
�й���ɫ����ѧ�� 2004,(05),842-847 DOI:10.19476/j.ysxb.1004.0609.2004.05.024
Sn-9Zn-3Bi/Cuǥ����ͷ��170��ʱЧ�����е����ṹ
����������ѧ���Ϲ���ϵ,����������ѧ���Ϲ���ϵ,����������ѧ���Ϲ���ϵ,����������ѧ���Ϲ���ϵ ����116023 ,����116023 ,����116023 ,����116023
ժ Ҫ��
����ST50��ʪʵ���������ǥ�����о�������Sn 9Zn 3Bi/Cu��ͷ��170���³���ʱЧ�����ṹ�仯���������:Sn 9Zn 3Bi/Cn��ͷʱЧ��200h���ڽ��洦�γɵ�һ������Cu5Zn8�������;ʱЧ��500h��1000h��,���洦�γ���3�㻯�����,��ͭĸ�IJ���,�ֱ�ΪCu Sn�������,Cu Zn��������Sn Cu�������;����ʱЧʱ�������,�����������������,��Cu Zn����������,����Cu Zn���������ʱЧ�����о��в��ȶ��ԡ�
�ؼ��ʣ�
��Ǧǥ��;SnZnBi;���ṹ;���淴Ӧ;�����仯����;
��ͼ����ţ� TG407
����飺������(1978),Ů,˶ʿ�о���.;������,����;�绰:04114707636;E mail:wangl@dlut.edu.cn;
�ո����ڣ�2003-09-02
���������п�ί�ƻ�������Ŀ(��Ƽ���[2001]145);
Microstructures of Sn-9Zn-3Bi solder/Cu joint during long-term aging at 170 ��
Abstract��
Soldering process was performed by wetting test machine ST50. The microstructures of Sn-9Zn-3Bi/Cu joint were investigated under 170 �� thermal exposure conditions. The results show that a continuous single layer of Cu5Zn8 intermetallic compound appears when aging within 200 h and three layers are formed after aging for 500 h and 1 000 h. From the Cu substrate, they are Cu-Sn layer, Cu-Zn layer, Sn-Cu layer, respectively. The total intermetallic compound layers thicken while the thickness of Cu-Zn compound layer decreases with increasing exposure time. It indicates that the Cu-Zn compounds are not stable during long-term aging.
Keyword��
lead-free solder; Sn-Zn-Bi; microstructure; interface reaction; intermetallic compound;
Received�� 2003-09-02
������Ǧǥ�Ͼ������õ���ѧ���ܺ��������ܼ��ϵ͵ijɱ�, �ǵ�����װ�б��㷺ʹ�õĻ������ϡ� Ǧ���ж�����, һЩ����������ͨ�����������ƺ�Ǧǥ�ϵ�ʹ��
Ŀǰ, �����ͷ�Ŀɿ���Խ��Խ�ܵ����ǵĹ�ע, ��Ҫ�ǵ��Ӳ�Ʒ������������Ϊǥ����ͷ��ʧЧ��ɵ�
1 ʵ��
Sn-9Zn-3Biǥ�ϺϽ���Ʊ�: ������Ϊ99.95%�������� 99.999%��п����99.999%����������500 ���µ����¯���ۻ���Сʱʹ����Ȼ�ϡ� ǥ��������Ʊ�: ���ú�0.1 mm�� ��10 mm�� ����Ϊ99.999%�Ĵ�ͭƬ, �������, ��50%��HClˮ��Һ��ȥ��������Ĥ, Ȼ��ˮϴ, ���þƾ���ˮ�����ɡ� ��ͭƬ��Ϳ��һ���������ǥ��(RA)��, ������뵽���ڵ�ǥ���С� ǥ��������ST50��ʪƽ����, ǥ���¶�Ϊ250 ��, ǥ��ʱ��Ϊ30 s, �������Ϊ3 mm��
��ǥ������������е���ʱЧ, ʱЧ�¶�Ϊ170 ��, ʱЧʱ��ֱ�Ϊ100�� 200�� 500�� 1 000 h�� Ϊ�˱��ڽ���������(IMC)���о�, ��������Ƕ�ڻ�����֬��, Ȼ���ĥ, ��(1 ��m���ʯ���), ��ʴ�� ��ʴҺΪ92%�״�+5%����+3%���ᡣ �ڸ�ʴ�õ�����������һ�����Ա����ɨ��羵����(SEM)�� ��JSM-5600LV��ɨ��羵����IMC�ĺ�ȼ���ò, ������ѹΪ20 keV�� ��EPMA-1600�͵���̽�����IMC�ijɷ֡�
2 ���������
2.1Sn-9Zn-3Bi/Cu��ͷ�ij�ʼ���ṹ
ͼ1��ʾΪSn-9Zn-3Bi/Cu��ͷ��ǥ��30 s������ṹ�� ��ǥ�ϻ����о��ȵطֲ��Ű�״�ĸ�п�ࡣ �ڽ��洦, �γ��˽ϱ���ƽֱ�Ľ����仯�����, Լ1 ��m�� ͬʱ��ǥ��/��Ӧ��ͷ�Ӧ��/ͭ���洦���������ѷ�, ��ͼ��1, 2�� Ϊ�������洦��Ԫ�صķֲ����, ��ǥ��30 s���Sn-9Zn-3Bi/Cu��ͷ��������ɨ�����, ��ͼ2��ʾ�� ��Ԫ�ؾ��ȷֲ���ǥ�ϻ�����, ͨ��EPMA��������, ���Կ���, ǥ�ϻ�����Ҫ��������ɵġ� ��Ӧ�㸻��ͭ��
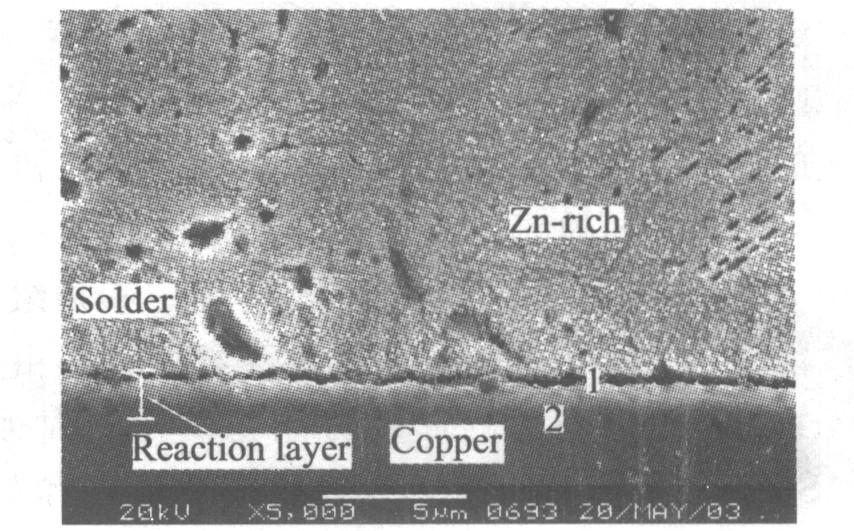
ͼ1 Sn-9Zn-3Bi/Cu��ͷ ��250 ����ǥ��30 s����۽ṹ Fig.2 Microstructure of interface between Sn-9Zn-3Bi solder and Cu substrate after soldering at 250 �� for 30 s

ͼ2 Sn-9Zn-3Bi/Cu��ͷ��250 ���� ǥ��30 s���EPMA��ɨ����� Fig.2 EPMA line analysis of Sn-9Zn-3Bi/Cu joint after soldering at 250 �� for 30 s (a)��EPMA line analysis of Cu, Sn; (b)��EPMA line analysis of Zn, O, Bi
