
DOI�� 10.11817/j.issn.1672-7207.2019.06.005
���������㷨��Ԥ����ģ���Ż����
���κ�1,������1,����1,������2,������2,Ф��Ǭ1
��1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ�����죬400044��
2. �й��ڶ����ͻ�е���ŵ�����ģ���������ι�˾���Ĵ� ������618000��
ժ Ҫ��
��������ͼ���֯���ξ��ȣ�����˹�ģ��Ч�ʣ�������ڶ�����Эͬ����Ļ�ת����ͼ�Ԥ����ģ�������Ż��㷨�����ȣ�����CATIA����Ԥ��ģ�ߵIJ���������ģ�ͣ�����Deform-2D�����ն����жͼ���ЧӦ�䣬Ȼ��ʹ��MATLAB���Ŵ��㷨��������Ϊ����ģ��������ܻ����ơ���Σ���д3�������Ľӿڳ���ʹ3������֮��ʵ���Զ���Эͬ��ʵʱ��̬�Ż���������Ż��㷨Ӧ�����ѺϽ�����Ҷ�̵��������ơ��о�������������Ż�ϵͳ�������õ������Ժ�³���ԣ��Ż���Ķͼ��ڲ���ЧӦ������������(0.45~1.05)��ռ������54.8%��ߵ���94.3%,����ͨ����Ʒ���Ʋ��������������Ҫ��
�ؼ���:Ԥ���Σ��Ŵ��㷨��Эͬ���棻����Ԫ����������Ҷ��
��ͼ�����:TG312 ���ױ�־��:A ���±��:1672-7207(2019)06-1298-08
Optimization design of pre-forming die based on intelligence algorithm
WANG��Menghan1, YANG��Yongchao1, GUO��Tao1, WANG��Zhoutian2, ZHOU��Wenwu2, XIAO��Guiqian1
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China��
2. China National Erzhong Wanghang Die Forging Co., Ltd., Deyang 618000, China)
Abstract: In order to ensure more uniformity microstructure distribution of forging and improve the efficiency of artificial simulation of Aeroengine disk parts, an intelligent optimization algorithm for pre-forming dies based on multi-software collaborative simulation was developed. Firstly, the parametric modeling was realized by CATIA software and the effective strain distribution of forging was simulated by DEFORM-2D. Secondly, Genetic Algorithm toolbox embedded in MATLAB was used as a controller which controls the whole optimization process automatically. An automatic, cooperative and real-time dynamic optimization process was realized by coding corresponding interface program. Finally, the optimization algorithm was applied to the production of titanium alloy blisk. The results indicate that the optimization system has a good intelligence and robustness, the proportion of the internal effective strain value in the ideal range (0.45-1.05) of the optimized forgings increased from 54.8% to 94.3%, and the performance of the parts meets the requirements.
Key words: pre-forming; genetic algorithm; cooperative simulation; finite element analysis; blisk
�����̺������̵Ȼ�ת������Ǻ��շ������ĺ�����������ǵ����������������������������������������Ӱ�����������ܣ�Ȼ���������ܲ��ϱ�����Ӱ��֮�⣬������ι��ն������ܷdz���Ҫ[1]�����ڷ���������ͼ����������Ƚ϶��ӣ�Ҫ��ͼ����нϺõ���֯���ܺ���ѧ����[2]����ˣ�����Ҫ��֤�ͼ������ԣ���Ҫȷ���ͼ��ڲ���֯����Ҫ�ͼ��ڲ����ξ�����ֱ�Ӿ����ͼ���֯�����ԣ�������Ԥ�ͼ���״������Ч����߶ͼ����ξ����ԡ���ˣ��о�����������ͼ���Ԥ�ͼ��ij��η��������ش�Ŀ����������Ӧ�ü�ֵ[3]����ͳ��Ԥ�ͼ�����״ͨ�����ϵ�ʵ����Դ������[4]�������������������ѧ�߶�Ԥ���ι��պ�ģ�ߵ��Ż������˴������о�[5]��PARK��[6]���ø���������Ԫ�����Ԥ�ͼ������롰�����ٷ����ĸ��������Ӧ���ڿ���Ķ�άƽ��Ӧ�����⣻KANG��[7]����Ӧ������ά������Ʒ��Ԥ�ͼ�����С�LU��[8]����ESO��(�����ṹ�Ż���Ʒ���)�Զͼ���Ԥ����ģ�߽�������ƣ�������ת�Գ����μ���Ԥ����ģ���Լ������Ż�·����Ԥ������ƵȽ������о�����֤��ESO����Ԥ������Ʒ������Ч�ԡ�SHAO��[9-12]���������Ż������Ż���Ԥ�ͼ�����״���õ��˽�Ϊ������ҶƬ�Ļ�����״����ģ����ҶƬ�Ķ�����̣�������������״��������ʡ�˴������ϡ�LEE��[13-14]������õ�����������������Ԥ�ͼ�����״����ͨ��ģ��ʵ��֤��������Ч�ԡ�WANG��[15-16]���þ��糡ģ���˷�ĩ�Ͻ��̵�Ԥ���νṹ��ģ�����������ͼ��ڲ����ξ��ȣ�������нϺõ����ܣ��̾���[17]Ҳ���õ��Ƴ���ģ������˸��ºϽ��̼���Ԥ�ͼ���״�����º���[18-19]����B�����������Ż�Ԥ����ģ�ߵ���״���о���H�ν���ͼ��ij���������������������Ӧ�淨�о���Ԥ������ƶ���������Ե�Ӱ�졣SEDIGHI��[20]��Ԥ�ͼ�����Ʒ�Ϊ2�����Ȳ��õ��������һϵ�м����Ԥ�ͼ������նͳ���ģ�⣬����ѡ���������ë��������������Ԫ������ѡ����ë�������նͳ��η�����ͨ��ģ������ָ��λ���ϵĺ������״�������������յõ������Ԥ���νṹ��TORABI��[21]������Ӧ�淨���Ŵ��㷨�������Բ�ε�����ҶƬԤ�������������նͳ��ι�����ģ�ߵ��غɡ�ZHANG��[22]���ý�����������ֵģ�����ϵķ�������˴����ѺϽ�ձڶͼ���Ԥ�ͼ���״����������С����������KNUST��[23]��Ш����Ԥ����Ϊ�о���������ɢΪ��ͬ�Ľ��棬ͨ���Ը�����ߴ�����������Ƴ��˺�����Ԥ�ͼ�������Щ�Ż������У��е���Ȼ����ֵģ���еó��˽�Ϊ������Ԥ�ͼ���״����������Ż�����Ԥ�ͼ�����״�������뻯����ʵ�ʹ���Ӧ���л����Ԥ�ͼ������������⣻�еļ��˴�����ģ�߲����������ô���ģ�ʹ�����Ʊ��������ָ��֮�����Ӧ��ϵ��������Ʊ����϶���������Щ����ģ�͡���ģ�ͺ��ѽϾ�ȷ�ؽ�����Ʊ��������ָ��֮�����Ӧ��ϵ���������ȷ��ȫ�����ŷ������ֻ��ھ����Զ�Ԥ����ģ�ߵ��Ż�ֻ�Ƕ��Է����˶ͼ��������ı仯���ƣ���ʵ��Ҫ��������������ض��ķ�Χ���ܱ�֤����������ȶ����ڴˣ��������߽�����һ�ֻ���ʵ�������Ķ�ѧ������Эͬ�����Ż��ķ������Ż�Ԥ����ģ�ߣ��������ѺϽ�����Ҷ�̵�������������֤�÷�������Ч�ԡ������Ż�˼��Ҳ�����ƹ�Ӧ���ڴ����Ա�������Ĺ����Ż����⡣
1 Ҷ�̳����Ż�����
1.1������Ҷ�̳��ι�����ơ�
����Ҷ�̵Ķ�ά�ͼ������ʾ��ͼ��ͼ1��ʾ����ͼ1���Կ������ͼ����ڸ������ͼ�������챡��������Ե��ɣ������ֵĸ߶ȴ��ھ���졣�ͼ��������Ϊ180 mm����С��Ƚ�Ϊ52 mm��ֱ���ñ������죬�ͼ������ָ߶ȵIJ�һ�������¶ͼ��ڲ��������ֲ������ȣ���챲�λ���ϱ��β���֣�����Ե�븹�岿�ֱ�����������˶ͼ��ľ�����֯Ҳ���ﵽ���Ȼ���Ҫ�Ӷ�������ͼ��ڷ��������µ�ʹ��Ҫ��ͼ2��ʾΪʹ�ñ���ֱ�ӽ����ն͵ı���Ч������ͼ2���Կ�������������챲��ִ��ڴ�����С������������Ҷ�̵��м��븹��λ�ñ��ι������������ηֲ����������ҳ���������Χ��
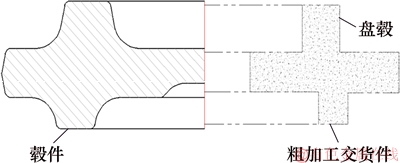
ͼ1������Ҷ�̶�ά�ͼ�-���ʾ��ͼ
Fig.1��Two-dimensional drawings of forging and part of blisk
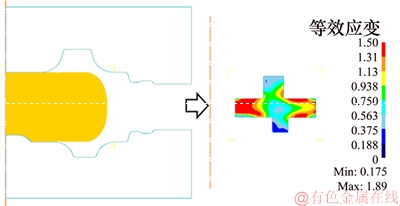
ͼ2����������ʱ����ڲ����ηֲ�
Fig.2��Effective strain without pre-forging
�ͼ����յı��ηֲ�ȡ���ڳ��ι�����Ԥ���λ�����״�����У����ι��ղ�����Թ̶�����ˣ�������״Ҳ����Ԥ����ģ�ߵIJ������ڶͼ�������Ϊ��Ҫ�����������Ԥ��װ��Ԥ�ͼ����г��Σ�������ʹԤ���α�ü������Խ�ʡ�ӹ����ϣ����������빤װ�ļӹ�������Լ�ģ����״������Ʊ���x1��x2������x5��y1��y2����y5��z����ͼ3��ʾ��Ԥ����ģ�߿��Է�Ϊ��ģ����ģ����������ģ����״������CATIA�����������Ա��Ŵ��㷨ģ����ƵIJ�����Ԥ����ģ��ģ�͡�

ͼ3��ģ����״������Ʊ���
Fig.3��Diagrammatic sketch of key parameters of pre-forming die
ͼ3��ʾ��ģ�߹���11����Ʊ��������ڷ�ȷ���Զ���ʽ���Ӷ����⣬��NP-Hard���⣬�����Ż����������ҵ�ȫ�����Ų�����ϣ���ˣ����IJ����Ŵ��㷨�����
1.2��ȷ���������̡�
�ڳ��ι�������Ҫ����ת�ˡ�Ԥ�ͺ��ն��̣����У�Ԥ�����ն��̶��漰����Σ���ˣ�ʹ��DEFORM-2Dģ�⡣�ͼ����εķ��沽��Ϊת�ˡ��������ȴ���ӹ���λ��ת�ˡ�Ԥ�͡�ת�ˡ��ն͡�ÿ��ת��ǰ��¯���ȱ����������¶ȣ�Ԥ�����ڳ��λ������ն����ڳ�������ͼ��������ȡ�ּӹ������ֵĵ�ЧӦ�䡣
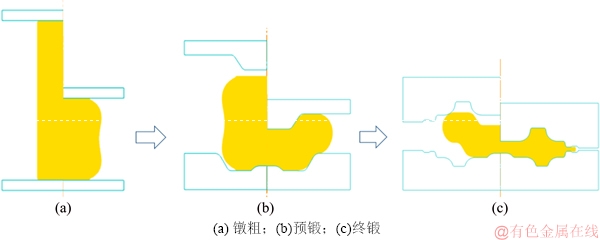
ͼ4������Ҷ�̳��ι���
Fig. 4��Forming process of blisk
ͼ4��ʾΪ�ѺϽ�����Ҷ�̳��ι��̡�ÿ�λ�¯���ȱ��¶��Ὣǰһ��ζͼ��ڲ�Ӧ������������ʹ�������Ȼ���Ϊ�˱�֤�նͼ��ڲ���֯���ȣ���������Ҫ������Ҫʹ���һ��γ��εĵ�ЧӦ������Ҫ��(��ЧӦ��Ϊ0.45~1.05)����Ӧ��Ϊ������ȡ�ӹ��������ڲ����������Ҫ����ռ������

���У�yΪ��Ӧ�ȣ�SiΪ�������Ҫ������������SAΪ�ӹ�������������������������Ż�������DEFORM-2DҪ������ɴ���ͬ��ģ�⣬��ˣ�������MATLAB��дDEFORM-2D�Ŀ��Ƴ���
1.3��Ԥ����ģ���Ż����ԡ�
ͨ�������Գ��ι��ղ����Ż������ǣ�������ơ�ģ����桪����ģ����������ģ���Ż���ģ����֤�����õĴ���ģ������Ӧ�桢�����硢�����ģ�͵ȡ�����Ʊ����Ƚ϶�ʱ������ģ�ͺ��ѽ��нϾ�ȷ�Ľ��ƣ�����ͨ��ʵ����������ŵ�ʵ�����Ҳ�dz����ޣ���ʹ����ģ�͵ľ����ܵ��ܴ�����ơ���ˣ����һ�ֻ��ڶ�ѧ������Эͬ�Ż��ķ���������д�˸���ģ��Ŀ��Ƴ����Ż�������ͼ5��ʾ���㷨��Ϊ��������ģģ�顢����Ԫ����ģ�顢����Ŀ����ֵ��ȡģ���Լ��Ŵ��㷨ģ�顣��ģ�����ִ�й������£�
1) ���Ԥ����ģ����״�����������������������Ƴ�ʼԤ����ģ�ߡ�
2) ����������Χ���Ŵ��㷨ģ��������ɸ�������ʼֵ�������ݸ���ά��ͼ����CATIA�Ľű�����
3) CATIA���ձ�����ϣ����ݱ����Զ����ɶ�Ӧģ��IGS�ļ���������
4) DEFORM����IGS�ļ���������Ӧ���ռ�ģ�ߵļ����ļ�KEY�ļ���
5) ����ԭʼ��ֵģ��ģ���ļ���Ϣ��
6) ����Ŀ��DB�ļ���
7) ��ȡĿ��(�ּӹ�������)���ָ�����ĵ�ЧӦ�䣬������������η�Χ�ı���������Ӧ�ȷ����Ŵ��㷨ģ�顣
8) �Ŵ��㷨ģ�������Ӧ�ȣ��ж��Ƿ���������Ż�(���Ը�����Ӧ��ֵ�ֶ�ֹͣ)��
MATLAB���Ŵ��㷨�Ż��������Ѿ��dz����죬����ֱ�ӵ��ø�ģ�顣CATIA��DEFORM-2D�ij����Զ����ƿ���ͨ���ı�����ģʽ����[24]���������Զ����Ƶ�MATLAB�����������£�
��������ģģ�飺
[key,message] = system(['CNEXT .batch .macro ', 'Command .catvbs'])
����Ԫ����ģ�飺
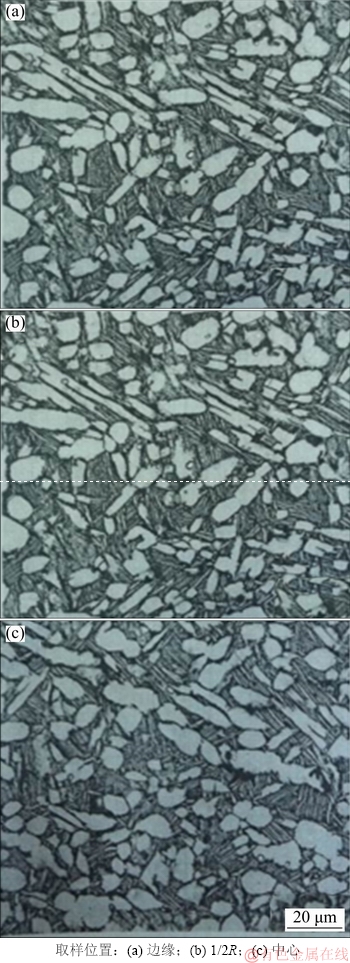
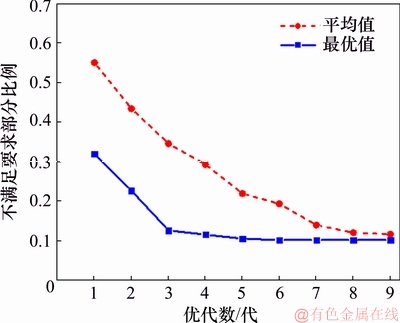
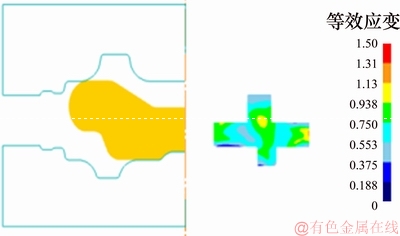
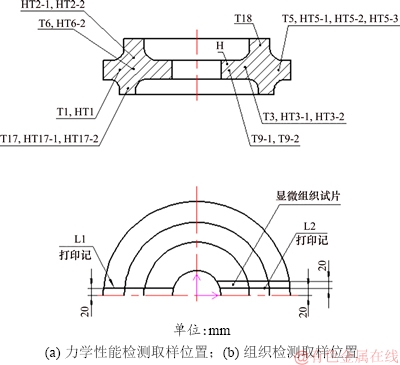
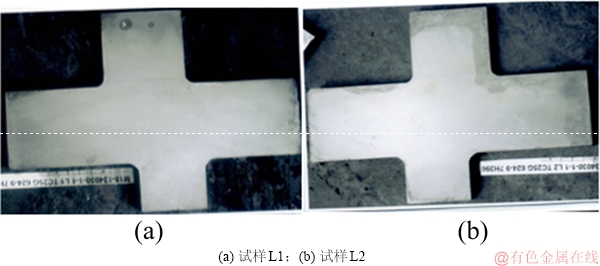
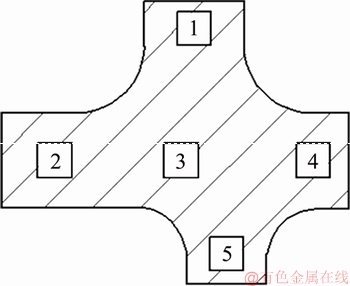
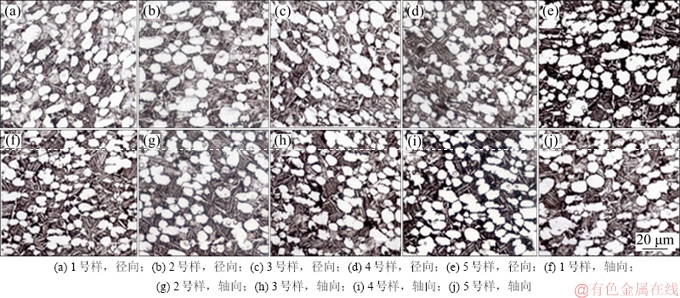
[key,message]=system('DEF_IGS.exe<> [key,message]=system('DEF_PRE.EXE [key,message]=system(['DEF_ARM_CTL.COM 'File.DB ' B']);% ����DB�ļ� ����Ŀ��ֵ��ȡ����ģ�飺 y = StrainUniformityArea(node,element,elementStrain,0.5,1.0);%��Ӧ�ȼ��� ͨ�����ɸ������ֵ�command.txt�������ļ�������DEFORM-2D��ǰ�������ύ���㡢������������Щ��������Զ���ɡ�����DEFORM-2Dû�н�ģ������������Ҫ����CATIAʵ�ֲ�������ģ������ģ�Ͳ��������ģ�͡�CATIA�Զ��IJ�����ģ�͵IJ���������µļ���ģ����ͨ��CATIA�Դ��ĺ�¼�ƹ��ܣ�¼�Ƴ���Ӧ��������������Ȼ����MATLAB��Ӧ�á�[key, message] = system(['CNEXT .batch .macro ', ' Command .catvbs'])����������������ļ����Ӷ�ִ��ģ�͵ĸ��¡�ͨ������MATLAB�ӳ�������Ԫ����ģ���д��һ����������������������Ʊ���������Ǵּӹ�����ڲ���ЧӦ�䲻����Ҫ��ı�����������������Ŵ��㷨ģ���������Ӧ�Ⱥ�����ͨ����д��Ӧ�Ⱥ������Ŵ��㷨ģ�������Ԫ����ģ��֮����Զ�ͨ�ž��ܴ������Ҫ�������£� function Fitness=fun(x)% xΪ1��11�е���������Ʊ����� fileName=['PreForming','.DB'];% DB�ļ������� parameterNamePtop={'x1','x2','x3','x4','x5'};% CATIAģ�Ͳ����� parameterValuePtop=[x(1),x(2),x(3),x(4), x(5)];% ��Ҫ�ĵIJ�������Ʊ��������� ChangeParameterCATIA('Ptop.CATPart','Ptop.igs',parameterNamePtop, parameterValuePtop);% ����Ԥ����ģ��IGS�ļ� GenerateGeo2D('Ptop.igs','Ptop.KEY',3,1);% ���ɸ���Ԥ����ģ��KEY�ļ� ReplaceDistance(originalSimCtrlFile,newSimCtrlFile,x(11));% ���¿���ǷѹKEY�ļ� �� ReplaceGEO(orignalFile,changeFile,newFile);% ����DEFORM��KEY�ļ� RunDB(fileName);% ����DB�ļ� Fitness=Post(fileName);% �������� End ͼ5��3������֮��Эͬ�Ż�����ͼ Fig.5��Flow chart of collaborative optimization of three softwares 2 ����Ҷ��Ԥ����ģ���Ż�ʵ�� 2.1�����϶��塡 ���ø����ѺϽ�����Ҷ�̵ij�����֤�����Ż��㷨����Ч�ԡ�ԭ����Ϊֱ��250 mm���ѺϽ���ġ��ֱ��ڰ��ı�Ե��1/2R(RΪ���İ뾶)�������IJ�ȡ������������֯�۲죬�����ͼ6��ʾ����ͼ6���Կ��������ϵ�����֯��Ҫ�� 2.2���Ŵ��㷨���塡 ͼ6���ѺϽ��������֯ Fig. 6��Microstructure of titanium alloy bar ͼ7������Ҷ�̶ͼ��������Ż���������Ӧ�Ⱥ������� Fig.7��Fitness function evolution curve during deformation optimization process of blisk forgings ͼ8����6��Ԥ�ͼ���״�ͽ�������ЧӦ��ֲ� Fig. 8��Preform die and effective stain of sixth generation ���Ŵ��㷨�У���Ⱥ��ĿԽ���㷨��Ѱ������Խǿ�����ǹ������Ⱥ��Ŀ�����Ӽ���Ĵ�����ͨ�������̽�ɴ��µõ���Ⱥ��Ŀ�������Ŵ��㷨����Ⱥ��ĿΪ50���㷨�Ľ�������Ϊ0.8����������Ϊ0.2��������Խ������������Խ���������������ֲ����Ž⣬���Ǽ������Ҳ������[25]��ͨ���Ŵ��㷨�еij�ʼ����Ӧ�ñ����壬����Ϊ�˲����㷨��³���Ժ������ԣ���ʼ�����ɼ�����ڸ�������ƿռ����Զ���������Ʊ�����ȡֵ��Χ�����������£� 2.3���Ż������ �������Ż����ݻ�������ͼ7��ʾ����ͼ7�ɼ��������Ż����������ӣ����и����ƽ����Ӧ�ȼ����С����Ѹ������Ӧ��Ҳ��С��������ǰ3���Ż�����Ѹ������Ӧ�ȼ�С��죬˵��ǰ3���Ż�Ч����Ϊ�����������Ż����������ӣ�������Ҫ�ֵ������СЧ�����͡���6���Ż�����Ӧ�Ȼ������䣬��˿�����ֹ�Ż�����6���Ż���Ԥ�ͼ���״�ͽ�������ЧӦ��ֲ���ͼ8��ʾ����ͼ8�ɼ�����6���Ż���ЧӦ��Ϊ0.5~1.0����Լռ�������90%��Ϊ��ʹ���θ����ȡ�����Ч�����Ż������ʵ���СĿ���ЧӦ�䷶Χ����Ϊ�ڵ�3�������Ժ����㲿�������ֵ�Ľ��ͷ��Ƚ�С���Ż���������ڵ�3����ֹ��������Ż��㷨�����ѵļ���ɱ�Ҳ���Դ�͡� 2.4�������㷨���ص㡡 ���˹��Ż������У���Ҫ�����ظ�����ģ���������������Ч������ʹ�������Ż��㷨��ֻҪ����1��ģ�����ģ��Ϳ�����Ŀ��ؽ����Ż�������ʡ�������ɱ������Ż������У��Ŵ��㷨ģ�����ʵʱ��ʾ�����������Ӧ�ȵı仯��������Ը���ʵ����Ҫ�����ƽ���ģ����̣�ʹ��������ɼ��ٴν��͵���ʮ�Σ�����һЩ������������Ը��ݾ������趨������ʼֵ�������Ŵ��㷨��1��������������ɵĺ�ʱ����ˣ����������Ż��㷨���Լ��ٹ���ʱ�䣬�����Խ��Ͳ�Ʒ�������������߲�Ʒ���ܣ�Ϊ��Ʒ�ĸ��»����ṩ�˻����� ͼ9������ȡ��ʾ��ͼ Fig.9��Diagram of anatomic sampling ͼ10�����ʼ������Ƭ Fig.10��Anatomical sample macrograph 3 �ͼ�������⼰���ܷ��� Ϊ�˸�ȫ�����������Ҷ�̵����ܣ�������ƵĽ���ȡ��ͼ���������ȡ������ͼ9��ʾ��Ȼ��ֱ���и��º������������飬��öͼ��Ŀ���ǿ�� ͼ11������֯ȡ��λ��ʾ��ͼ Fig. 11��Diagram of sampling position ͼ12������Ҷ�̶ͼ�����֯ Fig. 12��Microstructures of blisk forging �ڶͼ������ײ�����������ͱ��������IJ�λȡ����������֯�۲죬ȡ��λ��ʾ��ͼ��ͼ11��ʾ��ͼ12��ʾ�ֱ�Ϊȡ����λ���������Ľ�����Ƭ����ͼ12���Կ�������Ȼ�ͼ�������λ����֯����̬���������죬����Ϊ˫̬��֯�����нϸߵ����Ρ��쳤�ʺͶ��������ʣ��ҿ�ȱ�������Ժ����ȶ�����ã���߱���֯����ͼ�еĶ�������� 4 ���� 1) Ԥ�����Ż��㷨�������ݶ���Ŀ��ֵ��Ԥ����ģ�߽����Ż���ʹ�������Ҫ�ִﵽ90%���ϣ��������ڹ����е�ʵ���ԣ����ҿ���ֱ�۵ط�ӳ���Ż�����Լ�Ԥ���������׳��������λ�á� 2) �����Ż������ܹ��Զ���ɻ�ת�������Ԥ����ģ�߲������Ż����Ż������������˹���Ԥ���Ż��㷨���Ż�Ч�����Ž������������Ӷ����ͣ���ˣ���ʵ��ʹ�ù������ʵ�����ǰ�����Ż������Դ�ͼ���ɱ���ʱ�䡣 3) ����˸����ѺϽ�����Ҷ�̵�Ԥ����ģ�߳ߴ磬�������Ʊ����ն�����ĸ�����ѧָ�������֯������Ҫ�� 4) �����һ�����Գ����ж��������Ż������ͨ�ýⷨ��������Ԫ����ģ���滻Ϊ�������շ���ģ�飬��������Ӧ����Ӧ�Ⱥ��������㷨����ֱ��Ӧ�����������͵����Գ��ι��ղ����Ż��� �ο����ף� [1] ����, Ϳ����, ������. ���շ������ؼ������ṹ�����칤�յķ�չ[J]. �������켼��, 2015, 481(12): 42-46. ZHAO Ming, TU Bingyi, CHEN Yanghui. Development of structure and manufacturing technology of critical component in aeroengine[J]. Aeronautical Manufacturing Technology, 2015, 481(12): 42-46. [2] �̽���, ���, ����, ��. 600������ѺϽ�˫��������Ҷ�̶ͼ��Ʊ������о���չ[J]. ���Ϲ���, 2018, 46(5): 36-43. CAI Jianming, TIAN Feng, LIU Dong, et al. Research progress in manufacturing technology of 600 �� high temperature titanium alloy dual property blisk forging[J]. Journal of Materials Engineering, 2018, 46(5): 36-43. [3] �̽���, ���ⱦ, �߷�, ��. ���շ��������Ƚ������ѺϽ���ϼ����о��뷢չ[J]. ���Ϲ���, 2016, 44(8): 1-10. CAI Jianming, MI Guangbao, GAO Fan, et al. Research and development of some advanced high temperature titanium alloys for aero-engine[J]. Journal of Materials Engineering, 2016, 44(8): 1-10. [4] SUN Weiyan, CHEN Liang, ZHANG Tailiang, et al. Preform optimization and microstructure analysis on hot precision forging process of a half axle flange[J]. The International Journal of Advanced Manufacturing Technology, 2018, 95(5/6/7/8): 2157-2167. [5] ���º�, �Թ�Ⱥ, ���㴺. �����������Ԥ������Ƶ���״����չ[J]. ���Թ���ѧ��, 2000, 7(3): 1-6. ZHAO Xinhai, ZHAO Guoqun, WANG Guangchun. The current situation and development of preform design in bulk metal forming[J]. Journal of Plasticity Engineering, 2000, 7(3): 1-6. [6] PARK J J, REBELO N, KOBAYASHI S. A new approach to preform design in metal forming with the finite element method[J]. International Journal of Machine Tool Design and Research, 1983, 23(1): 71-79. [7] KANG B S, KOBAYASH I S. Preform design in rolling processes by the three-dimensional finite element method[J]. International Journal of Machine Tools and Manufacture, 1991, 31(1): 139-151. [8] LU Bin, OU Hengan, CUI Z S. Shape optimisation of preform design for precision close-die forging[J]. Structural and Multidisciplinary Optimization, 2011, 44(6): 785-796. [9] SHAO Yong, LU Bin, OU Hengan, et al. A new approach of preform design for forging of 3D blade based on evolutionary structural optimization[J]. Structural and Multidisciplinary Optimization, 2015, 51(1): 199-211. [10] ����, ½��, �¾�, ��. �������Ԥ������Ƽ��Ż��������о���Ӧ��[J]. ���Թ���ѧ��, 2012, 19(6): 1-9. SHAO Yong, LU Bin, CHEN Jun, et al. Research and application of bulk metal preform design and optimization methods [J]. Journal of Plasticity Engineering, 2012, 19(6): 1-9. [11] ����, ½��, �η���, ��. ���ڱ��ξ��ȵ�ҶƬ����Ԥ���������Ż����[J]. �Ϻ���ͨ��ѧѧ��, 2014, 48(3): 399-404, 411. SHAO Yong, LU Bin, REN Facai, et al. Preform design with improvement of deformation uniformity in blad forging based on topology optimization method [J]. Journal of Shanghai Jiao Tong University, 2014, 48(3): 399-404, 411. [12] SHAO Yong, LU Bin, OU Hengan, et al. Evolutionary forging preform design optimization using strain-based criterion[J]. The International Journal of Advanced Manufacturing Technology, 2014, 71(1/2/3/4): 69-80. [13] LEE S R, LEE Y K, PARK C H, et al. A new method of preform design in hot forging by using electric field theory[J]. The International Journal of Mechanical Sciences, 2002, 44(4): 773-792. [14] GUAN Yanjin, BAI Xue, LIU Mujuan, et al. Preform design in forging process of complex parts by using quasi-equipotential field and response surface methods[J]. International Journal of Advanced Manufacturing Technology, 2015, 79(1/2/3/4): 21-29. [15] WANG Xiaona, LI Fuguo. A quasi-equipotential field simulation for preform design of P/M superalloy disk[J]. Chinese Journal of Aeronautics, 2009, 22(1): 81-86. [16] ������, ���, Ф��, ��. ��������Ƴ��ķ�ĩ���ºϽ��̼�Ԥ������Ƽ�����Ԫģ��[J]. ��е����ѧ��, 2009, 45(5): 237-243. WANG Xiaona, LI Fuguo, XIAO Jun, et al. Preform design and finite element simulation of new-type P/M superalloy disk based on equipotential field[J]. Journal of Mechanical Engineering, 2009, 45(5): 237-243. [17] �̾�, ���, ��ӨӨ. ���ھ��糡ģ���FGH96�Ͻ��̼�Ԥ�������[J]. �������Ͽ�ѧ�빤��, 2015, 38(4): 41-44. CAI Jun, LI Fuguo, HAN Yingying. Preforming design of FGH96 alloy disc based on electrostatic fields[J]. Ordnance Material Science and Engineering, 2015, 38(4): 41-44. [18] ���º�, ������, ֣��, ��. ��������б��ξ����Կ��Ƽ�ģ���Ż����[J]. ���Ͽ�ѧ�빤��, 1999, 7(s1): 237-240. ZHAO Xinhai, MA Xinwu, ZHENG Yi, et al. Uniformity deformation control and optimal preform die design in metal forging[J]. Material Science &Technology, 1999, 7(s1): 237-240. [19] YANG Yanhui, LIU Dong, HE Ziyan, et al. Optimization of preform shapes by RSM and FEM to improve deformation homogeneity in aerospace forgings[J]. Chinese Journal of Aeronautics, 2010, 23(2): 260-267. [20] SEDIGHI M, TOKMECHI S. A new approach to preform design in forging process of complex parts[J]. Journal of Materials Processing Technology, 2008, 197(1/2/3): 314-324. [21] TORABI S H R, ALIBABAEI S, BONAB B B, et al. Design and optimization of turbine blade preform forging using RSM and NSGA II[J]. Journal of Intelligent Manufacturing, 2017, 28(6): 1409-1419. [22] ZHANG Dawei, YANG He. Preform design for large-scale bulkhead of TA15 titanium alloy based on local loading features[J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(9/10/11/12): 2551-2562. [23] KNUST J, PODSZUS F, STONIS M, et al. Preform optimization for hot forging processes using genetic algorithms[J]. The International Journal of Advanced Manufacturing Technology, 2017, 89(5/6/7/8): 1623-1634. [24] ������, ����. �ı�ģʽ�µ�DEFORMӦ��[J]. ��ѹװ�������켼��, 2008, 43(1): 99-102. SUN Shuyu, FU Jian. Application of DEFORM based on text-only model[J]. China Metal Forming Equipment & Manufacturing Technology, 2008, 43(1): 99-102. [25] ��Ӣ��, ������. MATLAB�Ŵ��㷨�����估Ӧ��[M]. 2��. ����: �������ӿƼ���ѧ������, 2005: 23-69. LEI Yingjie, ZHANG Shanwen. Genetic algorithm toolbox and application of MATLAB[M]. 2nd. ed. Xi'an: Xidian University Press, 2005: 23-69. (�༭ �Կ�) �ո����ڣ� 2018 -09 -05; �����ڣ� 2018 -11 -15 ������Ŀ(Foundation item)�����Ų���ɫ����ϵͳ������Ŀ(2018272106-1)(Project(2018272106-1) supported by Green Manufacturing System Integration Program of Industry and Information Technology Ministry of China) ͨ�����ߣ����κ�����ʿ�������ڣ����½������Գ��ι��ռ�ģ��CAD/CAE/CAM�о���E-mail: cquwmh@163. com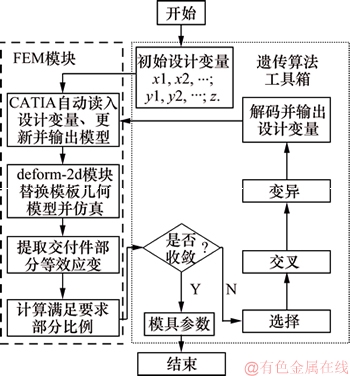







ժҪ:Ϊ�˱�֤���շ���������ͼ���֯���ξ��ȣ�����˹�ģ��Ч�ʣ�������ڶ�����Эͬ����Ļ�ת����ͼ�Ԥ����ģ�������Ż��㷨�����ȣ�����CATIA����Ԥ��ģ�ߵIJ���������ģ�ͣ�����Deform-2D�����ն����жͼ���ЧӦ�䣬Ȼ��ʹ��MATLAB���Ŵ��㷨��������Ϊ����ģ��������ܻ����ơ���Σ���д3�������Ľӿڳ���ʹ3������֮��ʵ���Զ���Эͬ��ʵʱ��̬�Ż���������Ż��㷨Ӧ�����ѺϽ�����Ҷ�̵��������ơ��о�������������Ż�ϵͳ�������õ������Ժ�³���ԣ��Ż���Ķͼ��ڲ���ЧӦ������������(0.45~1.05)��ռ������54.8%��ߵ���94.3%,����ͨ����Ʒ���Ʋ��������������Ҫ��
[key,message] = system(['CNEXT .batch .macro ', 'Command .catvbs'])
[key,message]=system(['DEF_ARM_CTL.COM 'File.DB ' B']);% ����DB�ļ�
[1] ����, Ϳ����, ������. ���շ������ؼ������ṹ�����칤�յķ�չ[J]. �������켼��, 2015, 481(12): 42-46.
[2] �̽���, ���, ����, ��. 600������ѺϽ�˫��������Ҷ�̶ͼ��Ʊ������о���չ[J]. ���Ϲ���, 2018, 46(5): 36-43.
[3] �̽���, ���ⱦ, �߷�, ��. ���շ��������Ƚ������ѺϽ���ϼ����о��뷢չ[J]. ���Ϲ���, 2016, 44(8): 1-10.
[5] ���º�, �Թ�Ⱥ, ���㴺. �����������Ԥ������Ƶ���״����չ[J]. ���Թ���ѧ��, 2000, 7(3): 1-6.
[10] ����, ½��, �¾�, ��. �������Ԥ������Ƽ��Ż��������о���Ӧ��[J]. ���Թ���ѧ��, 2012, 19(6): 1-9.
[17] �̾�, ���, ��ӨӨ. ���ھ��糡ģ���FGH96�Ͻ��̼�Ԥ�������[J]. �������Ͽ�ѧ�빤��, 2015, 38(4): 41-44.
[18] ���º�, ������, ֣��, ��. ��������б��ξ����Կ��Ƽ�ģ���Ż����[J]. ���Ͽ�ѧ�빤��, 1999, 7(s1): 237-240.
[24] ������, ����. �ı�ģʽ�µ�DEFORMӦ��[J]. ��ѹװ�������켼��, 2008, 43(1): 99-102.
[25] ��Ӣ��, ������. MATLAB�Ŵ��㷨�����估Ӧ��[M]. 2��. ����: �������ӿƼ���ѧ������, 2005: 23-69.
