
���ػ�������ϵͳ�ɿ�������
�ȶ�ΰ������㣬��Ӣ֥����־�����±� ̄�֣ɺ
(���ִ�ѧ ��е��ѧ�빤��ѧԺ������ ������130022)
ժ Ҫ��
���ػ�������ϵͳ�ֳ���������Ϊ������������ػ�������ϵͳ���������٣����½�βʱ����ռ���رȽϴ���ص㣬Ϊ��߽�ģ��ȷ�ԣ����ù�����ʱ�䷨�����ݽ���Ԥ������ͨ���������ơ�d������γ̼���ȷ�����Ϲ��̷��Ӷ������������ֲ������ijЩ�������ϵ��ص㣬����ƽ���ȴη�����Ӱ��˿�����ȵ�ָ�꼴ƽ���״ι���ʱ�䡣�������ϵͳ�Ĺ����ص㣬�������Ϸ����ܹ��õ�����ȷ�Ŀɿ�������ָ�ꡣ
�ؼ��ʣ�
����ϵͳ��������ʱ�䷨��ƽ���״ι���ʱ�����γ̼�����
��ͼ����ţ�TG659��TB114.3 ���ױ�־�룺A ���±�ţ�1672-7207(2013)02-0540-06
Reliability evaluation of spindle system of CNC
GU Dongwei, SHEN Guixiang, ZHANG Yingzhi, WANG Zhiqiong, CHEN Bingkun, ZHENG Shan
(College of Mechanical Science and Engineering, Jilin University, Changchun 130022, China)
Abstract: On the basis of failure data gathered from forty spindle systems of CNC for evaluating the reliability of spindle system of CNC��because of few data of spindle system, resulting in a relatively large proportion censored time, it is difficult to evaluate, for enhancing the accuracy of the modeling, the total failure time method was used for data pre-processing, then a two-parameter Weibull distribution model which passed d test and Heteroscedasticity testing was established. Because some samples have no fault, mean rank order method was used to assess the impact on average customer satisfaction index��mean time to first failure. The results show that with the failure characteristics of the spindle system, using this method can get more accurate reliability evaluation.
Key words: spindle system; total fault time method; mean time to first failure; run test
����ϵͳ��Ϊ���ػ����Ĺؼ���ϵͳ��һ���������ϣ�����������������������ϵͳ�Ŀɿ��Զ����ػ��������ɿ��Ե�Ӱ���Ϊ����[1-2]�����̻���������ζ�������пɿ���������Ŀǰؽ����������⡣��ǰ������ϵͳ���о���Ҫ���������ᶯ̬����[3-5]�����[6-7]���Ȳ���[8-9]�����ܷ��棬�������������ϵͳ�ɿ��Խ����о������ػ�������ϵͳ�Ŀɿ������������滻�Ķ�ʱ��β���飬������Ͷ��ʹ�õ�ʱ�䲻ͬ���������ݳ��������β������[10]�����βμ���������ػ�������ϵͳ�϶࣬��β����Ҳ�϶࣬���кܶ�����ϵͳ������������û�з������ϣ����ԣ������õĹ������ݺ��٣��ڴ�����������߽�ģ��ȷ�Ժ���������ϵͳƽ���״ι���ʱ��һֱ�ǿɿ��������Ľ��㡣��������ͨ���Թ���ij�ͺ�����ϵͳ�����ֳ����ټ�¼�������ʵ�ɿ��Ĺ������ݡ��ڹ������ݵĻ����ϣ����ijЩ����û�������ϣ����½�βʱ����ռ�����ϴ���ص㣬���������ʱ��ĸ����ͨ��ƽ���ȴη�����С���˷����в������ƣ����ijЩ�����������ݵ����ԣ�Ϊ�õ�����ϵͳ��ƽ���״ι���ʱ�䣬����ƽ���ȴη��������״ι���ʱ�����������ͨ������2�ַ����ȿ��������ľ��Ⱥ��ٶȣ��ֿ����������ɿ������۵ľ�ȷ�ԡ�
1 �ɿ��Խ�ģ
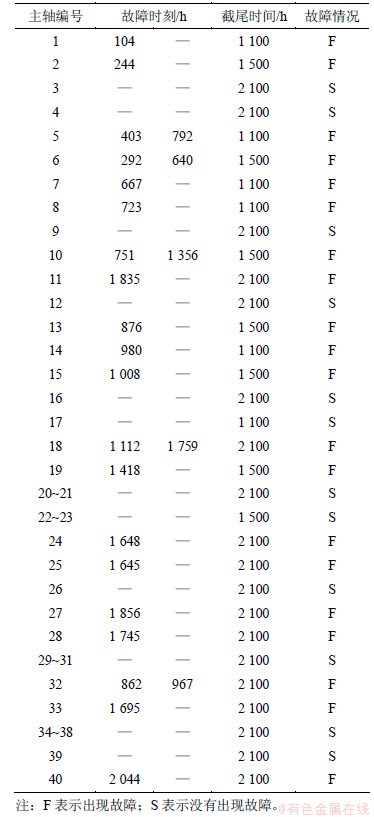
���40̨ij�ͺŹ������ػ�������ϵͳ�����ֳ���ʱ��β���飬��¼����ϵͳ�Ĺ��Ϸ���ʱ�䡣���ڿ��˵���ʼʱ�䲻ͬ������ϵͳ�Ŀ���ʱ����������β�����ԡ���������Ĺ������ݼ���1��
��1 ����ϵͳ�������ݱ�
Table 1 Failure data of spindle system
1.1 ������ʱ�䷨
Ϊ��ø��ߵ��������ȣ��������ϵͳ�������ݵ��ص㣬���IJ��ù�����ʱ�䷨��������Ԥ������������ʱ��ļ��㷽����ͼ1��ʾ[11]����3̨����ϵͳ���пɿ�������Ϊ����tksΪ��k��(k=1��2��3)����ϵͳ�����ֹʱ�䣬��������ʾ���ϵ㡣�����ϵ�Ĺ�����ʱ����㷽��Ϊ
 (1)
(1)
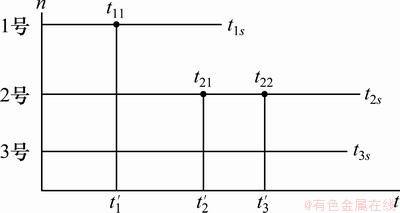
ͼ1 ������ʱ��ļ��㷽��
Fig.1 Calculation method of total fault time
1.2 ���ݴ�������������
��ÿ̨����ϵͳ�������ϵ�ʱ�䰴��С�����˳��������У���ͼ1��ʾ�ķ������������ʱ��tk�䣬����ϼ��ʱ���tiΪ
 (2)
(2)
�Դ��ڽ�β���ݵ��������ݽ��пɿ��Խ�ģ����Ҫ�������˳����������źš����ϼ��ʱ����ź�������[12]�е�ƽ���ȴη�����i���������ݵĹ���˳���ri�ļ��㹫ʽ���£�
 (3)
(3)
ʽ�У�n*=N+1��NΪ����������jΪN���������ݼ��Ͻ�β���ݺ�Ĵ�С��������˳��ţ�iΪN���������ݴ�С���������˳��š�
���ϼ��ʱ���F(t)����λ�Ƚ��м��㣺
 (4)
(4)
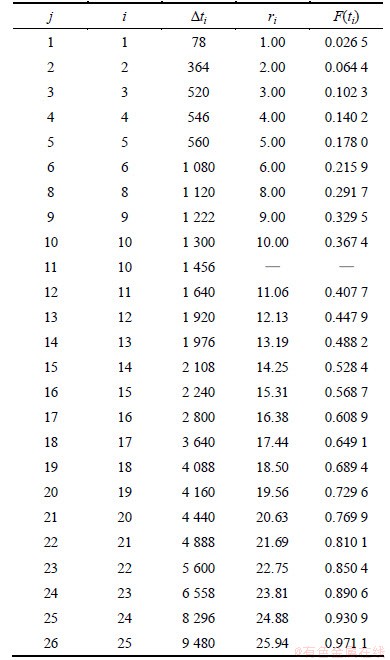
��ʽ(1)~(4)�Լ���1�е����ݼ���õ��Ĺ��ϼ��ʱ�䦤ti�;���ֲ�����F(ti)����2�������������������ݵ�ͳ�ƿ�֪������Ĺ��ϼ��ʱ������������ֲ�����ti������������ֽͼ(WPPͼ)��ͼ2��ʾ��
���������������ֲ��Ĺ�ʽΪ��
��2 ����ϵͳ�Ĺ���ʱ��ͳ�Ʊ�
Table 2 Failure time statistical of spindle system
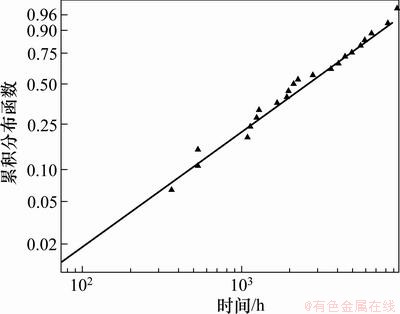
ͼ2 ��ti��WPPͼ
Fig.2 WPP of ��ti
 (5)
(5)
���ݱ�2�е����ݣ���������[13]����С���˷����������ֲ����в������Ƶõ�����״������=1.06���ߴ������=3 124��
1.3 ����Ŷȼ���
����С�������������ͨ������d���鷨���м��顣d���鷨�ǽ�n���������ݰ���С����Ĵ������У����ݼ���ķֲ�������ÿ�����ݶ�Ӧ��F0(xi)�������뾭��ֲ�����Fn(xi)���бȽϣ��õ�����ͳ����Dn�Ĺ۲�ֵ���£�
 (6)
(6)
ʽ�У�Dn,��Ϊ�ٽ�ֵ������=0.1ʱ�� ��F0(x)Ϊԭ����ֲ�������Fn(x)Ϊ����Ϊn�ľ���ֲ���������Dn���ٽ�ֵDn,�����бȽϣ�����������Dn,����Dn�������ԭ���裬���ܾ�ԭ���衣ͨ���������ã�Dn,��=0.25��Dn=0.09������Dn,����Dn���ʽ���ԭ���裬��Ϊ���ͺ�����ϵͳ�Ĺ��ϼ��ʱ������������ֲ���
��F0(x)Ϊԭ����ֲ�������Fn(x)Ϊ����Ϊn�ľ���ֲ���������Dn���ٽ�ֵDn,�����бȽϣ�����������Dn,����Dn�������ԭ���裬���ܾ�ԭ���衣ͨ���������ã�Dn,��=0.25��Dn=0.09������Dn,����Dn���ʽ���ԭ���裬��Ϊ���ͺ�����ϵͳ�Ĺ��ϼ��ʱ������������ֲ���

1.4 �췽�����
Ϊ��֤�������ݷ����������ģ�ͣ����ĶԹ���ʱ�������ֵ�����γ̼��顣�ڽ����γ̼���֮ǰ���Ƚ��ܼ�����صĸ��
�γ̣��������־�����ͬ������������Ϊһ���γ̡�
�γ�����R����ʾ���γ����ķֲ�Ϊ��
 (7)
(7)
 (8)
(8)
 (9)
(9)
ʽ�У�RΪ�γ�����nΪ������0�ĸ�����mΪ������1�ĸ������γ̼���IJ������¡�
����1 ������ϼ��ʱ��ľ���ֲ����� ��F(t)�IJв�
��F(t)�IJв� ����ɵòв����±�iȡֵ���е�1�����С������ɽ�����λ�ȹ�ʽ
����ɵòв����±�iȡֵ���е�1�����С������ɽ�����λ�ȹ�ʽ ��á�
��á�
����2 ��ȡ����ֵ||��ͬʱ��||��������ݽ��������У���������е���λ����*=0.016��
����3 �������и���ȡ����ֵ��������ԭ���е�˳�䣬�����ľ���ֵ||ȥ����*��������ֵ||����*���Ϊ1�����ø�ֵ����||����*,��Ϊ0���Ϳɵ�һ����0��1��ɵ����С���������0��ʾ�ڸ�λ���ϵľ���ֵ||С����λ����*��1���ʾ�ڸ�λ���ϵ�||���ڦ�*����λ����*����||-��*�����ò���3���ж�ԭ����Եõ��γ����У�011011011001111110000000�����е��γ���Ϊ8����ʽ(7)��(8)����õ���
E(R)=13 var(R)=6.74
����4 �����н����γ̼��顣�۲����е��γ���R������������ݴ���ʽ(9)�õ���
Z����������N(0,1)�ֲ����ڸ���������ˮƽ��=0.01ʱ������̬�ֲ���[14]���Եõ��ٽ�ֵD=2.33����Ϊ|Z|��D�����ĵĹ������ݵ�����ͨ������γ̼��飬�������ݲ������췽�˵�����ù�����ʱ�䷨����С���˷���õIJ����Ͼ�ȷ��ͨ��������Ŷȼ�����췽����飬����ȷ��������ϵͳ�Ĺ��ϼ��ʱ����϶������������ֲ�����ֲ������Ϳɿ��Ⱥ������£�
������ϵͳ�Ŀɿ���������ͼ3��ʾ��
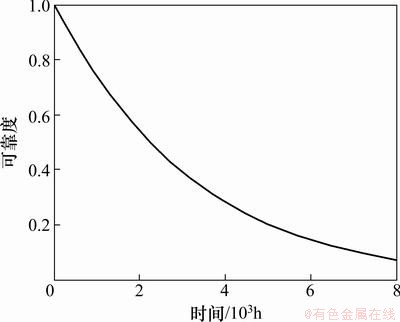
ͼ3 R(t)������
Fig.3 Curve of R(t)
2 ƽ���״ι���ʱ��
�״ι���ʱ���Dz�Ʒ�״ν������״ֱ̬���״ι��Ϸ������ܳ�������ʱ�䣬�ǹ˿�����ȵ�һ����Ҫָ�ꡣƽ���״ι���ʱ������������ϵͳ�״ι���״����һ���ɿ��������������൱�ڲ�����Ʒ����������[15]��ƽ���״ι���ʱ�伴�״ι���ǰʱ�������ֵ������MTTFF(Mean time to first failure)��ʾ���״ι���ʱ��Ŀɿ������۵�ʵ��������ϵͳ�����Ķ��������ۡ�
���ォ40̨����ϵͳ���״ι��Ϸ���ʱ�䰴��С���У����1��ʾ�����ֹ��ϵ���F��ʾ��û�г��ֹ��ϵ���S��ʾ����������ȿ��Բ��òд���ʷ�������Ҳ���Բ���ƽ���ȴη����������д���ʷ��������������ϴ���������ƽ���ȴη�������λ������������������С���������Կɿ��������г��ֵ������β���ԺͲ��������������ݵ��ص㣬���IJ���ƽ���ȴη�ȷ������ֲ��������������Իع�����������в������ƣ�����d���鷨��������Լ��飬ͨ���γ̼�������췽����顣
ƽ����������ʽ[16]Ϊ
 (10)
(10)
ƽ���ȹ�ʽΪ
 (11)
(11)
ʽ�У�AkΪ���ϲ�Ʒ��ƽ���ȴΣ�kΪ���ϲ�Ʒ��˳��ţ�Ak-1Ϊǰһ�����ϲ�Ʒ��ƽ���ȴΣ�A0=0��i*Ϊ���в�Ʒ������˳��ţ�������ʱ��Ĵ�С����
��ƽ���ȴδ�����λ�ȹ�ʽ�м����Ʒ�ľ���ֲ�������
 (12)
(12)
������ʽ(11)��(12)�����1��20̨���ֹ�������ϵͳ���״ι���ʱ���ƽ���ȴκ;���ֲ�������������3��ʾ��
���ݱ�3�����ݣ���������[13]����С���˷����������ֲ����в������Ƶõ�����=1.231����=2 906��
ͬ���������d������췽����顣����=0.1ʱ�� ��ͨ���������ã�Dn,��=0.27��Dn=0.06����ΪDn,����Dn���ʽ���ԭ���裬��Ϊ���ͺ�������״ι���ʱ������������ֲ�����������ķ����õ��γ�����Ϊ01001111000011000111���γ���Ϊ7����ʽ(7)~(9)�õ���
��ͨ���������ã�Dn,��=0.27��Dn=0.06����ΪDn,����Dn���ʽ���ԭ���裬��Ϊ���ͺ�������״ι���ʱ������������ֲ�����������ķ����õ��γ�����Ϊ01001111000011000111���γ���Ϊ7����ʽ(7)~(9)�õ��� ��
��
��3 ����ϵͳ�״ι���ʱ��ľ���ֲ�����
Table 3 MTTFF experience distribution function of spindle system

�ڸ���������ˮƽ��=0.01ʱ������̬�ֲ������Եõ��ٽ�ֵD=2.33����Ϊ|Z|��D���ʱ��ĵĹ������ݵ�����ͨ������γ̼��飬�������ݲ������췽�˵�����ô˷������ƵIJ����Ͼ�ȷ������ȷ��������ϵͳ�Ĺ��ϼ��ʱ����϶������������ֲ�����ֲ������Ϳɿ��Ⱥ������£�
��ƽ���״ι���ʱ��Ϊ
3 ����
(1) ��Կɿ��������г��ֵ������β���ԺͲ��������������ݵ��ص㣬���ù�����ʱ�䷨�������ݴ����Ϳɿ��Խ�ģ�����ַ�����������˽�β��Ϣ��ʹ�������ȸ��ߡ�
(2) ����ƽ���ȴη���������ϵͳ���״ι���ʱ��ģ�ͣ��������ϵͳ��ƽ���״ι���ʱ�䣬������ϵͳ�������ۺϵ��������ۡ�
(3) ͨ��������ϵͳ�Ŀɿ���������Ϊ����ϵͳ����Լ�����ϵͳ�ɿ��������ṩ�����ݡ�
�ο����ף�
[1] ������, ����. ���ػ����ɿ��Թ�������״�뼼����չ����[J]. �й�����ҵ��Ϣ��, 2008(8): 35-37.
JIA Yazhou, YANG Zhaojun. Home and abroad status for NC machine tool reliability and technology development strategy[J]. Manufacture Information Engineering of China, 2008(8): 35-37.
[2] Schwallie B. ���Ἴ�������ٽ���������ʡ��ɿ��ԡ����ܺ��������[J]. �������켼�����г�, 2004(2): 50-52.
Schwallie B. Advances in spindle technologies lead to increases in productivity reliability, performance and design life[J]. World Manufacturing Engineering & Market, 2004(2): 50-52.
[3] CHEN Dongju, FAN Jinwei, ZHANG Feihu. Dynamic and static characteristics of a hydrostatic spindle for machine tools[J]. Journal of Manufacturing Systems, 2012, 31(1): 26-33.
[4] Gagnol V, Le T P, Ray P. Modal identification of spindle-tool unit in high-speed machining[J]. Mechanical Systems and Signal Processing, 2011, 25(7): 2388-2398.
[5] Gagnol V, Bouzgarrou B C, Ray P, et al. Model-based chatter stability prediction for high-speed spindles[J]. International Journal of Machine Tools & Manufacture, 2007, 47(7/8): 1176-1186.
[6] LIN Chiwei, Tu J F. Model-based design of motorized spindle systems to improve dynamic performance at high speeds[J]. Journal of Manufacturing Process, 2007, 9(2): 94-108.
[7] JIANG Shuyun, MAO Hebing. Investigation of variable optimum preload for a machine tool spindle[J]. International Journal of Machine Tools & Manufacture, 2010(5): 19-28.
[8] WANG Yungcheng, KAO Mingche, CHANG Chungping. Investigation on the spindle thermal displacement and its compensation of precision cutter grinders[J]. Measurement, 2011, 44(6): 1183-1187.
[9] ZHAO Haitao, YANG Jianguo, SHEN Jinhua. Simulation of thermal behavior of a CNC machine tool spindle[J]. International Journal of Machine Tools & Manufacture, 2007, 47(6): 1003-1010.
[10] ��Ӣ֥, �����, ��d, ��. �����β���ػ����������������ֲ�ģ��[J].���ִ�ѧѧ��: ��ѧ��, 2009, 39(2): 378-381.
ZHANG Yingzhi, SHEN Guixiang, WU Su, et al. 3-parameter Weibull distribution for random truncated NC machine tool fault data[J]. Journal of Jilin University: Engineering and Technology Edition, 2009, 39(2): 378-381.
[11] ������. �����ɿ��Թ��̷���[M]. ����: ��е��ҵ������, 1991: 32-35.
WANG Binggang. Auto reliability engineering[M]. Beijing: China Machine Press, 1991: 32-35.
[12] ������, ������. �ɿ���ģ����Ӧ��[M]. ����: ��е��ҵ������, 1999: 24-27.
JIANG Renyan, ZUO Mingjian. Reliability model and application[M]. Beijing: China Machine Press, 1999: 24-27.
[13] ����. ���������س����ɿ��ԶԱȷ���[D]. ����: ���ִ�ѧ��е��ѧ�빤��ѧԺ, 2006: 11-13.
LI Yan. Domestic and foreign-made CNC lathe reliability contrast analysis[D]. Changchun: Jilin University. College of Mechanical Science and Engineering, 2006: 11-13.
[14] ��ʫ��, ������, ������. �ɿ���ͳ��[M]. ����: �ߵȽ���������, 2008: 416-417.
MAO Shisong, TANG Yincai, WANG Lingling. Reliability statistical[M]. Beijing: Higher Education Press, 2008: 416-417.
[15] ������, �ǽ���, ������. ���������̳������ֳ��ɿ��������ͳ�Ʒ���[J]. ����ũҵ��ѧѧ��, 2000, 31(3): 303-306.
AO Changlin, QIAO Jinyou, DAI Youzhong. Statistical analysis of the field credibility test under the situation of weibull process[J]. Journal of Northeast Agricultural University, 2000, 31(3): 303-306.
[16] �ع���. �ɿ������ݵ��ռ������[M]. ����: ������ҵ������, 1995: 44-47.
HE Guofang. Reliability data collection and analysis[M]. Beijing: National Defense Industrial Press, 1995: 44-47.
(�༭ ����ƽ)
�ո����ڣ�2012-01-12�������ڣ�2012-03-20
������Ŀ�����ҿƼ��ش�ר��(2010ZX04014-011)
ͨ�����ߣ���Ӣ֥(1970-)��Ů�����������ˣ���ʿ�������ڣ��������ػ����ɿ����о����绰��15843078763��E-mail��zhangyz@jlu.edu.cn
ժҪ����40̨ij�������ػ�������ϵͳ�ֳ���������Ϊ������������ػ�������ϵͳ���������٣����½�βʱ����ռ���رȽϴ���ص㣬Ϊ��߽�ģ��ȷ�ԣ����ù�����ʱ�䷨�����ݽ���Ԥ������ͨ���������ơ�d������γ̼���ȷ�����Ϲ��̷��Ӷ������������ֲ������ijЩ�������ϵ��ص㣬����ƽ���ȴη�����Ӱ��˿�����ȵ�ָ�꼴ƽ���״ι���ʱ�䡣�������ϵͳ�Ĺ����ص㣬�������Ϸ����ܹ��õ�����ȷ�Ŀɿ�������ָ�ꡣ
[1] ������, ����. ���ػ����ɿ��Թ�������״�뼼����չ����[J]. �й�����ҵ��Ϣ��, 2008(8): 35-37.
[2] Schwallie B. ���Ἴ�������ٽ���������ʡ��ɿ��ԡ����ܺ��������[J]. �������켼�����г�, 2004(2): 50-52.
[11] ������. �����ɿ��Թ��̷���[M]. ����: ��е��ҵ������, 1991: 32-35.
[12] ������, ������. �ɿ���ģ����Ӧ��[M]. ����: ��е��ҵ������, 1999: 24-27.
[13] ����. ���������س����ɿ��ԶԱȷ���[D]. ����: ���ִ�ѧ��е��ѧ�빤��ѧԺ, 2006: 11-13.
[14] ��ʫ��, ������, ������. �ɿ���ͳ��[M]. ����: �ߵȽ���������, 2008: 416-417.
[16] �ع���. �ɿ������ݵ��ռ������[M]. ����: ������ҵ������, 1995: 44-47.