п�� ��Ԫ��, ͬʱҲ�������������� �������Ĵ�������������Ʒ�Ĵ�ĥ�� �⡢ ��ʴ������, �����е�����������Ʒ���������¡� ��Ӧ������3���Dz���ɵ�
2.2Sn-Zn-Bi/Cu��ͷʱЧ��Ľ������ṹ
ͼ3��ʾΪǥ����ͷʱЧ������ṹ�� ��ͼ3(a), (b)�ɿ���, ʱЧ100 h��200 h��, ���洦���ֵ�һ�������Ľ����������, ǥ�ϻ����еİ�״��п��ת��Ϊ�ִ�Ŀ�״�� ����̽��ķ�������, ǥ�ϻ���������ͷ�Ӧ��ɷַ�����ɶ��ӽ�Cu5Zn8�ࡣ ��˵���ڸ���ʱЧ������, ͭԭ�Ӵ�ͭĸ�Ļ�Ӧ����ɢ��ǥ������п��Ӧ����Cu-Zn������, �Ӷ�ʹ��п������ʷ����˸ı䡣 ͬʱ�ڸ���ʱЧʱ, Cu-Zn��ۼ�����, ʹ����ò�ɰ�״ת��Ϊ�ִ�Ŀ�״��
��ͼ3(a)�ɿ���, ʱЧ100 h��, ��ĸ��ͭ��Ӵ��Ľ���������ʵ������������� ͭԭ�������е���ɢ�ٶȴ�Լ��п��1 000��
��ʱЧ500�� 1 000 h��, �����ṹ��ͼ3(c)��(d)����ǵ�1�� 2�� 3��ʾ�� ��3�㻯�����ijɷַ��������ͼ4��ʾ�� 1��3���Ļ�����㸻��ͭ�� ��, ����������пԪ��, �ɷֽӽ�Cu6Sn5�ࡣ 2���Ļ�����㸻��ͭ�� п, ������������Ԫ��, �ɷֽӽ�Cu5Zn8�ࡣ ��ͷ�ɷֵĶ����������1��ʾ, 1��ΪCu-Sn�������, 2��ΪCu-Zn�������, 3��ΪSn-Cu������㡣 ��ǥ�ϻ����л���
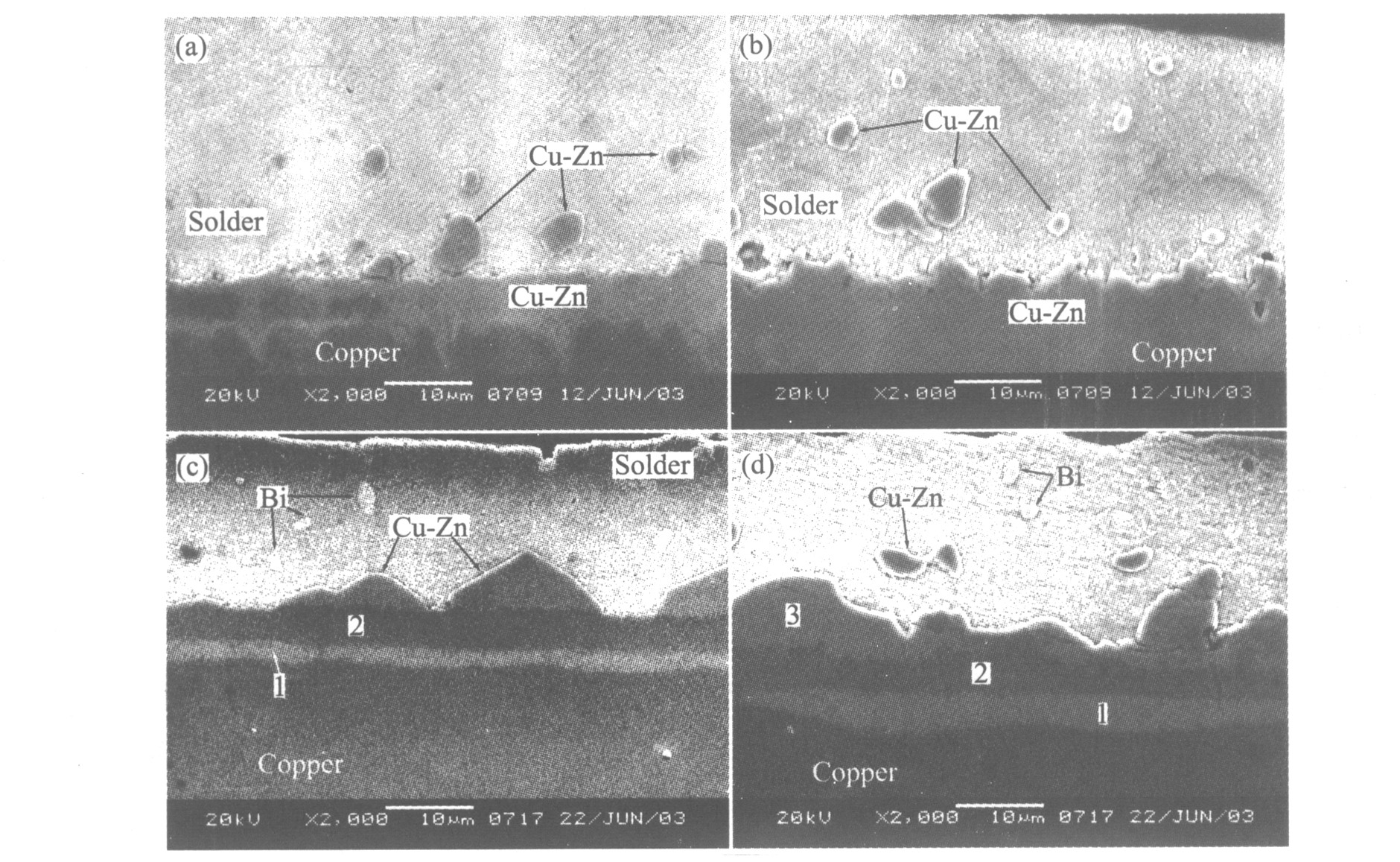
ͼ3 Sn-9Zn-3Bi/Cu��ͷ��170 ����ʱЧ����۽ṹ Fig.3 Microstructures of Sn-9Zn-3Bi/ Cu joint after aging at 170 �� for different durations (a)��100 h; (b)��200 h; (c)��500 h; (d)��1 000 h (1��Cu-Sn; 2��Cu-Zn; 3��Sn-Cu)
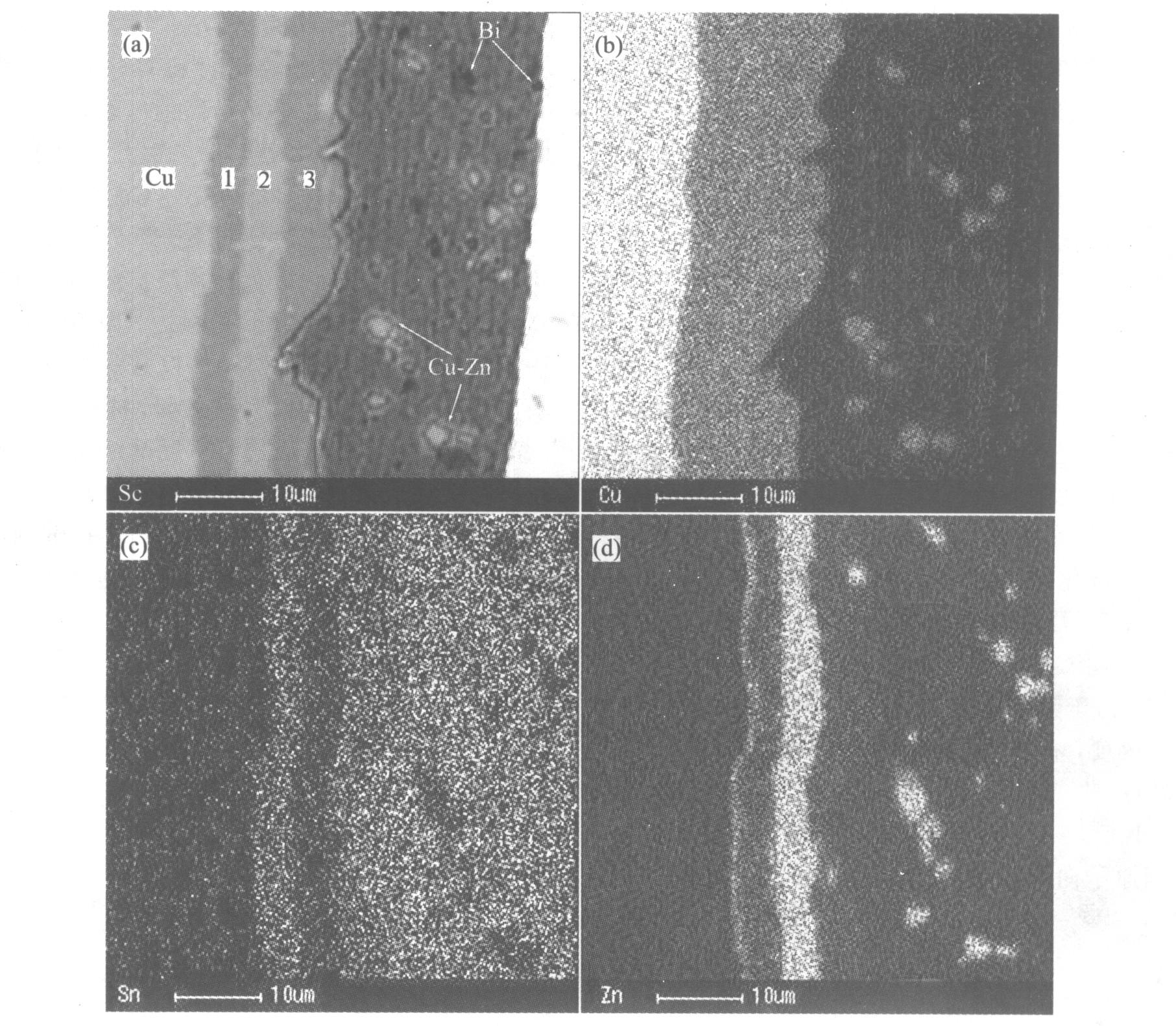
ͼ4 Sn-9Zn-3Bi/Cu��ͷ��170 ����ʱЧ1000 h��EPMA��ɨ����� Fig.4 EPMA mapping analysis of Sn-9Zn-3Bi/Cu joint after aging at 170 �� for 1 000 h (a)��Morphology; (b)��Cu; (c)��Sn; (d)��Zn (1��Cu-Sn; 2��Cu-Zn; 3��Sn-Cu)
��1 Sn-9Zn-3Bi/Cu��ͷ��170 ����ʱЧ1 000 h��ĵ���̽��Ԫ�ط��� Table 1 EPMA element analysis of Sn-9Zn-3Bi/Cu joint aging at 170 �� for 1000 h
| Element | 1 | 2 | 3 | |||||
| w/% | x/% | w/% | x/% | w/% | x/% | |||
| O | 0.541 | 3.094 | 2.717 | 11.364 | 0.417 | 2.495 | ||
| Bi | 0.000 | 0.000 | 0.195 | 0.062 | 0.822 | 0.377 | ||
| Sn | 43.005 | 33.164 | 6.388 | 3.601 | 43.032 | 34.718 | ||
| Cu | 40.759 | 58.709 | 44.369 | 46.718 | 38.611 | 58.183 | ||
| Zn | 3.595 | 5.033 | 37.379 | 38.254 | 2.887 | 4.228 | ||
������Ԫ�ص�ƫ������ ������Ϊ��ʱЧ��������Ԫ����ͭԪ�������γ���Cu-Sn�������ʹǥ�ϻ����е�����������, ��Ԫ�ش��������������Ҿۼ���һ��, �γ��˸���İ�ɫ����, ����طֲ���ǥ�ϻ����С�
Sn-Cu���������γ�����Ϊͭԭ�Ӵ�ͭĸ�Ļ�Cu-Zn������ɢ��ǥ�ϱ�����ԭ�ӷ�Ӧ�Ľ��, ������㻯�����������ͭԭ�ӵ���ɢ���ơ� ��ͼ3(c)�ɿ���, ʱЧ500 h��, ��㻯����ʲ����������νṹ�� ��ͼ3(b)�ɿ���, ʱЧ1 000 h��, ��㻯����ʽ����������νṹ�� ����ò��ʱЧ�����еı仯����, ��㻯������������ʽ��Choi��
ͼ5��ʾΪ���洦��Ӧ������ʱЧʱ�����ӵı仯���ߡ� ��ͼ�пɿ���, �������������������ʱЧʱ������Ӷ����, ��Cu-Zn���������ʱЧ500 h����䱡, ����ʱЧ500 h��ʱЧ1 000 h���Cu-Zn�������������, ˵��ʱЧ500 h��, Cu-Zn��ļ����ٶ����½��� Cu-Zn�������ϱ�����Cu-Zn�������ڳ�ʱ��ʱЧ�»��ò��ȶ��� ����ͭ�ڻ���Cu-Zn���ǥ�ϻ����д�����Ũ���ݶ�, ��ʱЧ������, �����е�ͭҪ��Cu-Zn������ɢ, Cu-Zn���е�ͭҪ��ǥ�ϱ���ɢ�� ʱЧ500 h��, Cu-Zn����ͭԭ�ӵ���ɢ�ٶȴ��ڻ�����ͭԭ����˲��еĹ����ٶȵ�����Cu-Zn�������
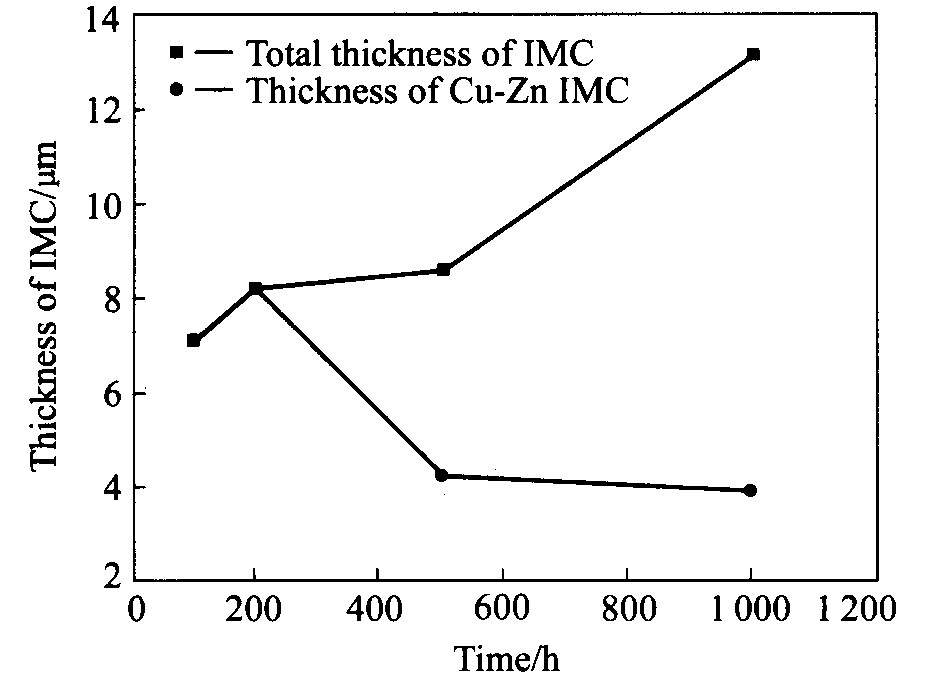
ͼ5 Sn-9Zn-3Bi/Cu��ͷ���洦 ��Ӧ������ʱЧʱ��ı仯 Fig.5 Relationship between reaction layer thickness of Sn-9Zn-3Bi/Cu joint interface and aging time
ͼ6��ʾΪSn-Zn-Bi/CuʱЧ1 000 hСʱ����洦Ԫ�صĵȵ�Ũ�ȷֲ�ͼ�� ��ͼ�пɿ���, ����Cu-Zn��Ӧ��, ͭԪ�ص�Ũ�ȼ������䡣 �����Cu-Zn����ͭԪ�ص���ɢ�ٶ���ĸ����ͭ�Ĺ����ٶȴ�����ͬ�� ��˿��Կ϶�ʱЧ����1 000 h��, Cu-Zn��Ӧ��ĺ�Ȳ����С��
��ͼ4(d)�з�����ĸ�ĺ�Cu-Sn���������洦�ֲ���һխ����п���Ըߵ�����, ������Ϊ��Cu-Zn������㷢���ֽ�ʱ, ͭԪ�ص���ɢ����Cu-Zn����ͭ�����Ľ���, ʹ��Cu-Zn���д�������״̬��пԭ�ӡ� �ⲿ��пԭ�ӿ���ͨ��2�����������ɢ, ����Cu-Sn���������ɢ��ĸ�ı�Sn-Cu���������ɢ��ǥ�ϱߡ� ��Ϊпԭ����ͭ�е��ܽ��Զ����������, ������Щ������пԭ�ӻᴩ��Cu-Sn���������ɢ��ĸ��ͭ�ʹ˻��������洦�� ��ͼ6�ɿ���, ����ĸ��ͭ�����ԭ��Ũ�ȳ��¶ȷֲ�, ���Թ����ڿ���ĸ��ͭ���ͭ�����е���ԭ�ӻ�δ�ﵽ����״̬�� ����ɢ���˱ߵ�пԭ������ռ������ԭ�ӻ�δ�ﵽ����״̬��ͭ�����λ�á�
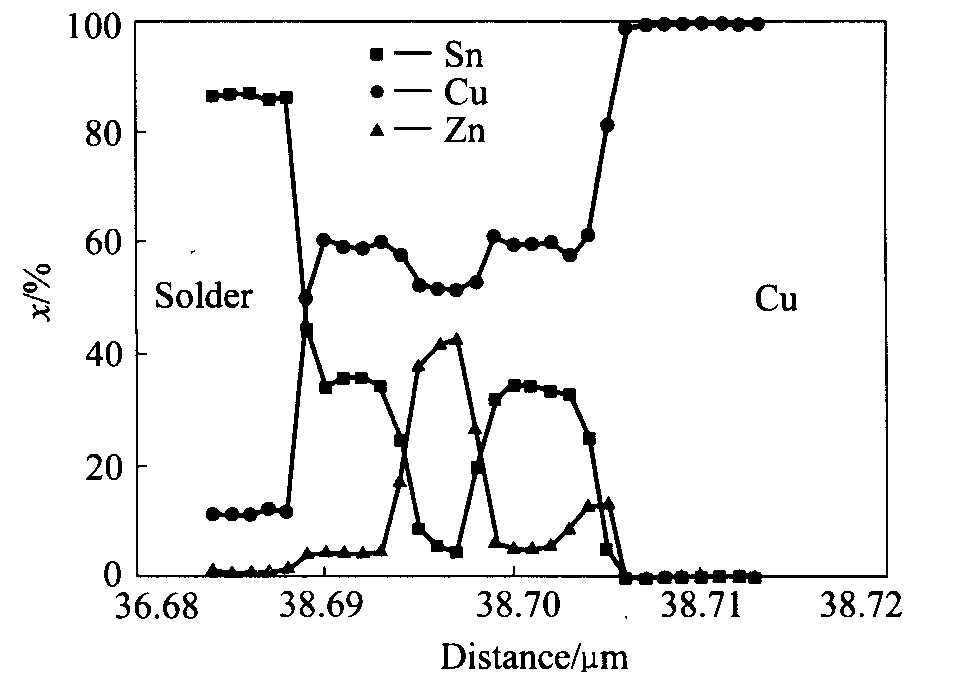
ͼ6 Sn-Zn-Bi/Cu��ͷʱЧ1 000 h�� ���洦Ԫ�صĵȵ�Ũ�ȷֲ� Fig.6 Element concentration profiles of Sn-9Zn-3Bi/Cu joint interface after aging for 1 000 h along constant trace
3 ����
1) �ں̵ܶ�ǥ��ʱ����, Sn-9Zn-3Bi/Cuǥ����ͷ���洦���γ���һ��Cu-Zn������㡣
2) ����ʱЧʱ�������, ǥ�ϻ����еĸ�п��ת��ΪCu-Zn������, ����ò�ɰ�״ת��Ϊ�ִ�Ŀ�״��
3) ��170 ����ʱЧ100�� 200 h��, ��Sn-9Zn-3Bi/Cuǥ����ͷ���洦���ֵ�һ�����Ľ���������㡣 ��ʱЧ500�� 1 000 h��, ���洦������3�㻯����㡣 �ӻ���ͭ����, ����ΪCu-Sn�������, Cu-Zn�������, Sn-Cu������㡣
4) ǥ����ͷ�������������������ʱЧʱ������Ӷ�����, ���м��Cu-Zn�������������� ԭ�����ڸ��³�ʱ��ʱЧ��, Cu-Zn������㷢���ֽ⡣ Cu-Sn���������γ�������ǥ�ϻ����е�������ɢ��ĸ��ͭ����ͭ��Ӧ�Ľ���� Sn-Cu���������γ������ڻ���ͭ�е�ͭ��Cu-Zn��������е�ͭ��ɢ��ǥ�ϱ��������õĽ����
�����
[15] ��HuangFH,HuntingtonHB.DiffusionofSb,Cd,Sn,andZnintin[J].PhysicsReviewB,1974,9(1):14791488.
