
���±�ţ�1004-0609(2013)12-3401-09
��/�����ֽ������ӷ�ĩ�ļ��⺸��
�����꣬�ܵ��䣬����ˮ�����ٻ�����С�ܣ��� ��
(���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
���ù��˼�������1.4 mm��DC51D+ZF��п�ֺ�1.2 mm��6016���Ͻ�ƽ���Լ���������Mn��Zr��ĩ�ļ����Ӻ����飬���ý�����������Ӳ���ǡ�ɨ��羵��X���������ǡ������Ƶ���������������о����ӽ�ͷ������Ľ�����֯����Ӳ�ȡ��Ͽ���ò����Ҫ�������ͷ����ѧ���ܡ�����������ڸ�/�����⺸������Mn��Zr��ĩ�����ӽ�ͷƽ������ǿ����û�����ӷ�ĩ��ȣ�������ߣ���������Zr��ĩ�����Ч�����ԣ�Mn��Zr��ĩ�����Ӹı��˸�/�������Ԫ�طֲ���������ɼ�����֯��̬������Mn������۳ؽ����������ԣ����ڸ�/�������ϣ�������Zr������������ϸС���γ��µ�ZrFe3.3Al1.3�����࣬����Fe-Al���Խ����仯�������ɡ���ˣ�����Mn��Zr�������˸�/�����ӽ�ͷ����ѧ���ܡ�
�ؼ��ʣ�
���⺸�������ֽ����������仯����������֯����ѧ������
��ͼ����ţ�TG113.26 �� �� ���ױ�־�룺A
Laser welding of steel/aluminum dissimilar metal with powder addition
ZHANG Li-juan, ZHOU Dian-wu, LIU Jin-shui, XU Shao-hua, QIAO Xiao-jie, LI Sheng
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China)
Abstract: The fiber laser welding test with Mn and Zr powder addition was carried out on the DC51D+ ZF galvanized steel with thickness of 1.4 mm and the 6016 aluminum alloy with thickness of 1.2 mm. By using optical microscopy, electron microscopic hardness, scanning electron microscopy, X-ray diffraction and the tensile test, the microstructure, hardness, mechanical properties of joints, fracture morphology and the main phase of the welded joint region were studied. The results indicate that when Mn, Zr powders are added in steel/aluminum, the average shear strength of the welding sample is improved compared with that without power addition, and Zr is considered as the best power based on improved mechanical properties of joints. The element distribution, phase composition and microstructure of the steel/aluminum interface are changed due to Mn and Zr powders addition. When Mn powder is added in steel/aluminum, the fluidity of the molten pool metal is improved, which promotes the combination of the steel/aluminum interface, when Zr powder is added in steel/aluminum, fine grain is seen, and a new ductile intermetallic compound ZrFe3.3Al1.3 inhibits the generation of intermetallic compounds of Fe-Al, which can improve the mechanical properties of weld metal with Mn and Zr powder addition.
Key words: laser welding; dissimilar metal; intermetallic compound; microstructure; mechanical properties
������������Ϊ21��������������ǰ�غ��ȵ㣬�������ʲ����ڳ����ϵ�ʹ�ö������������������ž������ص����á���������������Ͻṹ���ԣ�Ҫ�����ֲ�ͬ���͵IJ���(���/��������/������/þ��)�������ӣ��Ը�/�����ֽ������ԣ�����֮��Ĺ��ܶȺܵͣ���������ѧ���ܲ�������ԣ�����Ӧ����Fe-Al���Խ����仯����Ӷ�����Ӱ�캸�ӽ�ͷ����ѧ����[1-2]������Ħ������������������ɢ������ѹ����ѹ�������Ը�/�����к��ӣ��ɻ�����ú��ӽ�ͷ������Щ������ͬ��ȱ���Ǻ�����״�ܵ�����[3-4]���볣���ۺ���ȣ����⺸�ü�������������Դ�����������ܶȸߡ���������С���������С���Դ���ơ���������ȴ���Ӱ����խ�����ӱ���С�Լ���Ч���Զ���������ŵ�[5]���Ǹ�/������ĺ��ӷ��������ٺ�����Fe-Al�����仯����Ĵ���Ӱ���Ϊ���⺸�о����ص���ѵ�[6-9]����/�����ֽ�������������Fe-Al���Խ����仯����ڼ��⺸�������ӷ�ĩ��ͨ���ı��/������Ԫ�طֲ���������ɼ�����֯��̬���ɻ�����ʸ�/�����ӽ�ͷ�����ӷ�ĩ���⺸��Ϊ���⺸�Ӽ�����һ���µķ�չ����[10]������Mn��Fe�����ԣ�����Al��һ���Ļ����ԣ����ڸ�/�������ϣ���Zrϸ����������Al��Fe�γ������࣬����Fe-Al���Խ����仯��������[11]��Ϊ�ˣ���������ѡ��Mn��Zr��Ϊ���ӷ�ĩ�����ù��˼�������1.4 mm���DC51D+ZF��п�ֺ�1.2 mm���6016���Ͻ�ƽ���Լ����м����Ӻ����飬������ʽ����������ά����Ӳ���ǡ�ɨ��羵��X���������ǡ������Ƶ���������������о����ӽ�ͷ������Ľ�����֯����Ӳ�ȡ��Ͽ���ò����Ҫ�������ͷ��ѧ���ܣ�����Ϊ���ֽ������⺸���ṩһ���µ��о�˼·��Ϊ��/�����ֽ����ṹ���⺸�ӵ��ƹ�Ӧ���ṩ��Ҫ���ۺ����������
1 ʵ��
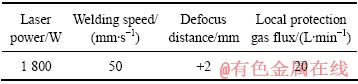
ʵ����ù��������ߵĹ��˼�������Ϊ������Դ����������Ҫ������������1��ִ�л���ΪABB�����ˡ�ʵ�����ΪDC51D+ZF��п�ֺ�6016���Ͻ��仯ѧ�ɷּ���2�����ϳߴ�ֱ�Ϊ1.4 mm��100 mm��30 mm��1.2 mm��100 mm��30 mm����ǰ�ñ�ͪ��ϴ������ȥ���������ۣ���ɰֽ��ĥ��ȥ�����Ͻ����������㡣���ǵ����Ͻ����ʸߣ�����п�ְ��������Ͻ��ϲ���д�Ӻ����顣����Mn��Zr��ĩʱ���ñ�ͪ���Ͳ����ȵ�Ϳ�������������6016���Ͻ����ϣ��������������п�ְ���ϳɸְ����ϲࡢ�������²�Ĵ�ӽ�ͷ�����ӵĴ�Mn��Zr��ĩ����ԼΪ0.2 g��ͿĨ�ߴ�Ϊ0.02 mm�� 40 mm��30 mm����������ֱ���䵽�ϲ�ְ���棬�������(Ar)�Ժ�������ͱ���ͬʱ���б�������������Mn��Zr��ĩ���⺸�������Ի����Ѻ�����������ΪĿ�꣬ȷ�����3���е��Ż����ӹ��ղ��������ӷ�ĩ���⺸��ʾ��ͼ��ͼ1��ʾ��Ϊ�Աȷ�������Mn��Zr�Ժ��ӽ�ͷ��֯�����ܵ�Ӱ�죬��������δ���ӷ�ĩ�ĺ��ӹ���������������Mn��Zr��ĩ��ͬ�����������и�����и�ɱ�������������ͼ2��ʾ�������и�����ú���������д�ĥ�����Ƴ�6 mm��8 mm�Ľ�������������������Ϊ4%��HNO3��Һ��ʴ�Լ���������ʽ���������۲��/������/ĸ�ĵĽ�����֯������ά����Ӳ���Dz�������/ĸ�ĺ�����ϵ�Ӳ�ȷֲ����������FEI Quanta200����ɨ��羵�Դ�����EDS����������Ԫ�ػ�����Ŀ��ȣ����������� D500 X���������Ƿ�������������Ҫ���ࣻ���������Ƶ���������������Ժ����Լ��ļ���ǿ�ȣ����õ���ɨ��羵�۲캸���Լ��ĶϿ���ò�������Լ��Ķ��ѻ��ơ�
��1 ��������Ҫ��������
Table 1 Main technical parameters of laser

��2 DC51D+ZF��п�ֺ�6016���Ͻ�Ļ�ѧ�ɷ�
Table 2 Chemical compositions of DC51D+ZF Zn-coated steel and 6016 Al alloy

��3 �Ż��ļ��⺸�ӹ��ղ���
Table 3 Optimized process parameters of laser welding
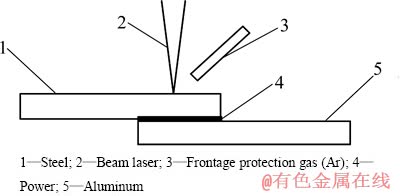
ͼ1 ��/�����⺸��ʾ��ͼ
Fig. 1 Schematic diagram of steel/aluminum laser welding
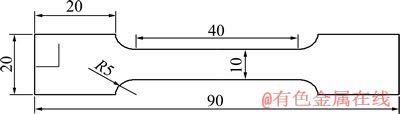
ͼ2 ��������ʾ��ͼ
Fig. 2 Schematic diagram of shear test sample (Unit: mm)
2 ��������
2.1 ��������������֯
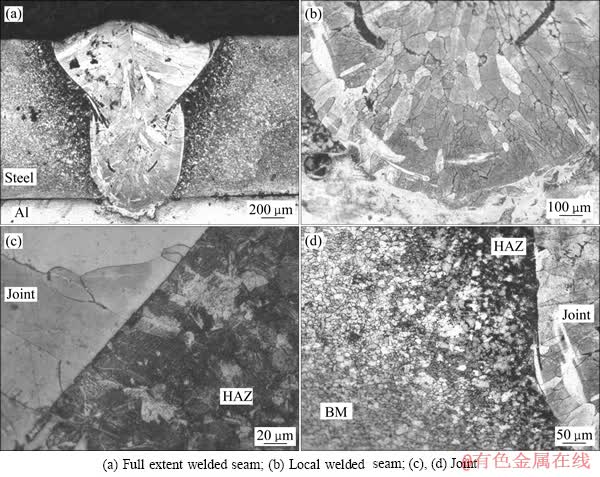
ͼ3��ʾΪ�Ż����ӹ��ղ���(���3����)������δ���ӷ�ĩ���⺸��/���۳�������ò�뺸�ӽ�ͷ��ͬ���������֯����ͼ3�ɼ��������۳��Ͽ���խ�������ۺ��ġ��ס�ָ״����(��ͼ3(a)��ʾ)��ĸ�ġ�������Ӱ�������۳ش��ڽ϶��������ơ�����ȱ�ݣ���������������ϸС�����ȣ�������֯���и���ͬ�ԣ��Ժ���������Ϊ�Գ��ᣬ���������۳ر߽紦��ˮƽ���������֦״������������С�����ĵ��߽紦������(��ͼ3(b)~(e)��ʾ)��ͼ3(f)����ʾ���ϵ�������Ϊ��п�ֻ��塢��/������㡢���Ͻ���壬���ָ�/�����������㣬�����ֻ��崦�����Ϊ5~10 ��m�����������崦�����Ϊ15~25 ��m����һ���������֣���/����������������״����[11]��������״�����ڽ�����϶��ѣ�����������κˣ��γ��µ�֦��״���ʣ�����״���ʽ�������������������Ҫ���ΪFe��AlԪ����1:1��1:3(Ħ����)�����γɵ�Fe-Al���Խ����仯����(�ֱ��ͼ3(f)�е�1��2��)��
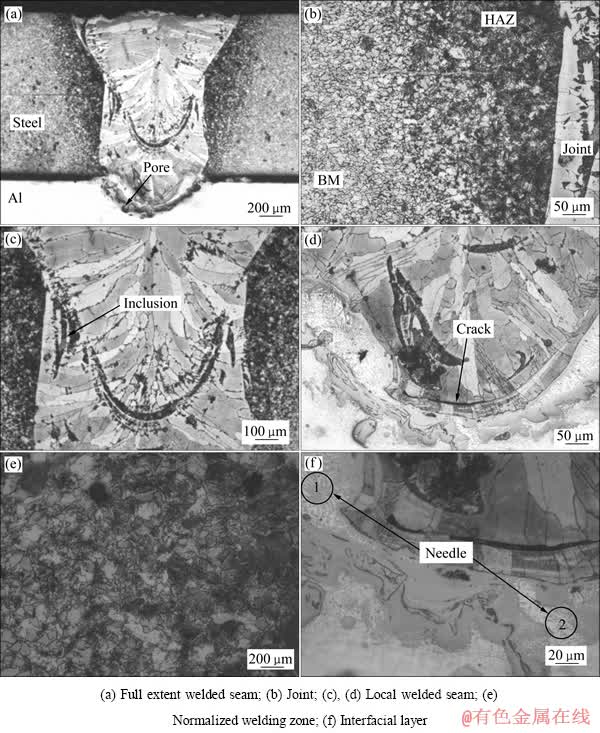
ͼ3 ��/����������������֯
Fig. 3 Microstructures of steel/aluminum welding sample
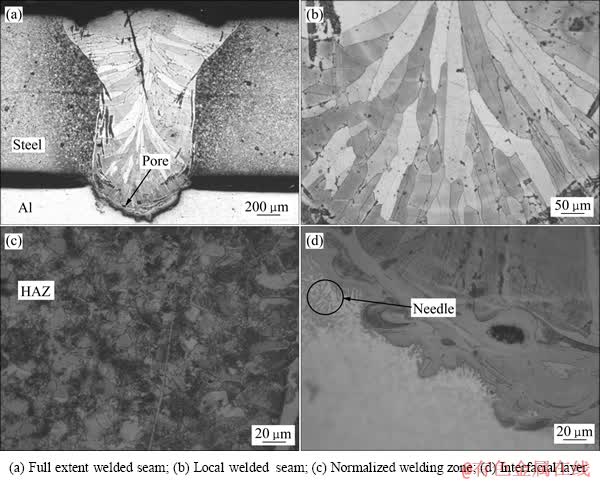
ͼ4��ʾΪ��ͬ���ӹ�������������Zr��ĩ���⺸��/���۳�������ò�뺸�ӽ�ͷ��ͬ��������֯����ͼ4(a)���֣������۳���ò���ã�������ˣ����������ס����Ƶ�ȱ�ݡ�ͼ4(b)Ϊ�۳صײ�����֯��ò���Ա�δ���ӷ�ĩ��������֣���֯����ϸС�����ȣ���/���������Fe��AlԪ����ɵ�Fe-Al���Խ����仯�������״���ʡ�ͼ4(c)Ϊ����������Ӱ������/������IJ�����֯�����ֳ���ë״������ֱ�ۺ�������������ϸС����ͼ4(d)���������δ���ӷ�ĩ�ĺ�������(��ͼ3(e)��ʾ)������Zr������Ӱ������С��
ͼ5��ʾΪ��ͬ���ӹ�������������Mn��ĩ���⺸��/���۳�������ò�뺸�ӽ�ͷ��ͬ��������֯����ͼ5(a)�ɿ����������۳���ò���ã���δ���ӷ�ĩ���(��ͼ3(a)��ʾ)������������ȱ�����Լ��١�ͼ5(b)Ϊ�����۳صײ�������֯��ò����������Mn��������Zr��ȣ������ֻ�������δ���ӷ�ĩ��ȣ�����ϸС��ͼ5(c)Ϊ������Ӱ������֯��ò�����ִ��ں�ɫ��֯��Խ��٣�����ɫ��֯�϶ࡣͼ5(d)����ʾ���ϵ���Ϊ��п�ֻ��塢��/������㡢���Ͻ���壬���ָ�/��������д���������Fe��AlԪ����ɵ�Fe-Al���Խ����仯�������״���ʡ�
2.2 ������������ѧ������Ͽ���ò
ͼ6��ʾΪ���ӷ�ĩǰ���/�����ӽ�ͷ��ƽ������ǿ�ȡ���ͼ6�ɼ���δ���ӷ�ĩ��ƽ������ǿ��Ϊ34.53 MPa������Mn��ƽ������ǿ��Ϊ38.35 MPa����߲����ԣ�������Zr��ƽ������ǿ��Ϊ43.88 MPa�����ӽ�ͷ��ƽ������ǿ��������ԡ�
ͼ4 ����Zr��/��������������֯
Fig. 4 Microstructures of steel/aluminum welding sample with Zr power addition
ͼ5 ����Mn��/��������������֯
Fig. 5 Microstructures of steel/aluminum welding sample with Mn power addition

ͼ6 ���ӷ�ĩǰ�ӽ�ͷ��ƽ������ǿ��
Fig. 6 Average shear strength of welding sample with or without power addition
ͼ7��ʾΪ��/�����⺸���ж��������Ͽ�����ò����ͼ7�ɼ���δ���ӷ�ĩ������ò����Ϊ����״����(��ͼ7(a)��(b))����/���������ֵ��ʹ��Զ�������������Mn��Zr��ĩ������ò���������Ѻ�һ������������(��ͼ7(c)~(f))����/����������Ϊ����Զ���������
2.3 ���ӽ�ͷ��EDS����
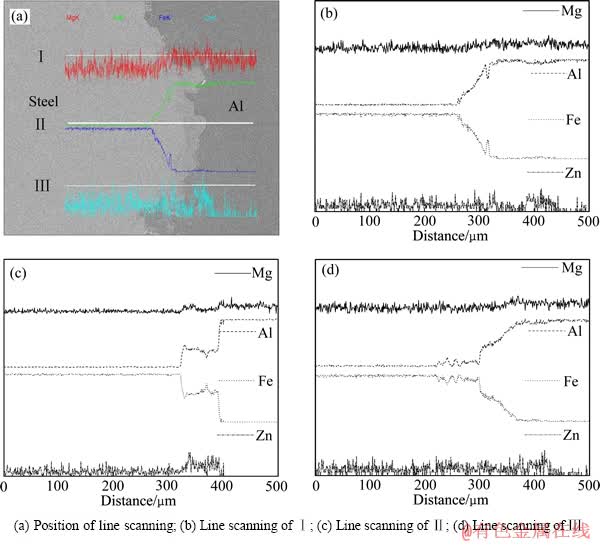
ͼ8~10��ʾ�ֱ�Ϊδ���ӷ�ĩ������Zr��Mn������������渽����Ԫ����ɨ��������ͼ8�ɿ�����δ���ӷ�ĩ��λ��ͼ�����ຸ���ϲ�Ģ��ߡ��в�Ģ������²�Ģ��ߣ�Fe��Al��Ͽ��������ϲ���ߡ��в����Ͽ��ȴ�ԼΪ50 ��m(��ͼ8(b)��(c))���²����Fe��Al��Ͽ��ȴ�ԼΪ75 ��m(��ͼ8(d))����ͼ9�ɿ���������Zr��Fe��AlԪ�ػ�Ͽ����������ӣ��ϲ���ߡ��в����Fe��Al��Ͽ���Ϊ75 ��m(��ͼ9(b)��(c))���²����Ͽ���Ϊ150 ��m������������ƽ̨���Ʋ��²����Fe��Al��Zr�����γ����µĽ����仯�����ͼ10�ɿ���������Mn���ϲ����Fe��Al����û�л�ϣ���Mn��Al��Ͽ���Ϊ80 ��m����ʾMn��Al��һ���Ļ����ԣ��в���ߡ��²���ߣ�Fe��Al��Mn����Ͽ��ȴ�ԼΪ100 ��m������δ���ӷ�ĩ75 ��m�Ļ�Ͽ��ȣ���������Mn������۳ؽ����������ԣ����ڸ�/�������ϡ�
2.4 ��Ӳ��
ͼ11��ʾΪ���ӽ�ͷά����Ӳ�ȵIJ��Խ����ͼ�д�����������Ϊ��ĸ�������ۺ�������������ĸ����������δ���ӷ�ĩ������Mn��Zr��ĩ��������ĸ���ۺ�����Ӳ��ֵ��ĸ�ĵľ����ִ������ߣ�����δ���ӷ�ĩ������Mn��Zr��ĩ��������Ӳ��ֵȴ�����½���ͨ�������仯�������Խ��Ӳ��Խ�ߣ������ں������ӷ�ĩ��һ���̶��ϼ��ٻ�������Fe-Al���Խ����仯��������[12-14]��

ͼ7 ���ӷ�ĩǰ����������ĶϿ���ò
Fig. 7 Fracture morphologies of shear samples without and with power addition
2.5 ���ӽ�ͷXRD���������
ͼ3(f)��ͼ5(d)��ʾδ���ӷ�ĩ������Mn��ĩʱ���ڸ�/��������γ�����Fe-Al���Խ����仯������ɵ���״���ʣ�����Mn�������Դ�������Fe-Al���Խ����仯���������ӽ�ͷ��ѧ���ܸ��Ʋ����ԡ�Ϊ��һ��̽������Zr��ߺ��ӽ�ͷ����Ч�����Ե�ԭ��ͼ12��ʾΪ����Zr��/�����ӽ�ͷ����XRD�ס���ͼ12�ɼ�������Zr��δ�γ�Fe-Al���Խ����仯���ȴ�γ����µ�����ZrFe3.3Al1.3������ZrFe3.3Al1.3����������Fe-Al���Խ����仯�������ɣ���ˣ�����Zr��������߸�/�����ӽ�ͷ����ѧ����[15]��

ͼ8 δ���ӷ�ĩ��/�����ӽ�ͷ��ͬ�������ɨ��EDS�ɷַ���
Fig. 8 EDS line scanning of steel/aluminum weld joint in different sections without power addition
ͼ9 ����Zr��/�����ӽ�ͷ��ͬ�������ɨ��EDS�ɷַ���
Fig. 9 EDS line scanning of steel/aluminum weld joint in different sections with Zr power addition
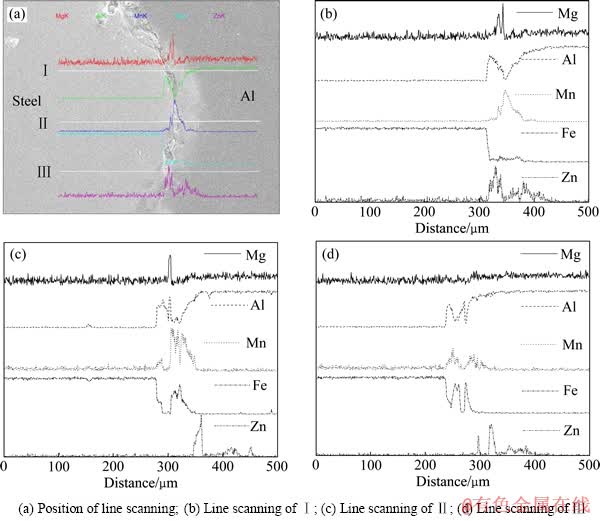
ͼ10 ����Mn��/�����ӽ�ͷ��ͬ�������ɨ��EDS�ɷַ���
Fig. 10 EDS line scanning of steel/aluminum weld joint in different sections with Mn power addition

ͼ11 ���ӷ�ĩǰ�ӽ�ͷ����Ӳ��
Fig. 11 Microhardness of weld joint with or without power addition
3 ����
1) ��п����6016���Ͻ��Ӻ����ڼ����Ϊ1 800 W�������ٶ�Ϊ50 mm/s���뽹��Ϊ+2.0mm��ArΪ��������������Ϊ20 L/min�������£�δ���ӷ�ĩ����/��������γ���һ����ȵ�Fe-Al���Խ����仯�������Mn��Fe-Al���Խ����仯������٣�������Zr��δ����Fe-Al���Խ����仯�������ɡ�
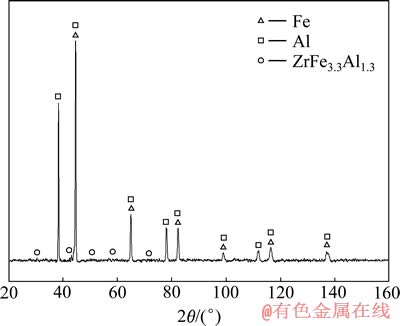
ͼ12 ����Zr��/�����ӽ�ͷ�����XRD��
Fig. 12 XRD pattern of steel/aluminum weld joint interface with Zr power addition
2) ��/�����⺸������Mn��Zr��ĩ�����ӽ�ͷ��ƽ������ǿ����û�����ӵ����������ߣ���������Zr�����Ч�������ԡ�
3) ����Mn��ĩ������۳ؽ����������ԣ����ڸ�/�������ϣ�����Zr��ĩ������������ϸС���γ��µ�ZrFe3.3Al1.3�����࣬����Fe-Al���Խ����仯�������ɡ���ˣ�����Mn��Zr�����Ƹ�/�����ӽ�ͷ����ѧ���ܡ�
REFERENCES
[1] BORRISUTTHEKUL R, MIYASHITAY, MUTOH Y. Dissimilar material laser welding between magnesium alloy AZ31B and aluminum alloy A5052-O[J]. Science Technology of Advanced Materials, 2005, 6(6): 199-204.
[2] BRETZ G, LAZARZ K, HILL D J. Adhesive bonding and corrosion protection of a die cast magnesium automotive door[J]. Magnesium Technology, 2004, 5: 113-119.
[3] �� ��, ë����, ʷѧ��. LF6��������HR-2���ⲻ���Ħ������[J]. ����ѧ��, 2003, 24(1): 9-14.
FU Li, MAO Xin-fu, SHI Xue-fang. Friction welding of LF6 anti-rust aluminum and HR-2 hydrogen resistant stainless steel[J]. Transactions of the China Welding Institution, 2003, 24(1): 9-14.
[4] TSUJINO J, HIDAI K, HASEGAWA, KANAI R, MATSUURA H, MATSUSHIMA K, UEOKA T. Ultrasonic butt welding of aluminum, aluminum alloy and stainless steel plate specimens[J]. Ultrasonics, 2002, 40(1/8): 371-374.
[5] XU P. Microstructure characterization of Ti-6A1-4V titanium 1aser weld and its deformation[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(9): 2118-2123.
[6] QI X, SONG G. Interfacial structure of the joints between magnesium alloy and mild steel with nickel as interlayer by hybrid laser-TIG welding[J]. Materials Design, 2010, 31: 605-609.
[7] �ܵ���, �� ƽ, �� ��, �� ��, �¸���. ��Zn��-6016���Ͻ����ֽ����ļ�����ǥ������ֵģ��[J]. �й���ɫ����ѧ��, 2012, 22(6): 1738-1746.
ZHOU Dian-wu, WU Ping, PENG Li, ZHANG Yi, CHEN Gen-yu. Laser welding-brazing and numerical simulation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(6): 1738-1746.
[8] �� ��, �ܵ���, �� ��, �� ��, �¸���. ��/�����ֽ���Ԥ��Si�۵Ĺ��˼��⺸��[J]. �й�����, 2012, 39(3): 0303009.
WANG Tao, ZHOU Dian-wu, PENG Yan, ZHANG Yi, CHEN Gen-yu.Steel-to-aluminum fiber laser butt welding with Si powder pre-filling[J]. Chinese Journal of Lasers, 2012, 39(3):0303009.
[9] �� ��, �ܵ���, ���ٻ�, �� ƽ, ����ˮ. ��Zn��-6016���Ͻ⺸����֯�������һԭ������[J]. �й���ɫ����ѧ��, 2012, 22(1): 230-238.
PENG Li, ZHOU Dian-wu, XU Shao-hua, PENG Ping, LIU Jin-shui. Laser lap welding structural properties and first- principle computation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 230-238
[10] MATHIEU A, SHAHADI R, DESCHAMPS A. Dissimilar material joining using laser(aluminum to steel using zinc-based filler wire)[J]. Optics and Laser Technology, 2007, 39(3): 652-66l.
[11] �ν���, ������, ���, ���㳬. �Ͻ�Ԫ�ظ�����/�����ֽ�����ͷ���ܵ��о�[J]. �������켼��, 2008, 46(12): 26-30.
SONG Jian-ling, LIN San-bao, YANG Chun-li, MA Guang-chao. Research on alloy agent for improving welded joint properties of aluminum to steel dissimilar material[J]. Aeronautical Manufacturing Technology, 2008, 46(12): 26-30.
[12] ���ǽ�, �� ��, �� ��. �����Ѻ����ϵĺ��Ӽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2004: 11-61.
LI Ya-jiang, WANG Juan, LIU Peng. Welding of dissimilar welding material and its application[M]. Beijing: Chemical Industry Press, 2004: 11-61.
[13] REINHART P, �Ŷ���. �������칤��[M]. ����: �廪��ѧ������, 2008: 4-30.
REINHART P, ZHANG Dong-yun. Laser manufacturing technology[M]. Beijing: Tsinghua University Press, 2008: 4-30.
[14] �Ź�˳. �ִ��������켼��[M]. ����: ��ѧ��ҵ������, 2006: 107-132.
ZHANG Guo-shun. Modern laser manufacturing technology[M]. Beijing: Chemical Industry Press, 2006: 107-132.
[15] LIU L, WANG H. The effect of the adhesive on the microcracks in the laser welded bonding Mg to Al joint[J]. Materials Science and Engineering A, 2009, 507: 22-28.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ��ص�������Ŀ(2012AA111802)�����ϴ�ѧ���������Ƚ������������ص�ʵ������������(71075003)
�ո����ڣ�2013-01-20�������ڣ�2013-06-17
ͨ�����ߣ��ܵ��䣬���ڣ���ʿ���绰��13017297124��E-mail: ZDWe_mail@126.com
ժ Ҫ�����ù��˼�������1.4 mm��DC51D+ZF��п�ֺ�1.2 mm��6016���Ͻ�ƽ���Լ���������Mn��Zr��ĩ�ļ����Ӻ����飬���ý�����������Ӳ���ǡ�ɨ��羵��X���������ǡ������Ƶ���������������о����ӽ�ͷ������Ľ�����֯����Ӳ�ȡ��Ͽ���ò����Ҫ�������ͷ����ѧ���ܡ�����������ڸ�/�����⺸������Mn��Zr��ĩ�����ӽ�ͷƽ������ǿ����û�����ӷ�ĩ��ȣ�������ߣ���������Zr��ĩ�����Ч�����ԣ�Mn��Zr��ĩ�����Ӹı��˸�/�������Ԫ�طֲ���������ɼ�����֯��̬������Mn������۳ؽ����������ԣ����ڸ�/�������ϣ�������Zr������������ϸС���γ��µ�ZrFe3.3Al1.3�����࣬����Fe-Al���Խ����仯�������ɡ���ˣ�����Mn��Zr�������˸�/�����ӽ�ͷ����ѧ���ܡ�
