
���±�ţ�1004-0609(2010)S1-s0972-05
��/�ָ��ϰ��ܷⱬը���������������
�� ���������£�����
(�����˼����о�����������710024)
ժ Ҫ��
���ܹ�����̨�ñ�ը���ϵ��Ѹְ�����ı�ը�ܷ��������ñ�ը�ܷ�������Ƶ���Ϊ100 g TNT���ñ�ը�����ɡ�������������ֵģ��ȷ����Ըñ�ը��������������ƣ�ȷ����Ч�غɣ�Ȼ����л�е��ơ�������/�ָ��ϰ����������е��ѵ��Լ�Ҫע������⡣����������/�ָ��ϰ�����(Ti�����Ϊ3 mm)�� Q345R(���Ϊ18 mm )���϶��ɣ�
�ؼ��ʣ�
�Ѹָ��ϰ����ܷⱬը�����������������
��ͼ����ţ�TG 44���� ���ױ�־�룺A
Design and manufacture of explosion-containment vessel made of Ti/steel clad plate
WEN Chao, LIU Xiao-xin, MA Yan-jun
(Northwest Institute of Nuclear Technology, Xi��an 710024, China)
Abstract: The explosion-containment vessel with 100 g TNT equivalent made of the Ti/steel clad plate was introduced. The explosion-containment vessel was designed with several methods, such as the similar law of explode, analytic geometry and numeric simulation. The difficulties and notice items on manufacturing process were described. The clad metal materials are composed of Ti with thickness of 3 mm (inner) and Q345R steel with thickness of 18 mm (outer).
Key words: Ti/steel clad plat; explosion-containment vessel; design method; manufacture
�ܷⱬը������һ������ı�ը��������װ�ã����㷺Ӧ���ڱ�ը��ѧ���о������ܷⱬը������������ѹ��������ͬ����������������ڲ������ܵij���غ���˲̬��(���뼶)�������ù������£�ըҩ�������ڲ���ը����������������ܴ��������������ڱ�ʱ���裬�����������������ܷⱬը�������ġ��÷����������������ڱ�ը�����ڱڵ�˲̬�غ�[1]�����ԣ���ը��������ƹؼ������ǽ�����˲̬����غ�ת���ɵ�Ч�ľ��غɣ�Ȼ������ѹ��������(GB150��1998)���л�е��������졣
�����˼����о�����20����90�����ʼ�����ܷⱬը�������о��������ڸ���������˷ḻ�ľ��飬����Ƽ��Ƹ�����״�뱬ը�������ܷⱬը������һ������£��ܷⱬը��������Q345R(16MnR)�ֻ�������ǿ�ȸ�����ģ��������ֲ��ʵ��ܷⱬը�����Ʊ����������ʱ���ὫһЩ��������������ʴ��뵽�����������[2]��Ϊ���Ʊ�����������������ϣ���2001�꣬ѡ�����ڲ�Ϊ�����(0Cr18Ni9Ti)���Ϊ16MnR�ֵı�ը���ϰ������˺ϳ�����������õ��ܷⱬը����[3]�����������������Ʊ��ķ�ĩ������Ҫ������������У���Ȼ��������ʵ����⣬���ǣ�������ʱ����ú�ͱ�ը�����ĸı䣬�����ڱڻ��Ǵ���һЩ��ߡ�Ϊ�˸��õĽ����һ���⣬������������������ϣ������ÿ�ʴ������ǿ���Ѽ��ѺϽ�/�ָ��ϰ塣�Ѽ��ѺϽ�/�ָ��ϰ��Ǽ���˸ֺ��Ѽ��ѺϽ����������Ϊһ��ĸ��ϲ��ϣ����ۺ��˻�����Ϻ�����ϸ��Ե������ŵ㣬���л���������еĽṹǿ�Ⱥնȣ����и�����������е���ʴ��ĥ�Ȼ������û�е��������ܣ�ʹ�豸��������۴�ͣ��ṹ�ߴ��С��������ؽ������ϵ��˷ѣ��������õľ���Ч������Ч�漰Ӧ��ǰ����������������ʯ����ұ�𡢻�е����Դ�����������õ��㷺Ӧ��[4-13]��Ŀǰ���ڹ����û���Ѽ��ѺϽ�/�ָ��ϰ��ܷⱬը����������о�������
�ڴˣ����������ñ�ը�����ɡ�������������ֵģ��ȷ����Ըñ�ը����������������ƣ�ȷ������Ч�غɣ�Ȼ������˻�е��ơ�
1 �������
��ը��������������Ѹָ��ϰ壬������-�ָ��ϸְ塷(GB/T8547��2006)�������ϸְ峬����̽�˷�����(GB7734-87)�͡����ϸְ��������鷽����(GB6396-86)���������ա�
������ǰ��Ʊ�ը�����ľ����ʹ��Ҫ���Գ���ȷ������0.1 kgTNT�������ϰ屬ը���������γߴ磺Ͳ���ھ�Ϊ800 mm��Բ����Ͳ�峤��Ϊ800 mm��Ͳ����Ϊ21 mm����Բ��ͷ�ھ�Ϊ800 mm���߶�Ϊ200 mm����4���ף��ھ��ֱ�Ϊ20��15��15��20 mm������λ�ü�ͼ1��
���������øְ�Ϊ�Ѹָ��ϰ�ṹ���ڲ�ΪTA1�壬���Ϊ3 mm�����ΪQ345R��, ���Ϊ18 mm��������Ӧ��![]() =163 MPa�������ʱ������������ʴ���ã�����Q345��������á�
=163 MPa�������ʱ������������ʴ���ã�����Q345��������á�
����ȷ���˱�ը�����ijߴ����������ķ�������ߴ�����һ����������֤��
����ը�����ɵĹ�ϵ����ҩ��W1�ھ���R1���ij�ѹΪP1������һװҩ��W2�ھ���R2��Ҫ�õ���ͬ�ij�ѹP1ʱ����Ӧ����
![]() ��
��
����
![]() ��
��
��ˣ����������ɵĹ��ɣ��ɰ���ʽд�����µĺ�����ϵʽ��
![]()
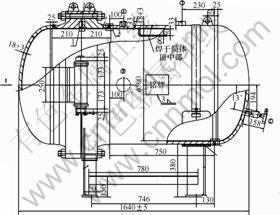
ͼ1 �������ͼ(��λ��mm)
Fig.1 Design drawing of pressure vessel
���У�PΪѹ����WΪҩ����RΪ���롣
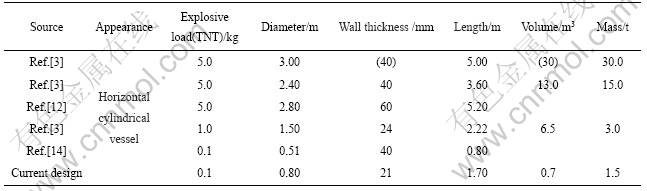
Ҫ���װҩ��Ϊ0.1 kgTNT�����ı�ը���������Բο�5 kgTNT�����ı�ը�����Ľṹ�ߴ磬��ṹ�����ı���ϵ��Ϊ![]() 3.68����0.1 kgTNT�����������ھ���0.7~0.85 m֮�䡣��1 kgTNT�����ı�ը������ȣ���ṹ�����ı���ϵ��Ϊ
3.68����0.1 kgTNT�����������ھ���0.7~0.85 m֮�䡣��1 kgTNT�����ı�ը������ȣ���ṹ�����ı���ϵ��Ϊ![]() 2.15����0.1 kg�������ھ�Ϊ0.7 m��0.1 kgTNT�����ı�ը������1 kg��5 kgTNT�����ı�ը�����Ľṹ�������1��ʾ��
2.15����0.1 kg�������ھ�Ϊ0.7 m��0.1 kgTNT�����ı�ը������1 kg��5 kgTNT�����ı�ը�����Ľṹ�������1��ʾ��
�ӱ�1���Կ�����0.1 kgTNT�����ı�ը�����Ľṹ������1 kg��5 kgTNT�����ı�ը�����Ľṹ���������ɱ�������0.1 kg��1 kg��5 kgTNT�����ı�ը������ȣ��ñ�ը��������Ƴ���0.1 kgTNT�����ı�ը�����Ľṹ�����Ǻ����ġ�
1.3 �ý��������������[3]
1) ���㷽��һ
![]() (1)
(1)
���У�IRΪ��λ�������Ķ�����umaxΪ��������λ�ƣ�����Ƶ�ʣ���Բ���ο��壬��(��ʵ��Ƶ�ʸ�)���Խ���Ϊ��
![]() (2)
(2)
![]() (3)
(3)
��1 ���������Ա�
Table 1 Comparison of parameters of pressure vessel
���У�RΪ���������ھ���m����Ϊ���ϵIJ��ɱȣ���Ϊ������ϵ��ܶȣ�EΪ���ϵĵ���ģ����
![]() (4)
(4)
���У�IΪ�����������Ϊ���鳣������������ӱ���ķ���̶�(1�ܦ���2)��S0Ϊ����������E0Ϊըҩ ������
ȡ��=2����������ݴ��빫ʽ(1)~(4)����
umax=275 ��m
��![]() �����ǵ�ʵ�ʦء�С�ڦأ�����umax����ƫС��
�����ǵ�ʵ�ʦء�С�ڦأ�����umax����ƫС��
2) ���㷽����
������[15]�п�֪����0.1 kg��TNTըҩ��ը�����������ͨ������ɵã�I=467 J/m2���뷽��һ�о�������õ��ĵ�λ�������(573 J/m2)����
![]() ��
��
![]()
ȡ��=21 mmʱ��umax=400 ��m��![]()
![]()
������ļ�����Կ�������ը�����ıں�Ϊ21 mmʱ��������Ǻ����ģ����ϴ��ڵ���Ӧ�䡣
1.4 �õ�Чϵ���ļ���[1, 12, 14]
��ը�������ܵĺ���һ��Ϊ˲̬�Ķ����أ��ڽ��м���ʱ����Ҫ������ת����ԭ��Ϊ����ϵ���������ø÷���ȷ���ĵ�Ч������������������ѹ������ʱ�����ȷ�����������嶯����Ӧ�Ķ�̬�Ŵ�ϵ��Cd��ȷ���ġ�
![]() (5)
(5)
ʽ�У���Ϊ����ѹ��������ʱ�䣬s����Ϊ����ϵ����һ��ȡ0.5��Q0Ϊ��λ�����ı��ȣ�J/kg��
![]() (6)
(6)
![]()
![]() (0.3��r3��1) (7)
(0.3��r3��1) (7)
ʽ�У���pΪ����ѹ����hΪװҩ�������ڱ���ľ��룬m��cΪըҩ������kg��P0Ϊ������ѹ��0.1 MPa��
![]() (8)
(8)
ʽ�У�![]() Ϊ����������ԲƵ�ʡ�
Ϊ����������ԲƵ�ʡ�
![]() (9)
(9)
��ʽ(6)��(7)���������ը����������Ϊ10.38 MPa����ʽ(9)��Cd=0.549�����Ч�����ئ�p��=Cd����p=5.7 MPa��
��Ƶı�ը������������Բ����ṹ��ǿ�ȵļ��㷽������Demehuk�����Գƽṹ���������ڱڵij����������䶯����Ϊ���������ó�����Ӧ�������ֵ��
![]() (10)
(10)
ʽ�У�r0Ϊװҩ�뾶��m��HΪ�����ں�m��v0Ϊ��������е����٣�m/s��
�������ֵ������ʽ����������1.5�İ�ȫϵ�����������ں�15.7 mm��
2 ��ը������е���
�˱�ը�������Ե�ЧΪ������ѹΪ5.70 MPa�ľ�ѹ��������е��ư���Ч��ѹΪ6.2 MPa�ľ�ѹ������ƽ��С�
���������������ը�����ڵ���ƺ��Ϊ15.7 mm����ʴԣ��ȡ2 mm������ƺ��Ϊ18 mm�����ȷ�������ں�Ϊ21 mm(��3 mm�ĸ��ϲ���)��
������ֵģ��Ľ������Ҫ��ֱ��Ϊ10 mm��20 mm�Ŀ����в�ǿ��������ֱ��Ϊ800 mm��Ͳ�巨�����������Ҫ���гߴ���㣬����Ƕ��ʽ�ӹܣ�����һ�����巨�����ڷ����ں���һ����Ϊ3 mm���Ѱ塣
Ŀǰ�����������������С�
3 �����Ѹָ��ϰ�������ע������
1) �Ѹָ��ϰ������[16]
ÿ���Ѹָ��ϰ�Ӧ�в�������֤���飬Ӧ��ÿ�鸴�ϰ����100%UT����������ʣ�ÿ�����ϰ�Ӧȡ�����м��С����졢�������������ѧ�������飬�������ǿ�ȼ���ѧ����,����ָ����ϸ���Ѹָ��ϰ����ʹ�á���Ͳ��ӹ����ƹ����У������ָ��ϰ帴����������Ӧ�úϸ�ĸ��ϰ������
2) �Ѹֵĺ���
�Ѹֺ����������ֽ����ĺ��ӣ����������������ܺͻ�ѧ�ᾧ���ܵIJ�������ֱ���ۺ�ʱ�����������2����������⣺(1) �����Ѻ�����������ϵ�����ȵ������ϴ���ɺ�����ȴ�����е����������ȣ����½�ͷ���γɽϴ����Ӧ����(2) �������ֱ���ۺ�ʱ�������еĺ���������������е��ܽ�ȣ������м����γɴ���Ӳ��Ľ����仯�����������仯��������ö��γɵĵ��۵㹲���塣���⣬�ѻ���ǿ̼�����γ�Ԫ�أ�����е�̼�����γɴ��Ե�TIC����Щ�����仯������۵㹲�����̼���Q��ؽ��ͺϽ�����ԣ�ʹ�ú����ü��ࡣ��ˣ�Ҫ����ѡ���¿ڣ������ܼ�С������������⣬�Ӷ���߱�ը����������ǿ�Ⱥ�ʹ�������������쳧�����飬�ٲο�����[7]�ṩ���¿���״(��ͼ2��ʾ)��������ͼ2(c)��ʾ���¿ڣ����������˸����ѵ�ֱ�Ӻ��ӡ�
3) �Ѹָ��ϰ屬ը�����ĸֻ��㺸��ļ��
�ֻ��㺸��һ�����RT��⣬���������ϸ�ͼ������Ҫ��涨�������豸ֱ�����������ࡢ��Ƭ����RT���ʱ����ѡ������������Ч�ʸߵļ���豸�ͷ�������������ѡ��Ҫǡ�����Ա�֤��Ƭ����������ȱ�ݳ���ĺ���Ӧ���йس�����з���ֱ���ϸ�
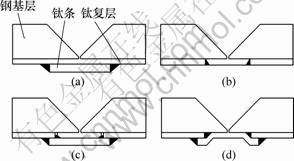
ͼ2 �¿���ʽ
Fig.2 Schematic drawing of groove lap weld
4 ������
���Ѹָ��ϰ����ڼӹ��ܷⱬը����������һ���µij��ԣ������ڱ�ը�������������ʱ�����˶��ַ���������������������У�ˡ��������ӹ�ǰ�����������ҵ��Ѹָ��ϰ�������ϸ�ļ��飬������״̬�����˳�������⣬���ⷶΧΪȫ�������������δ��������ڣ������Ϊ100%����������ѧ���ܼ�⣬���Ѹָ��ϰ帴�Ͻ���Ľ�ϼ���ǿ�ȡ�����ǿ�ȡ������ʡ����ϸְ��������(���ı�����ѹ)��������(���ı�������)���顣������������ϸ��ս��У��������˺��ӹ�������ʵ�顣Ŀǰ���������ڼӹ��У��ȼӹ���ɺ�������б�ը���ؿ���ʵ�顣
REFERENCES
[1] ����һ, �ؾ���, ������, ��. ��ը�����Ĺ�����Ʒ�������Ӧ��[J]. ѹ������, 2000, 17(2): 39-41.
HU Ba-yi, BAI Jin-song, LIU Da-ming. The engineering design method of explosion-containment vessel and its application[J]. Pressure Vessel Technology, 2000, 17(2): 39-41.
[2] �� ��, �����ʯ(ND)������ʯī(NG)���Ʊ������Լ�Ӧ���о�[D]. ����:������ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ, 2006: 35.
WEN Chao. Preparation, characteristics and application of nanodiamond (ND) and nanographite (NG)[D]. Xi��an: School of Materials and Engineering, Xi��an Jiaotong University, 2006: 35.
[3] �� ��, ��־��, �ؽ���, ��. ������̨1 kgTNT�������ϰ屬ը���������[J]. ѹ������, 2002, 19(7): 12-14.
WEN Chao, JIN Zhi-hao, GUAN Jin-qing. Design of first explosion-containment vessel with 1kg TNT equivalent made of clad metal materials[J]. Pressure Vessel Technology, 2002, 19(7): 12-14.
[4] �»���, �����. ����ѹ�������ĺ���Ӧ���о�[J]. ������е, 1999, 29(3): 133-135.
CHEN Ji-guang, LI Gang-ling. Researches on the welding seam stress of pressure vessels of titanium[J]. Chemical Engineering & Machinery, 1999, 29(3): 133-135.
[5] ��ȫ��. �Ѹָ��ϰ����ں��������ʴ�����Ŀ���[J]. ����ҵ��չ, 2000(1): 27-28.
WU Quan-xing. Exploitation on anti-corrode technique of Ti clad steel Plate used to ocean buildings[J]. Titanium Industry Progress, 2000(1): 27-28.
[6] �� ͡. ��/�ָ��ϰ巴Ӧ��Ͳ��ĺ��ӹ���[J]. ���Ͽ�����Ӧ��, 2003, 18(2): 15-18.
WANG Ding. Weld ability and welding procedure of titanium clad steel plate for the manufacture of a reaction vessel[J]. Development and Application of Materials, 2003, 18(2): 15-18.
[7] ������, �� Ρ, ��ӭ��. �Ѹ��ϰ������豸������[J]. �纸��, 2003, 33(12):39-44.
REN Shi-hong, LI Wei, WANG Ying-jun. Manufacture of Ti clad steel pressure vessels[J]. Electric Welding Machine, 2003, 33(12): 39-44.
[8] Ѧ��ΰ, ������, �µ���. �Ѹָ��ϰ�ѹ������ǿ������й©��ԭ��������Բ�[J]. ��װ, 2005(5): 46-47.
XUE Hong-wei, LI Zeng-fu, CHEN Dao-can. Analysis and countermeasure on the leak reason of strength test of Ti clad steel late pressure vessels[J]. Installation, 2005(5): 46-47.
[9] ���Ƿ�, ��ʤ��. �̴Ѹ���Ͳ�Ѹָ��ϰ庸�ӹ���[J]. ���Ӽ���, 2007, 36(1): 27-28.
LIU Ya-fen, GAO Sheng-hua. Welding Technology on Ti clad steel Plate in inner funnel[J]. Welding Technology, 2007, 36(1): 27-28.
[10] �����. �Ѹֻ�Ͻṹ������������ʴʧЧԭ������[J]. ȫ�港ʴ����, 2007, 21(5): 4-7.
YU Cun-ye. The review and analysis of several failure in heat exchangers by titanium and steel mixed structure[J]. Total Corrosion Control, 2007, 21(5): 4-7.
[11] ��ΰ��. ���ڸ��ϲ��ϵ�ѹ�������о��뷢չ[J]. ��ѹװ�������켼��, 2007, 42(4): 9-12.
ZHANG Wei-can. Investigation and developing trends on pressure vessels based on composite material[J]. China Metal Forming Equipment & Manufacturing Technology, 2007, 42(4): 9-12.
[12] ��ʤ��, �� ͦ, �¶�Ⱥ. 5 kgTNT������ը����������[J]. ѹ������, 2004, 21(4): 33-36.
CAO Sheng-guang, SHU Ting, CHEN Dong-qun. Development of explosion-containment vessel with 5 kg TNT equivalent[J]. Pressure Vessel Technology, 2004, 21(4): 33-36.
[13] ������, �պ�÷, ����һ. С�����ܷⱬը���������[J]. ��е����ʦ, 2005, 21(11): 86-87.
LONG Jian-hua, SU Hong-mei, HU Ba-yi. Design of air-tight explosion-containment vessel with small TNT equivalent[J]. Mechanical Engineer, 2005, 21(11): 86-87.
[14] ������, ����һ. 100 g(TNT)��������ܷⱬը���������[J]. ��е, 2006, 23(2): 27-30.
LONG Jian-hua, HU Ba-yi. Design of air-tight explosion-containment vessel with 100 g TNT equivalent[J]. Machinery, 2006, 23(2): 27-30.
[15] C H Լ��ѷ, P A ��ɭ. ��ըҩ����ѧ[M]. ����: ������ҵ������, 1976: 212.
JOHANSSON C H, PERSSON P A. Detonics of high explosives[M]. Beijing: Defense Industry Press, 1976: 212.
[16] ������. �����Ѹָ��ϰ��豸�ӹ�����[J]. ѹ������, 2005, 22(10): 35-37.
HU Jing-hong. Manufacturing technique of large titanium clad steel plate equipment[J]. Pressure Vessel Technology, 2005, 22(10): 35-37.
(�༭ �� ��)
ͨ�����ߣ��ij����绰��029-84767141��E-mail��wenchao01@163.com
