chong. Effects of rheo-squeeze casting parameters on microstructure and mechanical properties of AlCuMnTi alloy[J]. Mater Sci Eng A, 2012, 538: 320-326.
[4] YANG Liu-qing, KANG Yong-lin, ZHANG Fan, ZHANG Jun. Microstructure and mechanical properties of rheo-diecasting AZ91D Mg alloy[J]. Transaction of Nonferrous Metals Society of China, 2010, 20(S3): s862-s867.
[5] PAN Q Y, FINDON M, APELIAN D. The continuous rheoconversion process(CRP): A novel SSM approach[C]// ALEXANDROU A, APELIAN D. Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol, Cyprus: Worcester Polytechnic Institute, 2004: 122-129.
[6] WANNASIN J, MARTINEZ R A, FLEMINGS M C. Grain refinement of an aluminum alloy by introducing gas bubbles during solidification[J]. Scripta Materialia, 2006, 55(2): 115-118.
[7] GUO Hong-min, YANG Xiang-jie. Efficient refinement of spherical grain by LSPSF rheocasting process[J]. Mater Sci Tech, 2008, 24(1): 55-63.
[8] ��С��, ë����, �� ��. �������ι�ͨ���������Ʊ����̬����[J]. �й���ɫ����ѧ��, 2009, 19(5): 869-873.
YANG Xiao-rong, MAO Wei-min, GAO Chong. Preparation of semisolid feedstock by serpentine pipe pouring[J]. The Chinese Journal of Nonferrous Metals, 2009, 19: 869-873.
[9] JI S, FAN Z, BEVIS M J. Semi-solid processing of engineering alloys by a twin-screw rheomoulding process[J]. Mater Sci Eng A, 2001, 299: 210-217.
[10] MARTINS R, FIGUEREDO A D, YURKO J, FLEMINGS M C. Efficient formation of structures suitable for semi-solid forming[C]//The 21th international Die Casting Congress. Cincinnati: PR Newswire, 2001: 47-54.
[11] SEO P K, LEE S M, KANG C G. A new process proposal for continuous fabrication of rheological material by rotational barrel with stirring screw and its microstructural evoluation[J]. J Mater Proc Tech, 2009, 209(1): 171-180.
[12] ZHANG Fan, KANG Yong-lin, YANG Liu-qing, DING Rui-hua. Taper barrel rheomoulding process for semisolid slurry preparation and microstructure evolution of A356 aluminum alloy[J]. Transaction of Nonferrous Metals Society of China, 2010, 20(9): 1677-1684.
[13] ZHOU Bing, KANG Yong-lin, ZHANG Jun, GAO Jun-zhen, ZHANG Fan. Forced convection rheomoulding process for semisolid slurry preparation and microstructure evolution of 7075 aluminum alloy[J]. Solid State Phenomena, 2013, 192/193: 422.
[14] MOLENAAR J M M, KATGERMAN L, KOOL W H. On the formation of the stir cast structure[J]. J Mater Sci, 1986, 21(2): 389-394.
[15] OHNO A. Solidification--the separation theory and its practical applications[M]. Germany: Springer-Verlag Press, 1987.
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2011CB606302-1)�����Ҹ����о���չ�ƻ�������Ŀ(2013AA031001)
�ո����ڣ�2013-04-27�������ڣ�2013-07-12
ͨ�����ߣ������֣����ڣ���ʿ���绰��010-62332335��E-mail��kangylin@ustb.edu.cn
ժ Ҫ�����������з���ǿ�ƶ�������װ��(FCR)���о�Ͳ���¶ȡ���ע�¶Ⱥͽ����ٶȶ�A356���Ͻ���̬��֯��Ӱ����ɣ�̽�ְ��̬�����Ʊ������е�������Ϊ������������ʵ����ͽ�ע�¶ȡ�Ͳ���¶Ⱥ���߽����ٶȾ������ڰ��̬������֯�ĸ��ƣ��ܹ��Ʊ�����ϸС��Բ�����ֲ����ȵİ��̬��֯������ע�¶�Ϊ620~630 �桢Ͳ���¶�Ϊ570~580 �桢Ͳ��ת��Ϊ200 r/min����ʱ�����ܻ������İ��̬���ϣ�������������ƽ��ֱ����80 ��m���£���״������0.75���ϣ�ǿ�ƶ�������װ�ü���ظı��˴�ͳ���������������������������Ⱥ���ɢ�������ʵ�״̬��ʹ������¶ȳ��ͳɷֳ�����һ�£��ƻ���֦�������������������ڻ�ýϺõİ��̬��֯��
