

![]()
Trans. Nonferrous Met. Soc. China 22(2012) 2057-2065
Tribological behaviour of AZ71E alloy at high temperatures
HUANG Wei-jiu1, 2, LIN Qiang2, LIU Cheng-long2
1. Key Laboratory of Manufacture and Test Techniques for Automobile Parts (Ministry of Education),
Chongqing University of Technology, Chongqing 400054, China;
2. School of Materials Science and Engineering, Chongqing University of Technology, Chongqing 400054, China
Received 15 June 2011; accepted 28 July 2011
Abstract:
Tribological behaviour of the die-cast AZ71E magnesium alloy was investigated in an applied load range of 10-50 N at high temperatures under dry sliding conditions using a pin-on-disc wear testing machine. The results indicate that the wear rate increases with the increase of applied load and sliding distance, whereas the friction coefficient decreases with the increase of applied load. Scanning electron microscopy and optical microscopy studies on the worn surfaces and sub-surfaces show that the predominant wear mechanism is abrasion at low applied loads. The mild delamination wear accompanying with adhesion wear is the predominant wear mechanism under high applied loads at 150 ��, whereas the severe delamination and melting wear are the predominant wear mechanisms under high applied load at 200 ��. An investigation of the microstructure, thermal stability and tensile properties at high temperatures, using the optical microscopy, X-ray diffraction, differential scanning calorimetry, shows that the dominant secondary phase in AZ71E alloy, Al11Ce3, leads to the improvement in the tensile and elongation properties of alloy at high temperatures, which results in the improvement in the anti wear performance.
Key words:
magnesium alloy; dry sliding wear; high temperature wear; wear mechanism;
1 Introduction
In respond to the new legislations for controlling the pollution and saving energy, a growing competition in manufacturing the highly efficient vehicles in the automotive industry has become a driving force to develop light-weight alloys (low density) [1]. The magnesium alloys are one of the most suitable materials for light-weight vehicles and motor bikes. Although some magnesium alloys such as AZ91D have already been applied to certain automobile parts, namely instrument panel, seat frame, valve cover, steering wheel and steering column parts [2]; more effective weight reductions could be achieved by applying magnesium alloys to powertrain parts. Powertrain components like automatic transmission cases are operated at elevated temperatures. Unfortunately, these alloys have a poor high temperature strength (limited to about 120 ��), especially poor creep properties which limit their application in powertrain components [3]. Many efforts have been made to develop creep-resistant magnesium alloys. Mg-Al-Si (AS series) and Mg-Al-RE (RE, rare earth) (AE series) alloys have been developed to improve the strength capabilities at high temperature (above 150 ��) by suppressing the ��-phase precipitation [4-6].
The sliding wear resistance is needed for magnesium alloys to be suitable as the potential powertrain components. To date, new techniques allow the production of new magnesium alloys with higher resistance to the sliding wear. The interest has grown in the tribological behaviour study of magnesium alloys in past decades [7-16]. BLAU and WALUKAS [7] investigated the sliding friction and wear of magnesium alloy AZ91D produced by die-casting (DC) and thixomolding (ThM) in both unidirectional and reciprocating sliding motion. Results indicated that the average sliding friction coefficients in both types of tests fell into a range of 0.29-0.35, irrespective of processing methods, and the average wear rate of the ThM processed alloys in reciprocating sliding was approximately 25% lower than that of DC alloys. HIRATSUKA et al [8] examined the dry sliding of pure magnesium against alumina at room temperature, and found oxidation wear in air and severe plastic deformation in vacuum with high wear rates. A wear map was developed for AZ91D alloy against AISI52100 steel by CHEN and ALPAS [9]. It was shown that the transition from mild to severe wear was controlled by a critical surface temperature criterion, rather than the applied load or sliding speed criterion. For severe loading conditions, the wear transition of AZ91 alloy was attributed to a competition between strain hardening and thermal softening. HUANG et al [10] found that AZ91D had a better fretting wear resistance than AM60B alloy under the same material combinations and experimental conditions. EL-MORSY [11] investigated the wear behaviour of AZ61 alloy processed by warm large strain plastic deformation (extrusion and rolling) during dry sliding. Results revealed that the sliding wear behaviour of AZ61 could be classified into the mild and severe wear regimes. In the mild wear region, the wear rates increased linearly with increasing the sliding velocity and applied load. The linear relationship indicated a steady wear state. In the severe wear regime, the wear increased almost proportionally with applied load and sliding velocity. It is seen that there is a lack of understanding of the friction and wear behaviour of heat resistant magnesium alloy at high temperatures, especially, the effect of frictional heating on wear mechanisms during sliding in the tests at high temperatures.
