
���±�ţ�1004-0609(2012)02-0441-07
93W-Ni-Fe��ĩ��ѹ�������ܼ���֬����
����ʤ����·ƽ��������������ɽ
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
��93W-Ni-Fe��ĩ��ѹ������Ϊ�о��������о��ܼ���֬����ѧ�Ļ����ϣ������ܼ����ࡢ�ܼ����뷽ʽ�Լ���֬�¶ȶ��ܼ���֬���̵�Ӱ�죬������֬ǰ�������Ͽڽ���SEM�۲졣�������������������Ϊ��֬�ܼ������нϸߵ���֬�ʣ���֬�����ݡ����ѵ�ȱ�ݣ�ͨ���ֶ��Ż�����֬���գ���45 �������������֬8 h����֬�����������Ը����ܼ������տ��ѳ�65%���ϵ�ʯ������������֬���̾�Ϊ��ɢ���ƣ���Ӧ�Ķ���ѧ����Ϊ1.6751��10-5 cm2/s��
�ؼ��֣�93W-Ni-Fe��ĩ����ĩ��ѹ���Σ��ܼ���֬������ѧ����������ģ��
��ͼ����ţ�TF124 ���� ���ױ�־�룺A
Solvent debinding processing of 93W-Ni-Fe powder extrusion molding compacts
LIU Wen-sheng, LONG Lu-ping, MA Yun-zhu, CAI Qing-shan
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Based on the kinetics of solvent debinding, the effects of different solvents, adding method and debinding temperature on the solvent debinding process of 93W-Ni-Fe powder extrusion parts were investigated��and the morphologies of the fractured rod before and after debinding were analyzed by SEM. The results show that, when the n-heptane is used as a debinding solvent, a higher debinding rate is obtained, as well as the debound parts without blisters, cracking and other defects. Besides, when the green parts are immersed in n-heptane at 45 �� for 8 h, the debinding using subsection optimization process with periodic replacement of debinding solvent, and the debinding process is fully controlled by diffusion, the corresponding kinetic parameter is 1.6751��10-5 cm2/s.
Key words: 93W-Ni-Fe powder; powder extrusion molding; solvent debinding; kinetic parameters; mechanism model
�ٺϽ�������������ڹ�������(�紩��)�㷺Ӧ��[1]���䴫ͳ���η���Ϊģѹ���Σ����չ���ٺϽ�ķ�ĩע����κͷ�ĩ��ѹ���ι���[2-3]���ڷ�ĩ��ѹ�����У�ճ������ѳ�������ҪҲ�������ѵ�һ������[4]����õ���֬����Ϊ����֬���ܼ���֬ ��[5]��ֱ������֬���ռ��ɱ��͡�����֬�����������ײ�����֬ȱ��[6]���ܼ���֬���Ȱ��������ڼ��ȵ��ܼ����ܼ������У������п������ͨ���ܽ���ɢ��Ӧ�����ܼ�����ʣ����Ԫ������֬�����ѳ�[7-8]���÷��������������Ч�ʣ�����Ʒ����С��
���������о��߶��ܼ���֬����������̽�֣�������[9]ָ���ܼ����͡��¶ȡ������ȡ���ĩ���Ե����ؾ���Ӱ���ܼ���֬�����ʣ��ΰػ���[10]�����һ�ֵͲ�̼��ճ�����ϵ����������֬ʱ�䡢�¶ȼ���Ʒ��ȶ��ܼ���֬�ʵ�Ӱ�죻�ﵤ��[11]�������ܼ���֬�����������Ƶ�ԭ�Բߡ���Щ�о���������֬���ۼ����յķ�չ���˺ܴ����ã���������Ϊֹ��Щ�����о���Ҫ���ע�����С�ߴ��㲿�����ܼ���֬��Ϊ��ע����ι�����ι����������ѹ��[2]�����³��Σ�Ҫ��ι��˳���������ģǻ����ע���¶���ճ��С��10 Pa��s������ĩ��ѹ������������ѹ����һ������������ʹι��˳������[2]��ι��ճ�ȸ���ע�������ι�ϣ�����ע����εĹ����¶ȸ��ڼ�ѹ���Σ���ճ����ķֽ��¶ȱ�����ڳ����¶ȣ���ע����ζ�ճ������ȶ��Ե�Ҫ����ߡ���ˣ����ֹ�����ι�ϵ������Ժͳ��ι��ղ�����������кܴ���죬��һ��Ӱ��������֬���ա�����ĩ��ѹ�������Ʊ������ķ��������������������ļ������ƺͳɱ����ƣ��ʶ�93W-Ni-Fe��ĩ��ѹ���ΰ����ܼ���֬���ռ���ԭ�����о�ʮ�ֱ�Ҫ���������߲���ʯ��������Ԫճ�����ϵ���о����ղ������ܼ���֬����ѧ��Ӱ�죬����֬�ܼ����¶ȡ�ʱ��ȹ��ղ�������֬�ʵ�Ӱ�����ܼ���֬����ѧ�л���ϣ�ͨ������ѧ�����õ��Ķ���ѧ������Ϊ�ƶ����������ṩ���������ݡ�
1 ʵ��
1.1 ԭ��
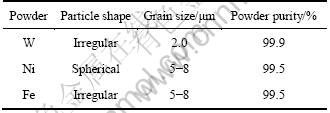
ʵ����ճ���Ϊʯ����ճ�������������Ԫ��ճ����Ԫ�ͻ��Ԫ���[12]������Ԫ����������Ϊ��������Ԫ(����ʯ��+Һ��ʯ��)��74%��ճ����Ԫ��(����ϩ+��ϩ-������ϩ������)��20%�����Ԫ��(Ӳ֬��+�ڱ������������)��6%����ĩԭ�ϵ���Ҫ���ʼ���1����ĩװ����Ϊ95%(��������)��
��1 ��ĩԭ�ϵ�����
Table 1 Performance parameters of raw powder
1.2 ʵ�����
����QM-1SP4����ʽ��ĥ���Ʊ�93W-Ni-Fe���Ϸۣ�ճ������ü������ڵķ����Ʊ���ϸ�۾�һ�Ļ�����50%(�������)�ķ�ĩװ����������IJA������ʽι�ϻ�ϻ��л��0.5 h����NH-20L��ϻ������ڻ����������¶�Ϊ160 �棬����3 h�����Ƶõ�ι����Dorst����ݸ˼�ѹ���ϼ���ֱ��Ϊ24 mm�İ������ܼ���֬����ˮԡ���ȷ����ں��²��н��У��ֱ��������顢������ϩ�����ȼ�����Ϊ�ܼ���ΪF1��F2��F3����ʵ�飬��ѡ�������ڱ�ʵ�������ܼ��������Ż��ܼ�Ϊ���ʣ����첻ͬ�ܼ����뷽ʽ����֬�¶ȶ��ܼ���֬��Ӱ�죬�ܼ����뷽ʽ����������Ը�������ÿ��2 h����һ�����ܼ���ʵ����������2���ܼ���֬������ÿ2 h������ȡ�����������¸���24 h���ȡ��������ʽ(1)�������ϵ���֬�ʣ�����JSM-5600LV��ɨ��羵������Ͽ���ò���й۲졣
��2 �ܼ���֬����
Table 2 Solvent debinding settings

![]() (1)
(1)
ʽ�У�AΪ��֬�ʣ�%��M1Ϊ��֬ǰ������������M2Ϊ��֬�������������wΪ������Ԫ���������������ݷ�ĩװ������ճ����䷽��֪��ʵ����w=37%��
2 ��������
2.1 ��ѹ�������ܼ���֬����ѧ
���ܼ���֬�����У�ճ�����־������ܽ⡢���������Σ�ճ����еĿ������ͨ����ɢ����͡�����֬�����ڣ�ճ����ܽ�Ͽ죬�ܼ���֬����������ɢ���ƣ�����һά�����ܼ���֬���̿���Fick�ڶ����ɱ�ʾ[13]������������ɵõ�ʽ(2)[14-15]��
![]() (2)
(2)
ʽ�У�FΪճ����п������Ũ�Ȳ����������䶨����ʽ(3)��ʾ��t=0ʱ������F=1��DbsΪճ����п��������ճ���-�ܼ��е���ɢϵ����tΪ��֬ʱ�䣻LΪ������ȵ�һ�롣
![]() (3)
(3)
��ʽ(2)��(3)�л��Ƴ�-lnF-t/L2��ϵͼ���ɼ����������֬�¶��µ���ɢϵ�������ǵ��ܼ���֬�����������ڷ�ĩ������ɵĶ�ײ�����ɢ������֬�Ľ��У���϶�ʺ����ṹ�Ȳ����������仯�������ĩ������ʣ��ճ�����������ɢҲ��һ�����������ã���˿��Խ���Ч��ɢϵ���ñ�����ɢϵ����ʾ[13]��
![]() (4)
(4)
ʽ�У�DeΪ������ɢϵ����![]() Ϊ����Ŀ�϶�ʣ���Ϊ�����ڿ�϶�������ӣ�RΪ�����ڷ�ĩ������ʣ��ճ�����������ɢ������ϵ����
Ϊ����Ŀ�϶�ʣ���Ϊ�����ڿ�϶�������ӣ�RΪ�����ڷ�ĩ������ʣ��ճ�����������ɢ������ϵ����
���ܼ���֬ĩ�ڣ��������������������ԪŨ�Ȳ��С���ܼ���֬���ܽ���ƣ�Ũ�Ȳ��Ϊ��Ҫ�Ŀ������ء���ʱʯ��(PW)���ܼ����ܽ�����ʷ���ʽΪ
![]() (5)
(5)
ʽ�У�c(PW)Ϊ�ܼ���ʯ����Ũ�ȣ�c(l)��ʾ�ܼ���Ũ�ȣ����ڷ�Ӧ���ܼ��н��У��ܼ��������ڣ�����������Զ��Կ��Ժ��Բ��ƣ���kc(l)=k1�����ʷ���ʽ������Ϊ
![]() (6)
(6)
��ʽ(6)��֪��ʯ�����ܽ���ֳ�һ����Ӧ��������ͨ��һ����Ӧ�Ķ���ѧ����ʽ��������������Եõ�
![]() (7)
(7)
���ܼ���֬���ڣ����ֿ�����������֬�����������֬�ܵ���ɢ���ܽͬ���ƣ�����Ϊ-lnF��t/L2��ϵͼ��б�ʵ�ת�۵㡣
2.2 ��ѹ�������ܼ���֬��Ϊ
Ϊ������ܼ���֬�Ļ���ģ�ͣ��ⶨ���ܼ����ࡢ�ܼ����뷽ʽ����֬�¶ȶ��ܼ���֬��Ӱ�죬ͨ������ѧ�������Եõ�һϵ�ж���ѧ������Ϊ�ƶ��������ܼ���֬�����ṩ���������ݡ�
2.2.1 ��ͬ��֬�ܼ���Ӱ��
ͼ1��ʾΪ�����ֱ��ڲ�ͬ�ܼ���(�ܼ��¶Ⱦ�Ϊ30 ��)��֬ʱʯ���IJ�������ʱ��Ĺ�ϵ����ͼ1���Կ�������������֬6 h���ң�ֱ��б�ʾ������仯��������֬�����ʿ��Ʋ��跢��ת���ֱ�ӱ��֡�ͨ��ֱ����Ͽɵ��������顢������ϩ�����ȼ���Ϊ����ʱ�ܼ���֬��ɢϵ���ֱ�Ϊ3.6476��10-6��3.6476��10-6��2.4317��10-6 cm2/s���ܽ����ʱ���ʳ����ֱ�Ϊ2.778��10-6��2.778��10-6��2.314��10-6 s-1���ӵõ��Ķ���ѧ�����ɿ����������ڶ��ȼ����е���֬����Ҫ���Ե������������ܼ��ģ����������ܼ���֬Ч���Dz����ģ�ͬʱ�ӳ���֬ʱ��Ҳ����ȱ�ݲ������ʡ������顢������ϩ�����ܼ�����֬���ʻ�����ͬ����ǰ��ճ�������֬��Ҫ���Ը��ں��ߵģ����߶Ա���������ʺϱ��о���
ͼ1 ��ͬ�ܼ���ʯ���IJ�������ʱ��ı仯
Fig. 1 Change of residue mass of ʯ�� with debinding time in different solvents
2.2.2 ��ͬ�ܼ����뷽ʽ��Ӱ��
ͼ2��ʾΪ��������Ϊ����ʱ��ͬ�ܼ����뷽ʽ��ʯ����������ʱ��Ĺ�ϵ��ֱ����ϵĽ����������Ʒ1�������Ը����ܼ��������£��ܼ���֬����ʼ��Ϊ��ɢ���ƣ���Ʒ2��3��lnF -1��t�����������ڷ������Թ�ϵ��ֱ��б����ijһʱ�����ת�ۣ���֤���ܼ���֬���ڲ�ͬ�����ʿ��Ʋ��衣ֱ��б���ں��ڷ����仯��˵���ڸ��������ܼ���֬����Ϊ�ܽ���ơ�ͨ��ֱ�ߵ�б�ʿ������ʽ�е����ʳ���k1��ͨ������õ�35 ���ܼ���֬�������ܽ����ʱ�����ʳ���Ϊ1.795��10-5 s-1��
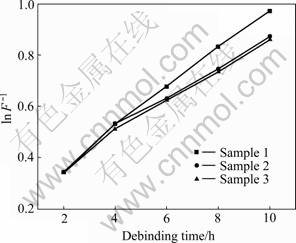
ͼ2 ��ͬ�ܼ����뷽ʽ��ʯ���IJ�������ʱ��ı仯
Fig. 2 Residue mass of PW vs debinding time with different solvent addition method
��ͼ2�У���֬����3�ֲ�ͬ���ܼ����뷽ʽ��ʯ���IJ�����������ͬ������֬�к��ڣ���Ʒ2��3����֬�����Ե�����Ʒ1�ġ�������Ϊ�ڳ��ڣ���ɢ��Ӧ���������ã��ʳ����ܼ����뷽ʽ�IJ�ͬ����֬����������Ӱ�졣�����к��ڣ�Ũ�Ȳ����������ã���Ʒ2��3���ں��ھ�û�и����ܼ�����ճ��������ѳ��������ڲ���϶�����������ӣ���ɱ�����ɢϵ���Ľ��ͱ���Ϊͼ2��б�ʵ��½������������ܼ���ȡ������Һ��ëϸ����������������������������ܼ���������ٻӷ����������е�ʯ���ͻ��ڱ��渽�����²��γɾۼ��壬������϶ͨ������ֹ���ʵ���������ɢ����ͼ3(a)��ʾ������Ʒ1ͨ�������Ը������ܼ�����������ճ������Կ����ѳ���ʹ��϶Ѹ�ٴ����������������ӣ���϶ͨ��������չ����ͼ3(b)��ʾ����϶�ʵ����ӵ����˿�϶��������������ɵ���ɢϵ�����͡�ͬʱ���ڸ����ܼ������ѳ���ʯ����������ܼ�����Ӱ�죬���������ճ���Ũ�Ȳ�ʼ�ձ����ڽϸߵ�ˮƽ����Ũ�Ȳ����������õ�����£���Ʒ1����֬�������Ը�����Ʒ2��3�ģ��ʲ��������Ը����ܼ�����Ч�����֬���ʡ�
ͼ3 ��֬������SEM��
Fig. 3 SEM images of debound part: (a) Without replacement; (b) Periodic replacement of debinding solvent
��Ʒ6����֬2 h�������ƣ���ͼ4��ʾ����Ʒ7ͨ����СҺ�����������֬ǰ8 h������ȱ�ݣ�˵��Һ�̱ȶ��ܼ���֬��������Ե�Ӱ�죬Һ�̱ȹ���Ҳ�������֬ȱ�ݡ���������Һ�̱�������������Ũ�Ȳ�����������ܽ�Ķ������ӣ��Ӷ������֬���ʡ����⣬��֬ѹ����������֬���ܼ��������ȣ���֬ѹ����������������̮�����Ρ����ڳ�����ɢͨ��δ��ȫ���������֬�����ڳ���ȡ�ã��˽θ��ײ������ݡ����ѵ�ȱ�ݡ�����ѹ�����ܼ��������ȣ�Ϊ�˷��ܼ�ѹ���IJ���Ӱ�죬����������֬���ܼ�������̫�࣬ʹ�ܼ���û�������ɣ��������������ܼ��н���һ��ʱ�䣬���ܼ����������������ٽ�����֬��

ͼ4 �ܼ���֬�����еİ�������
Fig. 4 Cracking rod in solvent debinding
2.2.3 ��ͬ��֬�¶ȵ�Ӱ��
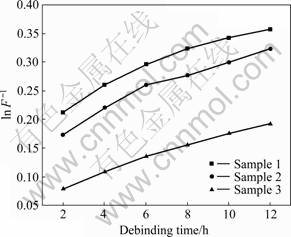
ͼ5��ʾΪ�����Ը����ܼ�Ϊǰ�ᣬ��ͬ�¶���lnF -1��t/L2��ϵͼ����lnF -1��t/L2��ϵͼ��֪���ڲ�ͬ�¶��£��ܼ���֬��ǰ8 h������ʯ���IJ�������ʱ��仯��ֱ�߹�ϵ���ɼ��������Ը����ܼ��������£������ܼ���֬���̾�����ɢ���ƣ���ȫ����ɢ���ƶ��¶ȵ������Ժ�ǿ�����ʽ(2)��(3)�������35��40��45������������Ϊ���ʵ��ܼ���֬����ѧ�����ֱ�Ϊ1.318 3��10-5��1.370 0��10-5��1.675 1��10-5 cm2/s�����Կ�����35 ���40 ��ʱ��ɢϵ��������40 ���������45 �棬ԭ�����˶��Ӿ磬��ɢϵ���ܿ���ߣ���֬�����������ԡ���ˣ�����ȫ��ɢ���Ƶ��ܼ���֬�����У�ֻ�е��¶����ӵ�ʹճ������Ӿ����㹻������������ʵ�ֿ��ٵ���ɢ�ѳ���
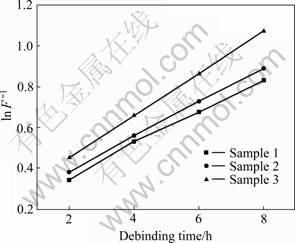
ͼ5 ��ͬ�¶���ʯ����������ʱ��ı仯
Fig. 5 Change of residue mass of PW with debinding time at different temperatures
�����֬�¶���֬�������ӣ���������Ҳ������ȱ�ݵIJ�������Ʒ6��7��50 ������֬����Ʒ6����֬2 h�������ƣ���Ʒ7Ҳ����֬10 h��������ƣ����������¶ȹ��ߣ��ܼ������������ɢ�Ķ����������˶��Ӿ磬��֬�������ߣ��ѳ�ճ��������в�������(����ճ����ܽ�ʱ�ܼ������ëϸ����)���ڷ�ĩ�������ճ����������������Ӧ�����������ơ�Ϊ�����ܼ���֬�еı��Ρ����ѵ�ȱ�ݣ���֬�¶ȱ�������ں�����Χ�ڡ�
��ͼ5Ҳ�ɿ�������֬������֬ʱ���ӳ������ӣ�����֬ʱ������ή������Ч�ʣ��ҿ����������͵��¿��ѣ�̫����ﲻ����֬Ҫ��Ӱ���Ʒ��������ˣ��ܼ���֬�����ۺϿ������屣���Լ����ܳɷ��ѳ���[16]������֬ʱ����¶������ֶν��ʹ�ã��������ѵ���֬Ч����
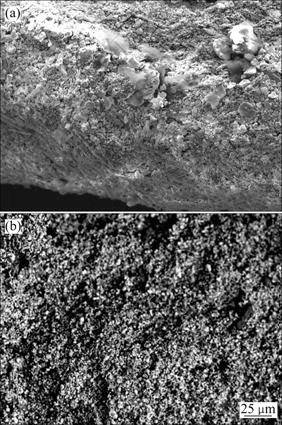
�Ա��о���ι����ϵ�Ż������֬����Ϊ�����ȶԼ�ѹ��������ʱЧ����������������Ȼ�����·���һ����ʱ�䣬����������Ӧ����������¶�Ϊ45 ����������ܼ�����֬8 h�������������ܼ��������д�����ʹ�ܼ�����������������֬����Լ4 h�������֬���ڣ���ʱ�����Ը����ܼ������������ֶ��Ż����պɵõ���֬��65%���ϣ�����⻬���ڲ���֯���ȵ��ܼ���֬������֬ǰ��İ�����ò�ֱ���ͼ6��ʾ��
�Ա�ͼ6(a)��(b)���Կ�������֬ǰ��ĩ����������Ȱ�����һ��ճ�����������Ҳ��ճ�����䡣�����Ż�����֬���պ�����ԭʼ��ò������������������ִ�����϶��˵���ܼ���֬��ճ����Ѳ����ѳ�������֬���п����Ϳ�϶�ֲ����ȣ�����ȱ�ݲ�����

ͼ6 ��֬ǰ������Ͽڵ�SEM��
Fig. 6 SEM images of fractured rods before(a) and after(b) debinding process
2.3 �ܼ���֬����ģ��
ͼ7��ʾΪ�ܼ���֬4h�������Ե�����IJ��ֵ�SEM����ͼ7�ɿ���������֬ë���Ķ����ϣ���Ե
�����д������ɿ����ڣ���������������ĩ����������Ŵ���ճ�����ճ����ڷ�ĩ�������Ž�ʹ�����Ӹ�Ϊ���ܡ�����֬�����������ڲ���������ɢ���������ӣ���֬�����½����ܼ���֬�������ֵĿ��ݶ�ͬʱ��Ӧ���ܼ���֬�������������ⲿ���ڲ��ƽ���

ͼ7 �ܼ���֬���ĶϿڵ�SEM��
Fig. 7 SEM images of cross sections near surface(a) and center(b) of rods after solvent debinding
�ܼ���֬ģ����ͼ8��ʾ�����ܼ���֬�����У��ͷ����ܼ����������ɢ�����������ճ����������ܼ��Ӵ����γ����͵������壬��ʱʯ�����յ��ܼ�����Ϊƽ���ܼ�Ũ��(Equilibrium solvent content, ESC)[17]����ʯ���������е��ܼ�Ũ�ȳ���ESCʱ��ʯ�����ܼ�����������㹻��ʯ����ʼ�ܽ⣬�����ܼ���֬�������������еģ�ͬʱ������֬���ڿ�϶ͨ����δ��ȫ�γɣ��ܼ�Ũ������������С����ͼ8(a)��ʾ����ʱ���������ܼ���Ũ�Ȳ�ϴ���ɢ����Ϊ�ܼ���֬�����ʿ��Ʋ��衣���ܼ���֬�Ľ��У��ܼ�����ɢ�������ڲ����������ܼ��������ӵ������������ܼ�Ũ�ȴ���ESC���������ӣ������еĿ�϶�ṹ�����仯�������γɱ����ײ㣬��϶�������������ڲ���չ������֬������ӣ���ͼ8(b)��ʾ�����ſ�����ճ������ѳ������������Ũ�Ȳ���С����֬ת��Ϊ�ܽ���ơ�����ע����������ܼ���֬�����У���֬���ʿ��Ʋ���Ϊ�ܽ���ƵĿ��������ӣ�����Ҫ������ע����β�Ʒ��ΪС�ߴ��㲿��������ɢ·���϶̣��������ܼ��Ļ���ɢ����ʱ����٣���ɢ���ʽϴ�ͬʱ������Ʒ�ߴ�ļ�С���������γ�������ͨ�Ŀ�϶ͨ������ע��������뼷ѹ���δ���ĵ��ܼ���֬������ȣ�ȱ�ݲ����ļ��ʼ���ؽ��͡�

ͼ8 �ܼ���֬ģ��
Fig. 8 Models of solvent debinding: (a) Initial stage of debinding; (b) Terminal stage of debinding
3 ����
1) �ܼ�������ܼ���֬��ΪӰ��ܴ������������������ϩ�е���֬����Ҫ���Ը����ڶ��ȼ����еģ���������Ϊ��֬�ܼ����ʺϡ�
2) ��������Ϊ��֬�ܼ����������Ը����ܼ������£�������֬���̾�Ϊ��ɢ���ƣ���������35��40��45 ���¿�������Ԫ�������е���ɢϵ���ֱ�Ϊ1.318 3��10-5��1.370 0��10-5��1.675 1��10-5 cm2/s����֬���ڷ������Ը����ܼ������£�35 ���ܽ���Ƶ����ʳ���Ϊ1.795��10-5 s-1��
3) ���˵İ�����֬����Ϊ������Ϊ��֬�ܼ�����֬�¶�Ϊ45 �棬��֬ʱ��Ϊ8 h���������������ܼ���������ʱЧ������ʹ�ܼ�����������������֬����Լ4 h�������Ը����ܼ������տ��ѳ�65%���ϵ�ʯ����
REFERENCES
[1] LI Xiao-qiang, XIN Hong-wei, HU Ke, LI Yuan-yuan. Microstructure and properties of ultra-fine tungsten heavy alloys prepared by mechanical alloying and electric current activated sintering[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(3): 443-449.
[2] �ܼ̳�. ���ܷ�ĩ��ѹ����ԭ���빤���о�[D]. ��ɳ: ���Ϲ�ҵ��ѧ, 1999: 1-121.
ZHOU Ji-cheng. Principles and technology of plasticizing powder extrusion molding[D]. Changsha: Central South University of Technology, 1999: 1-121.
[3] �����, ������, ��Ľ��. 20�����С����ڵķ�ĩұ���¼������²���(1)���¹��տ����Ļع�[J]. ��ĩұ����Ͽ�ѧ�빤��, 2006, 11(5): 253-261.
LI Zu-de, LI Song-lin, ZHAO Mu-yue. New P/M technology and materials developed in late-20th century (1): Review of new technique development[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(5): 253-261.
[4] �߽���, ������, ��ѡ��. YT5Ӳ�ʺϽ�ע����������ܼ���֬�����о�[J]. Ӳ�ʺϽ�, 2007, 24(3): 153-157.
GAO Jian-Xiang, ZHOU Xing-ling, QU Xuan-hui. Study of solvent debinding process of mulficomponent binder in YT5 powder injection molding [J]. Cemented Carbide, 2007, 24(3): 153-157.
[5] �� ��, ������, ������. ��ĩע�����ʯ�������μ����ѳ�����[J]. ��ĩұ����Ͽ�ѧ�빤��, 2011, 16(1): 150-154.
LI Yong��WANG Xing-qing��HAN Yi-lin. Technique of debinding wax-based binder for powder injection molding[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(1): 150-154.
[6] ��³��, ˾�Ľ�, ����. CIM��������֬���յĽ�չ[J]. ���Ͽ�ѧ�빤��, 2001, 19(3): 108-112.
YAN Nu-ting, SI Wen-jie, MIAO He-zhuo. The development in the new debinding process of the CIM[J]. Metal Materials and Engineering, 2001, 19(3): 108-112.
[7] OLIVEIRA R V B, SOLDI V, FREDEL M C, PIRES A T N. Ceramic injection moulding: Influence of specimen dimensionsand temperature on solvent debinding kinetics[J]. Journal of Materials Processing Technology, 2005, 160: 213-220.
[8] ף����, �� ��. �ܼ���֬�ͷ�ĩע����γ��μ����о�[J]. ��ĩұ��ҵ, 2002, 12(3): 18-22.
ZHU Ai-lan��ZHONG Hong. Binder of solvent debinding in powder injection molding[J]. Powder Metallurgy Industry, 2002, 12(3): 18-22.
[9] ������. �ٺϽ����Ʊ�����[M]. ����: ұ��ҵ������, 2006: 172.
FAN Jing-lian. Tungsten alloy and its preparation technology[M]. Beijing: Metallurgical Industry Press, 2006: 172.
[10] �ΰػ�, �̼���, ����־, ��ѡ��, �ŵ���. ��Ͻ�ע�������֬�����о�[J]. �й����Ͻ�չ, 2011, 30(1): 54-57.
DUAN Bo-hua, SHANG Ji-zhang, WANG De-zhi, QU Xuan-hui, ZHANG De-zhi. Research on debinding process of niobium alloys compact by powder injection molding[J]. Materials China, 2011, 30(1): 54-57.
[11] �� ��, �����, �ִ���, �����, ����Ȩ. ��ϸӲ�ʺϽ���ϼ�ѹ���μ�Ԥ�ѳ������о�[J]. ��ĩұ����, 2010, 28(4): 262-265.
SUN Dan, LI Guang-sheng, LIN Chun-fang, DU Yu-guo, SUN Wei-quan. Research on pre-debinding process of binders for ultrafine cemented carbide bar extrusion molding[J]. Powder Metallurgy Technology, 2010, 28(4): 262-265.
[12] �� ��, �ź���, ����Ȩ. һ�����ͳ�ϸӲ�ʺϽ���ϼ�ѹ���μ������[J]. Ӳ�ʺϽ�, 2009, 26(3): 176-179.
SUN Dan, ZHANG He-nian, SUN Wei-quan. Designing on new binders for ultrafine cemented carbide bar extrusion molding[J]. Cemented Carbide, 2009, 26(3): 176-179.
[13] л־��, ���ַ�, �� ��, Ф ��. �մ�ע�����ˮ��֬����֬�¶Ⱥ�����ṹ����ɢ���ʵ�Ӱ��[J]. ϡ�н������Ͽ�ѧ�빤��, 2009, 38(2): 142-145.
XIE Zhi-peng, YANG Xian-feng, JIA Cui, XIAO Bin. Influence of temperature and compact structure on the mass transport during water debinding in ceramic injection molding[J]. Rare Metal Materials and Engineering, 2009, 38(2): 142-145.
[14] �߽���, ��ѡ��, �� ��. Ӳ�ʺϽ�ע����ζ���Ԫ�ۺ���ճ������ܼ���֬�����о�[J]. ϡ�н��������빤��, 2003, 32(11): 934-938.
GAO Jian-xiang, QU Xuan-hui, ZHAO Sai. Study of solvent debinding process of multicomponent binder in cemented carbide powder injection molding[J]. Rare Metal Materials and Engineering, 2003, 32(11): 934-938.
[15] ������. ����ע�����ԭ����Ӧ��[M]. ��ɳ: ���ϴ�ѧ������, 2004: 149.
LI Yi-min. Metal injection molding principles and applications[M]. Changsha: Central South University Press, 2004: 149.
[16] �� ��, �����, ������, �Ľ�ƽ. ������ĩ��̬ע�������ˮ����ճ������Ʊ�������[J]. ����������ѧѧ��, 2009, 37(8): 17-22.
LIU Bin, LUO Jie-wen, DU Li-gang, QU Jin-ping. Preparation and property of a water-soluble binder for dynamic injection molding of metal powders[J]. Journal of South China University of Technology, 2009, 37(8): 17-22.
[17] CLAYTON A B, CHIRILA T V, DALTOV P D. Hydrophilic sponges based on 2-hydroxyethyl methacrylate. Effect of incorporating a hydrophilic crosslinking agent on the equilibrium water content and pore structure[J]. Polym Int, 1997, 42(1): 45-56.
������Ŀ��������Ȼ��ѧ����������Ŀ(50774098)����������������Ŀ(ZNDX2008194)
�ո����ڣ�2011-03-17�������ڣ�2011-10-20
ͨ�����ߣ�����ʤ�����ڣ���ʿ���绰��0731-88877285��E-mail: zmr_llp@163.com
ժ Ҫ����93W-Ni-Fe��ĩ��ѹ������Ϊ�о��������о��ܼ���֬����ѧ�Ļ����ϣ������ܼ����ࡢ�ܼ����뷽ʽ�Լ���֬�¶ȶ��ܼ���֬���̵�Ӱ�죬������֬ǰ�������Ͽڽ���SEM�۲졣�������������������Ϊ��֬�ܼ������нϸߵ���֬�ʣ���֬�����ݡ����ѵ�ȱ�ݣ�ͨ���ֶ��Ż�����֬���գ���45 �������������֬8 h����֬�����������Ը����ܼ������տ��ѳ�65%���ϵ�ʯ������������֬���̾�Ϊ��ɢ���ƣ���Ӧ�Ķ���ѧ����Ϊ1.6751��10-5 cm2/s��
