
���±��: 1004-0609(2006)09-1551-07
��ձ�ѹ���������Ʊ����������SiCp/Al��
����
��־��, �� ��, �̳���, ������, ������, �� ��, ֣���
(�ϲ����չ�ҵѧԺ ���Ͽ�ѧ�빤��ѧԺ, �ϲ� 330034)
ժ Ҫ��
������ձ�ѹ���������Ʊ����������SiCp/Al���ϲ��ϡ� �������, ��ձ�ѹ���������������õ���������������, ����������ͼ�����Ĺ��������; ��ѹ��Ϊ0.6MPa�� ��ѹʱ��Ϊ15min���¶�Ϊ1073K��������, �ɹ�������ʵ�ѻ��ĵ�һ�ߴ�SiCp��������С����Ϊ17��m; ��32��m��SiCp����������ĸ��ϲ�����SiCp��������ﵽ��60%�� ��0.4~0.6MPa��1073K�������½���15min, ��������СSiCp�����ﵽ��10��m, ���������Ϊ56%�� ��OM�� SEM�� XRD��������, ��Һ������, �ڲ���֯����, �����ԵĿ������ӵ�����ȱ��, ��������Al4C3�����ɡ�
�ؼ���: ��ձ�ѹ������; SiCp/Al���ϲ���; �Ʊ�; ��������� ��ͼ�����: TB333
���ױ�ʶ��: A
Preparation of high volume fraction SiCp/Al composites by vacuum-adjustable pressure infiltration process
XU Zhi-feng, YU Huan, CAI Chang-chun, HU Mei-zhong,
YAN Qing-song, WAN Hong, ZHENG Yu-hui
(School of Materials Science and Engineering, Nanchang Institute of Aeronautical Technology, Nanchang 330034, China)
Abstract: The high volume fraction SiCp/Al composites were fabricated by vacuum-adjustable pressure infiltration process. The results show that infiltration and solidification are effectively promoted by vacuum-adjustable pressure infiltration process, which also avoids the gas and the inclusion binds. The preform of a single minimum SiC particle with size of 17��m and volume fractions of 58% is successful infiltrated under pressure of 0.6MPa, holding time of 15min and temperature of 1073K. In the meantime, SiCp particles with size of 32��m and volume fraction of 60% are obtained. Furthermore, the single SiC particles with size of 10��m and volume fractions of 56% was successful infiltrated for 15min under condition of 1073K and 0.4-0.6MPa. The analyses results by OM, SEM, XRD indicate that SiC particles are uniformly distributed in the aluminum matrix without casting defects, such as bubble, shrinkage, inclusion, and the brittle Al4C3 phase is not found in the interfacial region.