The major goal of this work is to investigate the wear behaviour of die-cast AZ71E heat-resistant magnesium alloy under dry sliding conditions at high temperatures using a pin-on-disc type wear test machine against AISI52100 steel counterface. It is significant to understand the effect of material properties and microstructure on wear mechanisms at high temperatures for developing the magnesium alloys to resist wear at high temperatures.
2 Experimental
The material studied was manufactured from a commercially available die-cast AZ71E magnesium alloy, which was prepared from commercially available AZ91 alloy and cerium-rich mischmetal. The chemical composition of AZ71E alloy is given in Table 1. The tested specimens of AZ71E were the cylindrical pins with 18 mm in length and 8 mm in diameter. The contact surfaces were ground to a roughness (Ra) of approximately 0.4 ��m with progressively finer silicon carbide papers (280, 320, 600, 800 and1000 grit) and cleaned in an ultrasonic bath with alcohol before each wear test. The counterface disc was made of AISI 52100 bearing steel (0.98%-1.1%C, 0.25%-0.45%Mn, 0.15%-0.30%Si, 1.30%-1.60%Cr, balanced Fe). The outer diameter of the disc was 54 mm and the thickness was 8 mm. The surface hardness of disc was HRC 58-62, and the roughness was polished to 0.8 ��m.
Table 1 Chemical composition of AZ71E magnesium alloy (mass fraction %)
![]()
Dry sliding wear tests were performed on a XP-5 high temperature tribometer with a pin-on-disc configuration. The tests were carried out in an applied load range of 10-50 N and a sliding distance range of 166-1254 m under a constant sliding velocity of 0.209 m/s. The friction coefficient data were obtained by using a loading cell mounted on the pin holders. The test temperature was monitored using a chromel-alumel thermocouple inserted in a 1.5 mm-diameter hole on the test pin, 3.0 mm away from the sliding surface. The specimens were thoroughly cleaned, dried and weighed prior to and after each test. A Mettler microbalance (sensitivity 0.1 mg) was used for weighing the specimens. Mass loss was then converted into mass loss per unit sliding distance to compute wear rate. An individual specimen was used to measure the mass loss for each sliding distance. Each test result was an average value of at least two data from two runs under the same test conditions with a variation inside 5%.
The phases presented in the experimental alloy were characterized using DX-2500 type X-ray diffractrometer (XRD), operated at 40 kV and 30 mA. The microstructures, morphologies of worn surfaces and wear debris powder were examined using JOEL JSM-6460LV type scanning electron microscope (SEM) equipped with Oxford energy dispersive X-ray spectrometer (EDS). In order to examine the microstructure change taking place within the subsurface of pin, the pin samples were cut perpendicularly to the worn surface, and were etched with an 8% nitric acid distilled water solution. The subsurface microstructure was observed by an Olympus optical microscope.
The specimens at high temperatures were prepared under 150 and 200 �� respectively for 2 h that was the same period as one for dry sliding distance of 1254 m. Thermal transformation of AZ71E alloy was carried out by means of differential scanning calorimetry (DSC) using a TA Q600 SDT system. The as-cast sample, which was machined out from the casting, weighed around 30 mg. It was heated in a flowing argon atmosphere from 25 to 700 �� for 5 min before being cooled down to 200 ��. Both heating and cooling curves were recorded at a controlled speed of 15 K/min. The tensile properties of the samples at different temperatures were determined from a complete stress��strain curve. The ultimate tensile strength (UTS) and 0.2% yield strength (YS) were obtained based on the average of three tests.
