
������ʱ��: 2016-10-13 13:47
Al-7Si-Mg�������Ͻ����̺��ȴ�����������֯ģ�������ǿ��Ԥ��
�廪��ѧ����ѧԺ�Ƚ���������������ص�ʵ����
��־�Ƽ�����˾
ժ Ҫ��
Al-7Si-Mg�������Ͻ����ѧ�����������������ȴ������ղ�����Ӱ��, ��ν������ι��ղ���������֯���Ͻ�����֮��Ķ�����ģ��, �����Ż���������, ��ߺϽ����ܾ�����Ҫ�Ĺ���Ӧ�ü�ֵ���������ܹ��������̡����ܴ�����ʱЧ��������������֯�ݱ��ȫ���̡���߶���ֵģ��, ����������Ӧǿ��ģ��, ʵ��������������ǿ�ȵ�Ԥ�⡣ģ����Al-7Si-Mg�Ͻ��ڸ��ε�����֯�ݱ�, ����ʵ���������˱Ƚ�, �����˹��ղ���������֯�ͺϽ�����ǿ�ȵ�Ӱ����ɡ�ģ���ʵ��������:����֦���ۼ��������ȴ���ʵ��������С��Mg2Si�������ܽ����Si���۶��ڶ�ʱ�Ĺ��ܴ����Ϳ�����ɡ����ʱЧ�¶Ȼ�ٽ�ʱЧ����, ���ή��ʱЧ��ֵǿ��, ������Mg�����ܹ���ߺϽ������ǿ�ȡ��������˱�ģ�ʹ��ڵ�����, ָ����ģ�ͽ��չ����ʵ������֮����
�ؼ��ʣ�
Al-7Si-Mg�������Ͻ�;��߶�;��ֵģ��;����֯;����ǿ��;
��ͼ����ţ� TG166.3;TG292
����飺���� (1989-) , ��, �㽭����, ��ʿ�о���, �о�����:�������Ͻ����̺��ȴ�����������֯��ֵģ�⼰����Ԥ��;E-mail:cailiaochenrui@126.com;;������, ����;�绰:010-62795482;E-mail:scjxqy@mail.tsinghua.edu.cn;
�ո����ڣ�2016-03-16
���������ص�����о���չ�ƻ���Ŀ (2011CB706801);������Ȼ��ѧ������Ŀ (51374137��51171089);���ҿƼ��ش�ר����Ŀ (2012ZX04012-011��2011ZX04014-052) ����;
Modeling Microstructure and Yield Strength during Solidification and Heat Treatment Process in Al-7Si-Mg Cast Aluminum Alloys
Chen Rui Xu Qingyan Guo Huiting Xia Zhiyuan Wu Qinfang Liu Baicheng
Key Laboratory for Advanced Materials Processing Technology, Ministry of Education, School of Materials Science and Engineering, Tsinghua University
Mingzhi Technology Co.Limited
Abstract��
The mechanical properties of Al-7Si-Mg cast aluminum alloys are controlled by solidification and heat treatment conditions, thus establishing quantitative models to correlate the processing parameters, microstructure and mechanical properties in each processing stage plays an important role in optimizing the processing parameters and thus improving the mechanical properties. The present paper presented a multi-scale numerical model involving the simulation of ��-Al dendrite and (Al + Si) eutectic growth by cellular automaton (CA) model during solidification, the prediction of dissolution of Mg2 Si phase and fragmentation and coarsening of eutectic silicon during solution treatment, the calculation of the precipitation kinetics during aging process as well as the final yield strength.Using this model, the microstructure evolution in each processing stage in Al-7Si-Mg alloys was firstly simulated, and the simulated results were compared with the experimental results. The influence of processing parameters on the microstructure evolution and yield strength was analyzed. The results revealed that the secondary dendrite arm spacing decreased with the increase of cooling rate. The dissolution of Mg2 Si phase and fragmentation of eutectic silicon were completed within a short time of solution treatment. Increasing the aging temperature dramatically accelerated the aging process, while the peak yield strength decreased. Increasing the Mg content could increase the yield strength. Finally, the problems and the further development of the model were pointed out.
Keyword��
Al-7Si-Mg cast aluminum alloys; multi-scale; numerical simulation; microstructure; yield strength;
Received�� 2016-03-16
Al-7Si-Mg (%, ��������) �Ͻ�, ��ZL114, A356, A357, ���ڵ��͵�Al-Siϵ�������Ͻ�, ������нϺõ�������, ���Գ��ʹ��ͱ��ڸ�������, ͬʱ��ͨ���ȴ�������Mg-Siǿ����������ʱЧǿ������, ��˸úϽ�������ʡ���ǿ���׳��͵�һϵ���ŵ�, ����������, �ǡ����������������塢��챡��������������Ҫ�㲿���ĵ��Ͳ���[1,2]����������ѧ���������̺��ȴ����������γɵ�����֯������, ���, �о���ͬ���̺��ȴ��������µ�����֯�ݻ�����, �������ղ���������֮֯��Ķ�����ģ��, ��������֯������Ͻ����������, �������о����ղ����ԺϽ����ܵ�Ӱ��, ���ں�����ƺϽ�ɷ֡��Ż����̺��ȴ�����������ߺϽ����ܾ�����Ҫ�Ĺ���Ӧ�ü�ֵ��
Ŀǰ, ���̹�������֯��ֵģ�ⷽ����Ҫ��Ԫ���Զ��� (CA) �����ೡ (PF) ��, ����, CA�������нϸ���Ч��, �������ɢ��������ɢ�Լ�֦����������ѧ��, ���ڸ���߶���ʵ�ֶ�֦����ò�ݻ����̵�ģ��, ���ӽӽ��ڹ���Ӧ��ʵ�ʡ�Ŀǰ, CA�����Ѿ��ɹ�Ӧ���ڶ������̹���֦����ò��֦�����ݻ���Ԥ���Լ���ѹ���졢��ѹ��������칤�������µ�֦����òģ��;����ȵ�Ԥ��ȷ���[3,4,5,6,7]������, Ŀǰ�Ĵ��о�������ֻ��ע֦�����γɹ���, ���ڹ���, �ر��Ƿǹ������о��dz��١�
ͨ�����ܺʹ�����γɹ����������Ǻ�������ʱЧ�������Ⱦ�����, �ڸù��̻ᷢ��Mg2Si�������ܽ�, ����Ԫ�صľ��Ȼ��Լ���������۶ϡ��ֻ��ȹ��̡�ʵ���о�����, ���ܴ���������ԺϽ�����ܲ�����Ҫ���á����еĴ��о�����������ʵ����о�, ��û�н�����Ӧ��ģ�����������ܴ�������������֯���ݻ��Ͷ������������ܴ����ԺϽ��������ܵ�Ӱ�졣
ʱЧ��������ѧģ����Ŀǰ���ŵ��о�����, Ҳ���о���������ʱЧ�������ݱ����Ҫ;��, ���õķ�����Ҫ������ֵģ�ͺͽ���ģ��, ������ֵģ����Ҫ���ೡ�ȷ���Ϊ����, ����ͨ������۵���Ӧ���ܺͽ����ܸ������Եȷ���, ��ϸ��������������ʱЧ���̵���ò�ݻ�[8], ���Ǹ÷�������������С����������ʵ��ʱ�����Զ�Ӧ, ��õ�����֯�����������۵��������������������ģ�ͻ���ƽ����˼��, �漰��������κˡ������ʹֻ�����, ���Եõ��������ܶȡ��ߴ硢��������Ⱥ�۲���, ���������е�ǿ��ģ�������, ʵ��ǿ��Ԥ��[9,10,11,12,13]��
1 ����֯����ģ��
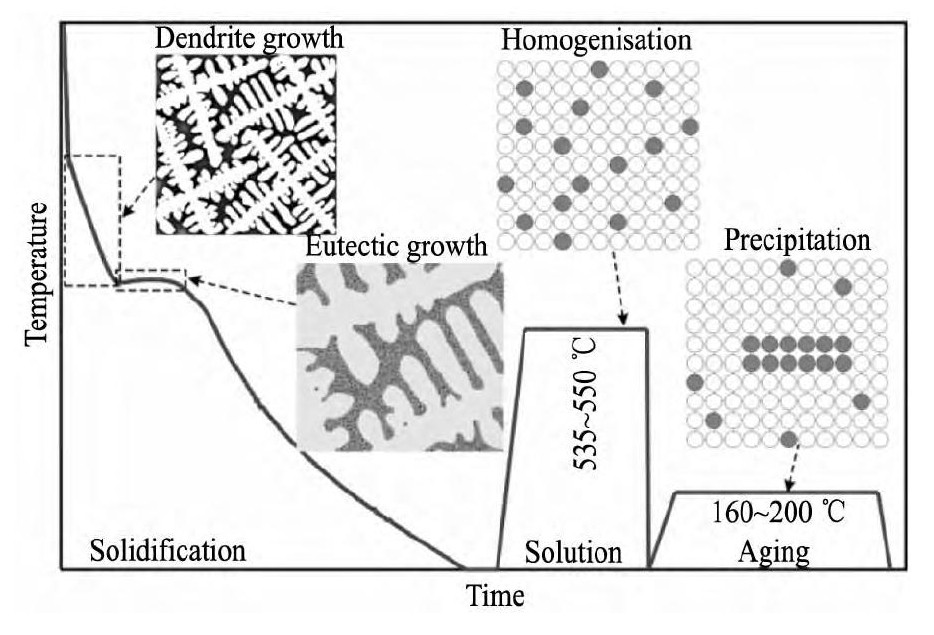
Al-7Si-Mg�������Ͻ�ļӹ�������Ҫ�������̺��ȴ���������, ��ͼ1��ʾ�������̹�����, ��Һ���¶ȴﵽ�κ��¶�ʱ, ��������-Al���������, �����¶ȵĽ���, ��-Al���Ļ��Ե��ᾧ�ķ�ʽ��������, ���¶ȴﵽ�����¶�ʱ, ֦����ʣ��Һ���л��γ� (Al+Si) ��Ԫ����, ���ﵽ�������ʱ, ����������Mg2Si���γɡ����̺��������Ҫ������535~550��֮����и��¹��ܴ���, ����ʱ��������������֯�����¶����������ڹ��ܹ�����, һ��ᷢ��Mg2Si����ܽ�, ����Ԫ�صľ��Ȼ�, (Al+Si) �������۶ϡ����ֻ���ϵ����֯�仯�����ܴ����������������150~200���¶�������˹�ʱЧ����, ����������ϸС����ɢ��ǿ����, ʹ������ǿ�ȵõ������ߡ�
������Ҫ���Al-7Si-Mg�������Ͻ������̡����ܴ�����ʱЧ����ȫ�����йؼ���֯���ݱ佨����߶���ֵģ�Ͳ��������ģ���о�, Ŀ����Ϊ��̽�����ղ���������֯�ͺϽ����ܵ�Ӱ��, ����Ϊ�Ż����պ���ߺϽ������ṩ�ο���
1.1 �κ�ģ��
ͨ�����Oldfield[14]������κ�ģ��˼��, ���ӵ��κ˱���, ���������������Ͻ���ᾧ���̵��κ�ģ��, ͬʱ��ģ���еIJ���������ȷ����������, �����ܹ��������ϵ�֦������ģ�͵���.ͨ���Ƶ� (������μ�����[7]) , �������繫ʽ (1) , (2) ��ʾ��������Al-7Si-Mg�Ͻ���κ��ܶ�Nv����ʽ
ͼ1 Al-7Si-Mg�Ͻ�ӹ���������֯�ݱ�ʾ��ͼFig.1 Schematic diagram showing processing sequence of Al-7Si-Mg cast alloys and microstructure evolution

ʽ (1) �еIJ���N0�ͦ�������ȷ����������, ����N0Ϊ��λ�������ܵ�Ti B2������Ŀ, ���������ɹ�Һ�����ܦ�SL, ��λ������ۻ�DZ�� (��SV) �Լ��ߴ�ֲ�����ֱ��d0����������ͬ������
ͨ��ʵ����ȴ����ò�ͬ���������µ�����κ˹���Ȧ�Tm�Լ���Ӧ�㴦�ľ�����, ���빫ʽ (1) , �õ����κ��ܶȺ��������κ��ܶȺ����ֱ��緽�� (3) , (4) ��ʾ (���κ��ܶ������κ��ܶ�֮���ת������Poisson-Voronoiģ�ͽ���[15])
1.2 ֦������ģ��
���ڽ��浥Ԫ�����ʵ����ӻ��ų�ÿ������Ԫ��, ʹ�ý���ǰ�ش����ʸ���, �ƶ�������ɢ�Ľ���.ÿ��Ԫ�ص�������ɢ���̿ɱ�ʾΪ:

ʽ��, wi����ʾ��Ԫi (Si����Mg) �ڦ��� (Һ����ǹ���) ���е����ʺ���, ki��ʾ��ɷֺ��¶��йص�ƽ�����ʷ���ϵ����JiΪ��Ԫi��������ɢͨ��, �ɸ��ݹ�ʽ (6) ����õ�

ʽ��, 
��Ԫ����Һ��ת��Ϊ����״̬�Ժ�, ���ڳɷֹ�������ʹ���Ĺ�ͬ���ÿ���ʹ���浥Ԫ����ֲ�����ѧƽ������, ������浥Ԫƽ���¶ȿ��Ա�ʾΪ:

ʽ��, TLliq (wLSi, wLMg) Ϊƽ��Һ�����¶�, ���Ը���Si��Mg�ijɷ�ֵwLSi, wLMg��ƽ����ͼ�϶�ȡ��T (t) �Ǽ������е�Ԫ��ʵ���¶�ֵ����TC�ͦ�TR�ֱ��Ӧ�ڳɷֹ�������ʹ���, ����㹫ʽ������ʾ
������ʽ��, 
ʽ��, ��xΪ����ߴ�, fSi��ʾ�ھӵ�Ԫ�Ĺ������, NΪ�ھӵ�Ԫ��Ŀ, ��ΪGibbs-Thomsonϵ��, ��Ϊ�����ܸ�������ϵ��, ��1, ��2���ڱ�ʾ���浥Ԫ�ռ䷨�߷���ĽǶȡ�
���浥Ԫ��������ļ��㿼���˽���ֲ�ƽ��, ��Ϊ����ƽ�����ʳɷֺͽ���ʵ�����ʳɷֵIJ�ֵ��֦��������������, �Ӷ����þֲ��ܸ˶���ֱ����ù������������, ���������֦�������ٶ�, ����Ч�ʸ�.��ijһ���浥Ԫ��ijһʱ�䲽�������ڹ������������, ���ų����ֵ�SiԪ�غ�MgԪ��, ������������������

1.3 �ǹ�������ģ��
���ﵽ�����¶�ʱ, ʣ��Һ���л��γ� (Al+Si) ����, ���й�������������ų�����, ��Һ����ǰ�������ʸ���, ���������� (����Si) �����������Χ��������, ���½���ǰ�س��������ѷ�, ������ɢ���ڹ������������̼���Ӧ����֯����������ҪӰ��, �������������ɢ���̿ɱ�ʾΪ:
ʽ��, w��Si��ʾSi��Ԫ�ڧ��� (Һ��, ���������������) �е����ʳɷ�, D��SiΪ������Si��Ԫ����ɢϵ����wSi��0��wSi��0�ֱ��ǹ�������ͦ����е�SiԪ��ƽ����ܶ�, fS, ����fS, ��Ϊ����ͦ�����浥Ԫ�Ĺ��������
�ڹ�������������, ���Ǧ���ͦ������ǰ�ص��ȹ��䡢�ɷֹ�������ʹ�����ڽ���ֲ�����Ȧ�T (tn) ��Ӱ��, ����ǰ�صľֲ������Ϊ:

ʽ��w'EΪ�����ɷ�
���ڹ�����������ģ�ͼ�ʵ���о�, ������������������ɾֲ������������, w (tn) =a��[��T (tn) ]2, ����, aΪ����ѧ��������[19]����һ��ʱ�䲽��tn��, CA��Ԫ�Ĺ�����������ɱ�ʾΪ:

ʽ��, cos�ȷ�ӳ�õ�Ԫƫ��������������ij̶ȶ��ڦ���������Ӱ�졣��ģ�Ϳ����˱��ʴ�����δ���ʴ��������µĹ���Si�����ص�, ��������Ӧ�IJ��������δ���ʺϽ�, ͨ���ȽϽ��浥Ԫ��Χ��Һ�Ԫλ�����������������ƫ��̶���������Һ�Ԫ������ĸ��ʡ�����Lu-Hellawell����ı�������[20], Sr���ʼ��������ڰ����Ͼ�������, ʹ�ù���Si�������������Ͼ����ı���������ȡ��ģ����Ҫͨ����������Si����ʱ�ķ����������ֱ��ʼ�������Ӱ�졣�����κ˹���, ���IJ�����, ��μ�����[21]��
1.4 ���ܹ���Mg2Si�ܽ����Si��֯�仯ģ��
�������̹������γɵ�

ʽ��, k= (C0-Ci) / (Cp-C0) , Cp, C0, Ci�ֱ���Mg2Si�����е�Mg����, �Ͻ�ɷ��Լ�֦�����е�MgԪ�غ���, ����ijɷֲַ���ͼ2����ʾ��DMgΪMgԪ���ڻ����е���ɢϵ��, ��ʾΪDMg=D0exp (-QMg/RT) , D0Ϊ������ɢϵ�������ݹ�ʽ (18) ���Լ���Mg2Si�����뾶�����ʱ��ı仯������һʱ��, 
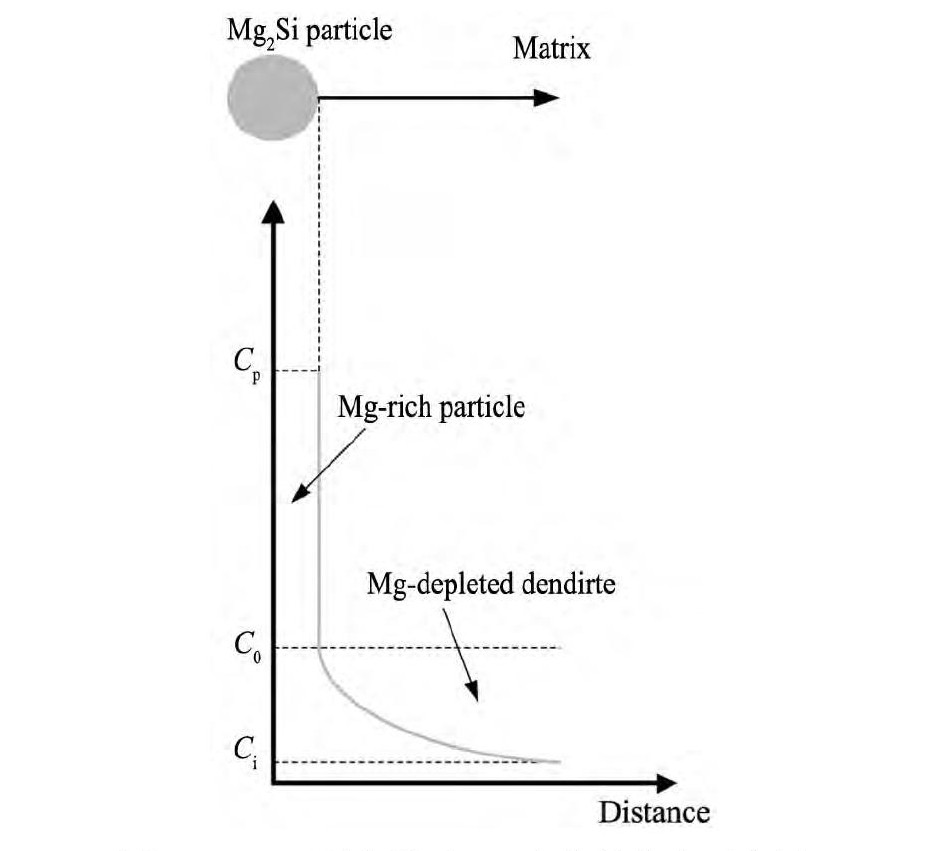
ͼ2 Mg2Si��������Mg�ɷֵķֲ�ʾ��ͼFig.2 Schematic diagram of solute concentration around a dis-solving Mg2Si particle

ʽ��, 

���ܹ����й���Si���۶϶���ѧһ��������۶ϵĹ�������������ʱ��ı仯����ʾ������JMAK (Johnson, Mehl-Avrami-Kolmogorov) ģ��, �۶ϵĹ����������������ڹ��ܹ����еı仯���Ա�ʾΪ:

ʽ��, nΪ����, KΪ���¶��йصĶ���ѧ����, ��ͨ��Arrhenius��������ʾ:

����, K0Ϊָǰ����, QΪ��ܡ�
�۶Ϻ�Ĺ���������ᷢ���ֻ�����, �ù��̲���LSW (Lifshitz, Slyozov��Wagner) �ֻ�ģ��������[23], ����Si���������ʱ��ı仯�ɱ�ʾΪ:

ʽ��, MΪ�ֻ�����ѧ����, ��ʾΪ
1.5 Mg-Si������ʱЧ��������ѧģ��
���ܴ������������Ҫ�����˹�ʱЧ����, ����ϸС��ɢ��ǿ��������ߺϽ�ǿ��.���ݾ����κ�����, ��������κ����ڹ��������������ھֲ��ɷֲ����������ȶ���������ĵĹ��̡����ھ����κ�, �κ���һ�����KWN (KampmannWagner-Numerical) �κ�ģ������ʾ[24]:

ʽ��, NΪ�κ��ܶ�, NaΪ��λ�������������Ч�κ��ʵ���;Z�ͦ�*�ֱ�ΪZeldovich���Ӻ�ԭ���������ϵĶѶ�����;��G*Ϊ�ٽ��κ˻��, ���γ�һ���ٽ��κ˳ߴ�Ϊ�ĺ�������Ҫ������;kbΪBoltzmann����;T��ʾʱЧ�¶�;exp (-��/t) ���ڱ�ʾ�κ�����ʱ��, ���Ц�=2/ (�Ц�*Z2) ;tΪʱЧʱ�䡣
�κ�����ϵ�����ܽ��͵Ĺ���, ȡ���ڻ�ѧ�����ܡ������ܺ͵���Ӧ����, ǰ��������������, ���������谭���ķ�������������������˰뾶Ϊrp�����״������, �������Gibbs�����ܱ仯�ɱ�ʾΪ:

ʽ��, Ϊ��λ���������ĵ���Ӧ���ܡ���ʾ�Ӧ�����������λ�������������Ļ�ѧ�����ܲ�, ����λ����κ���������lpΪ������ij���, ��Ϊ��/������洦�ĵ�λ��������ܡ�ͨ����ʽ (24) ��ֵ, �Ϳ��Եõ��ٽ��κ˻�ܼ����Ӧ���������ٽ��κ˳ߴ�ֱ�Ϊ:
ʽ��, ��Ϊ������ij���, ��ʾΪ
�������������Ҫ��Si��MgԪ�ص���ɢӰ��, ���������غ�ԭ��, ���״���������������v�ı���ʽΪ:

ʽ��, ������Ч��ɢ���ȵ�������[25], ϵ��, Ϊ��Ԫi�ڻ����е�ƽ��Ħ������, ��ʾ��Ԫi����������е�Ħ������, ����MgxSiy������, ��ʽ (27) �п��Կ���, �����������ʹֻ�����������Դ�ڻ�����ƽ���ɷֺͽ���ֲ�ƽ��ɷ�2��֮���ֵ����������Gibbs-ThomsonЧӦ����Ľ��洦�ֲ�ƽ�����ʳɷ�, ��������ijߴ�Ӱ�졣����Al-7Si-Mg�Ͻ�������MgxSiy������, ����rp֮��Ĺ�ϵʽ������ʾ:
�����ÿһ����������ÿһʱ�䲽�����κ��ܶȺͳߴ��, ���������������ͻ����е�ƽ�����ʳɷ���ɱ�ʾΪ:
ʽ (29) ��, nΪ�ܵijߴ������, 
2 ǿ��ģ��
���ڿ��ȴ���ǿ��Al-7Si-Mg�Ͻ�, ��������ǿ�ȵ���Ҫ������:����ǿ�� (����ppt) ������ǿ�� (����ss) , ����Si����ǿ������eutectic) , ����ǿ�� (����GB) �Լ�����ǿ�� (����i) [26]������ǿ���ǸúϽ�����Ҫ��ǿ����Դ, ��ǿ��Ч�����������ǿ�ȡ��ߴ硢�����������ò���ܶȼ��ֲ������ؾ�����������������Ӱ��Ͻ�����ǿ�ȵ����ؿ������Ե��ӱ�ʾ, ��������ǿ�ȹ�ʽ�ɱ�ʾΪ:

����, ����GB�ɾ����ȺͶ���֦���ۼ�����, ������eutectic�ɹ���Si�����ijߴ硢�ܶȡ���ò�����ؾ��������ǵ�����i, ����eutectic�ͦ���GB��ʱЧ�����в����ᷢ���仯, �����������ÿ����æ���0����ʾ, ������ǿ�Ȧ�y��ʽ�ɼ�Ϊ:

�ڴ��̬��, ���ڻ����в�����������, �����Ц�y=����0+����ss��
���ڻ�����������ߴ�ͱ����ص�IJ�ͬ, һ�������������ǿ������, �ֱ���λ���й����� (������ߴ�rpС���ٽ�뾶rpc) ��λ���ƹ����� (������ߴ�rp�����ٽ�뾶rpc) ����ģ�Ͷ����ױ��ο���
ʽ��, 

ʽ��, MΪTaylor����, qΪָ��, ��1~2֮�䡣
����ǿ���������ܽ��ڻ����е��û���ԭ����Χ������Ӧ�䳡�ܹ���λ�����������, �谭λ���˶�, �Ӷ�����ǿ�������費ͬ����ԭ�Ӷ�������ǿ�ȵĹ��������Ե���, ��Ͻ�Ĺ���ǿ��Ч����������ʽ��ʾ:

ʽ��, Ϊj����ԭ���ڻ����е���������, kj�Ƕ�Ӧ�ı�������, mΪ����.����Al-7Si-Mg�Ͻ�, m, kMg��kSi�ֱ�Ϊ1, 17.0 MPa��%-1, 11.0MPa��%-1[28]��
3 ģ��������
3.1 Al-7Si-Mg�Ͻ�ͬ��ȴ�����µ�֦������ģ��
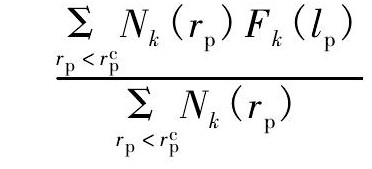
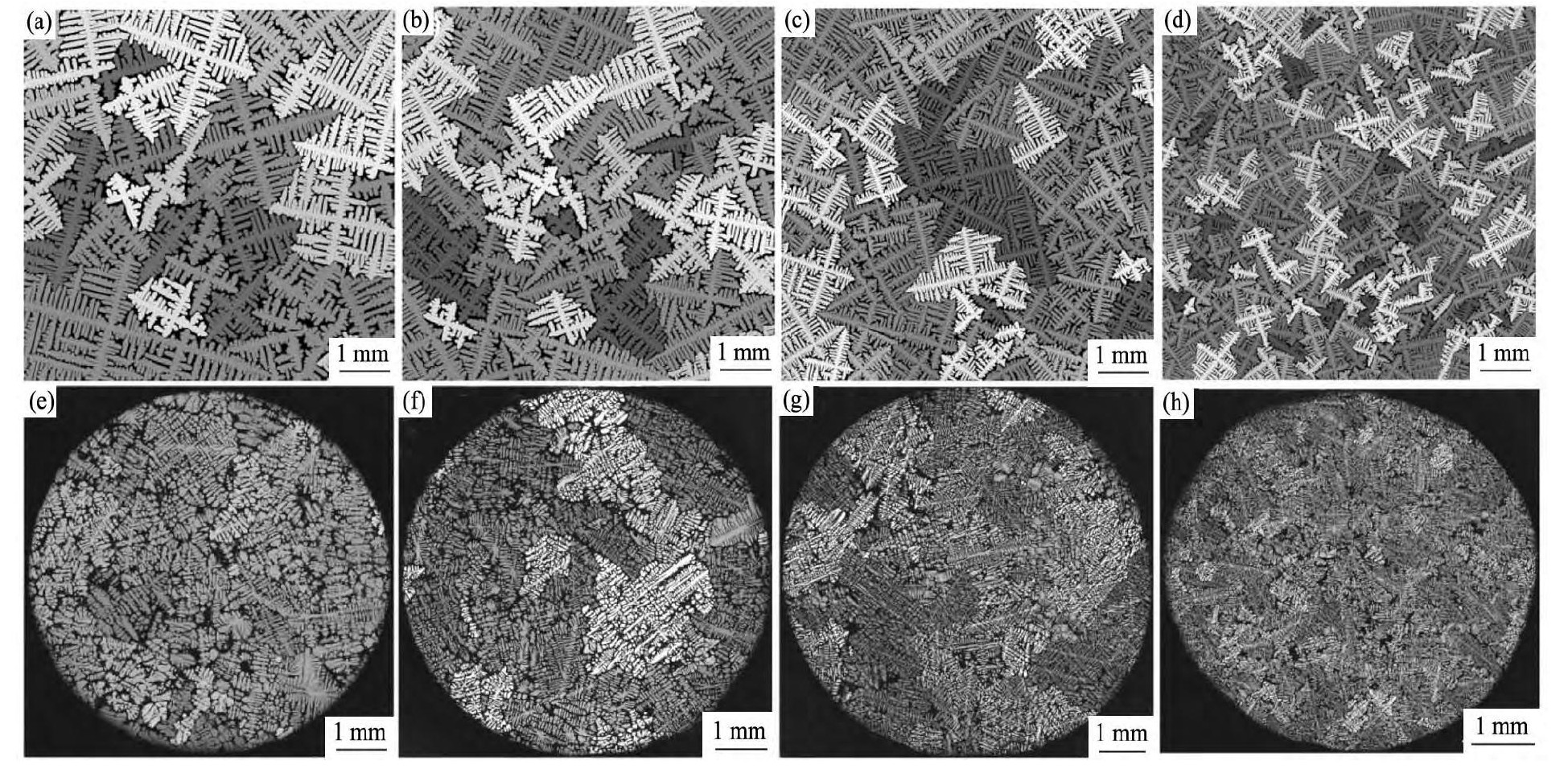
���ý������κ�ģ�ͺ�֦�������㷨, ���Al-7Si-0.36Mg�Ͻ�ͬ��ȴ������֦�������ص㿪չ����֯��ֵģ�⡣ģ����õ�����������ʵ���н��ݼ���ʵ����һ��, ����ʵ�����úͽ�ע�����������[7]��ģ��������κ���Ŀ�ɷ��� (4) ����õ�, ����ģ������Ҫ���¶�ֵͨ��ʵ�����ȴ������Ϊ���롣ͼ3��ʾ���Dz�ͬ����������ģ��õ���֦����֯�Լ���Ӧ��ʵ���������Կ���, ������ȴ���ʵ�����, �κ���Ŀ����, �����ߴ��С, ����֦���۲���ϸ����ͼ4������ģ���ʵ�������µĶ���֦���ۼ����ƽ����ȴ���ʱ仯���ߡ���ͼ4�п��Կ�������֦���ۼ��������ȴ���ʵ��������С, ����ģ������ʵ�����Ǻ���������ͨ���Ѷ���֦���ۼ�����ȴ�ٶ�ͨ���ݺ����ķ�ʽ���й���, �õ�����ϱ���ʽΪSDAS=42.8Rc-0.302, ��������[29]��ͨ������ʵ������ϵõ��ı���ʽSDAS=39.4Rc-0.317�dz��ӽ� (SDASΪ����֦���ۼ��, RcΪ��ȴ����) ���������������ģ�Ϳ�����Al-7SiMg�Ͻ�֦��������ģ��Ͷ���֦���ۼ���Ԥ�⡣
ͼ3 ��ͬ���������µ�֦����òģ������ʵ����Fig.3 Comparison between simulated (a, b, c, d) and experimental observed (e, f, g, h) dendrite microstructure in different solid-ification conditions
(a, e) Rc=0.23 K��s-1; (b, f) Rc=0.58 K��s-1; (c, g) Rc=1.51 K��s-1; (d, h) Rc=5.0 K��s-1
ͼ4 ��ͬ���µ�λ�õĶ���֦���ۼ��ģ������ʵ�����Ա�Fig.4Comparison between predicted secondary dendrite arm spacing and experimental ones solidified in different cooling conditions
3.2 Al-7Si-Mg�Ͻ��� (Al+Si) ������֯ģ��
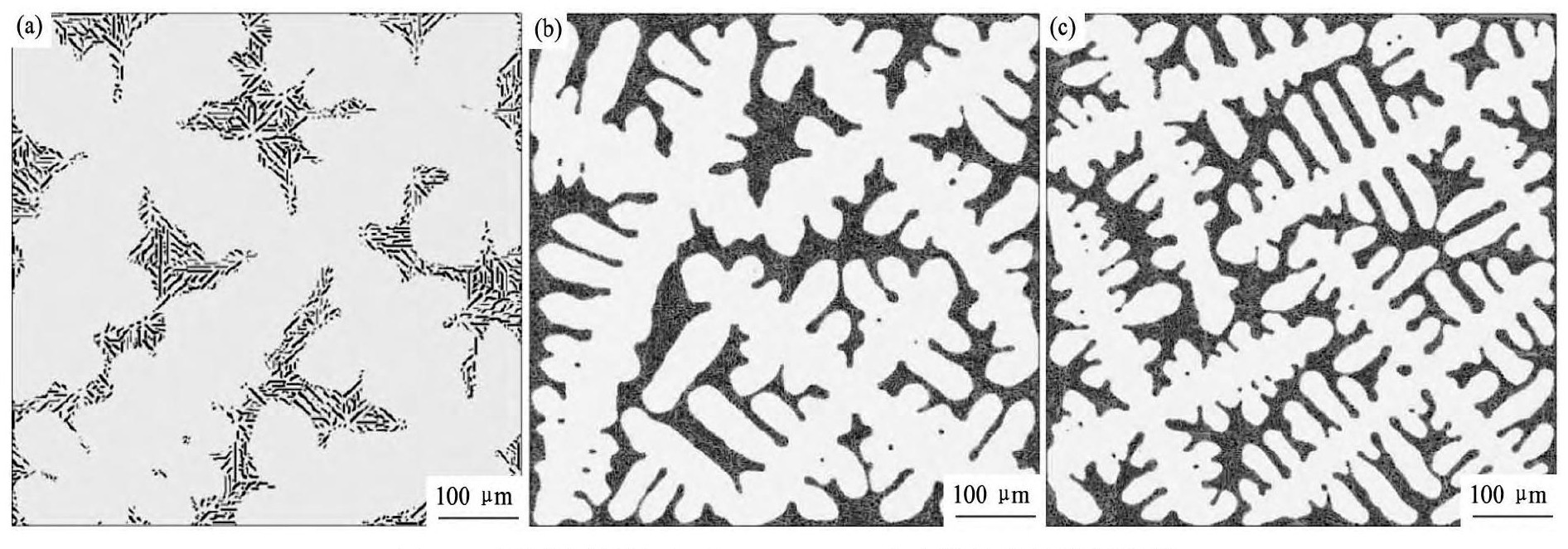
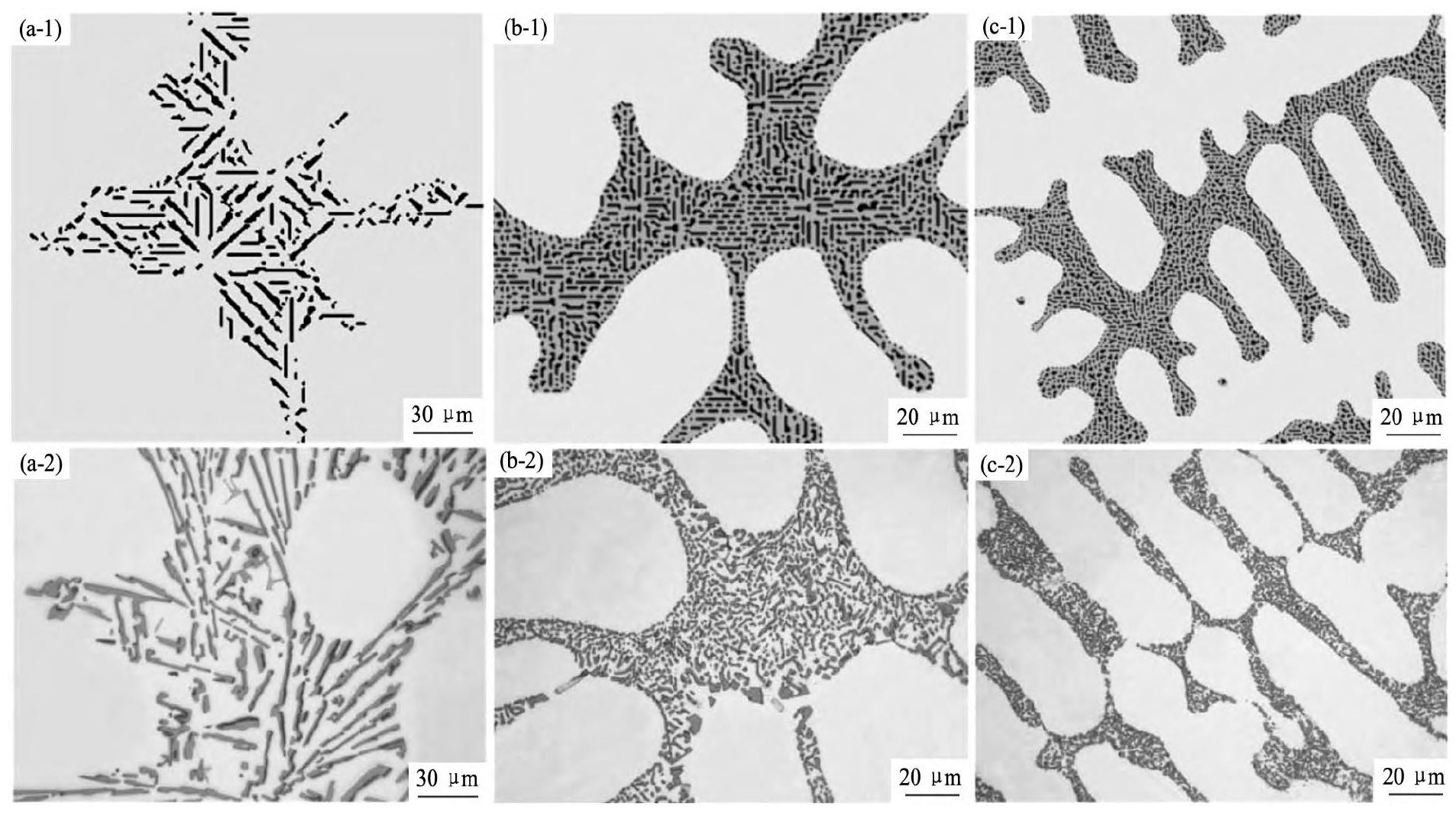
Al-7Si-Mg�Ͻ���̬������֯��Ҫ�ɦ�-Al֦���Լ�֦����� (Al+Si) ������ɡ����ڹ�����Ӧ�����̵�ĩ���γ�, ������������������������ò���ֲ��Լ��������, ���ں���֦����ͨ���IJ�����Ϊ������ҪӰ��, ��������ȱ�ݵ��γ�, ��������������, ͬʱӲ�ʡ����ԡ��ִ�Ĺ����豾��������������ѧ�����Լ��������ȴ�������Ҳ������ҪӰ�졣���Ľ�����������ģ��ǹ��� (Al+Si) ����������CAģ��, ���ڱ��ʺ�δ���ʴ�����Al-7Si-0.36Mg�Ͻ�չ����Ӧ����ֵģ�⡣��1������ģ���3������������ͼ5��3������������ģ����, ���Կ���, �������ٵ�����, ֦������ϸ��, ���α۸��ӷ������δ���ʺϽ�, ����Si