

J. Cent. South Univ. (2020) 27: 231-241
DOI: https://doi.org/10.1007/s11771-020-4291-4

Investigation on high-volume fly ash pastes modified with micro-size metakaolin subjected to high temperatures
Alaa M RASHAD1, 2
1. Building Materials Research and Quality Control Institute, Housing & Building National Research Center (HBRC), Cairo 1770, Egypt;
2. Civil Engineering Department, College of engineering, Shaqra University, Dawadmi,Riyadh, Saudi Arabia
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2020
Abstract:
Portland cement (PC) containing high-volume fly ash (HVFA) is usually used to obtain economical and more sustainable merits, but these merits suffer from dramatically low compressive strength especially at early ages. In this work, the possibility of using micro-size metakaolin (MSK) particles to improve the compressive strength of HVFA paste before and after subjecting to high temperatures was studied. To produce HVFA paste, cement was partially substituted with 70% fly ash (FA), by weight. After that, FA was partially substituted with MSK at ratios fluctuating from 5% to 20% with an interval of 5%, by weight. The effect of MSK on the workability of HVFA mixture was measured. After curing, specimens were subjected to different high temperatures fluctuating from 400 to 1000 ��C with an interval of 200 ��C for 2 h. The results were analyzed by different techniques named X-ray diffraction (XRD), thermogravimetry (TGA) and scanning electron microscopy (SEM). The results showed that the incorporation of MSK particles into HVFA mixture exhibited a negative effect on the workability and a positive effect on the compressive strength before and after firing.
Key words:
Cite this article as:
Alaa M RASHAD. Investigation on high-volume fly ash pastes modified with micro-size metakaolin subjected to high temperatures [J]. Journal of Central South University, 2020, 27(1): 231-241.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-020-4291-41 Introduction
The manufacture and the demand of Portland cement (PC) are increasing in developing countries even though the production is associated with tremendous energy consumption and high environmental pollution. In 2012, the global cement production was around 3.8 Gt which emitted about 3.2 Gt of carbon dioxide. In three years, cement production has been risen to be over than 4.5 Gt associated with higher carbon dioxide emissions [1]. Additionally, SO2 and NOx are liberated from PC industry which can cause acid rain and greenhouse effect [2]. PC production not only destroys the environmental, but also is a highly energy-intensive manufacturing process due to the consumption of high amounts of fuels (pert coke and fossil fuel) [3]. In such a way, the production of PC requires extensive amounts of raw materials. One option to reduce energy as well as raw materials consumptions, mitigate greenhouse gas emission and increase the benefits of economic is to replace PC with a large amount of waste materials such as slag [4] and fly ash (FA) [2]. Recently, DE MATOS et al [5] claimed that the use of high-volume fly ash (HVFA) as a cement replacement in concretes resulted in CO2-eq intensities (kg CO2-eq/m3 of concrete) and CO2-eq emission (kg CO2-eq/m3 of concrete) up to 30% and 46% lower than the control, respectively.
FA is a by-product of coal-fired power plant. The potential use of FA as a cementitious material in concrete has been known since the start of last century. FA can be used in concrete as a substitution of cement at amounts fluctuated from 15% to 25%, by weight [6]. The incorporation of FA in the matrix has a positive effect on workability, compressive strength [7], drying shrinkage, fire resistance [8], sulfate resistance, alkali silicate reaction [9] and heat of hydration. Although FA is a valued cementitious admixture for cement and concrete, only 6% of the overall FA is used for this objective [10]. Thus, replacing cement with a large volume of FA is required. Partially substituting cement with HVFA has many advantages such as reducing CO2 emission, saving energy, saving natural materials and reducing the disposal of FA. Other advantages can be obtained by substituting cement with HVFA such as increasing workability, decreasing heat of hydration, increasing sulfate and acid resistance and reducing drying shrinkage. On the contrary, the incorporation of HVFA in the matrix prolonged setting time and dramatically decreased the compressive strength especially at early ages [2], increased pores and porosity [11-13] and reduced the carbonation resistance [14]. Because the carbonation is a main reason for corrosion of the steel bars in concrete, it is recommended to use HVFA in nonstructural elements such as plain concrete, plaster, tiles, interlock, or in reinforced concrete with suitable precautions or protections against carbonation.
Several methods have been conducted to increase the strength at early ages of HVFA matrix. These methods include adding other cementitious materials such as silica fume (SF) and metakaolin (MK), ultra-fine FA, nano particles, fibers and chemical activators [2]. Special curing conditions such as steam curing [15] and curing at temperature of 50 ��C [16] can be used to improve the properties of HVFA matrix. In fact, the behavior of cement blended with FA under the effect of high temperature has less attention than other properties. In such a way, some studies in this regard could contradict the others. TANYILDIZI et al [17], WANG et al [18] found higher compressive strength of concretes containing FA after exposure to high temperatures compared to the control. On the other side, PATHAK et al [19], UYSAL et al [20] and FU et al [21] found lower compressive strength of concretes containing FA after exposure to high temperatures compared to the control. Regarding to matrix containing HVFA, RASHAD [22-24] found lower compressive strength of concretes containing 70% FA after exposure to high temperatures up to 1000 ��C compared to the control. In that respect, NADEEM et al [25] found lower compressive strength of mortars containing 60% FA after exposure to 800 ��C compared to the control. On the contrary, AYDIN et al [26] found higher compressive strength of mortars containing 60% FA after exposure to 900 ��C compared to the control. These contradictory results open the door to conduct further investigations. HVFA system blended with MK is usually used to produce modified blends, of which WEI et al [27] found higher compressive strength at ages of 3, 7, 28 and 56 d of concretes containing HVFA (50%) by partially replacing cement with 5% MK. GUNEYISI et al [28] found lower workability, shorter setting time and higher compressive strength at ages of 1-28 d of mortars containing HVFA (60%) by partially replacing FA with 5%-15% MK. On the other hand, the effect of mirco-size metakalin (MSK) on the properties of HVFA system before and after exposure to high temperatures has not been addressed. Thus, this work focuses on the impact of different amounts of MSK on the workability as well as compressive strength before and after exposure of high temperatures of HVFA paste. Practically, cement was partially replaced with 70% of FA by weight, to produce HVFA mixture. Then, FA was partially replaced with MSK at levels of 5%, 10%, 15% and 20%, by weight. Flowability of all mixtures was evaluated. Compressive strength before and after firing was determined. The results were analyzed by different techniques named X-ray diffraction (XRD), thermogravimetry (TGA/DTG) and scanning electron microscopy (SEM). The obtained results add new data regarding to the behavior of HVFA paste modified with MSK under the effect of high temperatures.
2 Experimental
2.1 Materials
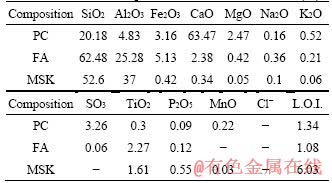
Commercial CEM1, 42.5N, conforming to the Egyptian Standard specifications (ES 4756-1/2007) was used as a binder material. Its Blaine surface area was 335 m2/kg, whilst its specific gravity was 3.15. The FA was delivered from dumping resulting from the combustion of pulverised coal in the coal fired furnaces. It was classified as a low calcium class F FA according to both of ASTM - C618 and Canadian Standards Association. Its Blaine specific surface area was 400 m2/kg, and its specific gravity was 2.4. The MSK particles were obtained by calcining micro-size kaolin particles at 850 ��C for 2 h [29] to allow the formation of amorphous glassy phases. Table 1 represents the sieve analysis of MSK. The chemical composition of cement, FA and MSK was determined by X-ray fluorescence (XRF) spectrometry analysis (Table 2). The mineral composition of the FA used in the current investigation is illustrated in Figure 1, whilst that of micro-size kaolin before and after calcination is illustrated in Figure 2.
Table 1 Sieve analysis of MSK (%)

Table 2 Chemical composition of PC, FA and MSK (%)
2.2 Mixture proportions
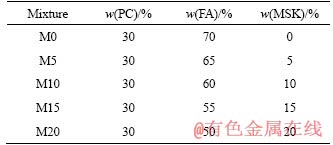
Five various mixtures have been prepared. The first one was set from 70% FA and 30% PC to prepare HVFA paste (free from MSK). This mixture was coded as M0. The other four mixtures have been prepared by partially substituting FA with different ratios of MSK ranging from 5% to 20% with an interval 5%, by weight. These mixtures were coded as M5, M10, M15 and M20, respectively. Constant water/binder ratio of 0.3 was used for all mixtures. Table 3 summarizes the proportion of mixtures.
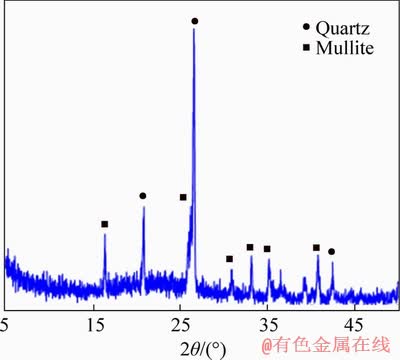
Figure 1 XRD pattern of FA
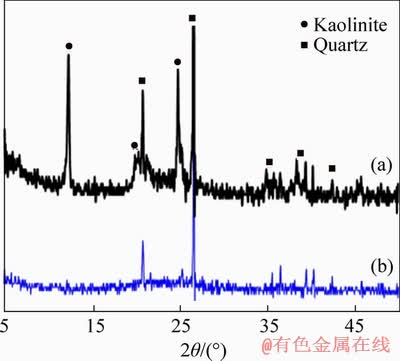
Figure 2 XRD patterns of raw micro-size kaolin (a) and micro-size MK (b)
Table 3 Detail of mixture proportions
2.3 Methods
The cementitious materials have been dry mixed for 4 min in electrical mechanical mixer with a constant speed of 80 r/min to obtain uniform mixing. Water has been added and mixed with the cementitious materials for additional 4 min, pursued by 2 min stopping period to clean any unmixed powders from the mixer paddle sides and adding them again to the bowl. The mixing has been continued for additional 4 min. The flow value of each mixture was determined according to ASTM C230-83, then the fresh paste has been cast into 20 mm molds (24 specimens/mixture). After casting, the molds have been vibrated for 1 min. Instantly after casting, the molds have been covered with plastic sheets to hinder water evaporation. Beyond 24 h from casting, the cubes have been demolded and cured in water at room temperature up to testing date.
The compressive strength has been measured at ages of 7, 28, 91 and 180 d according to ASTM C109/C109 M-16a. The cubes which were tested in compressive strength at age of 91 d named control or reference specimens. At this age, 12 cubes from each mixture have been moved to an especial furnace for drying at (105��1) ��C for a period of 24 h. Instantly after drying, the cube specimens have been subjected to high temperatures fluctuating from 400 to 1000 ��C with an interval of 200 ��C at a heating rate of 6.67 ��C/min and kept at each degree for 2 h. After finishing heating period, the specimens have been kept inside the furnace to gradually cool to room temperature to avoid thermal shock. Finally, the specimens have been tested under compression to obtain the remaining compressive strength. Three cubes have been tested at each temperature degree and the average has been determine.
The chosen fragments from the debris cubes tested in compression at age of 91 d and after firing have been kept in acetone aiming to stop the hydration. Then the fragments have been dried. Some of them have been milled to meet particle size around 63 ��m required for XRD and TGA/DTG analyses, whilst the others have been used for SEM analysis. The XRD was performed using Philips PW3050/60 diffractometer with a scanning speed of 1 s/step, a scanning range of 5��-50��(2��), and resolution of 0.05 (o)/step. The thermal analysis such as TGA and its derivative were performed by using SDT Q600 thermal analyzer, USA at a heating rate of 10 ��C/min under nitrogen atmosphere with the flow rate of 100 mL/min. The microstructure analysis was exanimated by using environmental SEM (Inspect S, Philips-Holland).
3 Results and discussion
3.1 Workability
The results of the workability monitored by flow table of different mixtures are illustrated in Figure 3. It is obvious from the results that the reference mixture without MSK particles shows the highest flowability compared to the other mixtures. This mixture can produce a flow ability of (110��5)%. This improvement in the workability could be related to the spherical shape and the smooth glassy texture of FA particles. Replacing 5% of FA with MSK particles can reduce the flowability of the mixture by 18.64%. Increasing the replacement levels of FA with MSK particles can lead to further reduction in the flowability of the mixtures. The incorporation of 10%, 15% and 20% MSK particles instead of FA particles can reduce the flowability by 33.86%, 50% and 77.27%, respectively. The reduction in the flowability of the mixtures with the incorporation of MSK particles is expected due to the increase of the Blaine surface area of these particles compared to those of FA. In addition, certain amounts of water could be held around these particles due to their high reactivity. The combined effect of these actions resulted in an increase in the demand of water which led to a reduction in the workability.
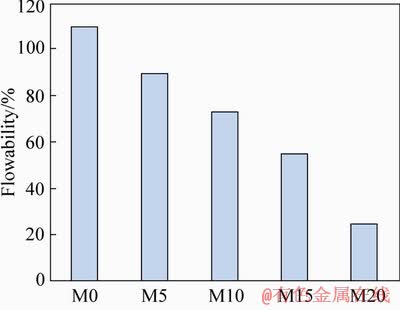
Figure 3 Effect of MSK on flowability of mixtures
3.2 Compressive strength
The compressive strength of all hardened paste mixtures at ages ranging from 7 to 180 d is illustrated in Figure 4. As can be noted, the compressive strength increased with increasing curing time. The reference mixture (M0) exhibited the lowest compressive strength at all ages. This result is expected for this mixture containing 70% FA. The incorporation of the high amount of FA can reduce the compressive strength especially at early ages. This could be related to the slow pozzolanic activity of Class F FA and the effect of dominant dilution, of which few parts of FA can contribute the reaction [30]. Under normal curing condition, as herein, Class F FA did not react remarkably at early age [31]. The incorporation of MSK particles in the pastes increased the compressive strength at all ages. As the content of these particles increased as the compressive strength increased. The incorporation of 5% MSK particles instead of FA particles can enhance the 7-, 28-, 91- and 180-day compressive strength by 6.6%, 5.23%, 7.57% and 7.68%, respectively, whilst 15% MSK can enhance the 7-, 28-, 91- and 180-day compressive strength by 13.81%, 19.61%, 29% and 17.38%, respectively. Increasing replacement level of FA with 20% MSK particles led to obtaining the highest compressive strength at all ages. The incorporation of 20% MSK particles increased the 7-, 28-, 91- and 180-day compressive strength by 24.7%, 31.6%, 37.55% and 25.45%, respectively. The incorporation of MSK particles not only increased the compressive strength of HVFA system, but also increased the compressive strength of high-volume slag (HVS) system [32].
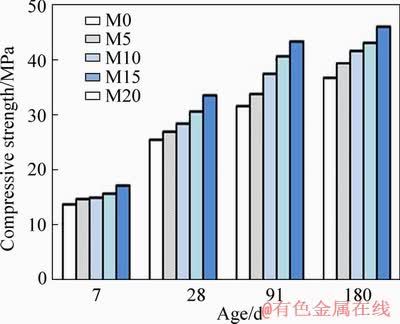
Figure 4 Effect of MSK on compressive strength development of HVFA pastes
The enhancement in the compressive strength with the incorporation of MSK particles could be attributed to the filling effect of these particles, of which they can fill the pores existing in the microstructure of the paste, resulting in free water constraint, leading to a denser microstructure. The incorporation of MSK particles can accelerate the disintegration of ��-C2S and C3S to meaningful more hydration products. It is completely known that the incorporation of micro-size particles into cement matrix can accelerate the hydration, of which these particles can act as seeds. This process called seeding effect. The pozzolanic effect of MSK particles can produce additional C-S-H gel and C-A-H gel. Furthermore, the platelet particles of MSK particles can limit the microcracks in the microstructure. For these reasons, the incorporation of MSK particles can enhance the compressive strength.
3.3 Compressive strength after exposure to temperatures
The behavior of all mixtures after exposure to temperatures up to 1000 ��C is evaluated by measuring the compressive strength and related values to the original ones. Figure 5 shows the changes of compressive strength of all specimens at various temperatures. The compressive strength of the neat HVFA pastes did not show essential changes after exposure to temperatures up to 600 ��C. At 800 ��C, a notable enhancement in the compressive strength was noted. The compressive strength of specimens abruptly increased in comparison with the control as well as those exposed to 400 and 600 ��C. Exposing specimens to 800 ��C led to an enhancement in the original compressive strength by 13.55%. At 1000 ��C, further enhancement in the compressive strength was monitored. The compressive strength reached 59.53 MPa, which accounted for 25.52% enhancement over the reference. DONATELLO et al [33] found higher compressive strength and flexural strength of pastes containing 81% Class F FA after exposure to 800 and 1000 ��C compared to their counterparts without heating. AYDIN et al [26] found higher compressive strength of mortars containing 40% and 60% Class C FA as cement replacement after exposure to 900 ��C in comparison with their counterparts without heating.
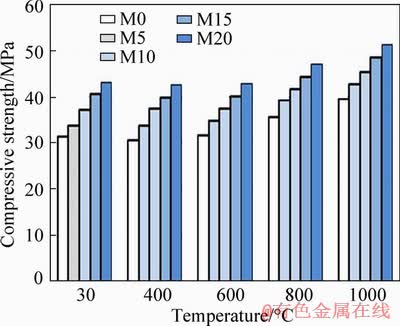
Figure 5 Effect of MSK on compressive strength of HVFA pastes after exposure to high temperatures
Regarding to pastes containing MSK particles, similar trend of the results to those of the neat HVFA pastes was observed after exposure to high temperatures. The compressive strength of these mixtures was not affected by temperatures up to 600 ��C, then increased after exposure to 800 and 1000 ��C. The compressive strength of M5 was increased by 15.9% and 26.7% after heating at 800 and 1000 oC, respectively, whilst that of M10 was enhanced by 12% and 22%, respectively. In such a way, the compressive strength of M15 was enhanced by 9.2% and 19.7% after heating at 800 and 1000 ��C, respectively, whilst that of M20 was enhanced by 8.7% and 18.6%, respectively,(Figure 6). Compared to the neat HVFA paste, the incorporation of MSK particles increased fire resistance of the pastes. As the content of MSK particles increased as the fire resistance increased. The incorporation of 5% MSK particles (M5) increased the compressive strength of M0 by 10.58%, 10.6%, 9.8% and 8.65% at 400, 600, 800 and 1000 ��C, respectively, whilst the incorporation of 10% MSK particles (M10) increased it by 22.14%, 18.8%, 17% and 15.2%, respectively. The incorporation of the highest amount of MSK particles (M20) led to the highest improvement in the compressive strength after firing. Comparing to those of M0, the enhancement in the compressive strength after exposure to 400, 600, 800 and 1000 ��C was 39.66%, 35.5%, 31.6% and 30%, respectively. IBRAHIM et al [34] found higher relative compressive strength, at 400 and 700 ��C, of mortars containing 45% Class F FA when FA was partially replaced with 16.67% nano-SiO2.
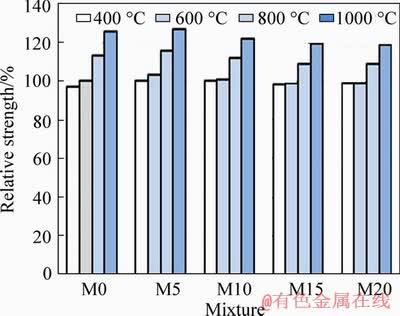
Figure 6 Relative residual compressive strength of different pastes
3.4 X-ray diffraction
The peak of CAH can be distinguished through the M20 sample, but cannot be distinguished through the M0 sample as shown in Figure 7. This analysis is expected for MSK particles containing high amount of amorphous Al2O3. The incorporation of CAH along with M20 sample shares its higher compressive strength compared to M0. Quartz, mullite, gehlenite, ��-C2S and C3S can be detected in both samples. The peak intensity of ��-C2S and C3S slightly decreased with the incorporation of 20% MSK, meaning more hydration products of M20 than M0. Figures 8 and 9 depict XRD traces of M0 and M20 samples prior and after heating to 400, 800 and 1000��C. Generally, the XRD traces after heating at 400 and 800 ��C did not show crucial variations in the crystalline phases. At 1000 ��C, an essential changes in the peak identifications were observed. A transformation of quartz into other polymorpha can be identified. The peaks of ��C2S and ��-C2S which have high resistance to elevated temperature can be observed. These peaks have higher intensity in M20 compared to M0 confirming higher fire resistance of M20 than M0. The peaks of quartz and mullite can be identified.
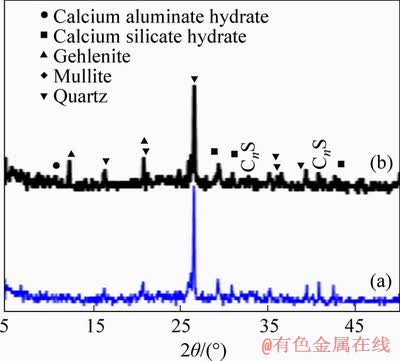
Figure 7 XRD patterns of M0 (a) and M20 (b) at age of 91 d
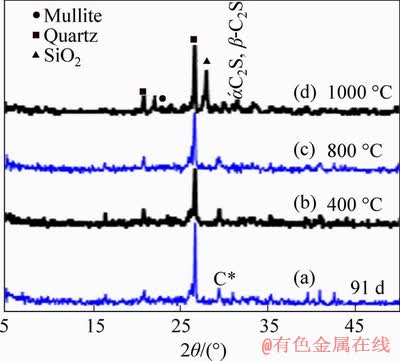
Figure 8 XRD patterns of M0 before (a) and after exposure to high temperatures(b-d)
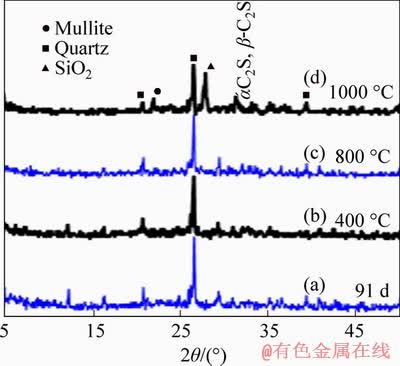
Figure 9 XRD patterns of M20 before (a) and after exposure to high temperatures (b-d)
3.5 Thermogravimetric analysis
The weight loss and its derivative curves ranging from room temperature up to 1000 ��C for M0 and M20 samples cured for 91 d are represented in Figures 10 and 11. Figure 10 represents the TGA-DTG of M0 sample. The endothermic peaks located below 200 ��C are attributed to moisture losses, combined water losses come initially from C��S��H and ettringite. The large endothermic peak located between 600-700 ��C, which is associated to the decarboxylation of amorphous calcite. On the other side, portlandite peak cannot be detected along with the curves affirming that FA can completely consume the portlandite and convert it to secondary C��S��H by its pozzolanic activity. Figure 11 represents the TGA-DTG curves of M20 sample cured for 91 d. The endothermic peaks located below 200 ��C are similar to those of M0 sample, but combined water losses come from C��S��H, stratlingite (C2ASH8) and calcium aluminate hydrate (C4AH13). The endothermic peak of the stratlingite was detected in cement paste blended with MK [35], cement paste blended with thermally activated clay waste [36] and cement paste containing high volume slag modified with MSK [32]. The similar endothermic peak located at 600-700 ��C to that of M0 sample, but with a larger area, was observed. Comparing the peak below 200 ��C of M20 sample to those of M0 sample, it can be distinguished that this peak is larger in M20 sample than that in M0 sample. This means more C��S��H and aluminate hydrate with the incorporation of 20% MSK. Thus, higher compressive strength was obtained.
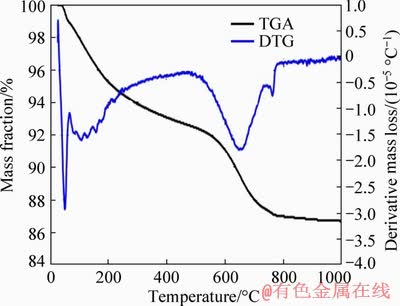
Figure 10 TGA-DTG curves of M0 at age of 91 d
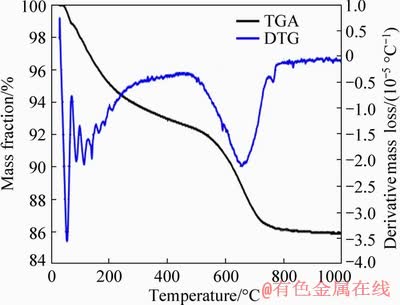
Figure 11 TGA-DTG curves of M20 at age of 91 d
3.6 Microstructural and morphology
Figure 12 represents SEM images of fracture surface of M0 and M20 paste samples after curing for 91 d. As can be seen from Figure 12(a), the unreacted FA particles can be distinguished by their spherical particles. The morphology reveals a restricted amount of C-S-H gel around the FA particles as well as some scattered pores along with the microstructure. The incorporation of pores as well as unreacted and partially reacted FA particles affirmed a few parts of FA participating the reaction. Consequently, low compressive strength was obtained. Incorporating 20% MSK (M20) led to an important change in the microstructure. The microstructure becomes denser, more compact and homogenous with a huge reduction in the apparent porosity (Figure 12(b)). Consequently, the compressive strength increased.
Figure 13 represents SEM images of fracture surface of M0 and M20 paste samples after heating at 400, 800 and 1000 ��C. Figures 13(a) and (b) represent the SEM images of M0 and M20 paste samples after heating at 400 ��C. As can be distinguished, each of microstructure does not show essential change compared to its counterpart before heating. This affirmed the comparable compressive strength of M0 to that of its reference as well as M20 to that of its reference. Increasing temperatures to 800 and 1000 ��C, the microstructure of each sample shows abrupt change due to sintering processes of partially reacted, unreacted particles and formation of a molten phase (Figures 13(c)-(f)). This process can be started at 705 ��C [33]. The sintering process can cause local tight packing of the particles, thereby causing a smooth texture [37]. In addition, sintering process can enhance the mechanical strength due to stronger bonding amongst the particle [38]. Thus, the compressive strength increased. The process of sintering not only can cause a major increase in the compressive strength of traditional blended cement [33], but also can cause a significant increase in the compressive strength of geopolymers [39-41]. Whatever, the degree of sintering increased as the temperature degree increased from 800 to 1000 ��C. This may explain the higher compressive strength of pastes at 1000 ��C compared to those at 800 ��C. The results obtained by REN et al [42] showed higher compressive strength of fly ash cenosphere/mullite composite after sintering at 1000 ��C compared to that sintered at 900 ��C. Comparing the microstructure of M0 samples after heating at 800 and 1000 ��C to that of M20 after heating to the same temperatures, it can be observed that the microstructure of M20 sample is still denser and more compact than that of M0. This affirmed the compressive strength results.
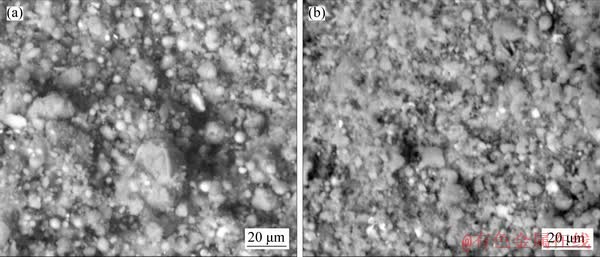
Figure 12 SEM images of M0 (a) and M20 (b) at age of 91 d

Figure 13 SEM images of M0(a, c, e) and M20(b, d, f) after exposure to high temperatures:
4 Conclusions
The obtained results herein add new data about the effect of MSK on HVFA paste regarding to workability as well as compressive strength before and after exposure to high temperatures. Cement was partially substituted with FA at level of 70%, by weigh, then FA was partially substituted with MSK at levels of 5%-20%, by weight. The workability and compressive strength before and after exposure to 400-1000 ��C were determined. The main conclusions of this investigation can be summarized as follows:
1) The incorporation of MSK into HVFA mixture reduced the flowability due to its high Blaine surface area. The flowability reduced as the content of MSK increased.
2) The incorporation of MSK into HVFA mixture increased the compressive strength due to its filling and pozzolanic effects. Due to its high Blaine surface area, it can accelerate the hydration. Due to its platelet particles of MSK can limit the microcracks in the microstructure.
3) The compressive strength of HVFA paste increased with increasing MSK content. The incorporation of 20% MSK can enhance the 7-, 28-, 91- and 180- d compressive strength by 24.69%, 31.6%, 37.55% and 25.45%, respectively. It is meaningful that MSK can mitigate the shortage of HVFA system regarding to compressive strength especially at early age.
4) Both neat HVFA and HVFA/MSK exhibited high fire resistance for the compressive strength after exposure to 800 and 1000 ��C due to sintering. The neat HVFA paste compressive strength increased by 13.5% and 25.5% after exposure to 800 and 1000 ��C, respectively.
5) The incorporation of MSK into HVFA paste increased its fire resistance. This increment increased with increasing MSK content. Compared with the neat HVFA paste, the incorporation of 20% MSK can increase the compressive strength after exposure to 400, 600, 800 and 1000 ��C by 39.66%, 35.5%, 31.6% and 30%, respectively.
6) In one word, the incorporation of MSK into HVFA showed positive effect on the compressive strength before and after firing, but showed negative effect on the workability. All mixtures showed excellent strength after exposure to fire.
References
[1] MILLER S A, JOHN V M, PACCA S A, HORVATH A. Carbon dioxide reduction potential in global cement industry by 2050 [J]. Cement and Concrete Research, 2018, 114: 115-125. DOI: 10.1016/j.cemconres.2017.08.026.
[2] RASHAD A M. A brief on high-volume Class F fly ash as cement replacement��A guide for civil engineer [J]. International Journal of Sustainable Built Environment, 2015, 4: 278-306. DOI: 10.1016/j.ijsbe.2015.10.002.
[3] MIKULCIC H, KLEMES J J, VUJANOVIC M, URBANIEC K, DUIC N. Reducing greenhouse gasses emission by fostering the deployment of alternative raw material and energy sources in the cleaner cement manufacturing process [J]. Journal of Cleaner Production, 2016, 10: 119-132. DOI: 10.1016/j.jclepro. 2016.04.145.
[4] RASHAD A M. An overview on rheology, mechanical properties and durability of high-volume slag used as a cement replacement in paste, mortar and concrete [J]. Construction and Building Materials, 2018, 187: 89-117. DOI: 10.1016/j.conbuildmat.2018.07.150.
[5] de MATOS P R, FOIATO M, LUIZ R P Jr. Ecological, fresh state and long-term mechanical properties of high-volume fly ash high- erformance self-compacting concrete [J]. Construction and Building Materials, 2019, 203: 282-293. DOI: 10.1016/j.conbuildmat.2019.01.074.
[6] THOMASS M. Optimizing the use of fly ash in concrete [M]. Portland Cement Association, 2007: 1-24.
[7] RASHAD A M, SELEEM H E D H, YOUSRY K M. Compressive strength of concrete mixtures with binary and ternary cement blends [J]. Building Research Journal (BRJ), 2009, 57(2): 107-130.
[8] SELEEM H E D, RASHAD A M, ELSOKARY T. Effect of elevated temperature on physico-mechanical properties of blended cement concrete [J]. Construction and Building Materials, 2011, 25: 1009-1017. DOI: 10.1016/ j.conbuildmat.2010.06.078.
[9] ALI A R. Cement replacement materials properties, durability, sustainability [M]. New York: Springer, 2014: 336, DOI: 10.1007/978-3-642-36721-2.
[10] MALHOTRA V M, MEHTA P K. High-performance, high-volume fly ash concrete, supplementary cementing materials for sustainable development [M]. Ottawa, Canada: Marquardt Printing, 2002.
[11] ZENG Qiang, LI Ke-fei, FENG-CHONG T, DANGLA P. Pore structure characterization of cement pastes blended with high-volume fly-ash [J]. Cement and Concrete Research, 2012, 42: 194-204. DOI: 10.1016/j.cemconres. 2011.09.012.
[12] ZENG Qiang, LI Ke-fei, FENG-CHONG T, DANGLA P. Determination of cement hydration and pozzolanic reaction extents for fly-ash cement pastes [J]. Construction and Building Materials, 2012, 27: 560-569. DOI: 10.1016/j.conbuildmat.2011.07.007.
[13] ZENG Qiang, LI Ke-fei, FENG-CHONG T, DANGLA P. Surface fractal analysis of pore structure of high-volume fly-ash cement pastes [J]. Applied Surface Science, 2010, 257: 762-768. DOI: 10.1016/j.apsusc. 2010.07.061.
[14] LU Cai-feng, WANG Wei, LI Qing-tao, HAO Ming, XU Yuan. Effects of micro-environmental climate on the carbonation depth and the pH value in fly ash concrete [J]. Journal of Cleaner Production, 2018, 181: 309-317. DOI: 10.1016/j.jclepro.2018.01.155.
[15] MEI Jun-peng, MA Bao-guo, TAN Hong-bo, LI Hai-nan, LIU Xiao-hai, JIANG Wen-bin, ZHANG Ting, GUO Yu-lin. Influence of steam curing and nano silica on hydration and microstructure characteristics of high volume fly ash cement system [J]. Construction and Building Materials, 2018, 171: 83-95. DOI: 10.1016/j.conbuildmat.2018.03.056.
[16] XU Guo-dong, TIAN Qian, MIAO Jian-xiong, LIU Jia-ping. Early-age hydration and mechanical properties of high volume slag and fly ash concrete at different curing temperatures [J]. Construction and Building Materials, 2017, 149: 367-377.
[17] TANYIDIZI H R, COSKUN A. The effect of high temperature on compressive strength and splitting tensile strength of structural lightweight concrete containing fly ash [J]. Construction and Building Materials, 2008, 22: 2269-2275. DOI: 10.1016/j.conbuildmat.2007.07.033.
[18] WANG Wei, LU Cai-feng, LI Yun-xia, LI Qing-tao. An investigation on thermal conductivity of fly ash concrete after elevated temperature exposure [J]. Construction and Building Materials, 2017, 148: 148-154. DOI: 10.1016/ j.conbuildmat.2017.05.068.
[19] PATHAK N, SIDDIQUE R. Properties of self-compacting-concrete containing fly ash subjected to elevated temperatures [J]. Construction and Building Materials, 2012, 30: 274-280. DOI: 10.1016/j.conbuildmat. 2011.11.010.
[20] UYSAL M, YILMAZ K, IPEK M. Properties and behavior of self-compacting concrete produced with GBFS and FA additives subjected to high temperatures [J]. Construction and Building Materials, 2012, 28: 321-326. DOI: 10.1016/j.conbuildmat.2011.08.076.
[21] FU Y F, WONG Y L, POON C S, TANG C A. Stress-strain behavior of high-strength concrete at elevated temperatures [J]. Magazine of Concrete Research, 2005, 57(9): 535-544. DOI: 10.1680/macr.2005.57.9.535.
[22] RASHAD A M. An exploratory study on high-volume fly ash concrete incorporating silica fume subjected to thermal loads [J]. Journal of Cleaner Production, 2015, 87: 735-744. DOI: 10.1016/j.jclepro.2014.09.018.
[23] RASHAD A M. An investigation of high-volume fly ash concrete blended with slag subjected to elevated temperatures [J]. Journal of Cleaner Production, 2015, 93: 47-55. DOI: 10.1016/j.jclepro.2015.01.031.
[24] RASHAD A M. Potential use of silica fume coupled with slag in HVFA concrete exposed to elevated temperatures [J]. Journal of Materials of Civil Engineering (ASCE), 2015, 27(11): 1-10. DOI: 10.1061/(ASCE)MT.1943-5533.00012 74.
[25] NADEEM A, MEMIN S A, LO T Y. Mechanical performance, durability, qualitative and quantitative analysis of microstructure of fly ash and metakaolin mortar at elevated temperatures [J]. Construction and Building Materials, 2013, 38: 338-347. DOI: 10.1016/ j.conbuildmat.2012.08.042.
[26] AYDIN S, BARADAN B. Effect of pumice and fly ash incorporation on high temperature resistance of cement based mortars [J]. Cement and Concrete Research, 2007, 37: 988-995. DOI: 10.1016/j.cemconres.2007.02.005.
[27] WEI Xiao-sheng, ZHU Hong-ping, LI Guo-wei, ZHANG Chang-qing, XIAO Lian-zhen. Properties of high volume fly ash concrete compensated by metakaolin or silica fume [J]. Journal of Wuhan University of Technology-Mater. Sci. Ed., 2007, 22(4): 725-732. DOI: 10.1007/s11595-006-4728-0.
[28] GUNEYISI E, GESOGLU M. Properties of self-compacting mortars with binary and ternary cementitious blends of fly ash and metakaolin [J]. Materials and Structures, 2008, 41: 1519-1531. DOI: 10.1617/s11527- 007-9345-7.
[29] RASHAD A M. Metakaolin as cementitious materials: History, scours, production and composition��A comprehensive overview [J]. Construction and Building Materials, 2013, 41: 303-318. DOI: 10.1016/j.conbuildmat. 2012.12.001.
[30] JIANG Lin-hua, GUAN Yu-gang. Pore structure and its effect on strength of high-volume fly ash paste [J]. Cement and Concrete Research, 1999, 29: 631-633. DOI: 10.1016/S0008-8846(99)00034-4.
[31] MONTGOMERY D G, HUGHES D C, WIKKIAMS R I T. Fly ash in concrete�DA microstructure study [J]. Cement and Concrete Research, 1981, 11(4): 591-603. DOI: 10.1016/0008-8846(81)90089-2.
[32] RASHAD A M, SADEK D M. An investigation on Portland cement replaced by high-volume GGBS pastes modified with micro-sized metakaolin subjected to elevated temperatures [J]. International Journal of Sustainable Built Environment, 2017, 6: 91-101. DOI: 10.1016/j.ijsbe.2016. 10.002.
[33] DONATELLO S, KUENZEL C, PALOMO A, FERNANDEZ-JIMENDEZ A. High temperature resistance of a very high volume fly ash cement paste [J]. Cement & Concrete Composites, 2014, 45: 234-242. DOI: 10.1016/j.cemconcomp.2013.09.010.
[34] IBRAHIM R K, HAMID R, TAHA M R. Fire resistance of high-volume fly ash mortars with nanosilica addition [J]. Construction and Building Materials, 2012, 36: 779-786. DOI: 10.1016/j.conbuildmat.2012.05.028.
[35] FRIAS M, CABERA J. Influence of Matakaolin on the reaction kinetics in MK/lime and MK-blended cement systems at 20 ��C [J]. Cement and Concrete Research, 2001, 31: 519-527. DOI: 10.1016/S0008-8846(00)00465-8.
[36] LARGO O R, DELA VILLA R V, DE ROJAS M I S, FRIAS Mois��s. Novel use of kaolin wastes in blended cements [J]. J Am Soc, 2009, 92(10): 2443-2446. DOI: 10.1111/j.1551- 2916.2009. 03231.x.
[37] DUXSON P, LUKEY G C, van DEVENTER J S J. Thermal evolution of metakoalin geopolymers: Part 1�C Physical evolution [J]. Journal of Non-Crystalline Solids, 2006, 352: 5541-5555. DOIi: 10.1016/j.jnoncrysol.2006. 09.019.
[38] RICHARD W D A, TEMUUJIN J, van RIESSEN A. Thermal analysis of geopolymer pastes synthesized from five fly ashes of variable composition [J]. Journal of Non-Crystalline Solids, 2012, 358: 1830-1839. DOI: 10.1016/j.jnoncrysol.2012.05.032.
[39] RASHAD A M, ZEEDAN S R. The effect of activator concentration on the residual strength of alkali-activated fly ash pastes subjected to thermal load [J]. Construction and Building Materials, 2011, 25: 3098-3107.
[40] RASHAD A M. Potential use of phosphogypsum in alkali-activated fly ash under the effects of elevated temperatures and thermal shock cycles [J]. Journal of Cleaner Production, 2015, 87: 717-725. DOI: 10.1016/ j.conbuildmat.2010.12.044.
[41] LAHOTI M, WONG K K, TAN K H, YANG E H. Effect of alkali cation type on strength endurance of fly ash geopolymers subjected to high temperature exposure [J]. Materials and Design, 2018, 154: 8-19. DOI: 10.1016/j.matdes.2018.05.023.
[42] REN Sue, TAO Xin, XU Xi-qing, GUO An-ran, LIU Jia-chen, FAN Jin-peng, GE Jing-ran, FANG Dai-ning, LIANG Jun. Preparation and characteristic of the fly ash cenospheres/ mullite composite for high-temperature application [J]. Fuel, 2018, 233: 336-345. DOI: 10.1016/j.fuel.2018.06.058.
(Edited by ZHENG Yu-tong)
���ĵ���
��������������ƫ���������Ը߲�����ú�ҷ�����о�
ժҪ�������߲�����ú��(HVFA)�Ĺ�����ˮ��(PC)���о��úͿɳ���������ŵ㣬����Щ�ŵ����������ܵͿ�ѹǿ��Ӱ�졣�����о�������ƫ������(MSK)�������HVFA�����ܸ��¿�ѹǿ�ȵĿ����ԡ�Ϊ������HVFA���壬ˮ������������Ϊ70%�ķ�ú��(FA)���档֮��FA����������Ϊ5%��20%��MSK���棬FA���������仯Ϊ5%���ⶨ��MSK��HVFA�����ӹ����ܵ�Ӱ�졣�̻�����������������400~1000 ��C�IJ�ͬ������2 h������¶�Ϊ200 ��C������X��������(XRD)������(TGA)��ɨ��羵(SEM)�ȶԽ�����з���������������ڸ��¸�ѹ������в���MSK�����Լӹ������и���Ӱ�죬�Ը��¿�ѹǿ��������Ӱ�졣
�ؼ��ʣ��߲�����ú�ң�����ƫ���������������ܣ��ӹ����ܣ�ʣ�ѹǿ��
Received date: 2018-11-25; Accepted date: 2019-06-25
Corresponding author: Alaa M RASHAD, PhD, Professor; Tel: +2-01228527302; E-mail: alaarashad@yahoo.com, a.rashad@hbrc.edu. eg,a.rashad@ su.edu. sa; ORCID: 0000-0002-5138-5452
Abstract: Portland cement (PC) containing high-volume fly ash (HVFA) is usually used to obtain economical and more sustainable merits, but these merits suffer from dramatically low compressive strength especially at early ages. In this work, the possibility of using micro-size metakaolin (MSK) particles to improve the compressive strength of HVFA paste before and after subjecting to high temperatures was studied. To produce HVFA paste, cement was partially substituted with 70% fly ash (FA), by weight. After that, FA was partially substituted with MSK at ratios fluctuating from 5% to 20% with an interval of 5%, by weight. The effect of MSK on the workability of HVFA mixture was measured. After curing, specimens were subjected to different high temperatures fluctuating from 400 to 1000 ��C with an interval of 200 ��C for 2 h. The results were analyzed by different techniques named X-ray diffraction (XRD), thermogravimetry (TGA) and scanning electron microscopy (SEM). The results showed that the incorporation of MSK particles into HVFA mixture exhibited a negative effect on the workability and a positive effect on the compressive strength before and after firing.