3 Results
3.1 Tribological behaviour during sliding
Figure 1 shows the variations of wear mass for AZ71E samples with a sliding distance at the different temperatures under a constant applied load of 40 N. Results revealed an increase in the wear quantity with increasing the sliding distance at 150 �� and 200 ��.
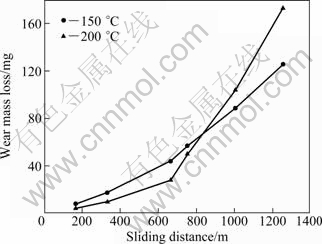
Fig. 1 Variation of wear mass loss with sliding distance under 40 N at different temperatures
At the beginning of sliding, the wear quantity was low at 200 ��, and rose slowly up to 660 m. And then the wear quantity increased dramatically. In comparison, the wear quantity increased at a similar wear rate at 150 ��. Probably, there was a slight increase in the wear rate after about 800 m at 150 ��.
A close examination revealed that the wear quantity was lower at 200 �� than 150 �� at the beginning of tests up to about 800 m. However, the final wear quantity was higher at 200 �� than that at 150 �� after sliding the distance of 1254 m.
3.2 Tribological behaviour under different applied loads
Figure 2 shows the variations of friction coefficients and wear rates with an increase in the applied load at different temperatures. The results in Fig. 2(a) show the similar values and a same trend in the friction coefficients with an increase in the applied load at different temperatures. The friction coefficients were high under a low applied load, about 0.26 at 10 N of applied load. The friction coefficient decreased rapidly with increasing the applied load, about 0.17 at 30 N of applied load. With a further increase in the applied load, the friction coefficients decreased slightly to about 0.15 at 50 N of applied load.
Figure 2(b) shows that the wear rates were higher at 200 �� than those at 150 ��. The wear rates increased with an increase in the applied loads. The wear rates at 150 �� showed linear increase. At 200 ��, the load of 40 N was the transition load, and the wear rate increased largely when over 40 N.

Fig. 2 Variations of friction coefficient (a) and wear rate (b) with load at different temperatures
3.3 Wear mechanisms
Wear mechanisms were investigated through examining the worn surfaces after a 1000 m sliding test. The worn surfaces exhibited a flat and smooth contact surface under 10 N of load at 150 or 200 �� (Fig. 3). A close SEM micrographic examination at high magnification revealed the fine and shallow abrasion, mostly parallel to the sliding direction, existing on the worn surfaces with a smooth appearance, as shown in Fig. 3(a), which suggests that the mild abrasive wear mechanism occurred as a predominated wear mechanism. EDS analysis revealed the existence of O element on the worn surfaces, up to 17.32% in mole fraction, which was attributed to a formation of the oxidation film. This film might protect the sliding surface effectively under the mild abrasive wear condition.
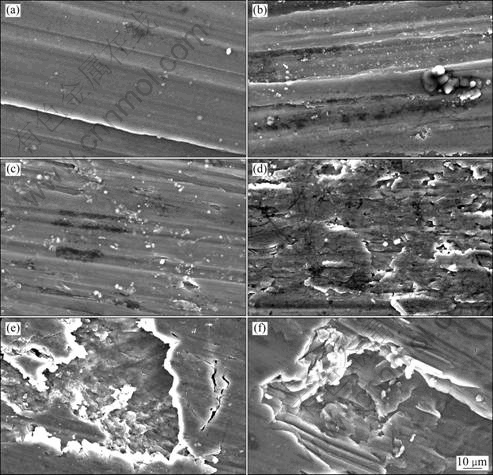
Fig. 3 SEM microphotographies of worn surfaces after tests under 10 N (a, b), 30 N (c, d) and 50 N (e, f) loads at 150 �� (a, c, e) and 200 �� (b, d, f)
With increasing the test temperatures, numerous mild abrasive marks in Fig. 3(b) were shown as an evidence of the predominated mild abrasive wear mechanism on the worn surfaces of pins. However, at 200 ��, many hard particles were generated between the contacting surfaces, as shown in Fig. 3(b), which were contributed to the abrasive wear by the removal of small fragments. Consequently, the abrasive wear mechanism took place primarily via the abrasion, by which the material was displaced on either side of the abrasion marks without being removed, or through wedge forming, where tiny wedge-shaped fragments were worn only during the initial contact with an abrasive particle.
With an increase in the applied load to 30 N, the extensive parallel abrasion interspersed by craters, shallow pits in Fig. 3(c), where material was dislodged from the plastically deformed layers over the worn pin surfaces. Some fine cracks nearly perpendicular to the sliding direction and some attachments of wear debris on the sliding surfaces were also observed. It suggests that the predominated wear mechanisms are the mild abrasive and the mild micro-pitting wear mechanisms under 30 N at 150 ��. But, as the temperature increased to 200 �� (see Fig. 3(d)), the plastic deformation was much more pronounced and series of fine cracks nearly perpendicular to the sliding direction formed, which was generally associated with the delamination wear mechanism.
With a further increase of applied load, the severe plastic deformation layer accompanied with severe adhesion zone arose on the worn surface tested under 50 N load at 150 ��, as shown in Fig. 3(e). These features indicated the occurrence of severe metallic wear, and the transition to severe wear was accompanied by a significant increase in the roughness of worn surface. The surface profile of the counterface material in Fig. 4 proved material transfer. Significant accumulation of transferred material could be seen on the counterface after sliding. The EDS analyses confirmed that the transferred material��s composition included magnesium, aluminium manganese and cerium obtained from AZ71E alloy. The increase of the sliding cycle number led to the layer by layer deposition of the transferred material��an accumulation process that resulted in the formation of debris fragments with a lamellar structure in Fig. 5(a).
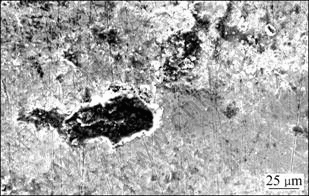
Fig. 4 SEM image of counterface under 50 N at 150 ��
Figure 3(f) shows the worn surface under the severe sliding conditions, 50 N and 200 ��. SEM image showed that a severe plastic deformation of the pin surface occurred and it was evident that the local temperature of the contact surfaces exceeded the melting temperature of the alloy. The molten material spread out on the contact surface in the sliding direction. During the sliding wear, the solidified material formed thin layers and the new layers were continuously generated over the previously formed layers as the previously molten material extruded out of the contact surface. Consequently, a multilayered debris structure was generated, and the large, irregular lumps broke off from layers of pin samples that had been severely deformed and extruded along the sliding direction, as shown in Fig. 5(b).
Figure 6 shows the optical micrographs of sub-surfaces of the alloy at applied load of 50 N and experimental temperatures of 150 and 200 ��. The cross-section of sub-surfaces of both samples paralleled to the sliding direction. The sheared layer indicates plastic deformation extending up to a certain depth from the worn surface. No sharp boundary was formed between the sheared layer and the sub-surface microstructure. The differences of sheared layer at different temperatures are distinct in thickness, which is about 40 ��m at 150 ��, approximately 100 ��m at 200 ��. Due to relatively high material flow at this load, the grains near the worn surface are elongated along the sliding direction.
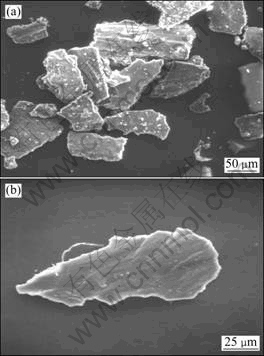
Fig. 5 SEM images showing wear debris after tests under 50 N at 150 �� (a) and 200 �� (b)
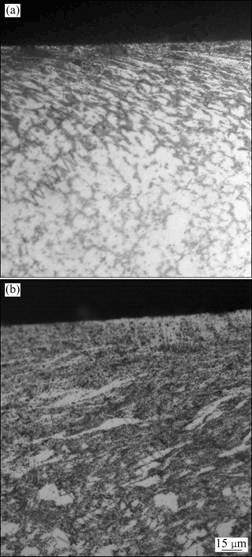
Fig. 6 Optical micrographs of worn sub-surface of alloy at 150 �� (a) and 200 �� (b)
The wear mechanisms at elevated temperatures were complicated. Actually, there was no sharp boundary among the various wear mechanisms operating in the present study; it was also observed that more than one wear mechanism was operative at a time. At the low applied load, the worn surface of AZ71E alloy was covered with long continuous abrasion parallel to the sliding direction (Figs. 3(a) to 3(c)), which suggested abrasive wear. These abrasions mainly formed by the abrasive action of the hard asperities presented on the hardened steel counter-face or by the trapped wear debris, which were produced during the sliding process between the mating surfaces, causing wear by the removal of small fragments of the material. A part of the wear debris lost from the system and the rest was recycled on the mating surface. The debris particles were fragmented to a very fine size during the subsequent sliding. As the debris became finer and finer, the surface energy increased gradually. It reattached to the worn surface due to the van der WAALS force and the electrostatic force. To a certain extent, these attached wear debris might further strengthen the abrasion of worn surface. Consequently, the abrasion is the dominant wear mechanism at a lower applied load.
The increase in applied load may enhance the plastic deformation of surface layers, which resulted in structural disruption and damage of the alloy surface. It is known that the temperature on the contact surface between steel counter-face and test specimen could rise quickly during wear test. In particular, when the ambient temperature is also high, the accumulation of heat in contact zone of wear couple could be accelerated prominently and the temperature of contact surface would increase rapidly. As the temperature increases, the yield strength and shear tensile resistance of alloy decrease and the alloy gets softened, which leads to a smaller friction coefficient and a higher wear rate. As a result, the matrix near the contact surface becomes prone to easy plastic deformation and it spreads out of the contact surface in the sliding direction as well as by moving sideways. The extent of severe plastic deformation of surface layers increases with increasing the load or experimental temperature. When the experiments were carried out at the higher load and 150 ��, the cracking of the surface and formation of cavities due to the detachment of debris were found on the worn surface, indicating the delamination wear and adhesion wear at this condition. As for the experimental temperature of 200 �� and higher loads, the large delaminative fragment, gross plastic deformation and plastic yield were displayed on the worn surface, indicating the severe delamination wear and melting wear.
4 Discussion
The Archard equation is the classic wear prediction model as follows:
![]() (1)
(1)
where Q is the total volume of wear debris produced; W is the total normal load; H is the hardness of the softest contacting surfaces; K is a dimensionless constant; L is the sliding length.
Figure 7 shows the wear quantities and the tensile strengths at 150 and 200 ��. When the temperature is lower than 200 ��, AZ71E alloy exhibited superior properties in yield strength at elevated temperatures. The yield strengths of AZ71E alloy were 142 MPa and 125 MPa at 100 �� and 150 ��, respectively, which maintained 88.8% and 78.1% of its ambient temperature strength. However, the yield strength deteriorated rapidly and decreased to 96 MPa at 200 ��, which is only 60% of its ambient temperature strength. Compared wear performance with tensile strength, the results exhibited that the wear quantity increased with a decrease in the tensile strength.
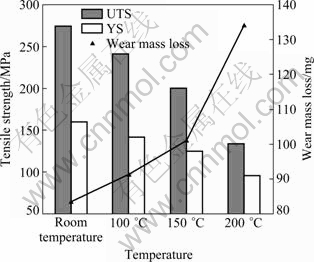
Fig. 7 Tensile properties and wear quantity of alloy at different temperatures (wear quantity measured under 50 N and 1000 m)
It is well known that the higher the tensile strength, the higher the hardness of metal materials. Consequently, with an increase in the temperature, the increased wear quantity is attributed to a reduction in the hardness of AZ71E alloy.
Figure 8 shows the microstructures of die-cast specimens of AZ71E alloy. As shown in Fig. 8(a), the grain size is about 10 ��m, and eutectic compounds finely crystallize both inside the grains and along the grain boundaries. SEM image in Fig. 8(b) shows that acicular compounds (point A) crystallize both along and across the grain boundaries while blocky shape (point B) and particle-like compounds (point C) crystallize at the grain boundaries. The EDS results show that acicular Al11Ce3, blocky-shaped Mg17Al12 and particle-like Al10Ce2Mn7 compounds crystallized in the alloy. The particle-like Al10Ce2Mn7 was present in a low amount, so the main strength phases in AZ71E alloy are Al11Ce3 and Mg17Al12. The XRD results (Fig. 9) show that the phase constituents in die-cast AZ71E alloy include ��-Mg phase and secondary phases (Al11Ce3, Mg17Al12 and Al10Ce2Mn7), which is consistent with the above discussion. Figures 8(c) and (d) display the microstructure of AZ71E alloy under elevated temperatures (150 and 200 �� respectively), and the grain size increased progressively with increasing temperature, which is remarkably larger than that at ambient temperature. There is not sign of secondary phase morphology change at elevated temperatures, and XRD analysis also confirms that there are no changes in phase constituents under elevated temperatures.
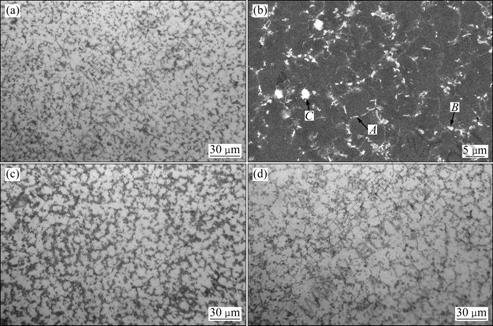
Fig. 8 Optical micrographs and SEM image of die-cast AZ71E specimens at different evaluated temperatures: (a) Optical micrograph at room temperature; (b) SEM image at room temperature; (c) Optical micrograph at 150 ��; (d) Optical micrograph at 200 ��

Fig. 9 X-ray diffraction pattern of die-cast specimen of AZ71E
Figure 10 shows the typical DSC curve of AZ71E alloy. There are two endothermic peaks in the heating curve, the first endothermic peak appears with an onset temperature of 614.77 ��, corresponding to the melting of the ��-Mg phase, and the second endothermic peak appears with an onset temperature of 656.68 ��, corresponding to the dissolution of Al11Ce3 according to the Al-Ce binary phase diagram. There are three exothermic peaks appearing in the cooling process at the onset temperatures of 649.02, 593.06 and 411.25 �� respectively, which are attributed to the nucleation of Al11Ce3 phase, ��-Mg phase and the transformation of other eutectic compounds such as ��-Mg+��-Mg17Al12.
In general, the ��-phase Mg17Al12 is the main strengthening component of Mg-Al serial alloys. However, the Mg17Al12 has a low melting point (462 ��) and can readily soften and coarsen with an increase in temperature due to accelerated diffusion [3]. The grain boundaries are weakened because of the softening and coarsening of the Mg17Al12 precipitates at elevated temperatures. This is the key factor accounting for the low strength of these alloys at high temperatures. In order to improve the creep properties of Mg-Al alloy at elevated temperatures, the formation of the ��-phase must be suppressed. As shown in Figs. 8 and 9, the second phases in AZ71E alloy include Al11Ce3, Mg17Al12 and Al10Ce2Mn7, and the acicular Al11Ce3 compound occupies a large grain boundary area. Due to the high thermal stability of this phase (onset dissolution temperature of 656.68 ��), it provides an effective barrier against the coarsening of the microstructure. This is considered to be an effective obstacle to grain boundary sliding and dislocation motion in the vicinity of the grain boundaries during a high temperature creep. Consequently, the addition of Ce-rich mischmetal enhances the creep resistance of die-cast magnesium alloy and partly diminishes the deterioration of the mechanical properties at high temperatures. In addition, the crystallization of Al11RE3 compound requires more aluminium atoms per RE atom, which is expected to reduce the amount of aluminium atoms in solid solution [6]. It has been observed that the addition of RE to Mg-Al-based alloys restricts the crystallization of Mg17Al12 phase due to the preferential utilization of aluminium atoms to form Al-RE compounds, which was also in accordance with the phenomenon displayed in Fig. 10. As referred in Fig. 10, there is no endothermic peak of Mg17Al12 melt arising in the heating curve, which might imply lower Mg17Al12 phase content. Therefore, the chance of creep-induced precipitation of Mg17Al12 compound that deteriorates creep resistance of Mg-Al based alloys is greatly reduced. Furthermore, the diffusion of solute atoms of aluminium at elevated temperatures could be minimized if the aluminium content in solid solution is reduced, which indicated that the sliding of grain boundaries and growth of cracks would be effectively prevented at elevated temperatures. Consequently, the changes in microstructure induced by the addition of rare earth elements result in the alloy having stable matrix with well-fortified grain boundary, which is responsible for the high mechanical properties of AZ71E alloy and good anti-wear performance at elevated temperatures. For example, as referred in Fig. 7, the yield strength of alloy at 150 �� maintained 88.8% of its ambient temperature strength.
