
Trans. Nonferrous Met. Soc. China 26(2016) 2818-2829
Dry wear behavior of rheo-casting Al-16Si-4Cu-0.5Mg alloy
Zhao-hua HU1, Guo-hua WU1, Jia XU1, Wen-fei MO1, Yan-lei LI1, Wen-cai LIU, Liang ZHANG1, Wen-jiang DING1, Jonathan QUAN2, Yuan-Wei CHANG2
1. National Engineering Research Center of Light Alloys Net Forming and State Key Laboratory of Metal Matrix Composite, Shanghai Jiao Tong University, Shanghai 200240, China;
2. Department of Materials Science and Engineering, University of California Los Angeles, Los Angeles, CA 90095, USA
Received 3 March 2015; accepted 3 December 2015
Abstract:
Dry wear behavior of the rheo-casting Al-16Si-4Cu-0.5Mg alloy was investigated by micro-scratch and dry sliding wear tests. Analyses of the microstructure, scratch grooves, wear tracks, worn surfaces and wear debris of the alloy were carried out by optical microscope and scanning electron microscope. The microstructural analysis showed that via rheo-processing, the primary Si was refined and rounded, eutectics dispersed more homogenously, and even the skeleton AlFeMnSi phase was fragmented into facet shape. Micro-scratch test showed that the microstructural refinement resulted in better wear resistance. Dry sliding wear test revealed that the rheo-processed sample exhibit obviously superior wear resistance because of the microstructure improvement. The dominant mechanism in mild wear condition is abrasion, but it turned to adhesion and oxidation in high applied load and fast sliding velocity conditions.
Key words:
rheo-casting; aluminum alloy; dry wear; micro-scratch;
1 Introduction
Hypereutectic Al-Si alloys are ideal candidate materials for automotive and aeronautic applications due to their outstanding properties, e.g., high strength at elevated temperature, low specific gravity, low coefficient of thermal expansion and excellent wear resistance [1,2].
Commonly, large irregular primary Si particles and high volume fraction of needle-like eutectic phase are produced in hypereutectic Al-Si alloys by conventional casting, although modifiers are adopted. The Si particles are hard but brittle, leading to serious disseverance to the Al matrix and stress concentration at the particles edge and resulting in the cracks originating near the boundary or inside the particles, severely detrimental to the mechanical properties and wear resistance [3,4]. As one typical hypereutectic Al-Si alloy, the Al-16Si-4Cu-0.5Mg alloy exhibits excellent castability and high hardness comparing to the hypoeutectic aluminum alloys, such as A356. Besides, the strength of Al-16Si-4Cu- 0.5Mg alloy could be further improved by heat treatment due to the presence of Cu and Mg elements. Hence, it is widely used in automotive industry for the production of components like piston and crankshaft. Nevertheless, large coarse irregular primary Si particles are obtained by traditional liquid casting, which are severely harmful to the mechanical properties and wear resistance.
Rheo-casting, the branch of rheo-processing, where the liquid metal is stirred with forces provided by mechanical, electromagnetic or ultrasonic fields while cooling to some temperatures between the liquidus and solidus of the particular alloy and then subsequently being cast, leading to spherical primary solid microstructure. The rheo-casting exhibits significant advantages over conventional material processing techniques, such as good net shape capability, low energy cost, less entrapped air, fine grain size, reduction in solidification shrinkage, porosity and segregation, and has been widely accepted in aluminum and magnesium alloys [5-7]. Rheo-processing used to be mainly focused on dendrite breaking of hypoeutectic Al-Si alloys; however, in recent years, it has been adopted to prepare hypereutectic Al-Si alloys not only for the sakes of making the most of the advantages on metal forming, but also on micro-alloy strengthening and new series alloy developments [8�C10]. The A390 alloy and Al-20Si- 2Fe-2Cu-0.4Mg-1Ni-0.5Mn alloy were treated by direct ultrasonic vibration (DUV), the rheo-diecasting structure and mechanical property show that rheo- processing is beneficial to the primary Si refinement and mechanical strengthening. In Guan��s work [10], not only the primary Si but also the Fe-containing phase were successfully refined by rheo-processing which is called wavelike sloping plate (WSP). Although abundant rheo-processing attempts have been tried on the hypereutectic Al-Si alloy, the focuses are mainly on the microstructure and mechanical property investigations, literatures on dry wear behavior are limited. Therefore, in this work, rheo-processing is adopted to prepare the Al-16Si-4Cu-0.5Mg alloy, and the dry wear behavior of the rheo-cast alloy is systematically studied. To understand the effects of rheo-processing on dry wear property of the Al-16Si-4Cu-0.5Mg alloy, micro- scratch test and dry sliding wear test using a ball-on-flat type wear apparatus have been undertaken. Analyses of the microstructure, scratch surfaces, wear tracks, worn surfaces and wear debris were performed in order to evaluate its worn mechanism.
2 Experimental
The sequence for rheo-casting of the Al-16Si-4Cu- 0.5Mg (mass fraction, %) alloy was divided into two steps, first semisolid slurry preparation, and then permanent mold casting. The preparation of the semisolid slurry employed a mechanical rotational barrel system (MRB). The barrel was made of stainless steel, which provided heat extraction and vertical shearing stress to the melt during solidification. The principle of MRB rheo-casting is shown in Fig. 1.
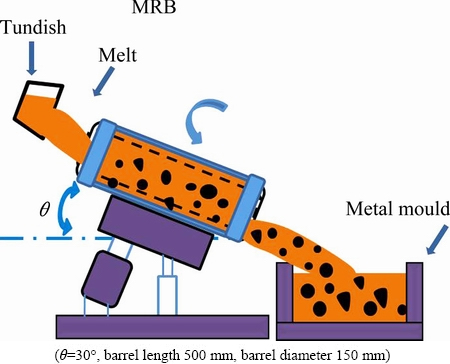
Fig. 1 Schematic diagram of MRB system for rheo-casting
The Al-16Si-4Cu-0.5Mg alloys were prepared by using raw materials of Al-20Si and Al-10Cu master alloys, commercial pure Al (99.99%) and pure Mg (99.99%). The alloy was melted and degassed in a resistance furnace at 700 ��C without modification and refinement. As the alloy melt cooled down to 660 ��C, it was poured into the MRB system near the liquids line for rheo-processing and then cast in the permanent mold. Besides, the alloy was cast at 680 ��C in the conventional liquid casting for microstructure and wear property comparison. The real chemical composition of the samples is listed in Table 1.
Table 1 Chemical composition of Al-16Si-4Cu-0.5Mg alloy (mass fraction, %)

All specimens were prepared by the standard procedure, and etched in an erodent with composition of 2% hydrofluoric acid (HF), 3% hydrochloric acid (HCl), 5% nitric acid (HNO3) (volume fraction) and the rest water. The ZEISS Axio Observer A1 optical microscope (OM) with a quantitative image analysis system was adopted for metallurgical analysis. The shape factor (f ) was calculated using f=4��A/P2, where A and P are the total area and the peripheral length of the primary particles, respectively. For perfectly spherical particles, the f is 1. Structural investigations were carried out using X-ray diffraction (XRD) with Cu K�� radiation using a Rigaku D/Max-2500 V diffractometer. A Hitachi S-3400N scanning electron microscope (SEM) equipped with an EDAX energy-dispersive X-ray (EDX) spectrometer was used for microstructural observation and phase composition identification. Hardness was measured with Vickers-hardness tester under a load of 5 kg.
Wear test samples were machined from casting ingots and then polished. The polished alloy surfaces were dried and cleaned by ultrasonic bath before dry sliding wear and micro-scratch testings. Micro-scratch test was carried out using MTS Nanoindenter XP with Berkovick tip applying 20 mN load. Dry sliding wear tests were performed using a ball-on-flat type wear apparatus according to the ASTM G133-02 standard [11]. The 6 mm diameter ball was used as sliding counterface in all the tests with AlSi 52100 type bearing steel. Wear tests were performed with normal loads of 3, 5, 7, 10 and 15 N; sliding velocities of 0.03, 0.06, 0.12 and 0.18 m/s for a constant sliding distance of 400 m. The stroke length is 30 mm in the middle surface of the flat. The mass losses were calculated from the differences in the masses of specimens measured before and after sliding tests after cleaning any debris from the worn surface. Volumetric wear loss was estimated by dividing the mass loss by the density of the alloy. Wear rate �� was calculated with the following equation:
 (1)
(1)
where m is the mass loss, �� is the density, and L is the sliding distance of 400 m. The wear tracks, worn surfaces and wear debris were observed by scanning electron microscope.
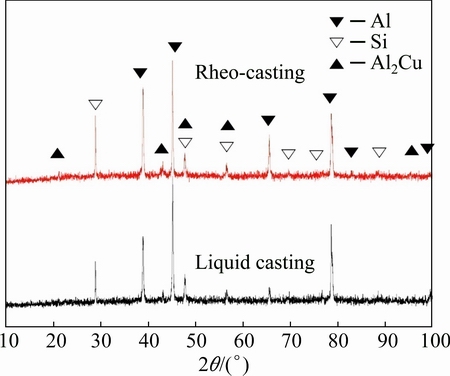
Fig. 2 XRD patterns of Al-16Si-4Cu-0.5Mg alloy processed under different conditions
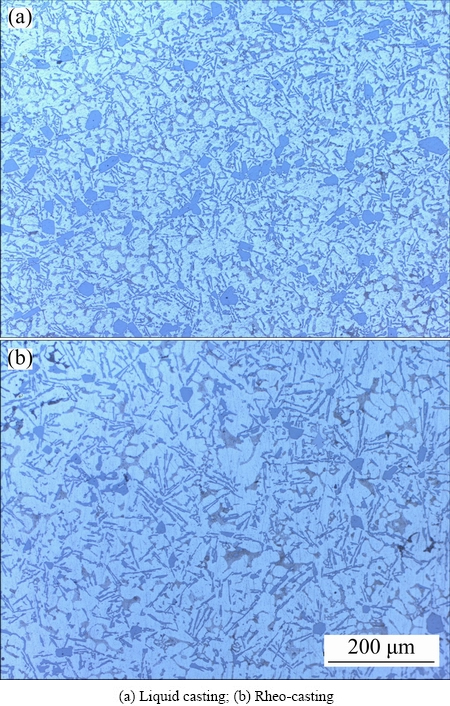
Fig. 3 Optical micrographs of Al-16Si-4Cu-0.5Mg alloy
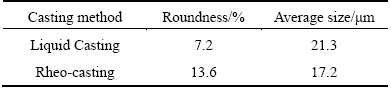
Table 2 Primary Si roundness and average particle size of Al-16Si-4Cu-0.5Mg alloy
3 Results
3.1 Microstructure
Figure 2 lists the phase analysis of the Al-16Si-4Cu-0.5Mg alloy processed under different conditions through XRD. It is clearly observed that liquid casting and rheo-casting samples are mainly composed of three phases, which are Al, Si and Al2Cu, respectively. Optical micrographs of the Al-16Si-4Cu- 0.5Mg alloy processed at different conditions are shown in Fig. 3, and the primary Si analytical features are presented in Table 2. The conventional liquid casting alloy exhibits relatively complex microstructure, as shown in Fig. 3(a). The primary Si phase is as large as about 21.3 ��m in average size, and mainly presents as plate and polygonal shapes. Some three-folded primary Si over 45 ��m are also observed, they are believed to be parts of the undeveloped star-like Si through the TPRE mechanism due to the rapid solidification [12]. Eutectic Si appears as fibrous form, lying discretely in the dendrite boundary of the Al matrix. The rheo-casting sample exhibits a great different structure (shown in Fig. 3(b)), and the average size of the primary Si is reduced from 21.3 ��m to 17.2 ��m. The primary Si is more dispersive, mainly observed to be polygonal shape, and the edge of the grain boundary is smoother by quantitative metallography calculation (shown as the roundness in Table 2). Another feature should be noted in Fig. 3(b), that the well developed or partially developed three folded-branch primary Si is rarely found. Commonly, it is believed that the primary Si in hypereutectic Al-Si alloy during solidification is not ideal single crystal. There are many defects, for instance, twins, dislocations and subgrain boundaries, exist in the primary Si. Shearing force supplied by the mechanical or electromagnetic stirring is difficult to crush the single crystal Si; however, mechanical break-off can occur in the primary Si due to the preceding defects, leading to the branch broken and size reduction [10,13,14]. The eutectic Si after rheo-processing is slightly coarsened. Detailed microstructural features were revealed by SEM analysis (shown in Fig. 4). Al2Cu is a strengthening phase in ADC12 alloy, usually forms as L��Al+Si+ Al2Cu ternary eutectic reaction during the last solidification period. It is evident to observe that the Al2Cu segregates as large eutectic clusters by liquid casting but is refined and disperse homogeneously in the matrix after rheo-processing. The ferrous intermetallics are important impurities in aluminum alloy, their formation during casting may influence the material properties during subsequent fabrication steps or in service. The ferrous intermetallics usually exhibit a platelets shape and act as potential sites for crack initiation. By addition of Mn, it turns to AlFeMnSi phase and modified as skeleton or short clubbed shape which is less detrimental to the matrix. In this work, not only Al2Cu, the ferrous intermetallics is also affected by rheo-processing. In Fig. 5, the SEM analysis and EDX X-ray elemental maps show that the ferrous phase is AlFeMnSi phase. The AlFeMnSi phase mainly exhibits a large skeleton shape (shown in Fig. 5(a)) in liquid casting sample, which is detrimental to mechanical property of Al-Si alloy. It is interesting to note that the AlFeMnSi phase is fragmented and changed from skeleton to facet shape after rheo-processing, which is believed to be beneficial to the improvement of the mechanical property. Vickers hardness testing is taken for the Al-16Si-4Cu-0.5Mg alloy (shown in Fig. 6), and it is shown that there are no significant differences between liquid and rheo-casting samples, although their microstructures are different.
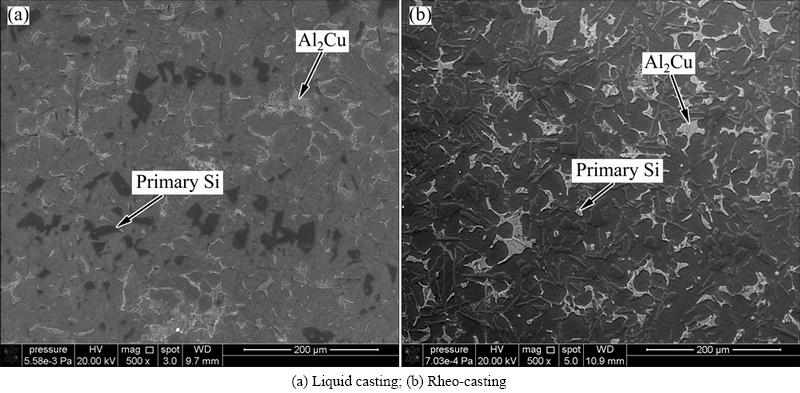
Fig. 4 SEM images of Al-16Si-4Cu-0.5Mg alloy
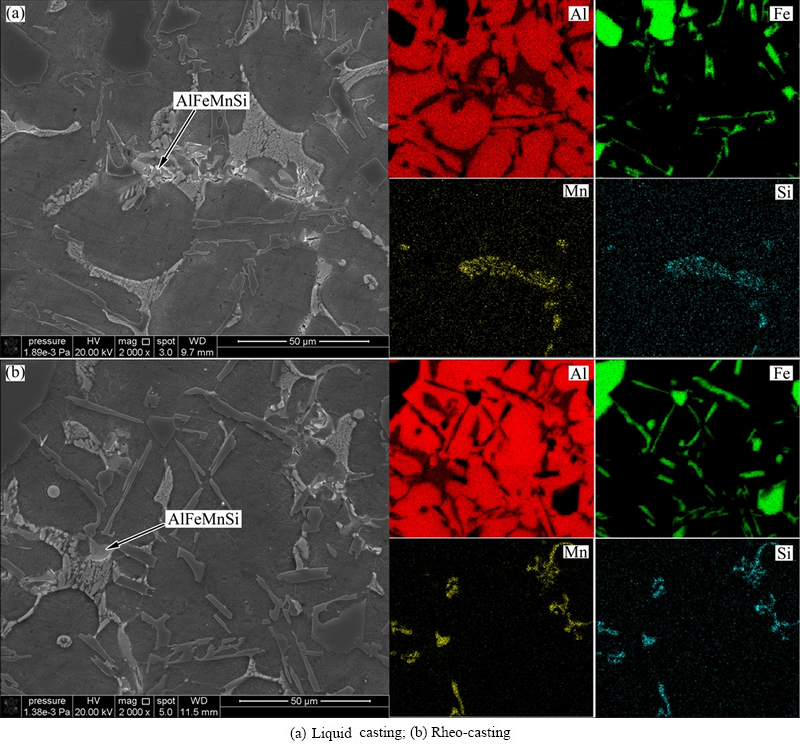
Fig. 5 SEM images and accompanying EDX X-ray elemental maps of AlFeMnSi phase in Al-16Si-4Cu-0.5Mg alloy
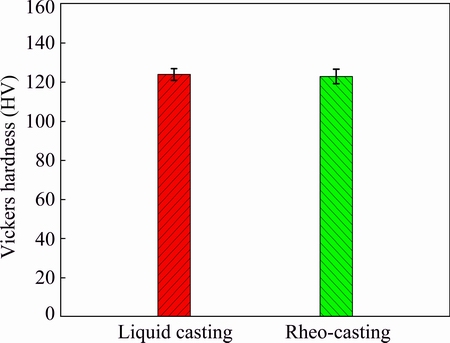
Fig. 6 Vickers hardness of Al-16Si-4Cu-0.5Mg alloy
3.2 Scratch test
Figure 7 represents the microhardness of the Al-16Si-4Cu-0.5Mg alloy in the regions of eutectics. It is observed that both liquid casting and rheo-casting samples share similar microhardness. Figures 8(a) and (b) show the SEM images of the scratch of Al-16Si-4Cu- 0.5Mg alloy prepared by liquid casting and rheo-casting respectively after 20 mN scratch load. The difference of microstructure is clearly presented in the SEM images as the results of different resistance against the Berkovich tip of the nanoindenter. From the SEM images, the width of the scratch on the sample prepared by rheo-processing sample is narrower than liquid casting, from which more fine particles and eutectics are observed, as well. The surface profiles across the grooves formed after applying 20 mN are shown in Fig. 8(c). It is noted that pile-up was observed on both sides of the groove in the tests, indicating that plastic deformation happened on the surfaces during testing. The actual scratch depth difference between the two samples was significant, with 1463.5 nm for the liquid casting and 1099.3 nm for the rheo-casting, which suggests that more volume of material was removed during test for the liquid sample. The widths of the groove are also different on both samples. The width of the groove on the liquid casting and rheo-casting plane is 13.3 ��m and 11.8 ��m, respectively. Those results suggest that the wear resistance of the alloy prepared by rheo-processing is much better. By microhardness test, it is noticed that the local hardness is not much affected by rheo-processing (shown in Fig. 7). However, it should be noted that the refinement and homogenization of the primary Si, eutectics and iron-containing phase by rheo-processing supply more resistances to the tip of nanoindenter during scratch testing. Hence, it is understandable that rheo-processing may result in better wear resistance.
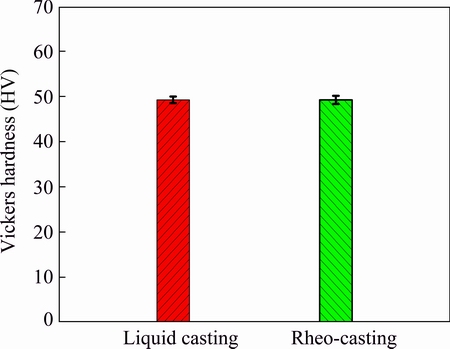
Fig. 7 Microhardness of Al-16Si-4Cu-0.5Mg alloy in eutectic region
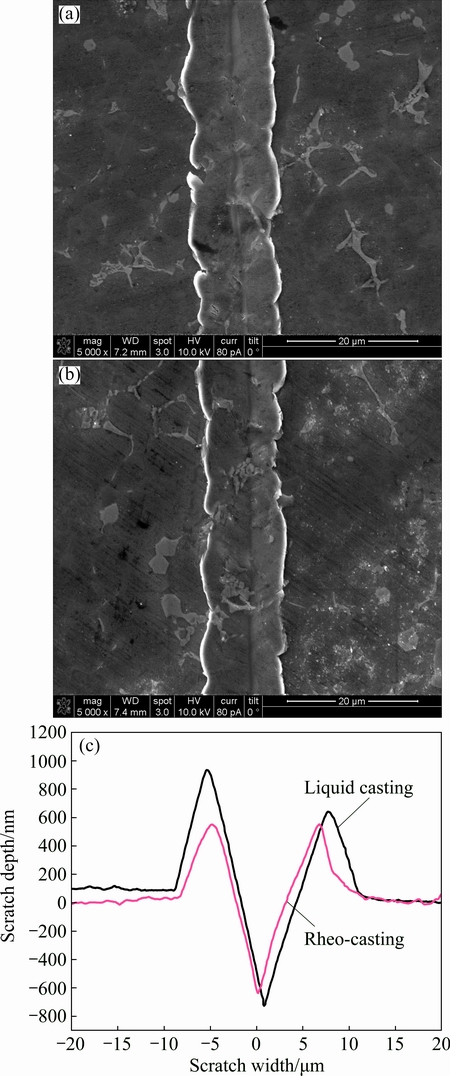
Fig. 8 SEM images of scratch on liquid casting (a) and rheo- casting (b) Al-16Si-4Cu-0.5Mg alloy and surface profiles across grooves (c)
3.3 Wear rate
Wear rate of the liquid casting and rheo-casting Al-16Si-4Cu-0.5Mg alloy at the sliding velocities of 0.12 m/s and 0.18 m/s are plotted against the normal load in Fig. 9. In all cases, the wear rate increases with increasing applied load. The wear rate of liquid casting is higher than the rheo-casting alloy at all the normal loads, and it increases almost linearly with increasing load. At relatively small loads, for example 3 N, the difference on wear rate between the liquid and rheo-casting samples is small; however, it increases abruptly with the ascending loads, suggesting that rheo-processed sample has better wear resistance during severe wear conditions.
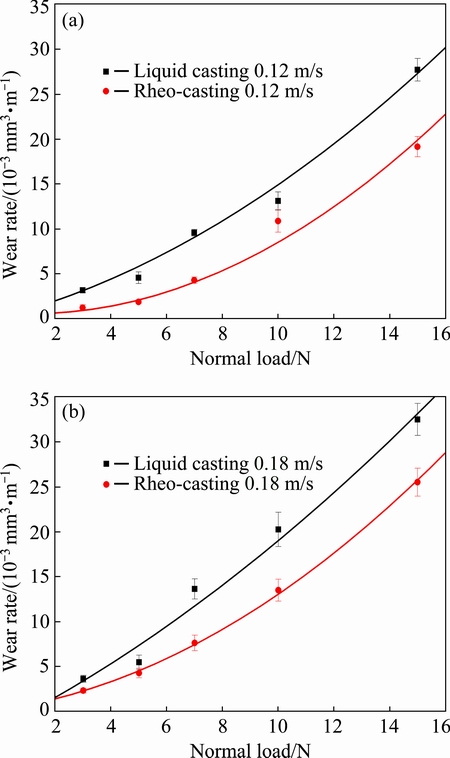
Fig. 9 Variation of volumetric wear rate with normal load for Al-16Si-4Cu-0.5Mg alloy at sliding velocity of 0.12 m/s (a) and 0.18 m/s (b) for 400 m sliding distance
Variation of the wear rate with sliding velocity for the Al-16Si-4Cu-0.5Mg alloy is presented in Fig. 10, and the normal loads were 5 N and 10 N. In Fig. 10, the wear rate of all the samples increases with increasing sliding velocity, besides, similar to Fig. 9, the liquid casting sample is higher than rheo-casting at all cases. At relatively low sliding velocity, such as 0.03 and 0.05 m/s, the wear rate between the liquid casting and rheo-casting samples is small. The wear rate for both samples increases dramatically as the sliding velocity over 0.12 m/s. At the speed of 0.18 m/s, the wear loss of liquid casting sample is even 80% higher than the rheo-casting one.
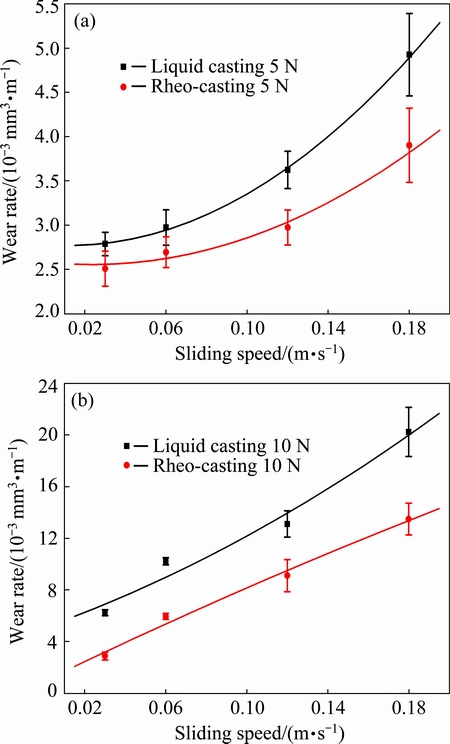
Fig. 10 Variation of volumetric wear rate with sliding velocity for Al-16Si-4Cu-0.5Mg alloy at normal load of 5 N (a) and 10 N (b) for 400 m sliding distance
According to the analysis shown in Figs. 9 and 10, it is noticed that wear rates of both liquid casting and rheo-casting samples increase with ascend sliding velocity and load, besides, of which the rheo-casting exhibits superior wear resistance to the liquid casting. The Si in the Al-Si alloy microstructure is well known as discrete particles, and the interfacial regions between the Si particles and the matrix are quite prone to microcracking. The larger the size of the Si particles, the greater it tends to crack [15,16]. Based on previous microstructure analysis, it is shown that the primary Si is refined and hence may reduce the crack tendency. Furthermore, the refinement and homogenization of the eutectics and iron-containing phases are beneficial in improving the wear resistance as shown in Fig. 8. Thus, the rheo-processed sample exhibits superior wear resistance property in severe wear conditions.
3.4 Worn surface
Figure 11 shows the worn surfaces of the liquid casting and rheo-casting Al-16Si-4Cu-0.5Mg alloys tested under applied loads of 3 N, 5 N and 15 N at the sliding speed of 0.12 m/s. The worn surface of the liquid casting alloy at lower loads (3 N and 5 N, as shown in Figs. 11(a) and (c)) reveal that continuous wear tracks along the sliding direction as wide as 80 ��m in average formed on the wear surface. On the edges of the tracks, some slightly curled-up layers are observed, but inside the tracks, the surfaces are very smooth and no obvious wear tracks are found. At a relatively high load (15 N, as shown in Fig. 11(e)), the widths of the tracks are enlarged to around 200 ��m. Besides, the surfaces of the tracks are very rough, on which a lot of spallings ranged from 10 to 50 ��m in diameter are clearly presented. It is evident that the dominant wear mechanism of the liquid casting alloy changes from abrasive wear at low applied load to adhesive wear and deformation at high applied load. The worn surface of the rheo-casting alloy exhibits similar continuous parallel wear tracks as the sample tested at low applied loads (3 N and 5 N, as shown in Figs. 11(b) and (d)), but the track width is less than 50 ��m and without obvious curled-up edges. At high applied load of 15 N (shown in Fig. 11(f)), it shows that there are finer ploughing grooves and less spallings formed on the worn surface of rheo-casting sample as compared to the liquid casting one tested in the same condition. Severe contacts during wear testing inevitably generated oxidation on the alloy surface, and the corresponding wear track and worn surface analysis according to Fig. 11 by EDX is presented in Table 3. The average oxygen percentages of the wear tracks at 5 N load for both liquid casting and rheo-casting are closed, which are 17.94% and 16.31%. As the applied load increased to 15 N, the composition percentage of the rheo-casting sample remained almost unchanged, but the liquid casting sample was sharply dropped to 11.34%. A lot of researches show that in mild wear condition, the presence of Si does not give rise to the oxide removal, thus, the thin oxidative layer forms on the Al-Si alloy is beneficial to the wear property. However, under high applied load, the broken of the oxides on the mating surfaces would finally lead to high wear rate [15,17]. Hence, it is safe to deduce that the removal of oxides could be one of the factors that result in the different wear rates between liquid casting and rheo-casting samples as shown in Figs. 9 and 10. SEM images of the worn surfaces corresponding to 5 N load tested under different sliding velocities of 0.03, 0.06 and 0.18 m/s for the Al-16Si-4Cu-0.5Mg alloy are presented in Fig. 12. At 0.03 and 0.06 m/s, both liquid casting and rheo- casting samples exhibit flat and smooth worn surfaces, they are covered with small and straight wear tracks parallel to the sliding direction (shown in Figs. 12(a) to (d)). The larger tracks are formed at a higher sliding velocity. The small and straight tracks of liquid casting sample under a sliding velocity of 0.15 m/s become large wavy tracks as wide as 100 ��m (shown in Fig.12(e)). The tracks surfaces are rather rough, some large spalled dimples are clearly shown, and the testing machine making a shrill sound and run unstably. The phenomenon is expected to be ascribed to the high velocity. The higher the sliding velocity, the more the raised arrises and crack spallings. The existence of large spalled dimples implies the transition of wear mechanism from abrasive to adhesive wear. The rheo-casting sample at sliding velocity of 0.18 m/s also presents wavy grooves, but comparing to the liquid casting sampling by wear track width and depth, is less seriously worn out. Several round dimples are observed on the surface, similarly to the track, the dimple size is much smaller than that of the liquid casting one, as well.
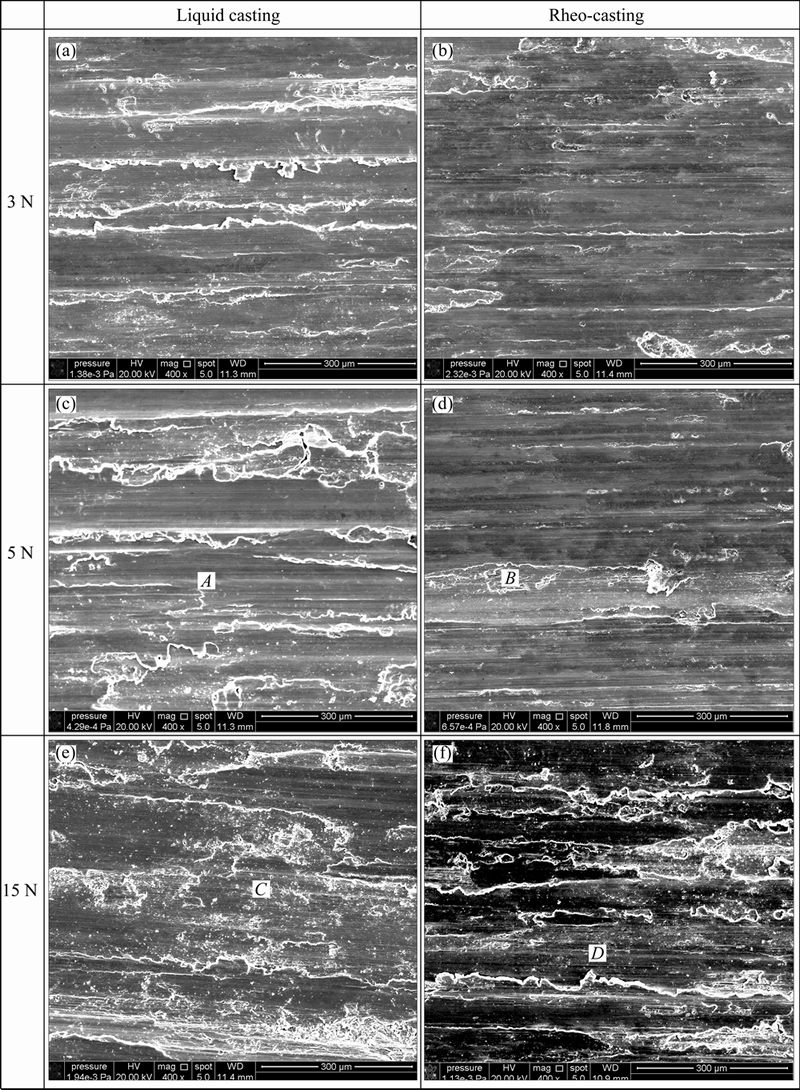
Fig. 11 SEM images of worn surfaces under sliding speed of 0.12 m/s for Al-16Si-4Cu-0.5Mg alloy
3.5 Wear debris
Wear debris was collected after the wear test and SEM images corresponding to various testing conditions for the Al-16Si-4Cu-0.5Mg alloy are presented in Fig. 13. Figures 13(a) and (b) show the micrographs of wear debris of liquid casting and rheo-casting samples at 5 N normal loading at relatively medium sliding velocity. The debris generated from the rheo-casting sample are mainly columnar plates, sizes of the columnar plates are varied from 150 to 250 ��m in length and 50 to 80 ��m in width. Most of the liquid casting debris share similar morphology and size with rheo-casting ones, but some of them with extremely large size over 450 ��m in length are observed. Figures 13(c) and (d) show the debris obtained in the testing with 10 N load and 0.12 m/s sliding speed. Characteristics of the liquid casting debris are rather complex, they are mainly composed of large spallings over 500 ��m in diameter, flakes as long as 100 ��m and some small particles around 50 ��m (shown in Fig. 13(c)). Features of the rheo-casting sample are partially closed to Fig. 13(b), they all have columnar plates in size around 250 ��m; however, a large number of debris less than 50 ��m are discovered as well.
4 Discussion
Much work has been done on the wear properties under dry sliding conditions about liquid cast hypereutectic Al-Si alloys, but researches on rheo- casting hypereutectic Al-Si are rare. Hardness is a measure of resistance to localized plastic deformation, and wear resistance of the alloys is usually proportional to the hardness. Hardnesses of liquid casting and rheo-casting Al-16Si-4Cu-0.5Mg alloys in this work are shown to be almost the same (shown as Figs. 6 and 7). However, micro-scratch and dry sliding tests reveal that wear resistance of the alloy after rheo-processing is greatly improved. The wear mechanism of the rheo-casting Al-16Si-4Cu-0.5Mg alloy is predictably complex and needed further discussion, considering the contradiction between hardness and dry wear property.
Hypereutectic Al-Si alloy is natural composites containing hard particles of silicon embedded in the aluminum matrix. The primary Si phase may act as reinforcing particles in matrix during the wear process and plays an important role in the wear resistance. By former microstructural analysis, it is clear that size of the primary Si by rheo-processing is effectively reduced and rounded, besides, the AlFeMnSi phase and eutectics are fractured and homogenized. The subsequent micro- scratch test shows that the refinement of the structure effectively increases the wear resistance as well.
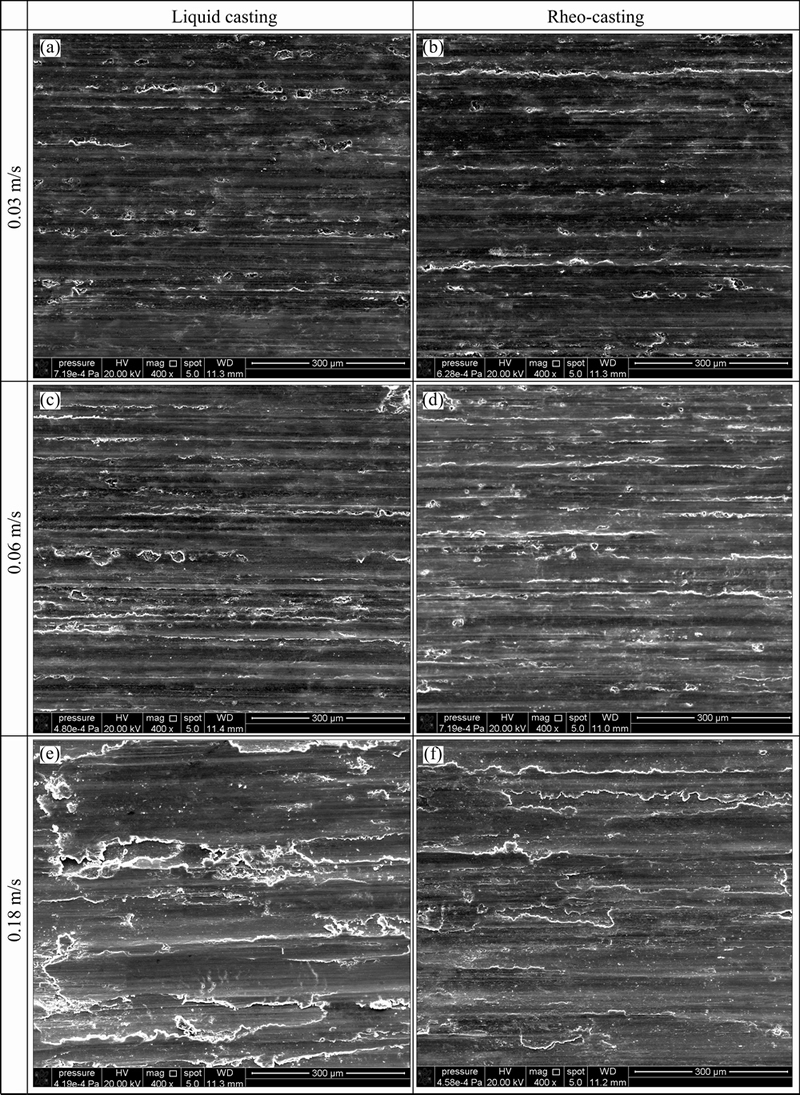
Fig. 12 SEM images of worn surfaces corresponding to 5 N load for Al-16Si-4Cu-0.5Mg alloy
Table 3 EDX analysis of wear track and worn surfaces for Al-16Si-4Cu-0.5Mg alloy in Fig. 11 (mole fraction, %)
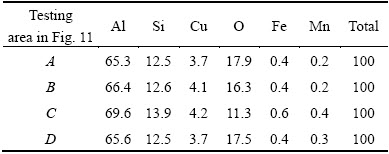
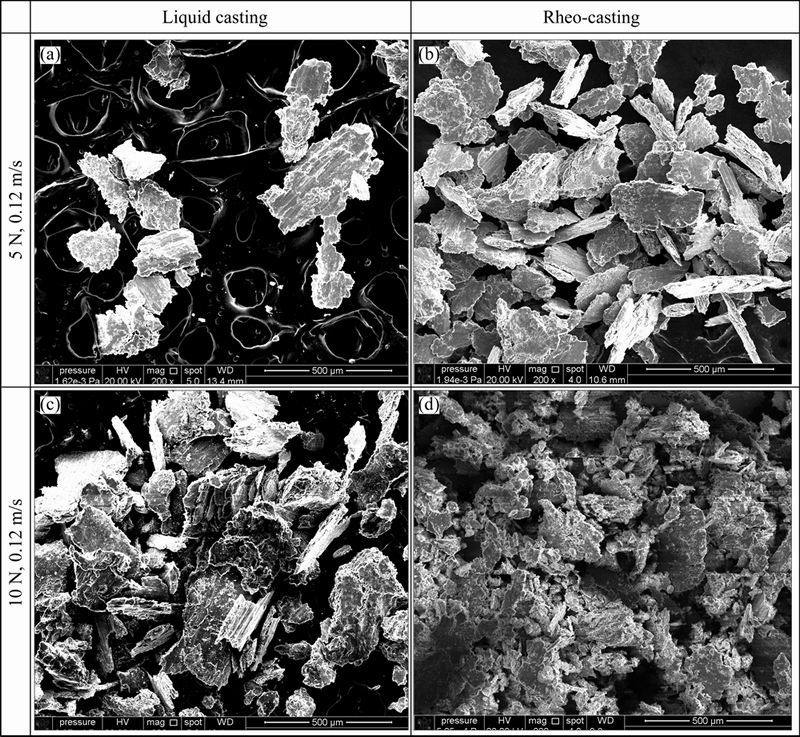
Fig. 13 SEM images of wear debris corresponding to various testing conditions for Al-16Si-4Cu-0.5Mg alloy
The worn surfaces of the Al-16Si-4Cu-0.5Mg alloy contain continuous long grooves parallel to the sliding direction, as shown in Figs. 11 and 12. The grooves are the effects of ploughing action of the hard asperities like hardened steel counter-face and trapped wear debris. The worn surface caused by ploughing action was produced during the sliding process by removing the small fragments of alloy between the mating surfaces.
In relatively low sliding speed and small applied load wear conditions, the volume wear loss between the liquid casting and rheo-casting alloys is small (shown in Figs. 9 and 10). At low pressure situation, the ploughing action is performed, and wear is primarily controlled by the fracture and removal of the oxide or mixed oxide/metal layer between the alloy and the hardened steel counterface. During mild wear, the relatively soft Al matrix will be worn out primarily, but the forces applied to the surfaces were not large enough to break the primary Si particles, and most of the debris was due to the peeling off of the Al matrix. The previous micro-scratch test shows that the eutectics increase the resistance to the plastic deformation during wear testing, therefore, the rheo-processed alloy with finer and more homogenous eutectic structure has straight and narrower wear tracks (Figs. 12). Because of the severe contacts between the mating surfaces, oxide inevitably happened to the alloy surface. Once the surface oxide is removed, the fresh exposed metal will be further oxidized. By roundness calculation, primary Si boundary of the liquid casting alloy is more acicular. The coarse Si fractures more frequently during wear test [18], so the acicular Si boundary is more easily to fracture and peel off from the matrix than rheo-casting alloy. The peeled off small Si debris would tear the new formed oxide layer and then resulted in further oxidation. EDX composition analysis (shown in Table 3) clearly showed that the relatively less worn samples have more O element on the surface, which can be the evidence of the above analysis.
The volume wear loss of both liquid casting and rheo-casting Al-16Si-4Cu-0.5Mg alloys increased sharply in the high applied load and sliding speed conditions (shown in Figs. 9 and 10). As the applied load increased, primary Si did not yet fracture and still can support the matrix. Once the applied load exceeded the seizing force between Si and matrix or the yield strength of Si phase, the Si particle may come out of the matrix and cracks were generated inside the primary Si particles. The cracked Si particles were also easily removed from the matrix, in combination with the peeled off Si particles, transferred to the mating surface, severely increased the wear intensity and turned the wear from abrasive into adhesive. Figure 14 presents the SEM image and accompanying EDX X-ray elemental maps of worn surface under sliding speed of 0.18 m/s and 5 N applied load for the liquid casting Al-16Si-4Cu-0.5Mg alloy, and the great pit originated from the Si peeling off is clearly shown. It is well known that primary Si grown within metallic liquid in a faceted manner will inevitably leave some entrapped pockets due to the growing faceted preference. Besides, for the star-like primary Si, the branches are not really connected with each other, leading to some pocket entrapments inside the grain as well [14]. Optical micrographs analysis (shown in Fig. 3) show that the average particle size of liquid casting alloy is much larger than reho-casting, and the star-like (three folded) primary Si only exists in liquid casting alloy. Therefore, the primary Si of liquid casting is easier to fracture during wear process and more inferior to wear resistance. Iron is the most common and detrimental impurity in aluminum casting alloy, the fragment of the Fe-rich intermetallic phase from skeleton to facet shape neutralise its negative effects, would also contribute to the improvement of dry wear resistance. Surface oxidation should also be taken into account for wear mechanism analysis. The oxidation occurred primarily on the real area of sliding contact due to frictional heating of the contacting materials, and most of which is Al2O3 [19]. In high applied load and sliding speed conditions, the fractured Si contributed to the great wear loss by adhesive wear. On the other hand, more Al matrix exposure in the contacting surface because of the Si fracture and peeling off, would finally result in dramatic matrix oxidation in such elevated circumstance and further severe damage.
5 Conclusions
1) Microstructure of the alloy was greatly improved after rheo-casting. The average particle size of primary Si is reduced and rounded. Rheo-processing is effective in refining and homogenizing the eutectics, and the large AlFeMnSi phase is modified from skeleton into less detrimental facet shape. The refinement and homogeni- zation of the microstructure contribute to the increment of wear resistance according to micro-scratch test.
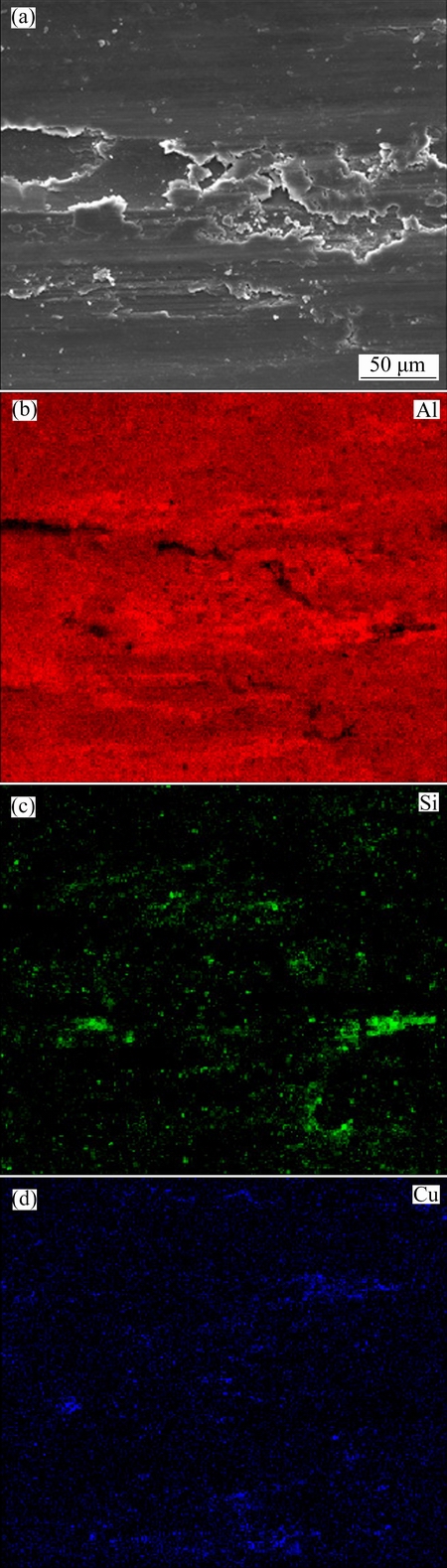
Fig. 14 SEM image and accompanying EDX X-ray elemental maps of worn surface under sliding speed of 0.18 m/s and 5 N applied load for liquid casting Al-16Si-4Cu-0.5Mg alloy
2) In mild dry sliding wear condition, the rheo- processed sample has less wear loss and exhibits superior wear resistance. The homogenous eutectics increase the matrix resistance to plastic deformation and refined primary Si lower the possibility of peeling off, contributing to the better wear performance of rheo- processing sample. Abrasive wear from the Al matrix is considered to be the dominant wear mechanism.
3) The wear rate of the rheo-casting sample is remarkably lower than that of liquid casting in severe wear conditions. The refined, rounded and sound primary Si makes it less likely to fracture during severe wear. The fragment of the AlFeMnSi phase by rheo-processing from skeleton to facet neutralizes its negative effects to load bearing of the matrix. Adhesive wear and oxidation are the dominant wear mechanisms.
References
[1] CHEN C M, YANG C C, CHAO C G. A novel method for net-shape forming of hypereutectic Al-Si alloys by thixocasting with powder performs [J]. Journal of Materials Processing Technology, 2005, 167: 103-109.
[2] WU Y P, WANG S J, LI H, LIU X F. A new technique to modify hypereutectic Al-24%Si alloys by a Si-P master alloy [J]. Journal of Alloys and Compounds, 2009, 477: 139-144.
[3] LEE J M, KANG S B, YOON S C. Role of the primary silicon particle on the dry sliding wear of hypereutectic aluminum-silicon alloy A390 [J]. Metals and Materials International, 1999, 5: 357-362.
[4] JASIM K M, DWARAKADASA E S. Dry sliding wear in binary Al-Si alloys at low bearing pressures [J]. Journal of Materials Science Letters, 1992, 11: 421-423.
[5] FLEMINGS M C. Behavior of metal alloys in the semisolid state [J]. Metallurgical Transaction B, 1991, 22: 269-293.
[6] MARTINEZ R A, FLEMINGS M C. Evolution of particle morphology in semisolid processing [J]. Metallurgical and Materials Transactions A, 2005, 36 (8): 2205-2210.
[7] FAN Z. Development of the rheo-diecasting process for magnesium alloys [J]. Materials Science and Engineering A, 2005, 413-414: 72-78.
[8] WU Shu-sen, ZHONG Gu, WAN Li, AN Ping, MAO You-wu. Microstructure and properties of rheo-diecast Al-20Si-2Cu-1Ni- 0.4Mg alloy with direct ultrasonic vibration process [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S): s763-s767.
[9] ZHAO Jun-wen, WU Shu-sen. Microstructure and mechanical properties of rheo-diecasted A390 alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S): s754-757s.
[10] GUAN R G, ZHAO Z Y, LEE C S, ZHANG Q S, LIU C M. Effect of wavelike sloping plate rheocasting on microstructures of hypereutectic Al-18 pct Si-5 pct Fe alloys [J]. Metallurgical and Materials Transactions B, 2012, 43: 337-343.
[11] ASTM, 2010, G133-05. Standard test method for linearly reciprocating ball-on-flat sliding wear [S].
[12] YILMAZ F, ATASOY O A, ELLIOTT R. Growth structures in aluminium-silicon alloys II. The influence of strontium [J]. Journal of Crystal Growth, 1992, 118: 377-384.
[13] MAO Wei-min, LI Shu-suo, ZHAO Ai-min, CUI Cheng-lin, ZHONG Xue-you. Effect of electromagnetic stirring on the distribution of primary silicon in hypereutectic Al-Si alloys [J]. Acta Metallurgica Sinica, 2001, 7: 781-784.
[14] YI Hong-kun, ZHANG Di. Morphologies of Si phase and La-rich phase in as-cast hypereutectic Al-Si-xLa alloys [J]. Materials Letters, 2003, 57: 2523-2529.
[15] PRASAD B K, VENKATESWARLU K, MODI O P, JHA A K, DASGUPTA R, YEGNESWARAN A H. Sliding wear behavior of some Al-Si alloys: Roles of shape and size of Si particles and test conditions [J]. Metallurgical and Materials Transactions A, 1998, 29: 1998-2747.
[16] PRASAD B K, PATWARDHAN A K, YEGNESWARAN A H. Dry sliding wear characteristics of some zinc-aluminium alloys: A comparative study with a conventional bearing bronze at a slow speed [J]. Wear, 1996, 199: 142-151.
[17] JASIM K M, DWARAKADASA E S. Dry sliding wear in binary Al-Si alloys at low bearing pressure [J]. Journal of Materials Science Letters, 1992, 11: 421-423.
[18] LIM S C, GUPTA M, LENG Y F, LAVERNIA E J. Wear of a spray-deposited hypereutectic aluminium-silicon alloy [J]. Journal of Materials Processing Technology,1997, 63: 865-870.
[19] BAKER I, SUN Y, KENNEDY F E, MUNROE P R. Dry sliding wear of eutectic Al-Si [J]. Journal of Materials Science, 2010, 45: 969-978.
��������Al-16Si-4Cu-0.5Mg�Ͻ�ĸ�Ħ����Ϊ
���Ȼ�1�������1���� ��1��Ī�ķ�1��������1�����IJ�1��
�� ��1�����Ľ�1��Jonathan QUAN2, Yuan-Wei CHANG2
1. �Ϻ���ͨ��ѧ ��Ͻ��ܳ����ҹ����о���������������ϲ��Ϲ����ص�ʵ���ң��Ϻ�200240��
2. Department of Materials Science and Engineering, University of California Los Angeles, Los Angeles, CA 90095, USA
ժ Ҫ�����øɻ���Ħ�����Ժ��۹κ۲����о���������Al-16Si-4Cu-0.5Mg�Ͻ�ĸ�Ħ����Ϊ��ͨ����ѧ������ɨ��羵�ԺϽ�����֯���۹κ۹��ۡ����ĥ�ۡ�ĥ���Լ�ĥ�����й۲����������֯������ʾ���������䴦�����Ͻ������õ�ϸ������ΪԲ����������֯�ֲ���Ϊ���ȣ�����״��AlFeMnSi��õ�����ϸ�����۹κ۲�����ʾ���Ͻ�����֯��ϸ���������ĥ���ܡ��ɻ���Ħ�����Ա�������ȴ�ͳ���죬���䴦����Ͻ���ĥ���ܵõ����Ե���ߡ���Ħ�������£�ĥ����ĥ��ĥ��Ϊ����ǿĦ�������£�����������ճ��ĥ��Ϊ�Ͻ�ĥ��ʧЧ���ơ�
�ؼ��ʣ��������죻���Ͻ𣻸�Ħ�����۹κ�
(Edited by Yun-bin HE)
Foundation item: Project (51404153) supported by the National Natural Science Foundation of China; Project supported by the Joint PhD Program of the China Scholarship Council (CSC)
Corresponding author: Guo-hua WU; Tel: +86-21-54742630; E-mail: ghwu@sjtu.edu.cn
DOI: 10.1016/S1003-6326(16)64410-2
Abstract: Dry wear behavior of the rheo-casting Al-16Si-4Cu-0.5Mg alloy was investigated by micro-scratch and dry sliding wear tests. Analyses of the microstructure, scratch grooves, wear tracks, worn surfaces and wear debris of the alloy were carried out by optical microscope and scanning electron microscope. The microstructural analysis showed that via rheo-processing, the primary Si was refined and rounded, eutectics dispersed more homogenously, and even the skeleton AlFeMnSi phase was fragmented into facet shape. Micro-scratch test showed that the microstructural refinement resulted in better wear resistance. Dry sliding wear test revealed that the rheo-processed sample exhibit obviously superior wear resistance because of the microstructure improvement. The dominant mechanism in mild wear condition is abrasion, but it turned to adhesion and oxidation in high applied load and fast sliding velocity conditions.