Key words: vacuum-adjustable pressure infiltration; SiCp/Al composites; preparation; high volume fraction
���������(50%~75%)̼���������ǿ�������ϲ��Ͽ���ͨ��������ǿ�庬���� ���Ͻ�ɷ֡� ��������ϲ��ϵ��ȴ���״̬�Բ�������������ѧ���ܽ��������[1-3], ���ֳ�������ijߴ��ȶ��Ժ����õĵ�����, ��һ����Ҫ�Ĺ��ܼ����ϲ��ϡ� ��Ƚϳɱ��ߵ�W/Cu�� Kovar�ȷ�װ�Ͻ�, ���������ĵͳɱ���Ч������, �����˵��ӷ�װ��������Ҫ��[4-8]��
������ѧ�߽������Ը��������SiCp/Al���ϲ��ϵ��Ʊ�����, ���ĩұ�� ��ѹ���취����ѹ������(LanxideTM)[9-15] �����˴���������о������� ����, ��ĩұ�����칤��ࡢ ���ո���, �����ɱ���, ���ܶ����Ա�֤, ������������, ������Ľṹ�ͳߴ�Ҳ������; ���ü�ѹ���취�Ʊ�ʱѹ������, Ԥ�������ײ�������, ͬʱ����������Χ�ܵ�����, ����ֱ�ӵõ�������״���㲿��; LanxideTM����ֻ���ںϽ��к�þ�͵������������²���ʵ�֡� ����, ����������Ҫ��һ������, �ײ�������ȱ��, ������ʱ�䳤, ��Щ����ʵ��Ӧ�ô��������ѡ� ���, ���������ϸСSiCp/Al���ϲ��ϵ��Ʊ�����һֱ���о��ѵ�, ���ںܶ�ؼ����Ʊ�����������Ҫ���, ������ҪѰ��һ����Ч�ȶ����Ʊ����ա�
���ѹ���������������õ�������, ѹ����������, �����ȼ���ǿ����������ߵ��ص�[15]�� ���������������ձ�ѹ�������Ʊ����������ϸСSiCp/Al���ϲ��ϵ��·���, �����˲�ͬSiC�������������ѹ����������ձ�ѹ��������ʵ���о�, ���ⶨ�˸÷��Ʊ���SiCp/Al���ϲ��ϵ��������, �����˺Ͻ���֯������ɡ�
1 ʵ��
��ǿ��Ϊ��ɫ�Ħ���SiC����(ԥ�빫˾����), ƽ�������ֱ�Ϊ10�� 17�� 21��32��m, ���ȴ���97%; SiC���������ڴ����н��и�����������Ȼ������Ԥ��������, ��������ˮ��ϴSiC������, ��������500��ʱ����1h, 900��ʱ����3h��
�����������ZL106�Ͻ�, ��Ͻ�ɷ�Ϊ: 7.0%~8.5%Si, 1.0%~2.0%Cu, 0.2%~0.6%Mg, 0.2%~0.6%Mn, AlΪ������
1.2.1 ���ѹ�������豸
ʵ��������Ƶ����ѹ�������豸, ���п���ϵͳ���ֲ��ò���������ģ������; ѹ�����¶ȵȹ��ղ������ڿ���, ����ʵ���ֳ���Զ�̵�ȫ���Զ����ơ� ����Ҫ�ļ���ָ��Ϊ��ն�С��1kPa, �ܷ��Ժ�, ������ѹ��1MPa, ����¶�1000�档 ʵ��װ����ͼ1��ʾ��
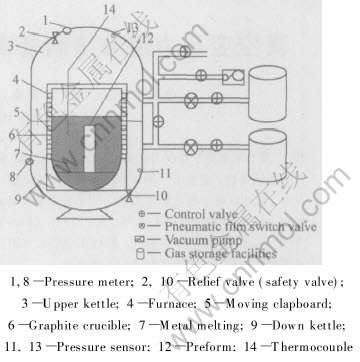
ͼ1 ���ѹ������װ��ʾ��ͼ
Fig.1 Schematic diagram of vacuum-pressure infiltration apparatus
�������ѹ���� жѹ������С������1kPa/s, ѹ��������0~1.0MPa���������, ��� жѹ����ƽ�ȡ� ������˫�ȵ�ż�ֱ��¯�źͽ���Һʵʱ����, �����¶ȵõ�ȫ����Ч����, �¶����Ϊ��5�档
1.2.2 ʵ�鷽��
ѡ��һ������ �����������SiCp�����ʵ�鷽���� �����������SiCpװ��ֱ��d20mm��Al2O3�մɹ���, ��ʵ, �γɸ߶�Ϊ45mm�ѻ��Ϳ��������; Ȼ�����ʯī������, ���������������Ͻ�, �ܷ�װ�ú�������1kPa����, ����������1073K, ��������������ѹ���ṩһ�����������, ����ѹ���ֱ�Ϊ��ֵ0.3�� 0.4�� 0.5��0.6MPa����0.3~0.5MPa��0.4~0.6MPa��Χ�ڵı�ѹ, ��ѹʱ��15min, ����������, ������¯��ȴ��
���õ¹�����PEA-124��ͼ������ǡ� ����FEI��˾Quanta200��ɨ��羵�� �¹�Bruker D8advance��X������������Ƿֱ�۲�������ϲ��ϵĽ�����֯�� ����ṹ������ɡ� ���ð�����ԭ��, �õ��ӷ�����ƽ������ˮ������SiCp/Al���ϲ��ϵ��ܶȺ�SiCp��ǿ�����������
2 ��������
��Һ���ѹ������SiCpԤ���Ͷ���նȡ� �����¶ȡ� ѹ���ͱ�ѹʱ��ȹ��ղ��������С� ����, ��ն�Խ��, �����������γɵķ�ѹ��ԽС, ������������; �������¶�Խ��, ����Һճ��ԽС, Խ�����������Ľ���, �������¶ȶԽ��淴ӦӰ������, һ��Ҫ�����ڽϵ͵��¶������½���; �ڽ���������, ���ٱ���ʱ��ͽ��ͽ����¶�, ��һ���̶��Ͽɼ�����淴Ӧ�� SiCp�ߴ�ԽС, ��ѻ��Ķ�����϶�ߴ�ҲԽС, ����Ӧ��ճ�������ͽ���Һǰ�صĸ���ѹ����Խ��, ��Һ��������Խ���ѡ� ��������Һ�ľ�ˮѹͷ, �����ѹ����ѹ��������Ҫ��ʱ, �Ͻ�Һ��SiCԤ��������Ǻ����ѵġ�
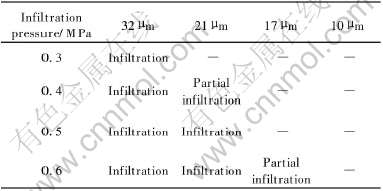
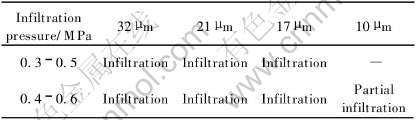
�ۺϿ��Ǹ����ղ���������, ѡ����ն�С��1kPa�� �����¶�1073K�� ��ѹ15min��������, �Կ��������ֱ�Ϊ10�� 17�� 21��32��m��SiCp���������˱�ѹ�������Ľ���ʵ��, ʵ�������1���С� �ɱ�1�ɿ���, ��ѹ��Ϊ0.3MPa������, 32��m��SiCp�������ȫ��, 10�� 17��21��m��SiCp���������ȫ���ܽ���; ѹ��Ϊ0.4MPaʱ, ���ֽ�����21��m��SiCp�����; ѹ��Ϊ0.5MPaʱ, 21��m��SiCp�������ȫ��; ѹ���ﵽ0.6MPaʱ, 17��m��SiCp����岿�ֽ���, ��10��m��SiCp����嶼���ܽ�����
��1 ��ͬ����SiCp�ں���պ��¶�ʱ��ͬѹ���µĽ������
Table 1 Infiltration results of SiCp with different diameters under different pressures at constant vacuum and temperature
SiCp�ѻ����Ǿ���Ķ����, ����[16]���о�����, ����������ѻ��Ķ�����Ч��϶�뾶r������뾶R�������й�ϵ:
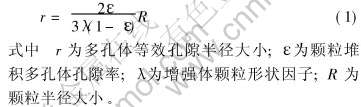
�ѻ����۱���[17], ��״����Ŀ����ѻ���, ������ܺ����ɵ����з�ʽ�Ŀ�϶�ʷֱ�Ϊ25.96%��47.6%, �м����з�ʽ�Ŀ�϶�ʽ���25.96%~47.6%֮�䡣 ����ʽ(1), SiCp����Ϊ10�� 17�� 21��32��m�Ķ�����϶�ĵ�Ч������ֵ�ֱ�Ϊ1.7~4.3, 2.9~7.3, 3.5~9.0, 5.4~13.8��m�� ��һ�����Lee ��[18]����ͬһ�ֳߴ��������Ҳ��һ�µġ�
���������������, ȥ����SiCp����������������ʱ, Ҳ�ɺ��Կ�����϶�е�������ѹ��������ķ�ѹ��, ����������Ӱ��Һ̬����������Ҫ���ء� ����һ���Ľ���Һ����ǿ�����, ����������Һ���ʪ�ǦȾ�Ϊ��ֵ, ����ʪ�Ǵ���90��, ëϸ����Ϊ����, ëϸ������Fc��Young-Laplace����ȷ��:
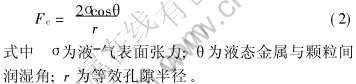
��Һ����ա� 1073K�������ܷ����SiCp�����, ��Ҫ����ԱȽ���Һ�����ëϸ����������ʩ�ӵĽ���ѹ����С�� �����ڽ����DZ���������������, �������ȫ������ëϸ������С; ëϸ����Խ��, ���ٽ����ѹ��F��Խ��, ���ݽ�����ѹ��ֵ���Գ����жϽ��������ܷ���С� �ڽ����¶�1073K��, ��æ�lgΪ842~831mN/m[19], Al-SiCϵͳ��ʪ�Ǧ�Ϊ153�㡣 ��ѹ��FcΪ0.6MPaʱ, �ɽ�����SiC����������϶��С����С���ۼ���ֵԼΪ5.0��m��
����ǰ���������SiCp����Ϊ10�� 17�� 21��32��m�Ķ�����϶�ĵ�Ч��ֵ, ʵ��������SiCp����״����, SiC����ëϸ��϶ͨ����ֱ���Ĵ�СҲ�Ƕ����ӵ�, �ڳ�ֿ��ǵ�������״�Ϳռ�ֲ�״����Ӱ��, ��һ��״��ϸСSiCp�����ѻ���Ŀ�϶��һ�����37.9%����[17], �ɴ�������ĵ�Ч��r��ƫ����ֵ�� �������ѹ������0.6MPaʱ, �����ж�32��21��m��SiCp������ȫ��, ��17��m��SiCp�����ֽ���, 10��m��SiCp����ȫ���ܹ�����, �����1��ʵ����Ҳ���������
ʵ������ºϽ�Һ���������еľֲ����������Ǽ�Ϊ���ӵġ� ������, ��SiCp�������խ������, ����Ͻ�Һ������������Ӱ����Ժ���, ����ѹ���ǵȷ��ݵ�, ����Ͻ�Һ��ǰ�������ͨ������ı仯���任���� �ֲ����������������۵���������ʼ����һ�µ�; �����ڿ�϶�����������ͨ��, �Ͻ�Һ�����������в��Ϸ��������� �ۺ�, ʹ�ø�������ͨ�����ͨ, �γɺϽ�����������, ����ͨ������ѹ����ʹ�úϽ�Һ����, �ں��ʵ���նȡ� �����¶�������, ֻҪ����ѹ�����ڱ�������, ��϶�������, �Ӷ���֤��������˳�����С� ���ڽ���Һʵ������������, ���������������谭����Һ������Ωһ����, ���Ͻ�Һ������Ҫ�˷�ճ��������Ħ����, ��Ҫ�˷����Ͻ�Һ�������ʱ�Ĺ�������, �⼸������Ҳ���谭����Һ��Ԥ���Ϳ�϶����, ��ʹ������F���������, �Կ��ܴ��ڲ��ֽ�������ֵ�����
����, ���ſ��������ı�С, �غϽ�Һ��������ͨ���ߴ��խ, ��ͨ����խλ���ܵ���������������������Լ��, �Ͻ�Һ�Ľ���Խ������, ��������ʩ�Ӹ����ѹ���Dz���ʵ�ġ� ���ҽ���ѹ������, ������������ı��ο��ѵ����⡣ ��Ȼ�ѻ���SiCp������ڹ��ߵ�ѹ����ʹ��ԭ���������е�SiCp�����仯, �������ڿ����ļ�϶���, SiCp��ɢ��ò�����, ͬʱ�����ѹ�������豸��Ҫ��Ҳ����, ��˲���ȡ�ġ�
�ڲ������ѹ������SiCp�����Ļ�����, ��������ձ�ѹ������ʵ��, ��ʵ�������2���С�
��2 ��ͬ����SiCp�ں���պ��¶��Լ���ͬ����ѹ���µĽ������
Table 2 Infiltration results of SiCp with different diameters under different pulsed pressures at constant vacuum and temperature
��ͳ�����ѹ���������������ǺϽ�Һ������������, �˷�ëϸ�����������ö����뵽�����ġ� �������ѹ������ëϸ������, ����˳������; ��֮, ���ܽ����� ����2��ʵ������0.4~0.6MPa��Χ�ڵı�ѹ��, ��Һ����������10��m SiCp�Ķ�����ڡ� ������, ������Ϊ: һ����, ��ʵ�ʽ���������, ���ڿ�����������ͬ�����Ԥ��ʵ�ȴ���һ���IJ���, ������϶����һ���� �ڼ�϶��Խϴ�ĵط�, r�ϴ�, Fc����, ����Һ�����������Ԥ�����ڽϴ�Ŀ�϶, �������ٶȽϿ�; ����϶��С�ĵط�, ����Ѷȴ�, �������Ԥ���͵Ĵ��϶������, ����ѹ��һ�����, ����ʵ�ֽ�һ�����, �ھֲ���϶�뾶ƫС������, �������ѡ� Һ��ǰ�����������Է�ƽ����ķ�ʽ��ǰ�ƽ�, �����������γɵĶ�̬ƽ����û�����������ú��ѱ�����; ����ѹ��������ʽ��ѹ����ʽ�������ʱ, �Ͻ�Һ�ij������ϻ���Ծ, ������ԭ�еĶ�̬ƽ��, ����ͻ�ƽ�С�״��ı����������谭, ��϶�ڲ����Ա����, �����������̵�����������ƽ�������ġ�
��һ����, �ڳ����̶���ѹ��������, ���Ͻ���Һ�������ƽ��, ��Һ���ܵ����ڴ�ֱ����Ľ���ѹ��, ��Һ�����ε�ѹ��SiCp�ı����ϡ� ����0.4~0.6MPa��Χ�ڵı�ѹ��, ���ڽ���ѹ��ʱ��ʱ��, ����˽���Һһ���̶ȵز���, ��������Ľ���Һ�ڲ�ͬ�������ѹ��; ��ϸС�Ŀ����ڶѻ������´��ڴ���ЧӦ, SiCpԽС, ����֮��Ĵ���ЧӦ��Խ����, ���Ŷѻ��Ķ����SiCp�ܲ���ѹ������������ȡ��ı�, �Ͻ�Һ��ѹ�����ö����ǿ�м������ڿ������������С�����뾶Ҫ������� ��һ���̷������ϵؽ���, �Ӷ�������Һ������, ������ɲ��ֽ�����
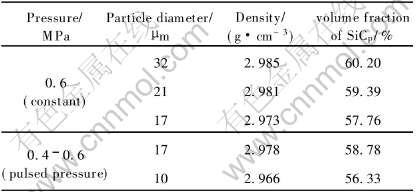
���ݻ������Ͻ�SiC�������ܶȼ���SiC�������������, ����, SiC�������ܶ�ȡ3.18g/cm3, ZL106�Ͻ���ܶ�ȡ2.69g/cm3 , �Ʊ���SiCp/Al���ϲ��ϵ��ܶȺ�����������3���С�
��3 ���ѹ������SiCp/Al���ϲ��ϵ��ܶȼ�SiCp�������������
Table 3 Density of SiCp/Al composites and volume fraction of SiCp
��Һ����ա� ���º�ѹ��������������ѹ������������, ���ھ������õ���������������, ����������ͼ�����ȵĹ�������, �����Ƚ���ѹ�����Ʊ�����, �Ʊ���SiCp/Al���ϲ����ڲ���֯����, ���ܶȸ�, SiCp��ǿ�������������ϸߡ�
���ѹ����������ձ�ѹ�����Ƶõļ��ֵ���SiCp/Al���ϲ����ڹ�ѧ�����µ�����֯��ͼ2��3��ʾ�� ����, SiC�����ʰ���ɫ, ���Ͻ����ʰ�ɫ�� ͼ2��ʾΪSiCp/Al���ϲ�����0.6MPaѹ���½����Ĺ⾵��Ƭ�� ͼ3��ʾΪSiCp/Al���ϲ�����0.4~0.6MPa����ʽ��ѹ�����½����Ĺ⾵��Ƭ�� ����, ��ͼ2(a)�� (b)��ͼ3(a)�п��Կ���, SiCp/Al���ϲ�����AlҺ������, ��SiC�����ʾ�������ֲ��� ����ZL106�Ͻ���0.4~0.6MPa ����ʽ��ѹ�����������Ŀ�����϶֮��; �����Ե����ס� ��������ȱ��, ��֯���ܡ� ����ͼ2(c)��3(b)��, ���ڽ�������ȫ, �������ԵĿ������ӵ�����ȱ��, �Ҿֲ�����SiC������ɢ�ʲ����ȷֲ���
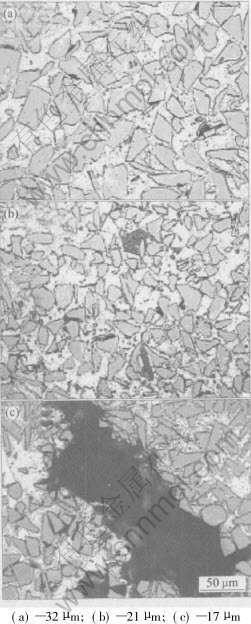
ͼ2 0.6MPaѹ����SiCp/Al���ϲ��ϵĹ⾵��Ƭ
Fig.2 Optical micrographs of SiCp/Al composites under pressure of 0.6Mpa

ͼ3 0.4~0.6MPa����ѹ��������SiCp/Al���ϲ��ϵĹ⾵��Ƭ
Fig.3 Optical micrographs of SiCp/Al composites under pulsed pressure of 0.4-0.6MPa
��ɨ��羵�¹۲�0.4~0.6MPa����ѹ��������SiCp/Al���ϲ��ϵĽ��������ͼ4��ʾ�� ��ͼ4�ɿ���, ��SiCp/Al���ϲ�����, SiC������Al����Ľ�������, �����Կ������ӵ�ȱ�ݡ�
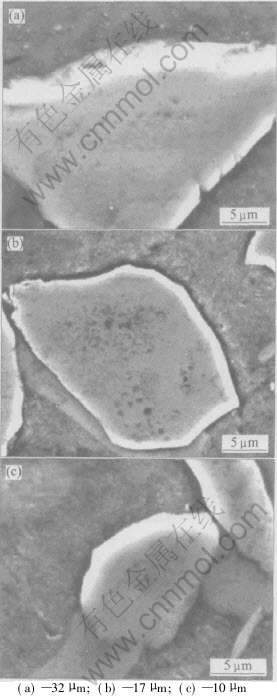
ͼ4 0.4~0.6MPa����ѹ��������SiCp/Al���ϲ��ϵ�SEM��
Fig.4 SEM images of SiCp/Al interface under pulsed pressure of 0.4-0.6MPa
�ɱ�3�ɷ���: ����ֱ��Ϊ32��m��SiCp����������, 21��m�Ĵ�֮�� ��ͼ2(a)��(b)Ҳ�ɿ���, �������зֲ�����, ���Ϳն�������ȱ�ݽ��١� ����Ҫ���������ǵĽ���������Խ�С, ��Һ����֡� ����ֱ��Ϊ17��m��SiC���ڿ�����϶���ڲ��ּ�϶С�����ܽ�������С��, ��Һ���ܽ���, �γ�����ͼ2(c)��ʾ�������ֲ��ն���ȱ�ݡ� ������ֱ��Ϊ10��m��SiCp���������С�� ����Ҫ����������SiCp�����ߴ�ļ�С, ������ĽӴ����������, �ȱ��������Ҳ����ζ�ſ������Ħ��������������, ��ͬ���Ľ���������, SiCpԤ���;����ڵõ�ͬ�������ܶ�, ������ֱ���ļ�С, ʹ�ø��ϲ��ϵ�SiC���������С��
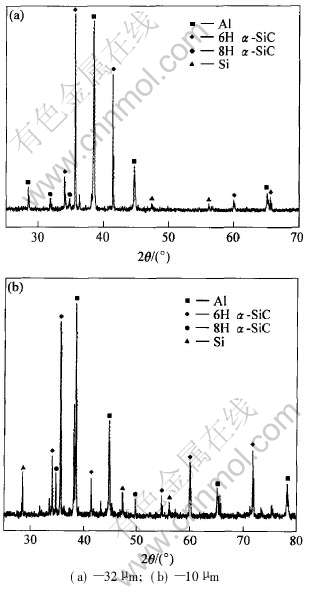
SiCp/Al���ϲ��ϵ�X����������������ͼ5��ʾ�� ��ͼ5�ɼ�, ��ͬ������С��SiCp(32��m��10��m)�ĸ��ϲ��϶����ɦ�-SiC�� Al�����������Si����ɡ� ����, ��-SiC������2��6H�� 8H�ڲ��ṹ��ͬ�Ħ�-SiC����, ���Գ���ת������ͬ, �����ṹ������ͬ; ͬʱ, ��û�з���Һ̬�����г����Ĵ�����Al4C3���ɡ�
���淴Ӧ��ʽ��Ҫ���ܽ�-��ɢ���ƿ���Ӱ��, �Ӵ�ʱ��Խ��, �����¶�Խ��, ��ɢ�������Ԫ�ؾ�Խ��, ��Ӧ�̶�Ҳ��Խ�� �������С��1kPa�� �¶�1073K�� ��ѹʱ��15min�Ľ�������������, SiC�����������������Һʵ�ʽӴ���ʱ��϶�, ���������еĽ��淴Ӧ�õ��ܴ�̶��ϵ�����, �����˴�����Al4C3���ɡ�
ͼ5 SiCp/Al���ϲ��ϵ�X����������
Fig.5 XRD patterns of SiCp/Al composites
3 ����
1) ����ն�С��1kPa, ѹ��0.6MPa, �¶�1073K, ��ѹ15min��������, �ɹ���SiCp��������С����ֱ��Ϊ17��m, �Ʊ�����SiCp�������Ϊ58%��SiCp/Al���ϲ���, ����SiCpֱ��Ϊ32��mʱ, SiCp�������Ϊ60%��
2) ����ն�С��1kPa, 0.4~0.6MPa����ʽѹ������15min, �¶�1073K������, �ɹ���SiCp��������С����ֱ��Ϊ10��m, �Ʊ�����SiCp�������Ϊ56%��SiCp/Al���ϲ��ϡ�
3) ����Һ����ա� ���º�ѹ������������, ��һ��ѹ������������, ��˾������õ���������������, ����������ͼ�����ȹ��������, �����ƽ�������ǿ��Ľ��������, �ڲ���֯����, ��ձ�ѹ�����������Ʊ���SiCp/Al���ϲ��Ͽ����ֲ�����, ����������, û��Һ̬�����г���������Al4C3���ɡ�
REFERENCES
[1]Hung N P, Lim C S, Ho Y K, et al. Cumulative creep and hot isostatic pressing of particle-reinforced metal matrix composites[J]. Journal of Materials Processing Technology, 2000,101(1): 104-109.
[2]Shim Y, Levine L E, Fields R J. Optimal concentration of SiC in SiC/Al composites experiment and percolation theory prediction of lower and upper bounds[J]. Physic A , 2005, 348: 1-15.
[3]Shorowordi K M, Laoui T, Haseeb A S M A, et al. Microstructure and interface characteristics of B4C, SiC and Al2O3 reinforced Al matrix composites: a comparative study[J]. Journal of Materials Processing Technology, 2003,142: 738-743.
[4]Demir A, Altinkok N. Effect of gas pressure infiltration on microstructure and bending strength of porous Al2O3/SiC-reinforced aluminium matrix composites[J]. Composites Science and Technology, 2004, 64: 2067-2074.
[5]Ye H, Pujar V V, Padture N P. Coarsening in liquid-phase-sintered ��-SiC[J]. Acta Mater, 1999, 47(2): 481-487.
[6]Angers R, Krishnadev M R, Tremblay R, et al. Characterization of SiCp:2024 aluminum alloy compo-sites prepared by mechanical processing in a low energy ball mill[J]. Mater Sci Eng A, 1999, 262: 9-15.
[7]Pech-Canul M I, Katz R N, Makhlouf M M. Optimum conditions for pressureless infiltration of SiCp preforms by aluminum alloys[J]. Journal of Materials Processing Technology, 2000,108(1): 68-77.
[8]Aguilar-Martl��nez J A, Pech-Canul M I, Rodr��guez-Reyes M, et al. Effect of processing parameters on the degree of infiltration of SiCp preforms by Al-Si-Mg alloys[J]. Materials Letters, 2003, 57(26-27): 4332- 4335.
[9]Shi Z L, Yang J M, Lee J C, et al. The interfacial characterization of oxidized SiC(p):2014 Al composites[J]. Mater Sci Eng A, 2001, 303: 46-53.
[10]QIN Zhen-kai, YU Jia-kang, ZHANG Xiao-yu. Infiltration kinetics of pressureless infiltration in SiCp/Al composites[J]. Trans Nonferrous Mat Soc China, 2005, 15(2): 371-374.
[11]��ǿ, �¹���, ���, ��. �����������SiC���������ϲ����Ʊ�������[J].�й���ɫ����ѧ��, 2003, 13(5): 1180-1183.
ZHANG Qiang, CHEN Guo-qin, WU Gao-hui, et al. Fabrication and property of SiCp/Al Composites with high content of SiCp[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1180-1183.
[12]Kwangjun E, Bong K S. Effect of rolling on the thermo-physical properties of SiCp/Al composites fabricated by plasma spraying[J]. Mater Sci Eng A, 2005, 395: 47-52.
[13]����, ����, ����, ��. ���������ϲ��ϵ��Է������Ʊ�����[J]. ���ϵ���, 2002, 16(1): 21-24.
BIAN Tao, PAN Yi, CUI Yan, et al. Fabricating metal composites by spontaneous infiltration technique[J]. Material Review, 2002, 16(1): 21-24.
[14]������, ����, ��ӱ��. ̼���������ǿ�������ϲ��ϵ���ѹ����Ӧ����̽��[J]. ���Ϲ���, 2001, 12: 3-6.
ZHANG Shao-qing, CUI Yan, SONG Ying-gang. Microstructural study of SiCp/Al composite prepared by pressureless infiltration[J]. Material Engineering, 2001, 12: 3-6.
[15]�ὣ, ��ѧ��, �Ź���. ���ѹ���������Ʊ�SiCp/A1���о�[J]. ���Ͽ�ѧ�빤��, 1995, 3(4): 6-10.
YU Jian, YU Xue-bin, ZHANG Guo-ding. Fabrication of Al-SiCp composites by vacuum-high pressure infiltration method[J]. Material Science and Technology, 1995, 3(4): 6-10.
[16]����, ���ɽ, ������, ��. ʯī/ͭ�����ϲ������Һ��������̶���ѧ�о�[J].������ҵ��ѧѧ��, 2004, 22(3): 296-300.
HU Rui, LI Jin-shan, BI Xiao-qin, et al. On exploring infiltration kinetics of copper metal in graphite porous preform under vacuum suction infiltration pressure[J]. Journal of Northwestern Polytechnical University, 2004, 22(3): 296-300.
[17]Bear J. �����������ѧ[M]. ���, �³�ϡ, ��. ����: �й�������ҵ������, 1983: 58-63.
Bear J. Porous Medium Hydrodynamics[M]. LI Jing-sheng, CHEN Chong-xi, transl. Beijing: China Architecture & Building Press,1983: 58-63.
[18]Lee H S, Hong S H. Pressure infiltration casting process and thermophysical properties of high volume fraction SiCp/Al metal matrix composites[J]. Materials Science and Technology, 2003, 19(8): 1057-1064.
[19]Hatch J E. Aluminum Properties and Physical Metallurgy[M]. 1st ed. Metals Park, OH: American Society for Metals, 1984: 15-16.
������Ŀ: ���ջ���������Ŀ(00H56009); ����ʡ���Ͽ�ѧ�빤���о����Ļ���������Ŀ(ZX200401011)
�ո�����: 2005-10-25; ������: 2006-06-22
ͨѶ����: ��־��, ������; �绰: 0791-8200583; E-mail: xu_zhf@163.com
[13]����, ����, ����, ��. ���������ϲ��ϵ��Է������Ʊ�����[J]. ���ϵ���, 2002, 16(1): 21-24.
[14]������, ����, ��ӱ��. ̼���������ǿ�������ϲ��ϵ���ѹ����Ӧ����̽��[J]. ���Ϲ���, 2001, 12: 3-6.
[15]�ὣ, ��ѧ��, �Ź���. ���ѹ���������Ʊ�SiCp/A1���о�[J]. ���Ͽ�ѧ�빤��, 1995, 3(4): 6-10.
[17]Bear J. �����������ѧ[M]. ���, �³�ϡ, ��. ����: �й�������ҵ������, 1983: 58-63.