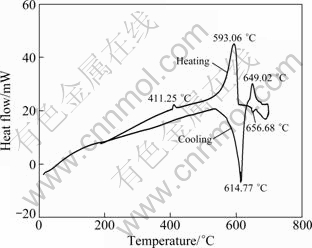
Fig. 10 Differential scanning calorimetry curve for AZ71E alloy
5 Conclusions
1) Wear of AZ71E alloy increases with an increase in the applied load and sliding distance, whereas the friction coefficient decreases with an increase in the applied load.
2) The predominant wear mechanism is mild abrasion at low applied loads. The mild delamination wear accompanied with adhesion wear is the predominant wear mechanism under the high applied loads at 150 ��, whereas the severe delamination and melting wear are the predominant wear mechanisms under the high applied loads at 200 ��.
3) The addition of rare earth elements results in a dissolution of the Al11Ce3 at 656.6 �� and melting of the ��-Mg phase at 614.7 �� in the AZ71E alloy as a result of the superior thermal stability and an improvement of mechanical properties at elevated temperatures. Al11Ce3 is the dominant secondary phase in AZ71E alloy, which attributes to an improvement in the tensile and elongation properties of alloy at high temperatures as a result of the improvement in the anti wear performance.
References
[1] HABIBNEJAD-KORAYEM M, MAHMUDI R, GHASEMI H M, POOLE W J. Tribological behavior of pure Mg and AZ31 magnesium alloy strengthened by Al2O3 nano-particles [J]. Wear, 2010, 268: 405-412.
[2] LUO A, PEKG?LERY?Z O. Review cast magnesium alloys for elevated temperature applications [J]. J Materials Science, 1994, 29: 5259-5265.
[3] YU Y, KEITA A, SHOTA I, SHIGEHARU K, YO K. Realization of high strength and high ductility for AZ61 magnesium alloy by severe warm working [J]. Science and Technology of Advanced Materials, 2005, 6(2): 185-194.
[4] EVANGELISTA E, GARIBOLDI E, LOHNE O, SPIGARELLI S. High-temperature behaviour of as die-cast and heat treated Mg-Al-Si AS21x magnesium alloy [J]. Materials Science and Engineering A, 2004, 387-389: 41-45.
[5] LUO A. Recent magnesium alloy development for elevated temperature applications [J]. International Materials Reviews, 2004, 49(1): 13-30.
[6] IFEANYI A, YASUHIRO G, ATSUYA S, SHIGEHARU K, YO K, SUGURU T, TAKETOSHI I. Effect of substituting cerium-rich mischmetal with lanthanum on high temperature properties of die-cast Mg-Zn-Al-Ca-RE alloys [J]. Materials Science and Engineering A, 2004, 380: 93-99.
[7] BLAU P J, WALUKAS M. Sliding friction and wear of magnesium alloyAZ91D produced by two different methods [J]. Tribology International, 2000, 33(8): 573-579.
[8] HIRATSUKA K, ENOMOTO A, SASADA T. Friction and wear of Al2O3, ZrO2 and SiO2 rubbed against pure metals [J]. Wear, 1992, 153: 361-373.
[9] CHEN H, ALPAS A T. Sliding wear map for the magnesium alloy Mg-9Al-0.9Zn [J]. Wear, 2000, 246: 106-116.
[10] HUANG Wei-jiu, HOU Bing, PANG You-xia, ZHOU Zhong-rong. Fretting wear behaviour of AZ91D and AM60B magnesium alloys [J]. Wear, 2006, 260: 1173-1178.
[11] EL-MORSY Abdel-Wahab. Dry sliding wear behavior of hot deformed magnesium AZ61alloy as influenced by the sliding conditions [J]. Materials Science and Engineering A, 2008, 473: 330-335.
[12] HUANG Wei-jiu, LIN Qiang, WANG Guo. Tribological characteristics of heat resistant magnesium alloy containing rare earth [J]. Lubrication Engineering, 2009, 34(4): 6-9. (in Chinese)
[13] DAS S, MORALES AT, ALPAS A T. Microstructural evolution during high temperature sliding wear of Mg-3%Al-1%Zn (AZ31) alloy [J]. Wear, 2010, 268: 94-103.
[14] AN J, LI R G, LU Y, CHEN C M, XU Y, CHEN X, WANG L M. Dry sliding wear behaviour of magnesium alloys [J]. Wear, 2008, 265: 97-104.
[15] MEHTA D S, MASOOD S H, SONG W Q. Investigation of wear properties of magnesium and aluminium alloys for automotive applications [J]. J Mater Proc Technol, 2004, 155-156: 1526-1531.
[16] CHEN T J, MA Y, LI B, LI Y D, HAO Y. Wear behaviour of thixo formed AZ91D magnesium alloy: A comparison with permanent mould cast alloy [J]. Materials Science and Engineering A, 2007, 445-446: 477-485.
AZ71Eþ�Ͻ�ĸ���Ħ��ѧ��Ϊ
��ΰ��1, 2���� ǿ2��������2
1. ����������ѧ �����㲿�����켰��⼼���������ص�ʵ���ң����� 400054��
2. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 400054
ժ Ҫ������-��Ħ��ĥ�����������AZ71Eѹ��þ�Ͻ����غ�Ϊ10~50 Nʱ�ĸ���Ħ��ѧ��Ϊ�����ù�ѧ����(OM)��ɨ��羵(SEM)��ĥ�������DZ�����з�����ͨ����ѧ����(OM)��X����������(XRD)����ʾ��ɨ��(DSC)�ȶ�AZ71E�Ͻ�ĸ����۽ṹ�����ȶ��Ժ���ѧ���ܽ����о�����������������غɺͻ������������ĥ��������,��Ħ��ϵ���������غɵ����Ӷ����١��ڵ��غ�ʱ��AZ71Eþ�Ͻ��ĥ�������Ҫ��ĥ��ĥ����150 ����غ��£�ճ��ĥ������İ���ĥ������Ҫ��ĥ����ƣ�����200 �漰���غ��£�þ�Ͻ����Ҫĥ����������صİ���ĥ�������ĥ��AZ71Eþ�Ͻ�ĸ���Ħ��ѧ������ߵ����ڻ�����AZ71Eþ�Ͻ��еڶ���Al11Ce3ʹþ�Ͻ�ĸ����������չ����������ߡ�
�ؼ��ʣ�þ�Ͻ𣻸�Ħ��������ĥ��ĥ�����
(Edited by YANG Hua)
Foundation item: Project (KLMT201107) supported by the Key Laboratory of Manufacture and Test Techniques for Automobile Parts (Ministry of Education), China
Corresponding author: HUANG Wei-jiu; Tel/Fax: +86-23-62563089; E-mail: huangweijiu@cqut.edu.cn
DOI: 10.1016/S1003-6326(11)61428-3
Abstract: Tribological behaviour of the die-cast AZ71E magnesium alloy was investigated in an applied load range of 10-50 N at high temperatures under dry sliding conditions using a pin-on-disc wear testing machine. The results indicate that the wear rate increases with the increase of applied load and sliding distance, whereas the friction coefficient decreases with the increase of applied load. Scanning electron microscopy and optical microscopy studies on the worn surfaces and sub-surfaces show that the predominant wear mechanism is abrasion at low applied loads. The mild delamination wear accompanying with adhesion wear is the predominant wear mechanism under high applied loads at 150 ��, whereas the severe delamination and melting wear are the predominant wear mechanisms under high applied load at 200 ��. An investigation of the microstructure, thermal stability and tensile properties at high temperatures, using the optical microscopy, X-ray diffraction, differential scanning calorimetry, shows that the dominant secondary phase in AZ71E alloy, Al11Ce3, leads to the improvement in the tensile and elongation properties of alloy at high temperatures, which results in the improvement in the anti wear performance.
