
Trans. Nonferrous Met. Soc. China 26(2016) 3123-3134
Hot deformation behaviors and processing maps of Mg-Zn-Er alloys based on Gleeble-1500 hot compression simulation
Cui-cui SUN, Ke LIU, Zhao-hui WANG, Shu-bo LI, Xian DU, Wen-bo DU
College of Materials Science and Engineering, Beijing University of Technology, Beijing 100124, China
Received 8 November 2015; accepted 6 June 2016
Abstract:
The hot deformation behaviors of as-solution Mg-xZn-yEr alloys (x/y=6, x=3.0, 4.5 and 6.0; y=0.50, 0.75 and 1.00) were investigated on Gleeble-1500 thermal simulator in a temperature range of 200-450 ��C at a strain rate of 0.001-1 s-1. The true stress-strain curves showed the dynamic competition between the working hardening and working softening mainly due to the dynamic recrystallization (DRX) occurring during hot compression. The constitutive equations were constructed which could accurately predict the peak stress of the alloys. The addition of Zn and/or Er resulted in higher deformation activation energy for Mg-3Zn-0.5Er (alloy A). The processing maps were constructed as function of the temperature and the strain rate, providing the optimum hot working conditions (i.e., at strain of 0.3, Mg-3Zn-0.5Er (alloy A): 380-430 ��C, <0.1 s-1; Mg-4.5Zn-0.75Er (alloy B): 380-450 ��C, 0.01-0.1 s-1; Mg-6Zn-1Er (alloy C): 390-440 ��C, 0.01-0.1 s-1). The as-solution treated Mg-4.5Zn-0.75Er (alloy B) demonstrated more optimum hot working window comparing with Mg-3Zn-0.5Er (alloy A) and Mg-6Zn-1Er (alloy C).
Key words:
Mg-Zn-Er alloy; compression behavior; microstructure evolution; constitutive equations; processing map;
1 Introduction
As the lightest metallic structural materials, magnesium alloys have been received much attention in the last decade because of their low density, high strength and recycling, especially for the Mg-Zn-RE alloys[1-3]. According to the previous work, three kinds of ternary equilibrium phases in Mg-Zn-RE alloys have been found, i.e., W-phase (Mg3Zn3RE2, cubic structure), I-phase (Mg3Zn6RE, icosahedra quasicrystal structure, quasiperiodically ordered) and Mg12ZnRE long-period stacking order (LPSO) structures (including 6H, 14H and 18R) [4-6]. However, it is reported that the W-phase with face-centered cubic structure has weak bonding with Mg matrix [7]. Generally, the I-phase and the LPSO structure are used to improve the mechanical properties of alloys effectively. The I-phase has many unique properties such as conspicuous hardness, high thermal stability, high corrosion resistance and low surface energy [8]. SINGH et al [2,9] and LE et al [3] have introduced the hot extrusion process to prepare Mg-Zn-Y alloys and Mg-Zn-Gd alloys strengthened by the I-phase, and these alloys exhibited excellent mechanical properties. The Mg-Zn-Y-Zr alloy containing I-phase was studied and the yield tensile strength (YTS) reached from 150 to 450 MPa at room temperature [10].
It is well known that the primary I-phase formed during solidification process is coarse and uneven distribution, resulting in disablement of improving mechanical properties effectively. Thus, hot deformation methods such as hot extrusion, hot rolling and ECAP are normally used to advance the mechanical properties of magnesium alloys. The mechanical properties of the alloys are greatly improved due to grain refinement, modification of texture and uniform distribution of the broken secondary phase. It should be noted that the nano-scale I-phase precipitated during hot deformation plays an important role in further improving mechanical properties of Mg-Zn-RE alloys [2,11-14], because the nano-scale I-phase has more uniform distribution and smaller size comparing with the primary I-phase.
The aims of the present investigation are to find an optimum hot working window in order to obtain a proper hot deformation method to produce a new kind of Mg-Zn-Er alloy reinforced with nano-scale I-phase. Lots of works have been reported on the constitutive equation and processing maps of Mg-Zn-RE alloys to understand the thermo-mechanical behaviors [15-18], but few work has been carried out on the as-solution Mg-Zn-Er alloys up to now. Therefore, in the present work, the compressive behaviors and processing maps of the as-solution Mg-xZn-yEr (x=3.0, 4.5 and 6.0; y=0.50, 0.75 and 1.00; x/y=6, identified as alloys A, B and C, respectively) will be studied by using a Gleeble-1500 thermal simulator in temperature range of 200-450 ��C at a strain rate of 0.001-1 s-1.
2 Experimental
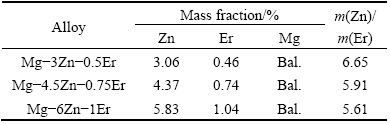
The as-cast alloys were prepared from the pure Mg, pure Zn and Mg-30%Er master alloys in a graphite crucible in an electric resistance furnace under an anti-oxidizing flux. The melt was poured into a steel mold and cooled in air. The chemical compositions of alloys were analyzed by X-ray fluorescence (XRF) analyzer, as shown in Table 1. The as-cast samples were solid-solution treated at 460 ��C for 20 h followed by quenching into water. For isothermal compression test, the specimens were machined into a cylindrical sample with a diameter of 10 mm and a height of 15 mm. The longitude direction of the cylinder was parallel to the compression direction.
Table 1 Chemical compositions of Mg-Zn-Er alloys
The compression tests were carried out in a temperature range of 200-450 ��C at strain rate of 0.001, 0.01, 0.1 and 1 s-1 on the Gleeble-1500 thermo- mechanical simulator, respectively. In order to reduce friction, a graphite lubricant was applied between the specimen and crosshead. The specimens were heated to the deformation temperature at heating rate of 5 K/s using induction heating and held for 1 min in order to obtain a stable and uniform temperature prior to deformation. All specimens were deformed to a total true strain of about 0.6 and water-quenched from testing temperature.
The microstructure observation was carried out by an optical microscope (OM, Zeiss-ImagerA2m). The samples for OM were mechanically polished and etched in a solution of 4 mL nitric acid and 96 mL ethanol.
3 Results and discussion
3.1 Flow stress behaviors
Figures 1-3 show the true stress-strain curves of the as-solution treated Mg-3Zn-0.5Er (alloy A), as-solution treated Mg-4.5Zn-0.75Er (alloy B) and as-solution treated Mg-6Zn-1Er (alloy C) at strain rates of 0.001, 0.01, 0.1 and 1 s-1, respectively. They indicated that the flow stress increased to a maximum and decreased to a steady state. The processing was composed of four stages, i.e., working hardening, transition, working softening and steady stages. It was the typical characteristic for hot working accompanied by dynamic recrystallization (DRX), especially when the stress reached the stable state, the curves were not smooth but wave, which was due to the dynamic competition of the strain hardening and DRX softening during hot compression processing [19]. In addition, the peak of flow stress decreased with the increment in temperature and reduction in strain rate. Higher temperature can supply higher dislocation mobility, activate non-basal slip system, advance the DRX and make the dynamical recrystallized grains grown [20]. Meanwhile, lower strain rate can provide longer time for activation energy accumulation [21].
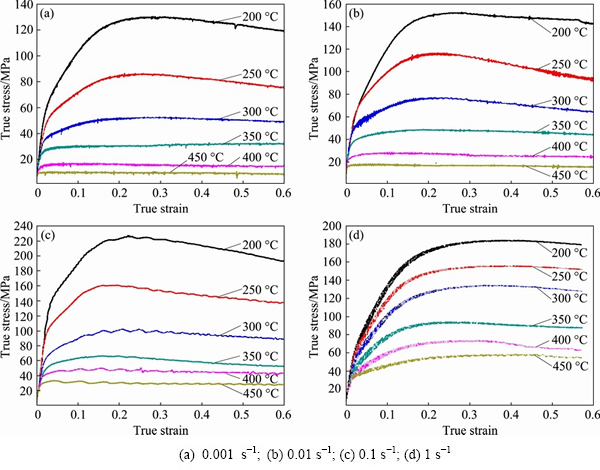
Fig. 1 True stress-strain curves of as-solution treated alloy A during hot compression at different strain rates
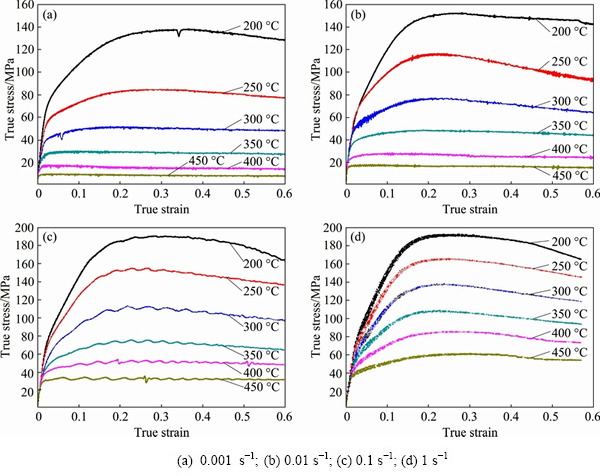
Fig. 2 True stress-strain curves of as-solution treated alloy B during hot compression at different strain rates
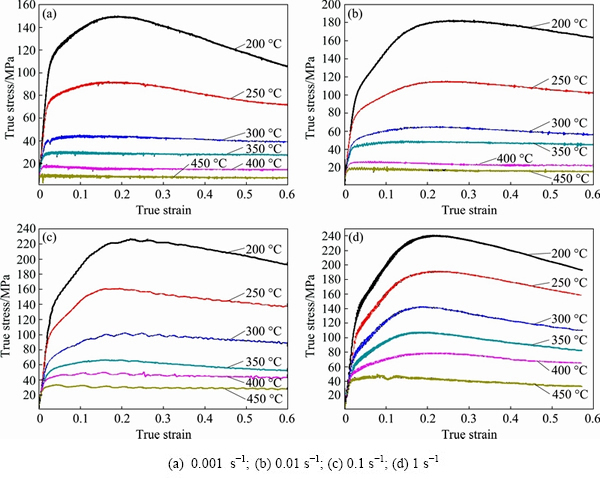
Fig. 3 True stress-strain curves of as-solution treated alloy C during hot compression at different strain rates
In order to investigate the microstructure evolution of the hot-compressed Mg-Zn-Er alloys, the OM images of the Mg-6Zn-1Er alloys after hot compression under various conditions are shown in Fig. 4. The amount of twins could be found in the alloys and the twin density increased with the increment in strain rate at 200 ��C, which led to the work hardening strength with the increase of the strain rate, as shown in Figs. 4(a), (d), (g) and (j). However, a few of recrystallized grains could be observed at the twin boundaries (indicated by arrows in Figs. 4(a), (d), (g) and (j), which suggested that the twins played an important role in improving the ductility of the magnesium alloy at lower temperature (200 ��C). When the compression temperature was up to 300 ��C, amounts of fine recrystallized grains were developed in necklace along the original grain boundaries in a strain rate range of 0.001-0.01 s-1, as shown in Figs. 4(b) and (e). However, when the strain rate reached up to the range of 0.1-1 s-1, the twins were observed and a large number of fine recrystallized grains were found locating at both original grain boundaries and twin boundaries (as shown in Figs. 4(h) and (k). Although it has been reported in Ref. [22] that the twining had a great effect on rotating the basal plane towards a more favorable orientation for basal glide at 300 ��C, the softening effect of DRX was more obvious, which could explain that the values of the peak stress at strain rates of 0.1 and 1 s-1 were higher than those at 0.01 and 0.001 s-1, respectively. When the deformation temperature increased to 450 ��C, the amounts of the recrystallized grains could be found in the alloy C which promoted the material work softening (as shown in Figs. 4(c), (f), (i) and (l), and the stress-strain curves could reach the stable state at lower strain. However, it was not difficult to find that the unrecrystallized areas increased when the strain rate increased (as suggested by Figs. 4(c), (f), (I) and (l). Besides, as the strain rate increased, the density of dislocations increased sharply and some dislocations could not offset and integrate, which produced the stress concentration. The stress at stable state increased with the increase in the strain rate.
Figure 5 indicates that the peak stresses of alloys A, B and C vary with different strains rate at constant deformation temperature. It was obvious that the peak stresses increased with increasing the volume fraction of alloying element at 200 ��C, which was due to the formation of the twins during hot deformation. The studies have stated that {0001} basal slip and  twinning were the main deformation mechanisms of magnesium alloys during compression at room and lower temperatures [23,24]. When the deformation temperature was 200 ��C, the density of twins in alloy C was higher than those in alloys A and B (as shown in Figs. 6(a), (d), (g)). Especially, twin boundary reduced the mean free path of dislocation, which resulted in working hardening. However, when the deformation temperature increased to 350 ��C, the disparity of peak stress among the three alloys was not obvious, because the occurrence of the DRX resulted in the reduction of stress concentration (as shown in Figs. 6(b), (e), (h)). Moreover, the peak stress of alloy C became the minimum when the temperature was up to 450 ��C, which was attributed to the higher volume fraction of DRX grains in alloy C (as shown in Figs. 6(c), (f), (i)). In addition, with increasing in the mass ratio of zinc to yttrium (m(Zn)/m(Y)), the stacking fault energy (SFE) of the alloy decreased, which promoted the occurrence of DRX [25].
twinning were the main deformation mechanisms of magnesium alloys during compression at room and lower temperatures [23,24]. When the deformation temperature was 200 ��C, the density of twins in alloy C was higher than those in alloys A and B (as shown in Figs. 6(a), (d), (g)). Especially, twin boundary reduced the mean free path of dislocation, which resulted in working hardening. However, when the deformation temperature increased to 350 ��C, the disparity of peak stress among the three alloys was not obvious, because the occurrence of the DRX resulted in the reduction of stress concentration (as shown in Figs. 6(b), (e), (h)). Moreover, the peak stress of alloy C became the minimum when the temperature was up to 450 ��C, which was attributed to the higher volume fraction of DRX grains in alloy C (as shown in Figs. 6(c), (f), (i)). In addition, with increasing in the mass ratio of zinc to yttrium (m(Zn)/m(Y)), the stacking fault energy (SFE) of the alloy decreased, which promoted the occurrence of DRX [25].
3.2 Constitutive equations
According to true stress-strain curves, the flow stress was influenced by deformation temperature, strain rate and strain, respectively. In order to understand the relationship among flows stress (��), deformation temperature (T) and strain rate (��.), it is necessary to study the constitutive equations. The stress-strain data obtained from isothermal compression tests were used to determine the material constants of the constitutive equation. Especially, alloy C was chosen as an example to illustrate the process of constructing constitutive equations in the present research.The relationship among strain rate, stress and temperature varied with different materials treated by hot deformation. The flow behavior is usually described in the following three equations at different stress levels [26,27].
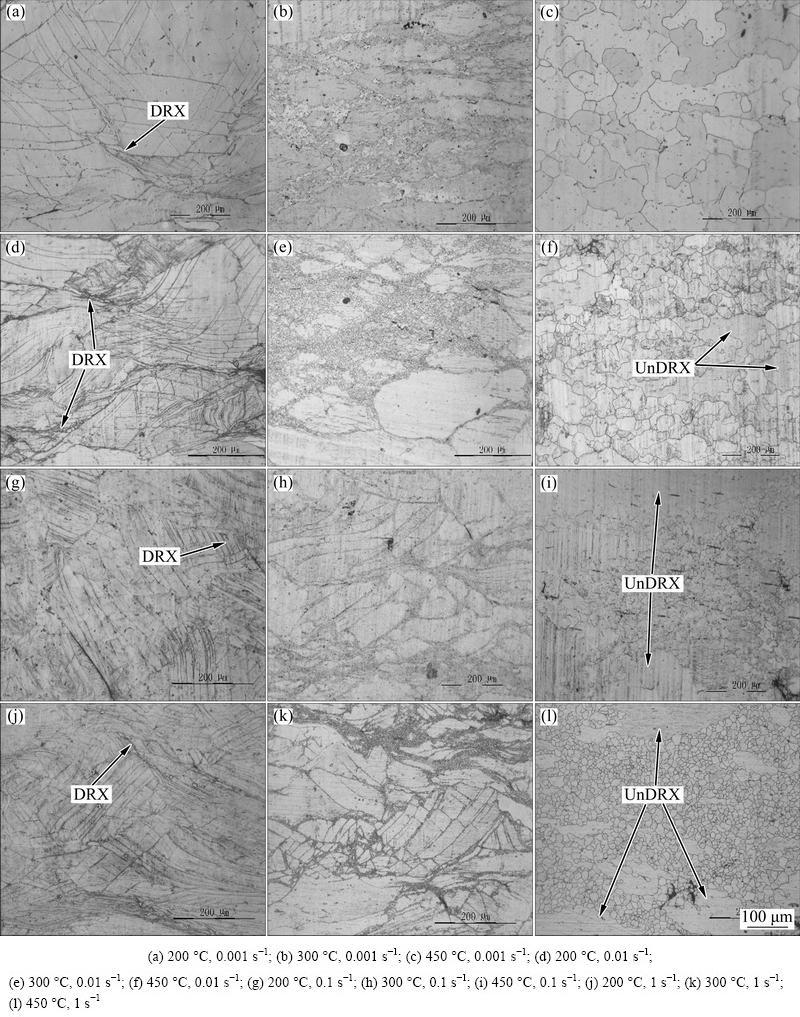
Fig. 4 OM images of as-compressed alloy C
1) At low stress levels, the metal flow process can be described by power law:
��.  , ����<0.8 (1)
, ����<0.8 (1)
2) At high stress levels, the metal flow process can be described by exponential model:
��. =A2exp(�¦�)exp[Q/(RT)], ����>1.2 (2)
3) At all the stress levels, SELLARS and TEGART introduced a hyperbolic sine constitutive equation:
��. =A[sinh(����)nexp[Q/(RT)] (3)
where ��. is the strain rate (s-1), Q is the activation energy for deformation (kJ/mol), R is the mole gas constant (8.314 J/(mol��K)), T is the thermodynamic deformation temperature (K), �� is the peak stress (MPa). The A, ��, �� and n1 are the material constants with ��=��/n1.
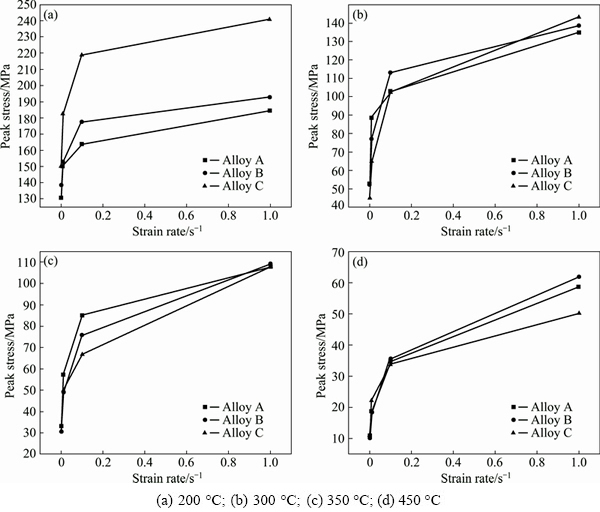
Fig. 5 Peak stresses of alloys A, B and C with different strain rates at different deformation temperatures
Figure 7 shows the linear relationship of ln ��. �Cln �� and ln ��. -�� at different temperatures obtained by linear fitting. The values of n1 and �� were determined by measuring the slopes of the ln ��. -ln �� and ln ��. - �� at each temperature, respectively. Subsequently, the average values of n1 and �� were calculated, i.e., n1=7.329, ��=0.097. Finally, the �� value of alloy was calculated as ��=��/n1 =0.013187.