����Ϊ�ִ�IJ�Ƭ״, ������Sr���ʴ�����, ����Si����Ϊ��ά״, �������Ź�������Ȧ�TE������, ����Si����ά����������, ������ֻ���ڱ��ʴ����ͽϿ���ȴ������, ���ܻ�ó�ֱ��ʵĹ�����֯��ͼ6������ͼ5�еľֲ���֯��ò�Լ���Ӧ��ʵ����, ģ��õ��Ĺ�����֯����ò����ʵ��۲쵽�Ľ�������ơ���2������3�����������µij�����, ����������������������ģ���������Կ���, ������ȴ���ʵ�����, ����������������С, ������������������
3.3 ����ʱMg2Si�ܽ����Si��֯�仯����
���ܴ����Ǹ��ƺϽ����ܵĹؼ�����, һ��������γɹ���������, Ϊ������ʱЧ��������, ��һ������Ը��ƹ�������֯����ò, �ߴ�, �ֲ��ȡ��о�����, ��������֯�����Լ�����ߺϽ�Ŀ������ܺ�������, ͬʱ�ԺϽ������ǿ��Ҳ�����Ӱ�졣�Թ��ܴ�����������Ҫ����֯�ݱ���̽��м���, ��3����صļ��������ͼ7��Mg2Si�����ڹ��ܹ����е��ܽ����, ���Կ�����߹����¶ȿ��Դٽ�Mg2Si����ܽ�, ͬʱ��535��550�������¶���, Mg2Si���ڹ���0.4 h֮�ھͿ��Գ���ܽ�, ��˵����ʱ�Ĺ��ܴ����Ϳ���ʹ�û����е�Mg�����ﵽ���ֵ, ��֤������ʱЧǿ��Ч������������۶���Ҫ�����ڽ����ܵĽ��ͺͽ�����Ŷ�����ġ�ͼ8 (a) ���۶ϵĹ���Si�����ڹ��ܴ������ڽεı仯���, ���Կ����ڹ��ܴ���1h����, �����¶��µĹ������������۶ϡ��۶Ϻ�Ĺ���������ڽ����ܵ������»ᷢ���ʹֻ�����, ��������������ںϽ����ܵĸ���, ������������Ĵֻ���ή�ͺϽ�����ܡ�ͼ8 (b) �������۶Ϻ�Ĺ����������ֱ���ڴֻ��������ʱ��ı仯����, ���Կ��������ʵ��Ľ���ǺϽϺ�, ��˵��LSW�ֻ�ģ�Ϳ��ԽϺõ�������������������ڴֻ��εijߴ�仯��
��1 3������ģ�����������Table 1Three solidification conditions for dendrite and eutectic simulation ����ԭͼ
��1 3������ģ�����������Table 1Three solidification conditions for dendrite and eutectic simulation
ͼ5 ��ͬ����������Al-7Si-0.36Mg�Ͻ�֦������ģ����Fig.5 Dendrite growth coupled with eutectic formation for different solidification conditions (a) Sample 1; (b) Sample 2; (c) Sample 3
ͼ6 �ֲ�֦��������òģ������ʵ�����ĶԱ�Fig.6 Comparison of simulated and experimental microstructures
(a-1~a-2) Sample 1; (b-1~b-2) Sample 3; (c-1~c-2) Sample 3; (a-1~c-1) being local view in Fig.5 (a~c)
��2 ��ͬ��ȴ������֦��������������������������ģ����Table 2Simulated volume fractions of primary��-Al phase, eutectic��phase, eutectic��phase under different cooling conditions (%) ����ԭͼ
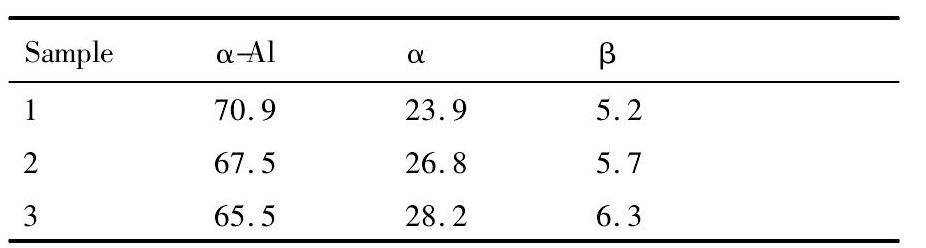
��2 ��ͬ��ȴ������֦��������������������������ģ����Table 2Simulated volume fractions of primary��-Al phase, eutectic��phase, eutectic��phase under different cooling conditions (%)
��3 ���ܹ���Mg2Si�ܽ��������֯�仯�������ز��� (��������) Table 3 Constants and values used in dissolution model and eutectic silicon microstructure evolution model ����ԭͼ
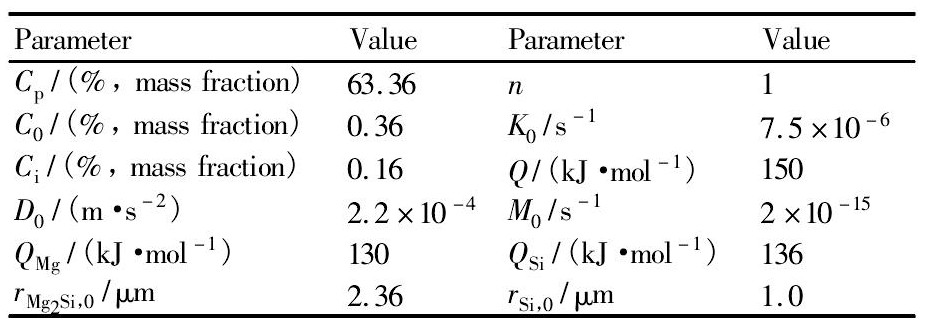
��3 ���ܹ���Mg2Si�ܽ��������֯�仯�������ز��� (��������) Table 3 Constants and values used in dissolution model and eutectic silicon microstructure evolution model
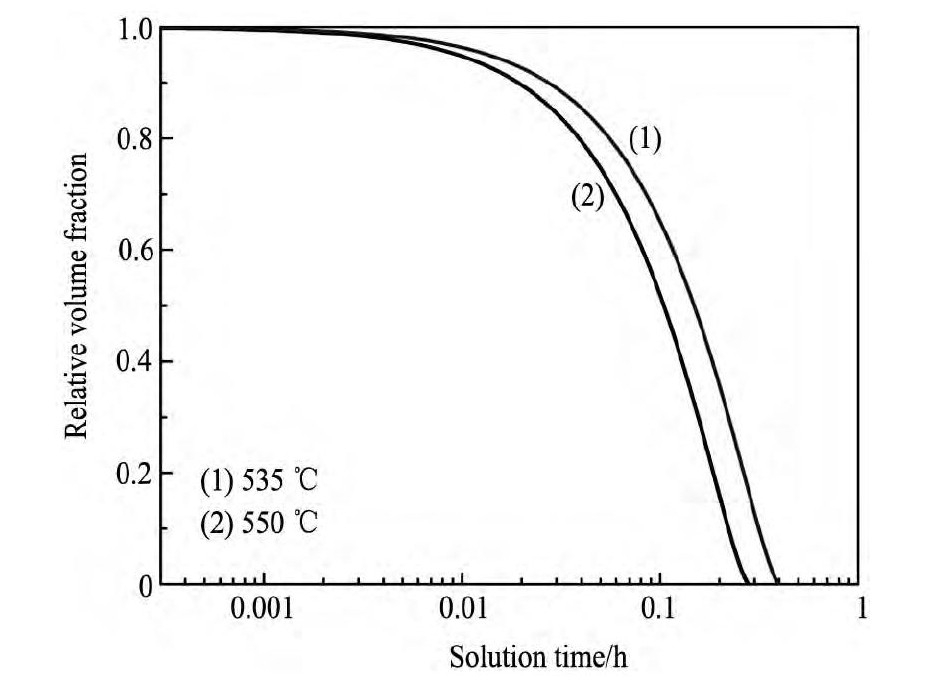
ͼ7 ���ܴ���ʱ������ʣ���Mg2Si����������������ʱ��ı仯���Fig.7Evolution of relative volume fraction of Mg2Si particl during solution treatment
3.4 Mg-Si����������ѧģ��
ʱЧ����������ϸС��ɢ��Mg-Si���ܹ��谭λ�����˶�, �ǸúϽ�ǿ����������Ҫ����.������ǿ��Ч����ڶ������ò���ߴ硢�����Լ��ֲ�������֯�����������, ���ڶ��������������Ҫ�ܺϽ�ɷ֡�ʱЧ�¶��Լ�ʱЧʱ��ȹ��ղ�����Ӱ�졣ͼ9�Dz�����������ѧģ�ͼ����Mg-Si�ڶ�����ܶȡ��뾶�Լ�������������ʱЧʱ���ʱЧ�¶ȵı仯����Լ���ص�ʵ���� (������뾶ͨ��TEM��Ƭ���, ��������������DSC���߷�������) �����Կ������ʱЧ�¶ȿ��Լ���Ĵٽ�ʱЧ����, ����Ҫ���¶ȵ���߿��Լ�������Si��Mgԭ�ӵ���ɢ����, ����������������κ˺��������ʡ���180��Ľ��Ϊ��, ��ʱЧʱ��0.5 h֮��, �������ܶȿ������� (1.68��1022m-3) , ��������뾶�ڸýλ����������仯, ��ʱ������������������ֻ��9%, ��˵���ý���Ҫ���������κ�Ϊ������ʱЧʱ��ﵽ1.8 hʱ, ��������κ��ܶȴﵽ���ֵ (4.0��1022m-3) , ��ʱ������뾶������������Ҳ����������1.6 nm��75%, ˵���ڸý���Ҫ����������κ˺�������ͬ���������á���ʱЧʱ�����1.8 hʱ, ��������ܶȿ�ʼ��С, ��������İ뾶��������, ��������������������100%, ��˵����ʱЧ1.8 h�����������ֻ��Ρ��ڸýε�����, ����������뾶�������ʽϴ�, ������ǿ�ȵĹ��״������������ܶȼ�С������ǿ�ȵ�Ӱ��, ��������ǿ�ȻỺ������, ���ں���, ����������뾶�������ʼ�С, �������ܶȼ�С��Ӱ������, ʹ������ǿ�ȿ�ʼ����, �����ʱЧ�Ρ�
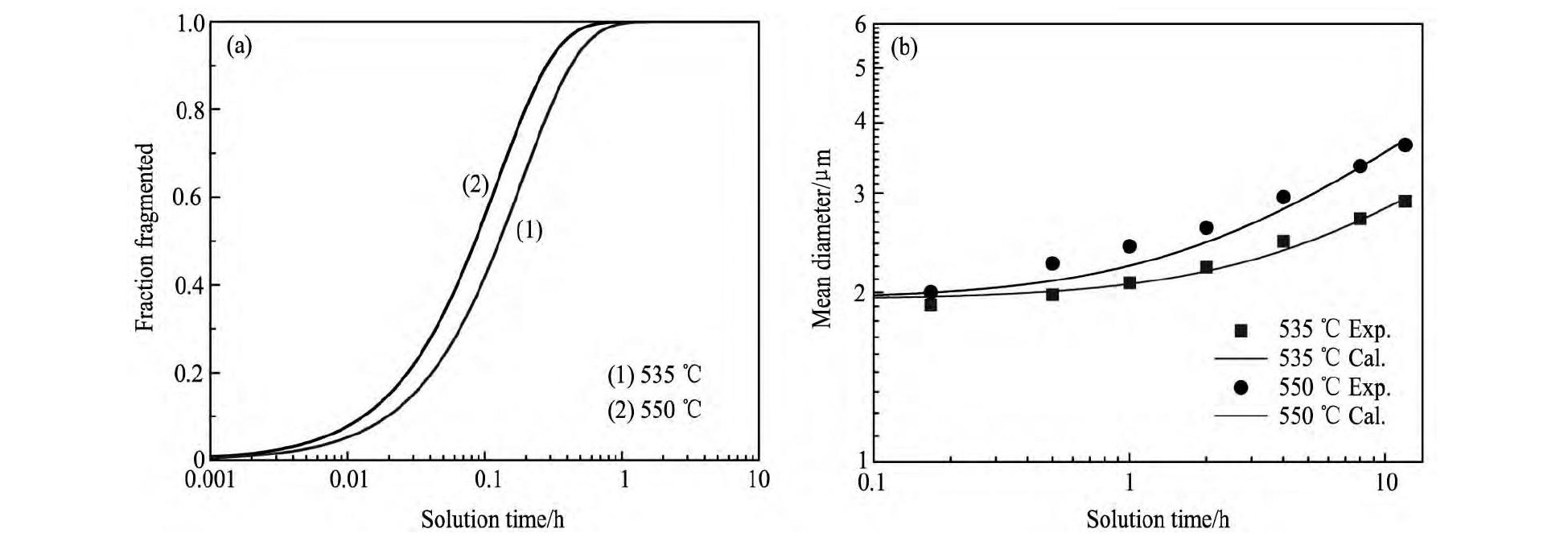
ͼ8 ���ܴ���ʱ�۶ϵĹ���Si��������������Si����ƽ��ֱ����ʱ��ı仯Fig.8 Variation of relative volume fraction of fragmented eutectic silicon (a) and variation of eutectic silicon diameter (b) with solu-tion treatment time
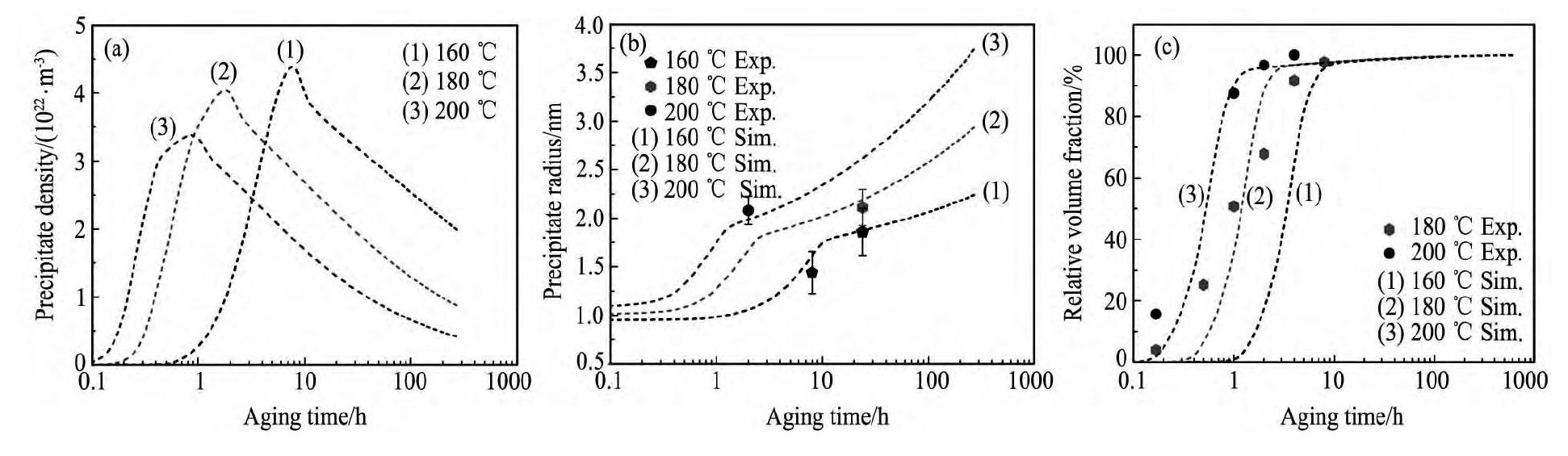
ͼ9 Al-7Si-0.4Mg�Ͻ��ڲ�ͬʱЧ�¶����������ܶ�, �뾶��������������ʱ��ı仯Fig.9 Predictions and experimental results of evolution of precipitates density (a) , radius (b) , and relative volume fraction (c) with aging time at three different temperatures in Al-7Si-0.4Mg alloy
3.5 Al-7Si-Mg�Ͻ�����ǿ��Ԥ��
����Al-7Si-Mg�Ͻ�, ����ǿ������������������ѧ���ܵ���Ҫ������Ӱ������ǿ�ȵ������кܶ�, �������������ܴ������ղ�����ʱЧ���������Լ��Ͻ�ɷֵȶ���ı�Ͻ������ǿ�ȡ��ڱ�ģ����, ����0��������̬��֯ϸ���̶Ⱥ��ܴ��������������Ц���0ͨ��ʵ�������, �ֱ�ģ����3��ʱЧ�¶Ⱥ�3�鲻ͬMg�����Ͻ������ǿ����ʱЧʱ��ı仯���ߡ���ͼ10�п��Կ���, ģ������ǷʱЧ�ͷ�ֵʱЧ����ʵ�����ǺϽϺ�, ���ڹ�ʱЧ��, ����֮������ϴ�, ��������ʱЧʱ����ӳ�, ����������Ҫԭ����:��ģ����ֻ������״�Ħ¡���, ���о�����, �ڹ�ʱЧ��, ���˦¡���֮��, ���а�״��'�����Ƭ״�����γ�, ��Щ���ǿ��Ч�����ںͻ���֮��Ľ���ṹ����, ǿ��Ч������[30]������, ��ģ���в��õĺ㶨������ (��=7) �ͺ㶨������ (��=0.35) Ҳ�����ǵ��¼�������ʵ��������ƫ���ԭ��֮һ����ͼ10 (a) ���Կ���, ���ʱЧ�¶���Ȼ���Դٽ�ʱЧ����, ���ή�ͷ�ֵǿ��, ���Զ���Al-7Si-Mg�Ͻ�, Ӧ�ò��ýϵ͵�ʱЧ�¶Ƚ��д�������ͼ10 (b) ���Կ���, Mg��������߿�����ߺϽ������ǿ�ȡ���ǷʱЧ��, �������ܶ�������Mg����������������ǿ���������Ҫԭ��, ���ڷ�ֵʱЧ��ʱЧ��, Mg����Խ��, �������ܶȺͳߴ�Խ��, �Ӷ�ʹ�úϽ������ǿ��Խ��
4 ģ�;����Ժ���Ҫ�Ľ�֮��
Ӱ��Al-7Si-Mg�Ͻ���������ǿ�ȵ�Ӱ�����غܶ�, ��֦����֯��������֯��ȱ����֯����������֯�Լ������е����ʳɷֵ�, ����Щ��֯�������������ȴ��������Լ��Ͻ�ɷֵ����ص�Ӱ�졣ͼ11������SDAS�������¶Ⱥ�ʱ���������ǿ�ȵ�Ӱ��, ����SDAS�Ĵ�Сһ����Դ����������ʵĿ���, ���Կ��������������ܴ������ն���Ӱ��Ͻ������ǿ�ȡ����Ľ�����ǿ��ģ���п����˦���ppt, ����ss, ����0������, ���Ц���0��ʾ���̬�Ͻ�����ǿ�ȼ�ȥ��ʱ�Ĺ���ǿ��Ч�������ڴ��̬�ĺϽ��в�����������, ����֦����������ȱ����֯��ʱЧ�����в��������仯, ���Ԧ���0�ۺ������̺��ܴ��������ԺϽ�����ǿ�ȵ�Ӱ�졣���DZ����ڼ�������ǿ��ʱ, ����0��ȡֵͨ��ʵ�����ݻ��, ��Ҳ�����˸�ģ�͵ļ���ʱ����������ʵ������Ϊ�˽���һ��������ȫ���̡���߶���ֵģ��, ��Ҫ��Al-7Si-Mg�Ͻ���ÿһ�ε�����֯�ݱ��������, ����Ӱ��úϽ�����ǿ�ȵĹؼ����ؿ��ǽ�ȥ, ��������ڦ���0������֯����֮��ľ����Զ�����ģ��, �Ӷ������̺��ܴ�������������֯�仯����������ǿ�ȵ�Ӱ�쿼�ǽ�ȥ��
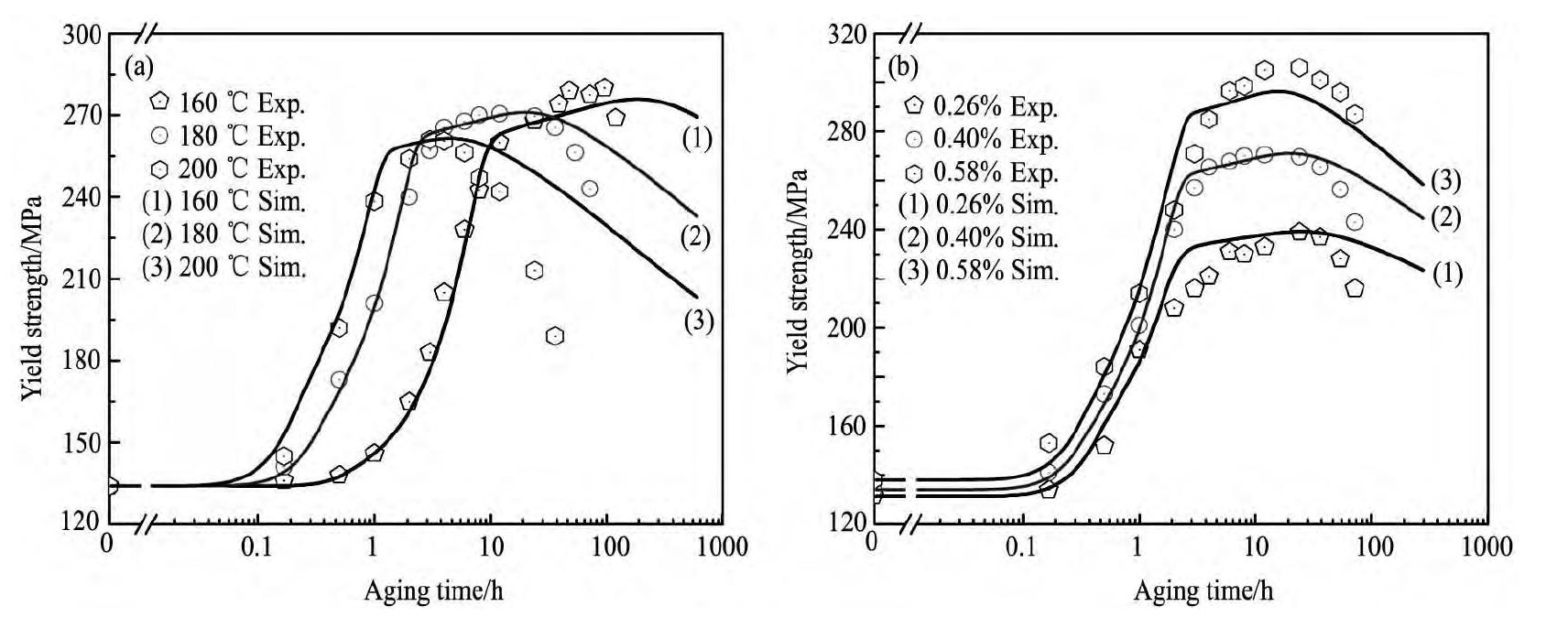
ͼ10 Al-7Si-Mg�Ͻ�����ǿ�ȼ�������ʵ�����Ա�Fg.10 Comparison of simulated and experimental measured yield strength in Al-7Si-Mg alloys
(a) Aging temperature effect; (b) Mg concentration effect
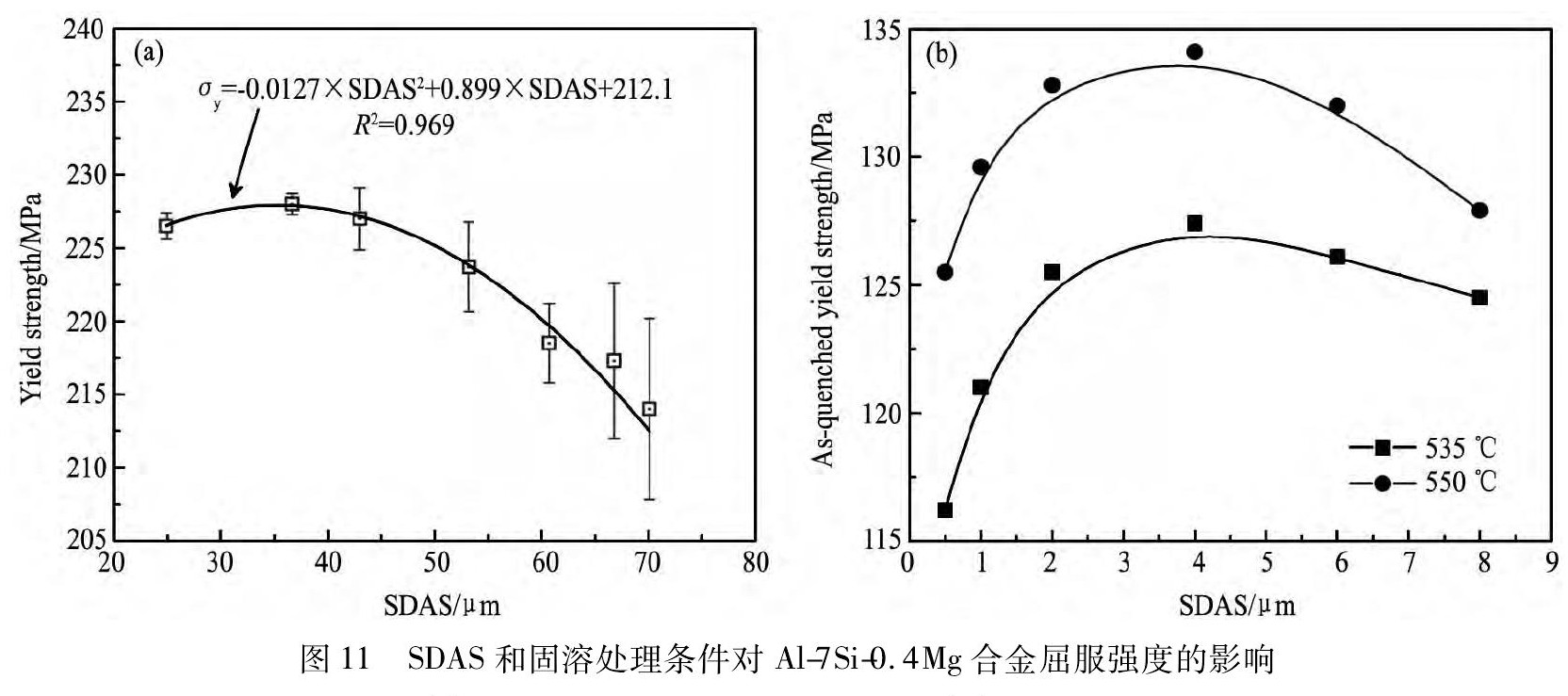
Fig.11 Influence of SDAS (a) and solution treatment conditions (b) on yield strength in Al-7Si-0.4Mg allo
���ĵ�ʱЧ��������ѧģ��ֻ���������״�Ħ¡���, ������Ϊ������ij����Ⱥͽ�������ʱЧ�����к㶨����ʵ���о�����, �����ܺͳ���������ʱЧʱ��ᷢ���仯[31], ��Ҳ��Ӱ���ģ�ͼ�������ȷ�ԡ�����, Al-7Si-Mg�Ͻ��ʱЧ����˳��Ϊ[32]:���������� (SSS) ��ԭ��ƫ���� (GP��) ���¡� (Mg5Si6) ����' (Mg9Si5) ���� (Mg2Si) ����ǷʱЧ�ͷ�ֵʱЧʱ, ��������Ҫ������干������״�¡�Ϊ��, ����Ҫ��ǿ����Դ, ���ڹ�ʱЧ��, ���ڦ¡����ת��Ϊ�����빲��İ�״��'��ͷǹ������Ƭ״����, ���������͵ĸı�һ�����ı���������ȼ���ɷ�, ͬʱҲ��ı��������ǿ��Ч�������, �ڽ���ģ�ͷ�չ��, ��Ҫ���Ƕ����������ʱЧ��������, ���ҿ���ÿ����������ںϽ�ǿ��Ч���IJ��졣
5 ����
1.���Al-7Si-Mg�������Ͻ������ܹ��������̡��ȴ�������������֯�ݱ��ȫ���̡���߶���ֵģ��, ��������ǿ��ģ��, ʵ��������������ǿ�ȵ�Ԥ�⡣������֯��ģ�����Ԫ���Զ���ģ��, ����ģ��֦��������������, Ԥ�⾧���ȶȡ��������δ�֦֦�����۱ۼ�������Լ�����������������������ַ�������ز��������ܴ������̵���֯�ݱ���þ���Ľ���ģ��, Ԥ��Mg2Si�������ܽ⡢����Si�۶Ϻʹֻ��ȹ��̡�ʱЧ��������������֯���ݱ����ʱЧ��������ѧģ��, ����Ԥ���������κ��ܶȡ��ߴ硢��������Լ�������ߴ�ֲ�������֯������ʱЧʱ����¶ȵı仯, ���������ǿ��ģ��, ����Ԥ����������������ǿ�ȡ�
2.ģ���˸���������֯���ݱ�, ����ʵ�������жԱȡ������˶���֦���ۼ���Լ������ࡢ������������������������ı仯���ɡ�����������, Mg2Si�������ܽ����Si���۶��ڶ�ʱ���ܴ����Ϳ������, ������Si�����Ĵֻ�������LSWģ�ͽ������������ʱЧ�����¶�, ���Լ���ؼӿ�ʱЧ��������, ���ή��ʱЧ��ֵ���Ͻ���Mg�������������������ǿ��������Ҫ��Դ���������ܶȺͳߴ�IJ��졣
3.������Ӱ��Al-7Si-Mg�������Ͻ���������ǿ�ȵ�Ӱ�������Լ���ģ�ʹ��ڵ�����, ������ģ�ͻ���Ҫ��һ����չ����ʵ�����ơ�������ΰ�������֯���ܴ�������������ǿ�ȵ�Ӱ��������Ŀ��ǽ�ȥ;��ο����������ת���ʱЧ��������ѧ������ǿ�ȵ�Ӱ�졣
�����
[15] Ohser J, Lorz U.Quantitative Gef��egeanalyse, DVG, Leipzig-Stuttgart, 1994.
[22] Whelan M J.On the kinetics of precipitate dissolution[J].Metal Science, 1968, 2 (1) :192.
