
�������ع��ݻ���������ģ
��ʱ�������£��ܽܣ����ᣬ���ɣ��
(�����ѧ ��е���������ص�ʵ���ң����죬400044)
ժ Ҫ��
���ݻ�����������빤���������ľ�����������ģ�ͣ����������ʵ����ϵͳ��������������¶ȵĹ�ϵʵ�飻�ڴ˻����ϣ�����ģ���������Ԫ���Իع鷨���������빤���������ľ�������ģ�ͣ�������ģ����ʵ�����ݽ��жԱȷ�������ʾ���ݻ��������ɣ��õ��������ӹ��¶ȱ仯���ߡ��о��������������������ۡ�ʵ�鼰����ģ��ֵ�Ƚϣ������������������5%����֤��������������ģ�͵���ȷ������Ч�ԣ�������������ģ�;��ȸߣ�ʵ���Լ�³����ǿ����Ϊ���ݻ������Ԥ�⡢���Ƽ�ʵʱ�����ṩ����ο���ָ����
�ؼ��ʣ�
�������ع��ݻ����������ģ����������Ԫ���Իع�������ģ����
��ͼ����ţ�TG61+2 ���ױ�־�룺A ���±�ţ�1672-7207(2011)10-3066-07
Modeling of thermal error compensation of large-scale numerical control gear hobbing machine
WANG Shi-long, YANG Yong, ZHOU Jie, KANG Ling, LEI Song, LI Chuan
(State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400044, China)
Abstract: A novel model of thermal error was proposed to calculate the centre distance of hob and workpiece spindle of large-scale numerical control (NC) gear hobbing machine, and then a set of experimental system was established for testing thermal error and temperature. Based on the above researches, the thermal error compensation model of the centre distance of hob and workpiece spindle of gear hobbing machine were set up by adopting the methods of fuzzy clustering and multi-linear regressions. In order to reveal the thermal error law of gear hobbing machine, the experimental data and thermal error compensation model were also studied after testing a certain type large-scale NC gear hobbing machine, obtaining the curve of relationship between thermal error and machining temperature ultimately. The average value of theory and error compensation model were compared with experimental data of thermal error of centre distance of hob and workpiece spindle of thermal balance of gear hobbing machine. The results show that the relative errors of the results are all lower than 5%. The analysis validates the effectiveness and validity of the novel theory model and the thermal error compensation model and indicates the high precision, good practicability and the robustness of the thermal error compensation model, which has great reference value and instructive significance for thermal error prediction , control and real time compensation on NC gear hobbing machine.
Key words: large-scale NC gear hobbing machine; thermal error; fuzzy clustering; multi-linear regressions; compensation model
�������ع��ݻ���Ҫ���ڼӹ��������硢���ռ�����������Ĵ��͡��߾��ȳ��֣����ߴ�ӹ�ʱ�䳤���ɱ��ߣ��������ߴ���ּӹ����ȳ�Ϊ��ע���㡣���ݻ��ɵ��������������Ħ�����������Դ���Ҹ��ӣ���ʱ��ӹ�ʹ���������������ȣ����´������������������Ҫ���������ȱ��Σ�����Ӱ����ּӹ�����[1-3]�����Ź��ݻ��ṹ��Ƽ����켼���IJ������ƣ��伸�����õ���Ч���ƣ���ʹ�����ȱ�����������ϴ�ռ������70%[4-6]��Ŀǰ�������ʵ��Ԥ�⡢���Ƽ�ʵʱ�����������ع��ݻ������ȱ�������ļӹ����(���¼�������)�ѳ�Ϊ��Ҫ�о�����[7-8]�������жԽ����߾��ȡ�ʵ�õ�������ģ���ǹؼ���������������ѧ��Ϊ�˵õ����ȸߡ�³����ǿ�Ļ�������ģ�ͣ�һ���潫�����硢ģ�����ơ��Ҷ����۵��˹����ܷ������ڻ�����ģ����һ���棬�ӽ�ģ�������֣�������߽�ģ���Զ���ģ�ȷ��������ģ�͵�³����[9-10]��Kim��[11]��������Ԫ���������˻�������˿��ϵͳ���¶ȳ�ģ�͡���Щ�о��Ի���������ģ�͵Ľ����������������ij��ԣ������ڴ����ݻ���������ԭ�������ӣ������¶ȱ������Ӱ�죬������һ��������Ժ���Ϲ�ϵ���ʽ��������۷����������߾��ȵ�������ģ���൱���ѣ���Ҳ�����á����ݻ��ӹ�������Ҫȡ���ڹ����빤���������ľ�λ�Ʊ仯�����������ľ��������ɣ��ǽ������ݻ�����ģ�͵Ĺؼ�����ˣ�Ϊ�˽�ʾ���ݻ��������ɼ�������ȷ��������ģ�ͣ������������ij�ͺŴ������ع��ݻ�����������빤���������ľ�����������ģ�ͻ����ϣ����������ʵ������ģ����ƽ̨��������������¶Ƚ���ʵ����ԡ���������ʵ������ϣ�����ģ�����෨���¶ȱ�����������ѡ�����ö�Ԫ���Իع鷨���������빤���������ľ�������ģ�͡����ͨ���Թ����빤���������ľ������ʵ�����ݵķ�������ʾ���ľ��������ɣ�Ϊ����֤���ľ���������ģ�ͼ��ع鲹��ģ�͵���ȷ������Ч�ԣ���ʵ�顢������ģ�ͼ��ع鲹��ģ�����ߵ��������з�����Ƚϡ�
1 �������ع��ݻ������빤���������ľ�����������ģ��
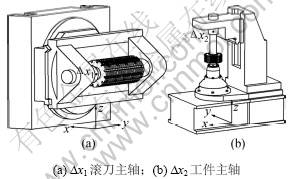
���ݻ��ڹ��������в����������������������������һ��������ɢ�������У�������ȱ���ȴҺ����������������Ҫ�������ա����ڹ��ݻ��ṹ���������Ȳ����ȣ����¶ȷֲ�����������¶��ݶȣ�ʹ���ȵĴ��������ȱ����쳤������������б�������ȱ��Σ���ɹ����빤���������ľ���仯������ӹ������(������ľ�������x����ij��ֳ������)������Ӱ����ּӹ����ȡ�ͼ1��ʾΪij�ͺŴ������ع��ݻ��ṹ��ͼ�����ȱ���ʾ��ͼ��ͼ2��ʾ��
����ͼ1��ͼ2���Դ������ع��ݻ������빤���������ľ������?x�����������ϸ�Ƶ�[12]���乫ʽΪ��
![]()

 (1)
(1)
ʽ�У�?x1Ϊ������������ȱ�������Ĺ�������λ��ƫ�?x2Ϊ������С�����ȱ�������Ĺ�������λ��ƫ���Ϊ��������������������ϵ����EΪ���ϵ���ģ����LiΪ������i�γ��ȣ�TiΪ�����������ĵ�i������ƽ���¶ȣ�T0Ϊ�����±����¶ȣ�HΪ�����߶ȣ�H3Ϊ�������봲���ϱ���߶ȣ�aΪ��������ȣ�bΪС������ȡ�
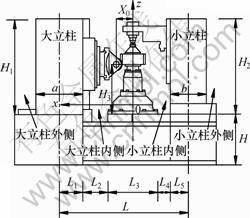
ͼ1 ij�ͺŴ������ع��ݻ��ṹ��ͼ
Fig.1 Structure of large-scale NC gear hobbing machine
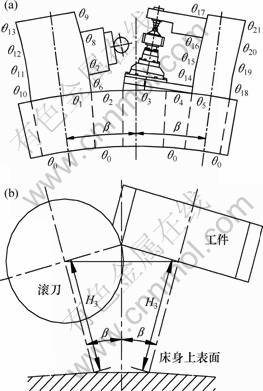
ͼ2 ij�������ع��ݻ��ȱ���ʾ��ͼ
Fig.2 Thermal deformation of large-scale gear hobbing machine
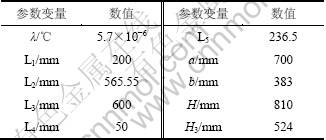
Ϊ���ڼ�������빤���������ľ����������ֵ����1������ͼ2��ij�ͺŵĴ������ع��ݻ����ֽṹ������
��1 ���ݻ��ṹ����
Table 1 Structural parameter of gear hobbing machine
2 ���ݻ���������¶Ȳ���ʵ��
2.1 ʵ��ԭ��
���ݻ������ʵ���У�������Ƭʽ�������¶ȴ����������������±��桢����������¶ȣ����ù�դλ�ƴ��в��������ϡ��¶˻�������������ᾶ��(x��)�ȱ���λ��(�����)��ʵ��ԭ����ͼ3��ʾ���¶���λ�Ʋ�������ͨ������RS232���ڵ��¶�Ѳ�������դ���Ա����вɼ�������C++���Կ��������ݲɼ�ϵͳ�������������Զ���ʾ�뱣�浽������С�

ͼ3 ���ع��ݻ������ʵ��ԭ��ͼ
Fig.3 Experiment principle of thermal error on NC gear hobbing machine
2.2 �����ʵ����������
Ϊʹ������ȷ���ڹ��ݻ�������µ�λ�ô�ͿĨ���ȹ�֬�����¶ȴ������������ȹ�֬�ϣ�����ԲƬ�������¶ȴ����������������ϸò��µ㴦����դλ�ƴ�������ͷ��x��ֱ����������λ���棬��װ�ڻ����ϵĴ�����������դλ�ƴ������̶���
2.3 ���ݻ���������¶�ʵ��ֵ
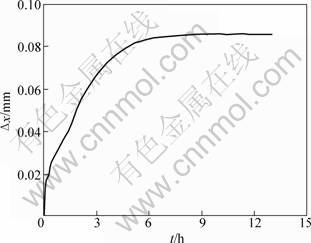
ʵ�黷���¶�Ϊ9.12 �棬�¶ȴ�����(�ͺ�Pt100)����Ϊ0.01 �棬λ�ƴ�����(�ͺ�TG105)����Ϊ0.1 mm��ͨ��ʵ�����¶�Ti(i=1������21)��Tmi(i=1������11)�������빤�����ᾶ������������Ĺ����빤�����������ֵ��ͣ����ù����빤���������ľ������ʵ��ֵ������ʵ�����ݽ϶࣬��ͼ4�������˹��ݻ������ʵ��������ֵ���ߣ�ͼ5�������˽�ģ�����¶�ʵ��ֵ���ߡ���ͼ4��ͼ5֪�����ݻ�����ͬת���£��ӹ�ͬһ��������������13 h�У���ǰ4.5 h�������빤���������ľ����������¶ȶ������ʱ������Ӷ����ٵ�������4.5~6.0 h�����߱仯��С������ƽ������ʱ��������������ƽ��״̬��6 h���ݻ����ﵽ��ƽ�⣬��ʱ��������¶�������ӹ�ʱ��ı仯������ֱ��״̬�������ֱ��ڻ�����ƽ��ĸ���ƽ��ֵ���������ұ仯���Ȳ�����ͼ5��֪�����������ľ���������۱仯������ʵ�ʱ仯������һ�µġ�
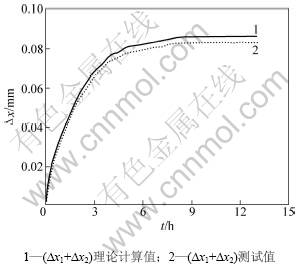
ͼ4 �����빤���������ľ�����������������������
Fig.4 Theory and testing data of thermal error of centre distance
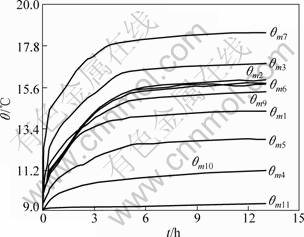
ͼ5 ���ݻ������¶ȱ仯����ͼ
Fig.5 Testing temperature of gear hobbing machine
3 ���ݻ������빤���������ľ�������ģ�͵Ľ���
3.1 �¶ȱ��������ѡ
��ij�������ع��ݻ�Ϊ�����ڻ����ؼ����Ȳ�λ����11���¶ȴ�����������Ϊ��m1����m2��������m11 (��ȴҺ)���ڹ��ݼӹ��У��������������Ӱ��ӹ����ȵ���Ҫ���أ��������ʵ������뽨ģ��Ҫ����x����դλ�ƴ������ڹ����빤�����ᾶ����λ����ͼ6��ʾ(ʵ��ֵ��ͼ4)�����ݻ����¶Ȳ�㲼����ͼ7~8��ʾ(ʵ��ֵ��ͼ5)��
ͼ6 �����빤�����ᾶ���ȱ���λ�Ʋ�㲼��ʾ��ͼ
Fig.6 Measuring point layout of thermal deformation displacement of hob and workpiece spindle

ͼ7 ���ݻ��¶Ȳ�㲼��ʾ��ͼ
Fig.7 Temperature points layout of gear hobbing machine

ͼ8 ���ݻ��¶Ȳ�㲼��ʾ��ͼ
Fig.8 Temperature points layout of gear hobbing machine
���ݻ��ṹ�����ȶ��ϸ��ӣ������¶ȷֲ�����ʹ����Դ���ֽ�����������������ģ�У������˶���¶ȴ��������������¶ȱ������Ӱ�����һ�����������Ϲ�ϵ���ή�Ͳ���ģ�;�ȷ�Ժ�³���ԡ���ˣ�Ϊ�˵õ���ȷ��³����ǿ��������ģ�ͣ���ģʱ���ȶ��¶ȱ������з�����ѡ���ٽ���ѡ���¶ȱ������ڽ�ģ����ģ�����෨ԭ��[12]�������¶ȱ����ֱ�������빤���������ľ�������������Է�������2�����¶ȱ���������������ϵ������Ĺ�Ϊһ�࣬Ȼ����ʵ�ʹ��������ϵ���ֱ��ÿ����ѡ�����ϵ�������¶ȱ�����Ϊ������������ÿ����ѡ�������¶ȱ������һ���¶ȱ�����������������ģ�����¶ȱ�����������������ľ����������ϵ�����㹫ʽΪ��
 (2)
(2)
����i=1��2������n��j=n-1��i��j��![]() ��
��![]() ��rTXΪ�¶ȱ��������������ϵ����
��rTXΪ�¶ȱ��������������ϵ����
��miΪ��i�������¶�(��)��![]() Ϊ�¶ȱ���ƽ��ֵ(��)��XiΪ������i������ֵ(mm)��
Ϊ�¶ȱ���ƽ��ֵ(��)��XiΪ������i������ֵ(mm)��![]() Ϊ�����ƽ��ֵ(mm)�������Ϸ����ɵø��¶ȱ�������mi�������?x�����ϵ��rTX���2��ʾ��
Ϊ�����ƽ��ֵ(mm)�������Ϸ����ɵø��¶ȱ�������mi�������?x�����ϵ��rTX���2��ʾ��
��2 �����빤���������ľ������?x(mm)���¶ȱ�����mi(��)���ϵ��rTX
Table 2 rTX variables between temperature and thermal error
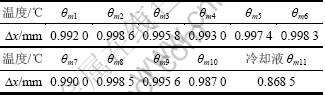
�ɾ��෨�����ϵ�����¶ȱ�����mi��Ϊ4�ࣺ{��m2 ��m5 ��m6 ��m8}��{��m1 ��m3 ��m4 ��m9}��{��m7 ��m10}��{��m11}���ٴӸ����зֱ�ѡ�����ϵ�����ı�����Ϊ�������ڽ�ģ�������빤���������ľྶ�������?x��ģ��ѡ�¶ȱ���Ϊ����m2����m3����m7�ͦ�m11(��ȴҺ)��
3.2 ��Ԫ�ع鷨����������ģ��
����ѡ���¶ȱ�����㣬���ö�Ԫ���Իع�-��С���˷����������빤���������ľ����������¶ȱ����IJ���ģ�͡����������ľ������?x����ѡ�¶��Ա�����m2����m3����m7����m11��������ϵ�����Եģ��ʿ�ͨ����Ԫ���Իع鷨��������¶ȱ���������1�������ϵ������?x��������Իع�ģ�͡�ÿ���¶��Ա���ͨ��ʵ��õ�k(k=1��2������n)�������۲����ݦ�m(k2)����m(k3)����m(k7)�ͦ�m(k11)�������������Է����飺
 (3)
(3)
�ɷ���ʽ(3)�ɵõ������빤���������ľ���������¶ȱ����Ķ�Ԫ���Իع���ѧģ��Ϊ��
X=TA+�� (4)
����
 ��
�� ��
�� ��
�� ��
��
�����У�A0��A1������A4Ϊ5�������Ƶ�����ع�������¶ȱ�����m2����m3����m7�ͦ�m11��k������������ͨ��ʵ�龫ȷ���������ģ���1����2��������k��k��������ҷ���ͬһ��̬�ֲ�k(0����)�����������
��a0��a1������a4�ֱ��ǿɹ�����A0��A1������A4����С���˹���ֵ����ع鷽��Ϊ��
![]() (5)
(5)
����С���˷�ԭ����֪��Ҫʹ����xk�Ĺ۲�ֵ�ﵽ��С�����У�
 (6)
(6)
��ʵ�������ÿ���¶���������k�������۲�ֵ����ʽ(6)������ع����a0��a1������a4���뷽��ʽ(5)����õ����ݻ������빤���������ľྶ����������¶ȱ�����IJ���ģ�ͷ���Ϊ��
![]()
![]() (7)
(7)
Ϊ����ֱ�۷�ӳ���ݻ������빤���������ľྶ��������ģ��������¶ȵĹ�ϵ��������(7)ת���ɹ����빤���������ľ�������ģ�����¶ȱ�����m2(���ϵ�����)�ķ���Ϊ��
![]()
![]() (8)
(8)
����![]() ��
��![]() ��
��![]() �������¶Ȳ���ֵ��ͨ����ѧȨ�ط�����ȷ����1����2����3��
�������¶Ȳ���ֵ��ͨ����ѧȨ�ط�����ȷ����1����2����3��
4 ���ݻ�������ģ�ͷ���
���ݹ��ݻ������빤���������ľ������ʵ�������벹��ģ��(7)���ɵ�������ģ�ͼ���ֵ��ʱ��Ĺ�ϵ���ߣ���ͼ9��ʾ���ɼ��������߱仯��������ݻ����¶ȡ������ʵ�鼰�������ݱ仯������ͬ��
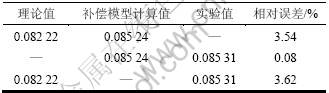
�ɱ�3��ͼ9��֪�����ݻ�����ƽ��ʱ�������빤���������ľ����������ƽ��ֵΪ0.082 22 mm������ģ�ͼ���ƽ��ֵΪ0.085 24 mm��ʵ��ƽ��ֵΪ0.085 31 mm�����������ֵ�벹��ģ��ֵ������Ϊ3.54%������ģ��ֵ��ʵ��ֵ������Ϊ0.08%������ֵ��ʵ��ֵ������Ϊ3.62%������������������5.00%��
�ɱ�3��֪�������빤���������ľ������ʵ��ֵ�������ۡ�����ģ�ͼ���ֵƫ�ߡ���ԭ��������ڹ��ݼӹ��У��������ӹ������¶ȡ����ܵ���ȴҺ�����ֵ���Ħ������������̨̨����ת�������ϸ�����Ħ�������ضԸ߾��ȹ�դλ�ƴ�������ͷ����Ӱ�졣������ģ�ͼ���ֵ������ֵƫ�ߵ�ԭ����Ҫ�ǣ������ʱ�����ӣ����ݻ��ϵĸ���������������켰����װ�õ�Ħ���Ȳ������ӣ�������±�����ƽ��ֵƫ�ߡ�������ģ�ͼ���ֵ������ֵ��ʵ��ֵ֮�䣬�����������ʱ��ı仯������ͬ��
����ʽ(8)�������¶ȣ��ɵù��ݻ������빤���������ľ�������ֵ���¶Ȧ�m2�Ĺ�ϵ���ߣ���ͼ10��ʾ����ͼ10��֪�������빤���������ľ�������ֵ������¶ȵ���������ϵ���������б��ԼΪ40���ҽӽ�ֱ�ߡ���������ֵ�����仯�����У�����������������ԭ�����ڹ��ݹ����У������������벿��Ħ����ʹʵ�������������������ݴ���һ��ƫ�����������ģ�����¶������������̳�������������ͼ10��֪�����¶Ȧ�m2ԼΪ9.5 ��ʱ�������빤���������ľʼ������������m2Լ15.75 ��ʱ��������ʼ������ƽ��Σ����������ƽ��ֵ0.085 24 mm�����������ڻ����ӹ�13 hʱ������m2���ӵ�Լ15.95 �棬���������ľ������ﵽ���ԼΪ0.085 76 mm���ڦ�m2ԼΪ9.5 ��ʱ�������빤���������ľ�ſ�ʼ����������ԭ����ҪΪ��һ���ڹ��ݼӹ����ڣ����������������¶��ݶȽ�С������������δ�����ȱ��λ��ȱ��λ���С���������������������뵶��֮����һ����϶��ཫ��С�����Ե��ȱ�����������ʹ�ù����빤���������ľ���������9.5 ��֮��û�����ȱ�����
ͼ9 �����빤���������ľ�������ֵ�仯����ͼ
Fig.9 Thermal error compensation of centre distance
��3 ���ݻ���ƽ��ʱ�Ĺ����빤���������ľ���������ۡ�����ģ����ʵ��ƽ��ֵ�Ƚ�
Table 3 Average value of theory and error compensating model compared with experimental data of thermal error mm
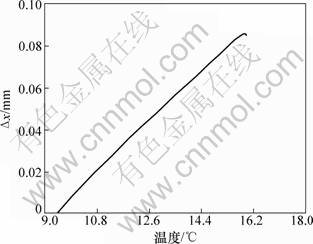
ͼ10 �������ľ�������ģ�����¶ȱ�����m2��ϵ����ͼ
Fig.10 Relationship between between temperature ��m2 and thermal error compensating model value of centre distance
�����Ϸ�����֪�������ݻ��ﵽ��ƽ������빤���������ľ����������ֵ������ģ�ͼ���ֵ��ʵ���ƽ��ֵ�����ߵ������������5.00%����֤������Ĺ����빤���������ľ���������ģ�ͼ���������ģ�͵���ȷ������Ч�ԣ�������������ģ�;��ȸߣ�³����ǿ������ʵ���ԣ���Ϊ���ݻ����ȱ���������ֳ�������Ԥ�⡢���Ƽ�ʵʱ�����ṩ����IJο���ָ����
5 ����
(1) ��Դ������ع��ݻ����ȱ�������ļӹ�������⣬��ij�ͺŴ������ع��ݻ�Ϊ��������˹����빤���������ľ���������ģ�͡���ģ�Ϳ�ֱ�Ӽ�������빤���������ľ�����Ϊ����֤��������ģ�ͣ���������������¶�ʵ����ϵͳ���������������������¶ȣ���ʾ�˹��ݻ��������ɡ�
(2) �ڹ��ݻ������������ʵ���о������ϣ�����ģ�����෨�Ի����¶Ȳ���������ѡ�����ö�Ԫ�ع鷨�����˹����빤���������ľ�������ģ�ͷ��̡��������Ƚ��������ľ���������ۡ�ʵ�鼰����ģ�ͼ����ƽ��ֵ���֣�����������������5%����֤������������ģ�͵���ȷ������Ч�ԣ������ò���ģ�;��ȸߣ�³����ǿ����Ϊ�������ع��ݻ��ӹ����ֵij��������Ԥ�⡢���Ƽ�ʵʱ�����ṩ�ο���ָ����
�ο����ף�
[1] WANG Hui, HUANG Qiang, YANG Hong. In-line statistical monitoring of machine tool thermal error through latent variable modeling[J]. Journal of Manufacturing Systems, 2006, 25(4): 279-292.
[2] KANG Yuan, CHANG Chuan-wei, HUANG Yuan-rue, et al. Modification of a neural network utilizing hybrid filters for the compensation of thermal deformation in machine tools[J]. International Journal of Machine Tools and Manufacture, 2007, 47(2): 376-387.
[3] XU Min, JIANG Shu-yun, CAI Ying. An improved thermal model for machine tool bearings[J]. International Journal of Machine Tools and manufacture, 2007, 47(1): 53-62.
[4] WU Hao, ZHANG Hong-tao, GUO Qian-jian, et al. Thermal error optimization modeling and real-time compensation on a CNC turning center[J]. Journal of Materials Processing Technology, 2008, 207(1/3): 172-179.
[5] ZHAO Hai-tao, YANG Jian-guo, SHEN Jin-hua. Simulation of thermal behavior of a CNC machine tool spindle[J]. International Journal of Machine Tools and Manufacture, 2007, 47(6): 1003-1010.
[6] Donmez M A, Hahn M H, Soons J A. A novel cooling system to reduce thermally-induced errors of machine tools[J]. CIRP Annals-Manufacturing Technology, 2007, 56(1): 521-524.
[7] Ӧ��, ���ӳ�. ���ͻ������ȱ��ο����о�[J]. ��е��ѧ�뼼��, 1998, 17(4): 623-625.
YING Ji, CHEN Zi-chen. Research on thermal deformation control methods of heavy-type machine tools[J]. Mechanical Science and Technology, 1998, 17(4): 623-625.
[8] NI Jun. CNC machine accuracy enhancement through real-time error compensation[J]. ASME Journal of Manufacturing Science and Engineering, 1997, 119(4): 717-725.
[9] Yang J G, Ren Y Q , Du Z C. Robust model and real-time compensation for the thermal error on a large number of CNC turning centers[J]. Key Engineering Materials, 2004, 25(26): 756-760.
[10] KANG Yuan, CHANG Chuan-wei, Huang Y R, et al. Modification of a neural network utilizing hybrid filters for the compensation of thermal deformation in machine tools[J]. International Journal of Machine Tool & Manufacture, 2007, 47(2): 376-387.
[11] Kim S K, Cho D W. Real time estimation of temperature distribution in a ball-screw system[J]. International Journal of Machine Tools and Manufacture, 1997, 37(4): 451-464.
[12] л����, ����ƽ. ģ����ѧ��������Ӧ��[M]. �人: ���пƼ���ѧ������, 2005.
XIE Ji-jian, LIU Chen-ping. Method and application of fuzzy mathematics[M]. Wuhan: Huazhong University of Science and Technology Press, 2005.
(�༭ �²ӻ�)
�ո����ڣ�2010-10-29�������ڣ�2010-12-28
������Ŀ�����ҿƼ��ش�ר��(2009ZX04001-081)�������пƼ����ؼƻ���Ŀ(XSTC2011AB3055)�����ҽܳ������ѧ����������Ŀ(50925518)
ͨ�����ߣ�����(1980-)���У��Ĵ������ˣ���ʿ�о��������»���һ�廯�����ؼ�����װ���Զ����о����绰��023-65106436��E-mail��yangycqu@163.com
ժҪ�����ij�������ع��ݻ�����������빤���������ľ�����������ģ�ͣ����������ʵ����ϵͳ��������������¶ȵĹ�ϵʵ�飻�ڴ˻����ϣ�����ģ���������Ԫ���Իع鷨���������빤���������ľ�������ģ�ͣ�������ģ����ʵ�����ݽ��жԱȷ�������ʾ���ݻ��������ɣ��õ��������ӹ��¶ȱ仯���ߡ��о��������������������ۡ�ʵ�鼰����ģ��ֵ�Ƚϣ������������������5%����֤��������������ģ�͵���ȷ������Ч�ԣ�������������ģ�;��ȸߣ�ʵ���Լ�³����ǿ����Ϊ���ݻ������Ԥ�⡢���Ƽ�ʵʱ�����ṩ����ο���ָ����
