

Effect of two-stage aging on superplasticity of Al-Li alloy
LUO Zhi-hui(���ǻ�), ZHANG Xin-ming(������), DU Yu-xuan(����t), YE Ling-ying(Ҷ��Ӣ)
School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 28 July 2006; accepted 15 September 2006
Abstract:
The effect of two-stage aging on the microstructures and superplasticity of 01420 Al-Li alloy was investigated by means of OM, TEM analysis and stretching experiment. The results demonstrate that the second phase particles distributed more uniformly with a larger volume fraction can be observed after the two-stage aging (120 ��, 12 h��300 ��, 36 h) compared with the single-aging(300 ��, 48 h). After rolling and recrystallization annealing, fine grains with size of 8-10 ��m are obtained, and the superplastic elongation of the specimens reaches 560% at strain rate of 8��10-4 s-1 and 480 ��. Uniformly distributed fine particles precipitate both on grain boundaries and in grains at lower temperature. When the sheet is aged at high temperature, the particles become coarser with a large volume fraction.
Key words:
Al -Li alloys; superplasticity; two-stage aging; grain refinement;
1 Introduction
The 01420 Al-Li alloy, which has low density, high specific strength, high specific modulus of elasticity, excellent corrosion-resistance and weldability, is widely applied for aerial structural materials[1-4]. Superplastic forming (SPF) can be used to decrease structure mass, and improve integral rigidity and reliability, which has great significance for the development of aviation and aerospace industry[5-8]. The most feasible routine to produce superplastic 01420 Al-Li alloy sheet is rolling- based thermomechanical processing[9-11]. There have been some studies about the superplasticity of 01420 Al-Li alloy. Among them, the treatment of producing large size sheet often employs thermomechanical processing based on rolling. In order to obtain the second phase particles with large size, single-stage over-aging is generally applied, which will often lead to not enough recrystallization nucleation sites, and the grains are of large size and inhomogeneous. Changing heat-treatment would solve these problems mentioned above. As an effective solution, two-stage aging is suggested in present paper.
2 Experimental
The chemical composition of 01420 Al-Li alloy plate of 8.5 mm in thickness is listed in Table 1, which was solution treated at 470 �� for 2 h and quenched in ambient water. The specimens were classified into two groups for aging, and cooled in air. The first group was designated as two-stage aging of 120 ��, 12 h+300 �� and 120 ��, 12 h+400 ��; the second was single-stage aging at 300 �� and 400 ��. Transferring time between two stages was not more than 30 s. Microstructure was analyzed on Polyvar-Met optical microscope, KYKY- 2800 scanning electron microscope and Tecnai G220 transmission electron microscope. Rolling was completed on S815E2 rolling machine with roller of 350 mm in diameter. Mechanical property at elevated temperature was measured on Instron 8032 electron tensile machine.
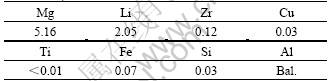
Table 1 Chemical compositions of Al-Mg-Li alloy (mass fraction, %)
3 Results
3.1 Second phase
TEM micrographs of the second phases in the specimens treated by various aging processes are shown in Fig.1. Lath S phases (Al2MgLi) are distributed in matrix dispersively and uniformly (Fig.1(a)), which are annealed and spheroidized gradually during low temperature aging(Fig.1(b)).
Figs.1(c) and (d) show TEM micrographs of the samples with second stage aging at 300 �� for 24 h and 36 h. Because the temperature is enhanced to 300 ��, S phase particles grow up markedly to the size of 0.5-0.8 ��m after 24 h. Furthermore, they are distributed homogeneously with large volume fraction. When aged for 36 h, the size of S phase particles increases to larger than 1 ��m, and some of them are jointed with each other.
Fig.2 shows SEM micrographs of the samples treated with various aging processes (because the second phase particles in 01420 Al-Li alloy are apt to flake off the matrix, only the holes can be seen after corrosion). The same with TEM analysis, the number and size of the second phase particles per area in Figs.2(a) and (b) are both less than those in Fig.2(c), and the size of the particles in Figs.2(a) and (b) is also smaller than that in Fig.2(c). Figs.2(a) and (b) also show that the second phase particles are precipitated on grain boundaries during single-stage aging.
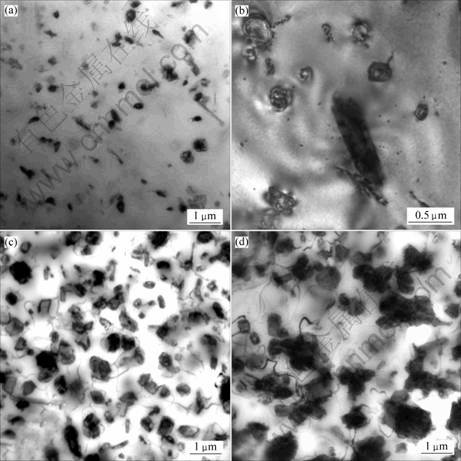
Fig.1 TEM micrographs of precipitates in specimens treated with various aging processes: (a) 120 ��, 7 h; (b) 120 ��, 12 h; (c) 120 ��, 12 h+300 ��, 24 h; (d) 120 ��, 12 h+300 ��, 36 h
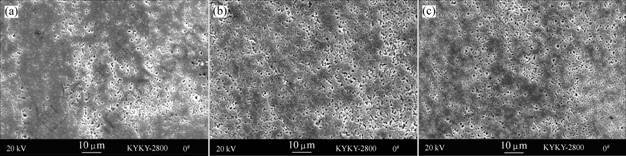
Fig.2 SEM micrographs of samples treated with various aging processes: (a) 300 ��, 36 h; (b) 400 ��, 10 h; (c) 120 ��, 12 h+ 300 ��, 36 h
3.2 Micrograph of samples recrystallized after rolling
Fig.3 shows the grain microstructure of the samples recrystallized at 500 �� after rolling by reduction of ��= 82%. After the two-stage aging (120 ��, 12 h��300 ��, 36 h), a homogenous microstructure with the average size of 8-12 ��m is obtained compared with the single-
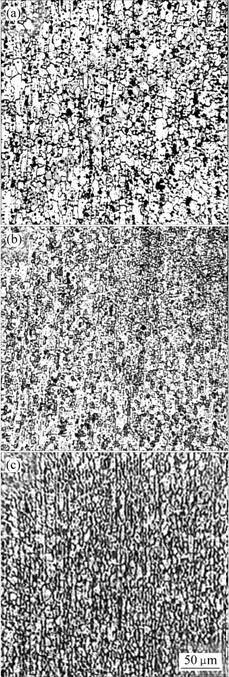
Fig.3 Microstructures of specimen aged at: (a) 300 ��, 48 h; (b) 120 ��, 12 h+300 ��, 36 h; (c) 120 ��, 12 h+400 ��, 36 h
stage aging samples(Fig.3(a)). The grain size distribution (Fig.4) along thickness direction indicates that two-stage aging benefits to the depth decrease of layered-structure in the center of the sheet which is often observed in thermomechanical process route. And a higher second stage temperature results in an even more homogenous and finer grain structure.
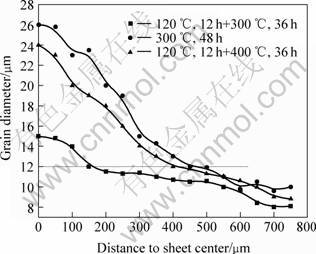
Fig.4 Distribution of grain size in specimens
3.3 Superplastic tension
Fig.5 shows the elongation to failure of the samples stretched at 480 ��. The superplasticity of 390% for single-stage aging route is obtained by aging at 300 ��, while for the case of two-stage aging route, the best elongation reaches 560% by applying the process of 120 ��, 12 h+300 ��, 36 h.
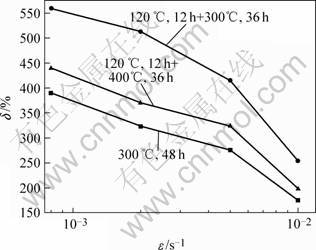
Fig.5 Elongation vs �� (stretched at 480 ��)
4 Discussion
In traditional thermomechanical processes, single- stage aging is applied to get the second phase particles like S or �� phases in 01420 Al-Mg-Li alloy[12]. These equilibrium particles usually nucleate on grain boundaries and distribute continuously. Higher aging temperature increases the coarsening rate of such particles. On the other hand, most of the second phase particles become lath-shaped, a few is spheroid-shaped after aged at 300�� for 24h. However, uniform distribution of particles is obtained after two-stage aging. Low temperature aging at 120 �� offers enough dispersive GP zones in the matrix which are initial sites for precipitation. The subsequent high temperature aging increases atom diffusion rate markedly and the second phase particles are coarsened quickly. Because the initial nucleation sites of the second phase particles are both distributed on boundaries and in grains, the distribution of second phase particles after two-stage aging is more uniform. This conclusion is confirmed in Fig.2. Without low temperature aging, the second phase particles precipitated from the alloy is relatively small and inhomogeneously distributed.
5 Conclusions
1) The second phase particles precipitate more uniformly with two-stage aging (120 ��, 12 h+300 ��) and their average size is greater than 1 ��m.
2) After the two-stage aged 01420 alloy is 82% rolled and recrystallized at 500 ��, the crystallization grains are distributed more uniformly, and most of them are equiaxed.
3) The superplastic elongation of the 01420 alloy treated with two-stage aging reaches 560%.
References
[1] RINKER J G, MAREK M, SANDERS T H. New light alloys of aluminum-lithium-magnesium [J]. Mater Sci Eng A, 1984, 64: 203- 207.
[2] DEJONG H F. A survey of the development and application of aluminum-lithium alloys [J]. Aluminum, 1984, 9: 673-679.
[3] SHEPPARD T, PARSON N C. Corrosion resistance of Al-Li alloys [J]. Materials Science and Technology, 1987, 30: 341-352.
[4] ZHANG Lei, ZHU Ming-liang, HUANG Zheng. Effects of double aging on microstructures and properties of 1420 Al-Li alloy[J]. Processing Technology of Light Alloy, 2003, 6: 36-39.
[5] WANG Da-yong. Microstructures and mechanical properties of Al-Li-Cu alloy friction stir weld and TIG weld[J]. Weld, 2004, 11: 12-14.
[6] ZHANG B, MYNORS D J, MUGARRA A, OSTOLAZA K. Representing the superplasticity of Inconel 718[J]. Journal of Materials Processing Technology, 2004, 153-154: 694-698.
[7] HUANG Guang-jie, WANG Ling-yun, YANG Wen-min, JIANG Zuo-wen, LIU Cheng. New heat treatment process for 1420 Al-Li alloy die-forging and mechanism[J]. Journal of Chongqing University, 2002, 12: 44-45. (in Chinese)
[8] MA Qin. High strain rate superplasticity of warm rolled rare earth contained Al-Li alloy [J]. Gansu Science and Technology Forum, 2002, 31(3): 31-32. (in Chinese)
[9] SAKAI G, HORITA Z, LANGDON T G. Grain refinement and superplasticity in an aluminum alloy processed by high-pressure torsion[J]. Mater Sci Eng A, 2005, 393: 344-351.
[10] KHAN Z A, CHAKKINGAL U, VENUGOPAL P. Analysis of forming loads, microstructure development and mechanical property evolution during equal channel angular extrusion of a commercial grade aluminum alloy[J]. Journal Materials Processing Technology, 2003, 135: 59-67.
[11] SMOLEJ A, GNAMUS M, SLACEK E. The influence of the thermomechanical processing and forming parameters on superplastic behavior of the 7475 aluminum alloy [J]. Journal of Materials Processing Technology, 2001, 118: 397-402.
[12] ZHANG Xiao-bo, CUI Jian-zhong, ZHANG Cai-pei. Study on superplasticity of Al-Mg-Li-Zr alloy [J]. Light Metal, 1997, 5: 50-52. (in Chinese)
(Edited by YUAN Sai-qian)
Foundation item: Project(2005CB623706) supported by the National Basic Research Program of China
Corresponding author: LUO Zhi-hui; Tel: +86-13117321269; E-mail: xtbenma@126.com