It is well known that the metal hot working process is controlled by activation energy. The deformation activation energy Q can be determined by Eq. (4).
 (4)
(4)
The values of N and S can be obtained from the slopes of ln ��. -ln[sinh(����)] and ln[sinh(����)]-103/T plots (as seen in Fig. 8). Then, substituting the values of both N and S into Eq. (4), it was therefore to get the average value of the deformation activation energy (Q) for alloy C, i.e., 154.36 kJ/mol.
The combined effect of temperature and strain rate on the flow stress behavior can be also described by the Zenner-Hollomon parameter at all stress levels [27] (as Eq. (5)).
Z=��. exp[Q/(RT)]=A[sinh(����)]n (5)
Z values were calculated by substituting the values of Q under different hot deformation conditions into Eq. (5). The linear relationship of ln Z-ln[sinh(����)] is shown in Fig. 9. The values of n and A were determined, i.e., 4.56595 and 5.9233��1011, respectively.
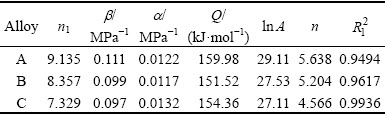
The material constants of alloys A and B were also obtained by the same methods, and the values of which are listed in Table 2. The deformation activation energy is not only an important physical parameter, standing for the difficulty degree of the deformation during plasticity working, but also reasonably correlated with contents of solute elements [28]. Table 2 demonstrates that the values of Q for alloys A, B and C are 159.98, 151.52 and 154.36 kJ/mol, respectively, which suggests that alloys B and C are easier to be deformed than alloy A. The magnesium alloy is the material with a low SFE, which results in the activation of the DRX. The addition of the Zn and/or Er can further reduce the SFE of the present magnesium alloy [25]. As a result, the degree of the DRX increased as the contents of Zn and Er increased. Thus, the workability of the present alloys increased with the contents of Zn and Er.
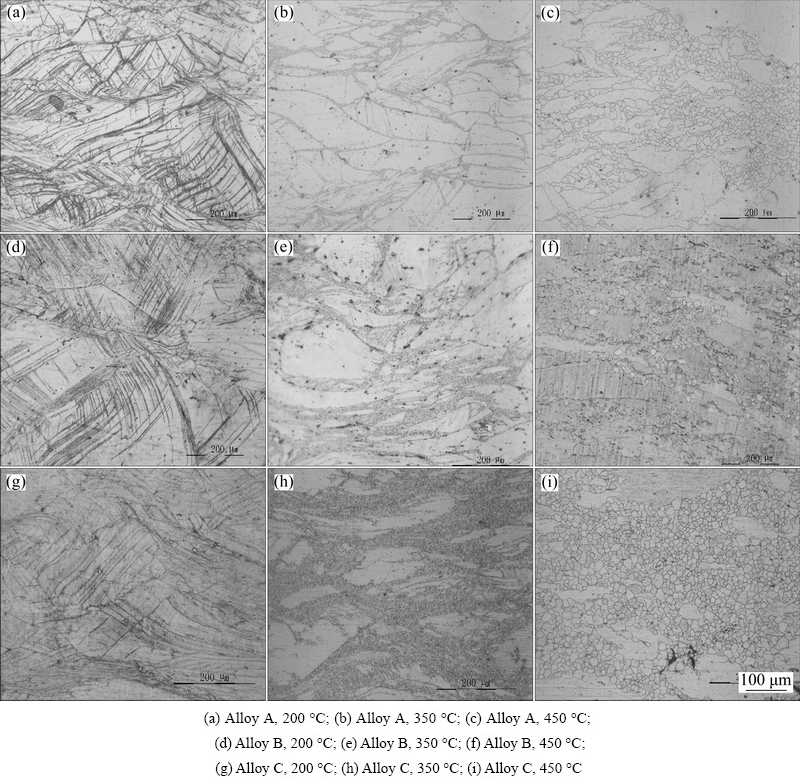
Fig. 6 OM images of as-compressed alloys with strain rate of 1 s-1
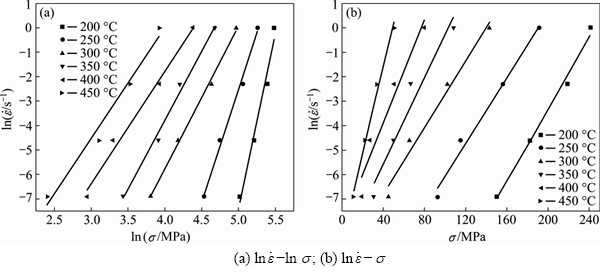
Fig. 7 Relationship between flow stress and strain rate for alloy C during hot compression
Table 2 shows that the correlation coefficients ( ) of ln Z-ln[sinh(����)] for alloys A, B and C were 0.9494, 0.9617 and 0.9936, respectively, demonstrating that the flow stress and deformation conditions of alloys A, B and C satisfied the equations of the three alloys during hot working process were hyperbolic sine relationship.
) of ln Z-ln[sinh(����)] for alloys A, B and C were 0.9494, 0.9617 and 0.9936, respectively, demonstrating that the flow stress and deformation conditions of alloys A, B and C satisfied the equations of the three alloys during hot working process were hyperbolic sine relationship.
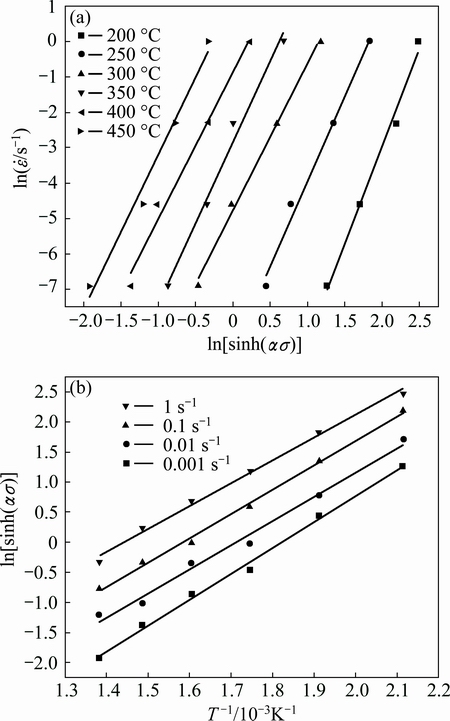
Fig. 8 Relationship of ln ��. -ln[sinh(����)] (a) and ln[sinh(����)]-1000/T (b) for alloy C during hot compression
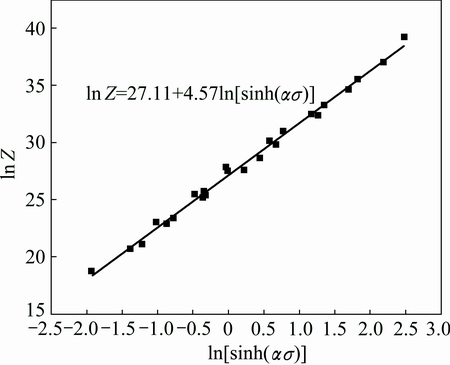
Fig. 9 Relationship of ln Z-ln[sinh(����)] for alloy C during hot compression
Table 2 Material constants in constitutive equations of alloys A, B and C at peak stress
Therefore, the constitutive equations determined by Eq. (3) and (5) are as follows:
For alloy A
��p=81.84ln{(Z/4.369��1012)1/5.64+[(Z/4.369��1012)2/5.64+1]1/2},
Z=��. exp[159980/(RT)];
For alloy B
��p=84.80ln{(Z/9.076��1012)1/5.2+[(Z/5.923��1011)2/5.2+1]1/2},
Z=��. exp[151520/(RT)];
For alloy C
��p=75.83ln{(Z/5.923��1011)1/4.57+[(Z/5.923��1011)2/4.57+1]1/2},
Z=��. exp[154360/(RT)].
In order to test the predictive accuracy of the new developed constitutive equations for the alloys, a comparison between the experimental and predicted peak stresses under different deformation conditions is shown in Fig. 10. It suggested that the relationship between the experimental and predicted values was linear, and the values of the correlation index were 0.951 (alloy A), 0.960 (alloy B) and 0.994 (alloy C), respectively. The higher values revealed a high accuracy of the predicted data from the developed constitutive equation. In other words, the newly developed constitutive equations could forecast the flow stress of the present investigated alloys during hot deformation in a wide strain rate range of 0.001-1 s-1 accurately.
3.3 Processing map
The processing map is usually made on the basis of the principles of dynamical material model (DMM) [29], which is superposition of power dissipation map and instability map with the related parameters of strain rate and temperature. The efficiency of power dissipation (h) can be calculated by Eq. (6), which describes the hot deformation behavior of metals that undergo dynamic recovery (DRV) and DRX on Gleeble hot compression simulation [30].
 (6)
(6)
where m stands for the strain rate sensitivity index, which can be calculated by the following equation at the deformation temperature and strain rate.
m=( ln ��)/(ln ��. ) (7)
ln ��)/(ln ��. ) (7)
The high efficiency of power dissipation (h) cannot stand for the ability of workability of materials because it may be present in the instability region of the fixed material. It is important to acquire the instability region by using the instability criterion [29]. The instability criterion was shown as follows:
 (8)
(8)
When the value of ��p(��.) is negative, the deformation of the material is possible to flow instability because of the adiabatic shear bands or flow localization. The higher absolute value of ��p(��.) just leads to higher possibility of flow instability. The values of ��p(��.) are obtained by Eq. (8).
Considering the efficiency of power dissipation (h) and instability criterion (��p), the processing maps of alloys A, B and C were constructed during hot compression in the temperature range of 300-450 ��C with strain rates of 0.001-1 s-1 after hot compression to the strains of 0.1, 0.3 and 0.6, as shown in Fig. 11. It was found that the instability domain decreased with increasing strain for alloy A. However, the instability domain increased with the increase in the strain of alloys B and C. Comparing with alloys A and C, it was found that the instability domain of alloy B was minimal at a constant strain. It was indicated that the alloy B was most easy to be processed because of the addition of Zn and/or Er, which agreed well with the result of activation energy.
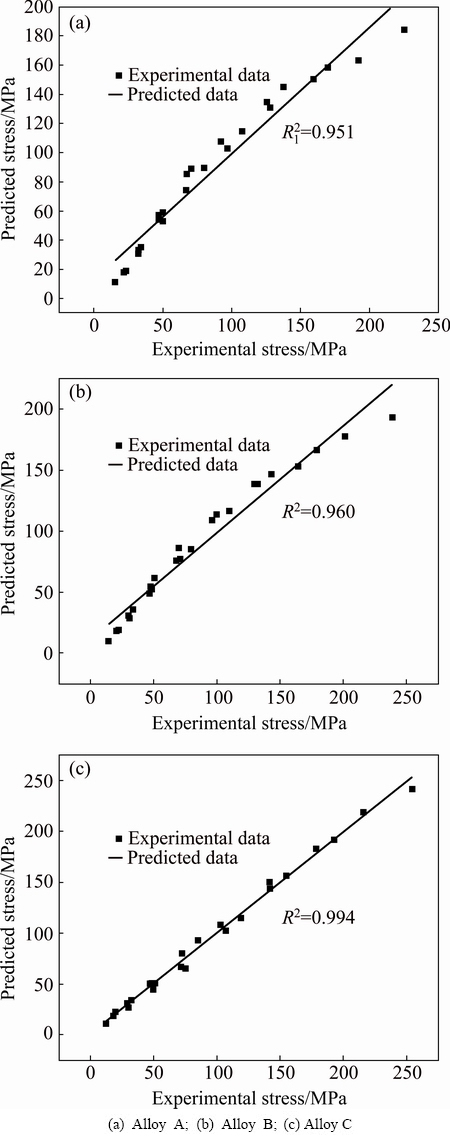
Fig. 10 Comparison between experimental and predicted stresses during hot compression
It is well known that the activation energy of plastic flow is attributed to the volume self-diffusion of dislocation climbing at high temperature more than 300 ��C. As a result, the strain localization will activate the formation of the bulges of grain boundaries, and the DRX usually occurs via nucleation in the slip bands [30,31]. The magnesium alloy is the material with low stacking fault energy (SFE) because of the low SFE on the basal plane, which results in occurrence of the DRX during hot deformation processing. The additions of the Zn and Y have a significant effect on decreasing the SFE, and it will further activate the occurrence of the DRX [25]. Specially, the addition of RE (RE standing for rare earth) plays a key role in reducing the value of the SFE of the magnesium matrix, which promotes the occurrence of the DRX significantly [32,33]. Therefore, alloys B and C are easy to achieve the balance between the working hardening and the working softening during deformation, especially for alloy B.
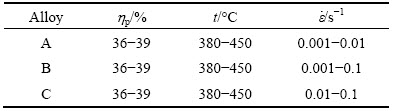
The processing map was constructed to obtain the optimum working windows. It was reported that the typical efficiency values associated with the DRX were 35% to 45% [34]. The DRX was beneficial to the material deformation. Table 3 shows the peak dissipation efficiencies of alloys A, B and C at the strains of 0.1, 0.3 and 0.6, respectively. It was suggested that the values of the peak dissipation efficiency of the three alloys were similar. It was indicated that the effects of the composition and the strain on the peak dissipation efficiency were not obvious in the present investigation. According to the processing map, the optimal parameters for the present alloys could be concluded, as seen in Table 3. Taking the strain of 0.3 as an example, the optimum hot working window for alloy A was in the temperature range of 380-430 ��C with a strain rate less than 0.1 s-1; the optimum hot working window for alloy B was in the temperature range of 380-450 ��C with strain rate of 0.01-0.1 s-1; the optimum hot working window for alloy C was in the temperature range of 390-440 ��C with strain rate of 0.01-0.1 s-1.
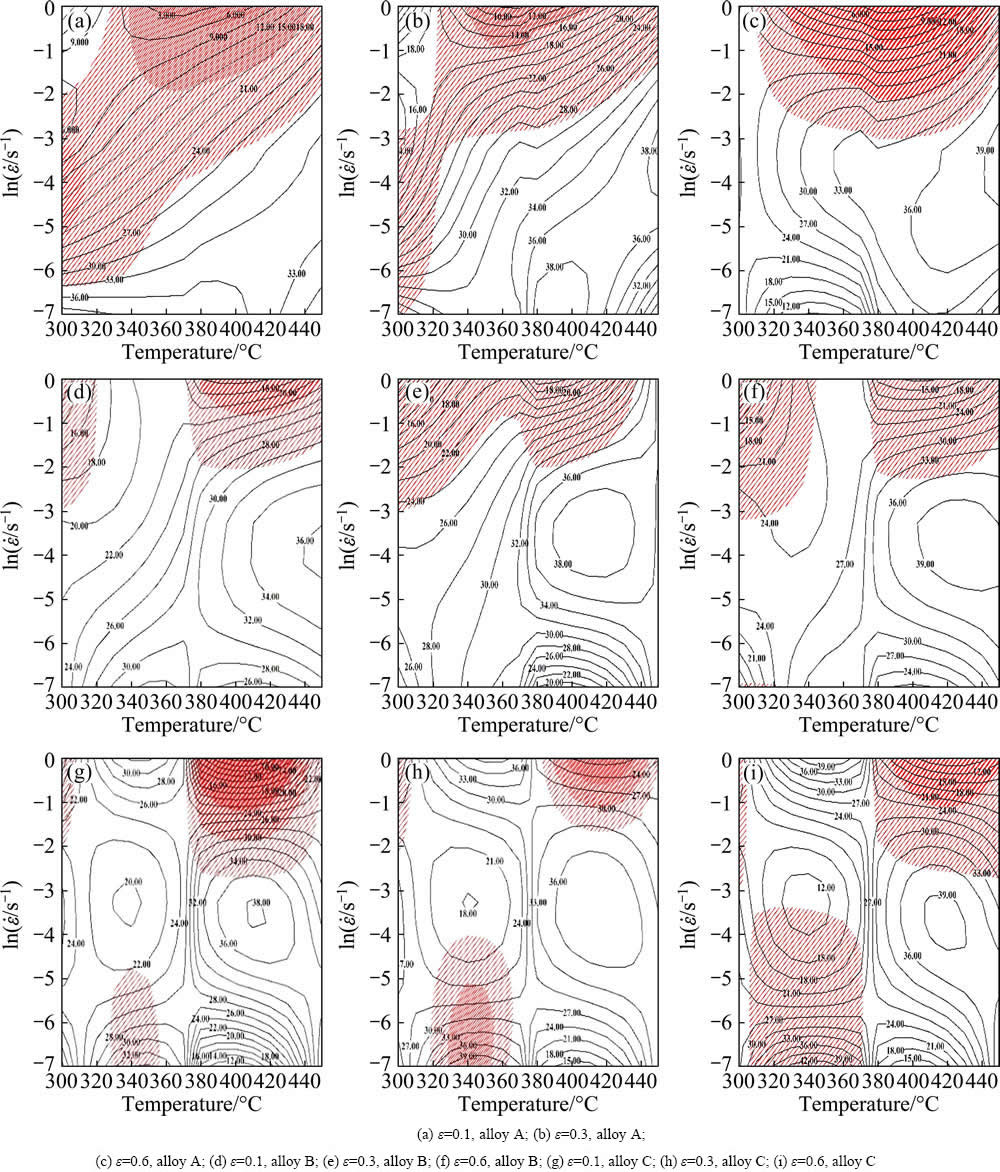
Fig. 11 Hot processing maps of Mg-Zn-Er alloys at different strains during hot deformation
Table 3 peak dissipation efficiency and optimum hot working parameters for alloys A, B and C in strain range of 0.1-0.6
4 Conclusions
1) The hot deformation behaviors of Mg-3Zn- 0.5Er (alloy A), Mg-4.5Zn-0.75Er (alloy B) and Mg-6Zn-1Er (alloy C) alloys were investigated by hot compression test on a Gleeble-1500 thermal simulator.
2) The amounts of twins were present as the compensated factors to advance the total deformation as well as the basal slip below the temperature of 300 ��C. The DRX occurred sharply as the temperature increased to 300 ��C, especially at 450 ��C, which led to the complete balance between the working hardening and working softening.
3) The constitutive equations of alloys A, B and C were developed. The high correlation coefficient ( ) suggested that the flow stress could be calculated by the new developed constitutive equations accurately.
) suggested that the flow stress could be calculated by the new developed constitutive equations accurately.
4) The deformation activation energy (Q ) of alloy A was higher than those of alloys B and C because of the addition of Zn and/or Er, which had a great effect on decreasing the stacking fault energy (SFE), as a result of a sharp DRX in alloys B and C.
5) The instability domain area of alloy B was the smallest among the studied alloys at the same strain on the basis of the present processing maps. The optimum working window of alloy B was determined at strain of 0.6, i.e., the strain rate from 0.001 to 0.1 s-1 and the temperature from 390 to 450 ��C.
References
[1] LIU Ke, WANG Qing-feng, DU Wen-bo, WANG Zhao-hui, LI Shu-bo. Microstructure and mechanical properties of extruded Mg-6Zn-xEr alloys [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 2863-2873.
[2] SINGH A, SOMEKAWA H, MUKAI T. High temperature processing of Mg-Zn-Y alloys containing quasicrystal phase for high strength [J]. Materials Science and Engineering A, 2011, 528: 6647-6651.
[3] LE Qi-chi, ZHANG Zhi-qiang, SHAO Zhi-wen, CUI Jiang-zhong, XIE Yi. Microstructures and mechanical properties of Mg-2%Zn- 0.4%RE alloys [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S1): s352-s356.
[4] LUO Su-qing, TANG Ai-tao, PAN Fu-sheng, SONG Kai, WANG Wen-qing. Effect of mole ratio of Y to Zn on phase constituent of Mg-Zn-Zr-Y alloys [J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 795-800.
[5] WANG Qing-feng, DU Wen-bo, LIU Ke, WANG Zhao-hui, LI Shu-bo. Effect of Zn addition on microstructure and mechanical properties of as-cast Mg-2Er alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 3792-3796.
[6] LI Han, DU Wen-bo, LI Shu-bo, WANG Zhao-hui. Effect of Zn/Er weight ratio on phase formation and mechanical properties of as-cast Mg-Zn-Er alloys [J]. Materials and Design, 2012, 35: 259-265.
[7] ZHANG Ya, ZENG Xiao-qing, LIU Liu-fa, LU Chen, ZHOU Han-tao, LI Qiang, ZHU Yan-ping. Effects of yttrium on microstructure and mechanical properties of hot-extruded Mg-Zn-Y-Zr alloys [J]. Materials Science and Engineering A, 2004, 373: 320-327.
[8] PIERCE F S, POON S J, GUO Q. Electron localization in metallic quasicrystals [J]. Science, 1993, 261: 737-739.
[9] SINGH A, WATANABE M, KATO A, TSAI A P. Microstructure and strength of quasicrystal containing extruded Mg-Zn-Y alloys for elevated temperature application [J]. Materials Science and Engineering A, 2004, 385: 382-396.
[10] PARK E S, YI S, OK J B, BAE D H, KIM W T. Solidification and microstructure control of Mg-rich alloys in the Mg-Zn-Y ternary system [C]//Proceedings of the MRS Fall Meeting. Boston, MA, 2001.
[11] MORE E, GARCES G, ONORBE E, PEREZ P, ADEVA P. High-temperature Mg-Zn-Y alloys produced by powder metallurgy [J]. Scripta Materialia, 2009, 60: 776-779.
[12] TIAN Yuan, HUANG Hua, YUAN Guang-yin, CHEN Chun-lin, WANG Zhong-chang, DING Wen-jiang. Nanoscale icosahedral quasicrystal phase precipitation mechanism during annealing for Mg-Zn-Gd-based alloys [J]. Materials Letters, 2014, 130: 236-239.
[13] LIU Ke, DU Wen-bo, WANG Qing-feng, WANG Zhao-hui, LI Shu-bo, FU Zhao-long. Mechanical properties and ageing response of the Mg-6Zn-1Er alloy produced by a new method of RPW process [J]. Materials Science and Engineering A, 2012, 556: 567-572.
[14] WANG Qing-feng, DU Wen-bo, LIU ke, WANG Zhao-hui, LI Shu-bo, WEN Kai. Microstructure, texture and mechanical properties of as-extruded Mg-Zn-Er alloys [J]. Materials Science and Engineering A, 2013, 581: 31-38.
[15] KWAK T K, LIM H K, KIM W J. Hot compression characteristics and processing maps of a cast Mg-9.5Zn-2.0Y alloy with icosahedral quasicrystalline phase [J]. Journal of Alloys and Compounds, 2015, 644: 645-653.
[16] CHEN Qiang, XIA Xiang-sheng, YUAN Bao-guo, SHU Da-yu, ZHAO Zu-de, HAN Jie-cai. Hot workability behavior of as-cast Mg-Zn-Y-Zr alloy [J]. Materials Science and Engineering A, 2014, 593: 38-47.
[17] ZHU Shao-zhen, LUO Tian-jiao, ZHANG Ting-an, YANG Yuan-sheng. Hot deformation behavior and processing maps of as-cast Mg-8Zn-1Al-0.5Cu-0.5Mn alloy [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 3232-3239.
[18] YU Hui, YU Hua-shun, KIM Young-min, YOU Bong-sun, MIN Guang-hui. Hot deformation behavior and processing maps of Mg-Zn-Cu-Zr magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 756-764.
[19] SHENG Z Q, SHIVPURI R. Modeling flow stress of magnesium alloys at elevated temperature [J]. Materials Science and Engineering A, 2006, 419: 202-208.
[20] OU Ling, NIE Yu-feng, ZHENG Zi-qiao. Strain compensation of the constitutive equation for high temperature flow stress of a Al-Cu-Li alloy [J]. Journal of Materials Engineering and Performance, 2014, 23: 25-30.
[21] LIAO Heng-cheng, WU Yu-na, ZHOU Ke-xin, YANG Jian. Hot deformation behavior and processing map of Al-Si-Mg alloys containing different amount of silicon based on Gleeble-3500 hot compression simulation [J]. Materials and Design, 2015, 65: 1091-1099.
[22] XU Shi-Wei, KAMADO S, MATSUMOTO N, HONMA T, KOJIMA Y. Recrystallization mechanism of as-cast AZ91 magnesium alloy during hot compressive deformation [J]. Materials Science and Engineering A, 2009, 527: 52-60.
[23] JIANG L, JONAS J J. Effect of twinning on the flow behavior during strain path reversals in two Mg (+Al, Zn, Mn) alloys [J]. Scripta Materialia, 2008, 58: 803-806.
[24] HONG S G, PARK S H, LEE C S. Role of  twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy [J]. Acta Materialia, 2010, 58: 5873-5885.
twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy [J]. Acta Materialia, 2010, 58: 5873-5885.
[25] SUZUKI M, KIMURA T, KOIKE J, MARUYAMA K. Strengthening effect of Zn in heat resistant Mg-Y-Zn solid solution alloys [J]. Scripta Materialia, 2003, 48: 997-1002.
[26] SELLARS C M, MCTEGART W J. On the mechanism of hot deformation [J]. Acta Metallurgica, 1966, 14: 1136-1138.
[27] ZENER C, HOLLOMON J. Effect of strain rate upon plastic flow of steel [J]. Journal of Applied Physics, 1944, 15: 22-32.
[28] MCQUEEN H J, RYAN N D. Constitutive analysis in hot working [J]. Materials Science and Engineering A, 2002, 322: 43-63.
[29] PRASAD Y V R K, GEGEL H L, DORAIVELU S M, MALAS J, MORGAN J T, LARK K A, BARKER D R. Modeling of dynamic material behavior in hot deformation: forging of Ti-6242 [J]. Metallurgical and Materials Transactions A, 1984, 15: 1883-1892.
[30] PRASAD Y V R K, SESHACHARYULU T. Modelling of hot deformation for microstructural control [J]. International Materials Reviews, 1997, 43: 243-258.
[31] GALIYEVA A, KAIBYSHEV R, GOTTSTEIA G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60 [J]. Acta Materialia, 2001, 49: 1199-1207.
[32] SANDLOBES S, FRIAK M, ZAEFFERER S, DICK A, YI S, LETZIG D, PEI Z, ZHU L F, NEUGEBAUER J, RAABE D. The relation between ductility and stacking fault energies in Mg and Mg-Y alloys [J]. Acta Materialia, 2012, 60: 3011-3021.
[33] JUNG I H, SANJARI M, KIM J, YUE S. Role of RE in the deformation and recrystallization of Mg alloy and a new alloy design concept for Mg-RE alloys [J]. Scripta Materialia, 2015, 102: 1-6.
[34] PRASAD Y V R K, SASIDHARA S. Hot working guide: A compendium on processing maps [M]. Ohio: ASM International, 1997.
Mg-Zn-Er�Ͻ����Gleeble-1500��ѹ��ģ��ı�����Ϊ����ӹ�ͼ
���䣬�� �������ԣ����粨���� �ܣ����IJ�
������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100124
ժ Ҫ������Gleeble-1500��ģ����о�����̬Mg-xZn-yEr�Ͻ�(x/y=6, x=3.0, 4.5, 6.0; y=0.50, 0.75, 1.00) �ڱ����¶�Ϊ200~450 ��C��Ӧ������Ϊ0.001~1 s-1�µ���ѹ��������Ϊ���о��������������ѹ�����ι����мӹ�Ӳ���ͼӹ�����ͬʱ������������������кϽ�ӹ�������Ҫ�ɶ�̬�ٽᾧ���𡣹�����Mg-Zn-Er�Ͻ�ı������̣��ñ��������ܱȽϾ�ȷ��Ԥ��Ͻ�ķ�ֵӦ��������Zn��Er�Ͻ�Ԫ����ʹMg-3Zn-0.5Er(�Ͻ�A)���нϸ߱��μ����ܡ����¶Ⱥ�Ӧ�����ʵĶ�άƽ���ڽ����˺Ͻ���ȼӹ�ͼ�����ṩ�˺Ͻ�����żӹ�����(Ӧ����Ϊ0.3��Mg-3Zn-0.5Er�Ͻ�(�Ͻ�A): 380~430 ��C, <0.1 s-1; Mg-4.5Zn-0.75Er�Ͻ�(�Ͻ�B): 380~450 ��C, 0.01~0.1 s-1; Mg-6Zn-1Er�Ͻ�(�Ͻ�C): 390~440 ��C, 0.01~0.1 s-1)����Mg-3Zn-0.5Er (�Ͻ� A)��Mg-6Zn-1Er (�Ͻ� C)��ȣ�Mg-4.5Zn-0.75Er (�Ͻ� B)���ֽ��ŵ��ȼӹ����ڡ�
�ؼ��ʣ�Mg-Zn-Er�Ͻ�ѹ����Ϊ������֯�ݱ䣻�������̣��ӹ�ͼ
(Edited by Wei-ping CHEN)
Foundation item: Project (2142005) supported by Beijing Natural Science Foundation, China; Project (51401005) supported by the National Natural Science Foundation of China; Project (KM201410005014) supported by the Beijing Municipal Commission of Education, China; Project (2015-RX-L11) supported by the RiXin Talents Plan of Beijing University of Technology, China; Project (009000514316007) supported by the Advanced Medical Instruments of Beijing University of Technology, China
Corresponding author: Wen-bo DU; Tel/Fax: +86-10-67392917; E-mail: duwb@bjut.edu.cn
DOI: 10.1016/S1003-6326(16)64444-8
Abstract: The hot deformation behaviors of as-solution Mg-xZn-yEr alloys (x/y=6, x=3.0, 4.5 and 6.0; y=0.50, 0.75 and 1.00) were investigated on Gleeble-1500 thermal simulator in a temperature range of 200-450 ��C at a strain rate of 0.001-1 s-1. The true stress-strain curves showed the dynamic competition between the working hardening and working softening mainly due to the dynamic recrystallization (DRX) occurring during hot compression. The constitutive equations were constructed which could accurately predict the peak stress of the alloys. The addition of Zn and/or Er resulted in higher deformation activation energy for Mg-3Zn-0.5Er (alloy A). The processing maps were constructed as function of the temperature and the strain rate, providing the optimum hot working conditions (i.e., at strain of 0.3, Mg-3Zn-0.5Er (alloy A): 380-430 ��C, <0.1 s-1; Mg-4.5Zn-0.75Er (alloy B): 380-450 ��C, 0.01-0.1 s-1; Mg-6Zn-1Er (alloy C): 390-440 ��C, 0.01-0.1 s-1). The as-solution treated Mg-4.5Zn-0.75Er (alloy B) demonstrated more optimum hot working window comparing with Mg-3Zn-0.5Er (alloy A) and Mg-6Zn-1Er (alloy C).
