
DOI��10.19476/j.ysxb.1004.0609.2018.02.06
���ڦ�������¶�ʱTC4�ѺϽ����Ħ������ͷ�ij��μ���������
�� ��1�������1��������1���� ��2
(1. �������պ����ѧ ���պ��칤��ѧ�������� 110136��
2. �������պ����ѧ ��е�������Զ���ѧԺ������ 100191)
ժ Ҫ��
ժ Ҫ���������ֱ��Ϊ15 mm����諸Ͻ����ͷ��2.5 mm��TC4�ѺϽ���н���Ħ�������ص������ͷ���Ρ�����֯���������ܡ�����������������ĺ������ò���ֵ��͵ġ����Ρ�����ת��С��200 r/minʱ�����ӹ����е��¶ȷ�ֵ���ڦ�������¶ȡ���ɺ��˵Ľ����������������֡�˺�ѡ���ȱ�ݣ�����Ҫ�뺸�ӹ����еĺ�����Ӧ���йأ����ͽ���ͷ����ת�ٶ������ڼ�С������������˺�ѡ���ȱ�ݡ���������¶��»�õ���ȱ�ݺ��ӽ�ͷ�Ŀ���ǿ�ȼ�����ĸ�ĵĵ�ͬ��������Ժ�ĶϿ��ɴ���������ɣ�Ϊ���͵����Զ��ѡ�
�ؼ��ʣ�
TC4�ѺϽ�������Ħ����������ǿ����˺����ȱ��������¶���
���±�ţ�1004-0609(2018)-02-0260-07���� ��ͼ����ţ�TG453���� ���ױ�־�룺A
�Ѽ��ѺϽ���ߵı�ǿ�ȡ��ȸնȺ����õĿ���ʴ���ܣ����㷺���ں��պ��졢������ҽ����е����ҵ[1-2]�������ʵ���ѺϽ������������һֱ���о��������Ŀ�ꡣ�ڴ�ͳ�ۻ��������ѺϽ�����У������¶ȷ�ֵ����ĸ��(Base material, BM)�۵㣬�ײ��������ơ�����μ��ִ���֯��ȱ��[3-4]��Ӣ�������о�����1991�귢���Ľ���Ħ����(Friction stir welding, FSW)��һ�ֹ������Ӽ������亸���¶ȷ�ֵ���ڲ����۵㣬ĿǰFSW�ѱ��㷺���ں�������þ�ȵ��۵�Ͻ�[5-8]�������ѺϽ����ӷ��������ž�DZ��[9-14]��
���ۻ�����ͬ����FSW�������¶ȳ��Ǿ���������֯�Ĺؼ����أ�����ر����϶ࡣ����õ�[9]����Abaqus����Ԫ�����о�FSW���̵��¶ȳ���ָ��TC4�ѺϽ��ذ������¶��ݶ�����ɺ�����(Nugget zone, NZ)��֯�����ȵ���Ҫ���أ�����YOON��[11]�ı������ơ�SONG��[15]����Deform����������FSW��3D����Ԫģ�ͣ��о��¶ȶԶ�̬�ٽᾧ������С��λ���ܶȵ�Ӱ�졣Ŀǰ���о��϶��TC4(Ti-6Al-4V)�Ͻ���һ��˫��Ͻ��¶ȷ�ֵ�Ǿ������ӹ������Ƿ���������Ҫ���أ�����Ӱ�쵽��ѧ���ܡ�FALL��[3]��LIU��[13]��ZHOU��[12, 14]�о��˺����¶ȷ�ֵ���ڦ�������ʱTC4�ѺϽ��FSW���̣��ó�NZ��˫̬����ȫ����Ķ�̬�ٽᾧ������ɡ�SANDERS��[16]��ZHANG��[17]���о���ָ�����¶ȷ�ֵ���ڦ�������ʱNZ����ȫƬ��״��֯���ɡ�KITAMURA��[18]�о���FSW�������¶ȷ�ֵ����NZ�����������ܵ�Ӱ�죬���¶ȷ�ֵ���ڦ�����ʱ��NZǿ�������������Ӷ���С���¶ȷ�ֵ���ڦ�������ʱNZ��ǿ�ȸ���ĸ�ĵġ�����������֪���¶ȷ�ֵ����˫��TC4�ѺϽ������֯����ѧ����������Ҫ������������¶�ʱ��ø�����ѧ���ܵ�FSW��ͷ���ѱ��������ص��о��ڵ��������µ�֯���������������֯����ѧ����[3, 12-13]��
��ˣ�����������Ӧ�ýϹ㷺�Ħ�+����TC4�ѺϽ�Ϊ�о������ڵ��������·������ӹ��ղ�����FSW��ͷ�ij��Ρ�����֯���������ܵ�Ӱ�죬�ص���������ڲ�ȱ�ݵ��γ���ת�ٵĹ�ϵ��
1 ʵ��
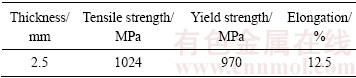
ʵ��ѡ��2.5 mm�������˻�̬TC4�ѺϽ����ƽ��ԽӺ�����ߴ�Ϊ200 mm��100 mm��BM����ѧ���ܼ���1��FSWʵ�����ɱ�������˹�ؼ�������˾������ͺ�ΪFSW-3LM-4012�豸�Ͻ��С�ʵ�����ý���ͷ�ɸ�����諸Ͻ�(75%�١�25%画���������)������ɣ�����״�������£����ֱ��Ϊ15 mm���ν�����ĸ�������ֱ���ֱ�Ϊ7.2 mm��5.0 mm�������볤��Ϊ2.14 mm����Ŀ��ǰ�ڶԱ��˳��湤���뱳�������µ�TC4�ѺϽ�FSW��ָ���������������������ӹ��ղ�����Χ�����о��ص�����NZ�ڲ�����ȫƬ��״��֯[19]�������DZ��о����ἰ�ĵ��ڦ�������ĺ��ӡ��ɺ����ٶ������ͷ������Ĺ�ϵ��֪[20]������ͷ���������溸�ٵ����Ӷ����ӡ���ˣ����ݱ�������ǰ�ڵ��о��ɹ����������߲���30 mm/min�ĺ����ٶ��Լ��ٽ���ͷ��ĥ����������۶ϡ�ͬʱ��Ϊ��ʵ�ֵ��ڦ�������ĺ��ӣ�����������Ŀ��ǰ���о����[21]�����о��в��õ���ת�ٶ�Ϊ200��150��120��100 r/min��ͬʱ����ʵ���в��������ѹ����������Ƿֱ�Ϊ0.2 mm��2.5�㡣
�ں��ӹ����У��ѺϽ���250 �����⡢400 ��������600 ����������ή��������������[22]����ˣ��ں��ӹ����в���������ͨ����Ժ���λ�ý����溸����(��ͼ1)��ʵ��ǰ�����������þƾ���ȥ�������۵����ʡ��������������������������и���ش�ֱ�ں��췽���Ʊ������������ijߴ簴��GB/T 2651-2008���ӽ�ͷ�������鷽�����ƶ�(��ͼ2)������ĥ���⡢��ʴ�������ò������֯�ֱ���ù�ѧ����(OM��Olympus-GX71)��ɨ��羵(SEM��SU3500)���й۲죬��ʴҺΪKroll �Լ�(13 mL HF+26 mL HNO3+100 mL H2O)����������ʵ����Instron 8801����������Ժ㶨�ٶ�5 mm/min���У��Ͽ���ò��SEM�۲졣����ʵ��֮ǰ���������ɱߣ����ٻ��ӹ���������满�ơ�
��1 TC4�ѺϽ�ĸ�ĵ���ѧ����
Table 1 Mechanical Properties of TC4 titanium alloy
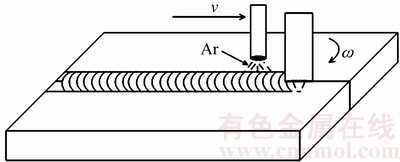
ͼ1 ���ӹ���ʾ��ͼ
Fig. 1 Schematic diagram of welding process
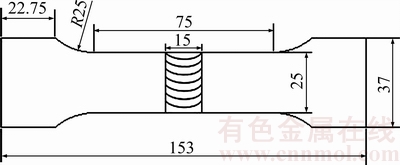
ͼ2 ��������ʾ��ͼ
Fig. 2 Schematic diagram of tensile specimen (Unit: mm)
2 ���������
2.1 �������ò������֯
ͼ3��ʾΪ��ͬ��ת�ٶ��µĽ�ͷ������Ρ����о��к����ٶ�Ϊ��ֵ����˺����¶ȷ�ֵ��Ҫ����ת�ٶȵ�Ӱ�죬������ת�ٶȵ����Ӷ���ߡ��ں��ӹ����У�����ͷ�IJ����Դ��ڸ���״̬���Ҵ˸�������Χ��������ʱ�������NZ�¶ȷ�ֵ����߶����ӡ���ˣ�������Χ����������£�����ת�ٶ�Ϊ200 r/minʱ�����ߵ��¶���ʹ�������������Ⱦ(��ͼ3(a))��
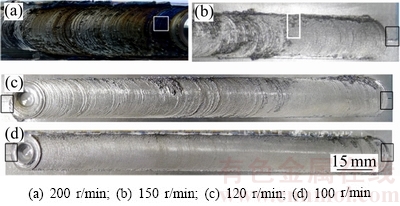
ͼ3 ��ͬת���µĽ�ͷ������ò
Fig. 3 Surface morphologies of joints under different rotating speeds
Ϊ��һ��ȷ����ɫ��Ⱦ���ͼ3(a)�б�ʾ��������гɷַ�������ͼ4��ʾ����ɫ�����к�����Ԫ�أ�δ���ֵ�Ԫ�أ���˿�ȷ����ɫ����Ϊ�����ͬʱ����ת�ٽ��ͣ���������������ɫ���������������(��ͼ3(c)~(d))����ͬת���½�ͷ������εĶԱ�˵�����������뺸�Ӹ������ڱ����ѺϽ������������ij��֡�
�ѺϽ�FSW��ͷ�ĺ����ɷ�ΪNZ����Ӱ����(Heat affected zone, HAZ)��BM��NZ�ֿɷ�Ϊ���������(Shoulder affected zone, SAZ)�ͽ�����������(Pin affected zone, PAZ)��ͼ5�����������ĺ����������ͣ��������ͷ�ض�����״�йأ������͵Ĵ�С�����������ء�ͼ5(d)��ʾΪת��Ϊ100 r/minʱ�ĺ���棬PAZ��������������ĺ�����С���۲�ͼ5(a)��(b)��֪���ڸ�ת��(200 r/min)�£�����ײ������˽ϴ�IJ�������ȱ�ݣ���ȱ��ƽ���ں�����棬�Ҽ����ᴩ������PAZ����ת����120~200 r/min֮��ʱ��ȱ����ת�ٵļ�С����С����ת�ٽ�һ����С��100 r/minʱ��ȱ����ʧ���õ�NZ�ڲ���ȱ�ݵ�TC4�ѺϽ�FSW��ͷ��
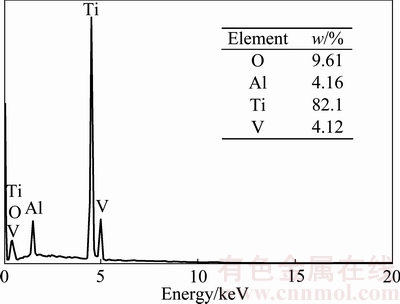
ͼ4 ��ͼ3(a)�б�ʾ����ɫ���ʵ�EDS��
Fig. 4 EDS spectrum of blue materials marked in Fig. 3(a)
����FSW�ĺ����¶ȵͣ����������͵�NZ��������ȴʱ�������ײ���������Ӧ����TC4�ѺϽ��С���ȵ���ϵ��(ԼΪ���Ͻ��1/6)��ʹ�����ذ��������ϴ���¶��ݶȣ����º�����Ӧ����һ���� �ӡ�����ȴ�����еĺ�����Ӧ�����ڲ��ϵĿ���ǿ��ʱ��������Ϸ������ѣ�������NZ�ڲ����������ȱ��[23]���������Ͻ��FSW��˵�����������벻������µĿ�������ȱ��һ�������NZ��ǰ���࣬��ȱ�ݳߴ�������ת�ٵ����Ӷ���С������ͼ5�漰��ȱ�ݳߴ���ת�ټ�Ĺ�ϵ�෴��ͬʱ�����Ͻ�FSW��ͷ�Ŀ���������̬��ͼ5�е�ȱ����������Բ�ͬ����ˣ����о����ѱ���������[19, 24]���ɺ�����Ӧ�������ȱ�ݳ�֮Ϊ��˺���͡�ȱ�ݡ�
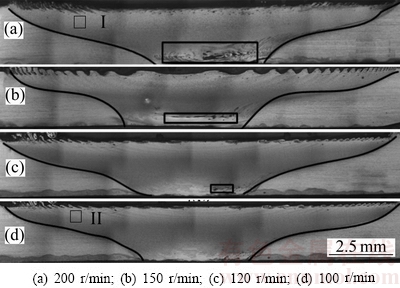
ͼ5 ��ͬת���µĺ������ò
Fig. 5 Morphologies of cross sections at different rotating speeds
������֪�������������뺸�ӹ��ղ���������ء�������һ��ʱ�����������������ͷ��ת�ٶȵĽ��Ͷ���С��ʹ�����¶ȷ�ֵҲ���ͣ����ڼ�С������Ӧ����ͬʱ����Ŀ���ǰ���о������������ת�ٿɽ����ں��ӹ������ذ������¶��ݶȣ������ڼ�С������Ӧ��[24]������������֪���ɺ�����Ӧ�����µ�NZ�ڲ�˺����ȱ�ݳߴ���ת�ٽ��Ͷ���С(��ͼ5(a)��(b)��(c))����ת��Ϊ100 r/minʱ���ɻ�����ڲ�ȱ�ݵĽ�ͷ(��ͼ5(d))�����⣬����FSW��ͷ��NZ�����ͷ��ѹ���º��������С��ʵ�ʵ�NZ���ԼΪ2.3 mm����С��BMֵ(2.5 mm)��
��FSW�����У�������ת�Ľ���ͷ��������Ӵ��Ľ������������������IJ���Ҳ������丽�������������Ӷ��γɼ������������ˣ�Ϊ��������ֱ�ӽӴ�����������ͨ����������������0.1~0.2 mm�ľ��룻������ˣ�����δ�����ں����Ĺ��ղ������Կɱ��⡣ͼ6������ͼ5(c)��������ľֲ��Ŵ�ͼ��������֪δ������δ��ȱ�ݡ�
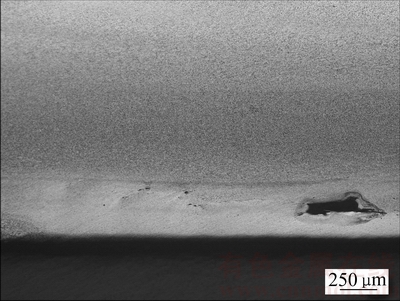
ͼ6 120 r/minʱNZ�ײ��ķŴ�ͼ
Fig. 6 Enlarged image of NZ bottom at 120 r/min
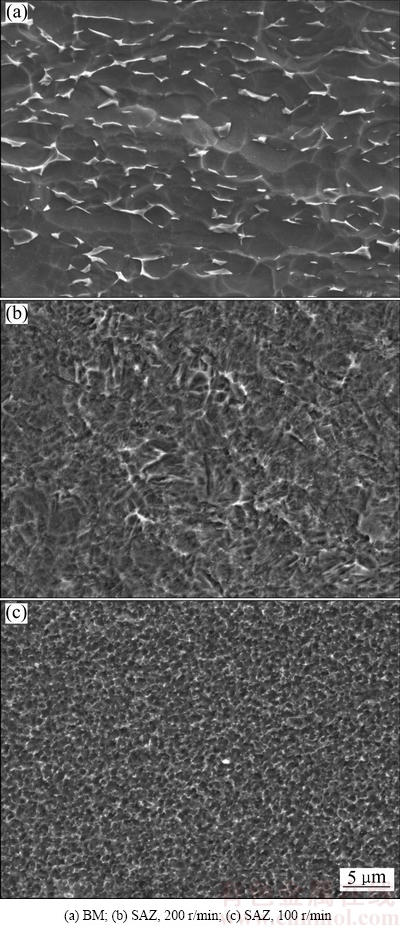
ͼ7��ʾΪĸ�ļ����첻ͬ���������֯����ͼ7(a)��ʾ��TC4�ѺϽ�BM�ɳ��������ϸ��������ɣ�������SEM�·ֱ���ֻ�ɫ�Ͱ�ɫ��������ȵİ�Χ�ڦ�����Χ��ʹ������ֵ���״��
ͼ7 ĸ�ļ���ͬת����BM��SAZ������֯
Fig. 7 Microstructures of BM and SAZ at different rotating speeds
ͼ7(b)�� (c)��ȡ�Խ�����Ե������ͼ5(a)��(d)�е�������������ں��ӹ����У�����Ե�������˽ϴ�����ٶ����ѺϽ�ϵ͵��ȵ��ʣ�����˴�������¶���ߡ���ˣ�����Ե�������������֯��̬��˵���������������¶ȷ�ֵ�Ƿ�����¶ȡ�
���ѱ���������֪[3, 12-13]�����������¶ȵ������㣬�������е���ij���������ڡ��ڸ�ת��(200 r/min)ʱ������࣬��ͼ5(a)�������(��ͼ7(b))������Ƭ��״�͵�����֯���ɣ�˵���˴��ĺ����¶ȷ�ֵ���ڦ�������¶ȡ�����SAZ���¶ȷ�ֵ��PAZ�ߣ���ˣ�����NZ�ĺ����¶ȷ�ֵ���ڦ�������¶ȡ����о���������ת����NZ�¶ȷ�ֵ����ڦ�������¶ȡ�ͼ7(c)��ʾΪת��100 r/minʱ���ý�ͷSAZ����֯��ͨ��������֪��ͼ5(d)������������֯�������̬�ٽᾧ�γ�ϸС�ĵ��ᾧ���ߴ�����С��ĸ�ĵġ�
2.2 ��ѧ����
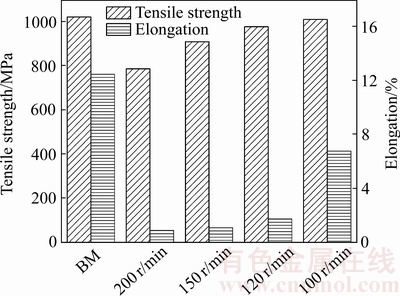
ͼ8��ʾΪTC4�ѺϽ�FSW��ͷ��ͬ���Ӳ����µ��������ܡ�ͨ��������֪����ȱ�������Ŀ���ǿ�Ⱦ�������ȱ������������FSW��ͷ��˵��NZ�ڵ�ȱ�ݻ���ɽṹ�IJ����������������غ�ʱ���γ�Ӧ�����У����յ����������ܵĽ���[25]�����ڴ��м����ᴩ������NZ�ײ���˺����ȱ�ݵ�FSW������˵���俹��ǿ�Ƚ�Ϊĸ�ĵ�71%������ȱ�ݳߴ�ļ�С���Լ���ǿ������89.5%��ߵ�95.6%������100 r/min�µõ�����ȱ���������俹��ǿ��Ϊĸ�ĵ�98.9%��������ĸ�ĵ�ǿ��
ͼ8 ��ͬת����FSW��ͷ����������
Fig. 8 Tensile properties of FSW joints at different rotating speeds
���⣬FSW��ͷ���쳤�ʾ�����ĸ�ĵģ�������ת�ٶȵĽ��ͣ��쳤�ʳ���������(��ͼ8)����������У����������ܵ�Ӧ�����غɵIJ�������Ҳ�����ӣ���Ӧ���ﵽ����Ŀ���ǿ��ʱ�����췢�����ѣ������ӽ�ͷ�쳤�ʵĴ�С��ĸ���Ƿ������йء���ȱ����������ǿ�Ⱦ�С��ĸ������ǿ�ȣ���ˣ��������ʱĸ����δ����������ʵ���õ��쳤����Ҫ��Դ����Խ�С�ĺ���������ֵ�ϵ͡��������в�����ȱ��ʱ��FSW��ͷ����ǿ��(1012.76 MPa)����ĸ�ĵ�����ǿ��(970 MPa)�������������ĸ�Ľ���������������쳤�ʽϸߣ���ֵΪĸ�ĵ�54.4%��
2.3 �Ͽ���ò����
Ϊ��һ����ʾ�������ܣ��Զ���λ�ý���SEM�۲졣ͼ9��ʾΪ��ͬת���µĶ���λ�ü��Ͽ���ò����ȱ�ݵ���������(120 r/min)������NZ����ɶϿڱ�������ѽ�dz������ת��Ϊ100 r/min����ȱ�������������λ����SAZ��Ե������FSW��ͷ��˵��NZϸС��֯�Ժ�������ǿ�����ã����ڱ����°�����ļ���Ӧ�����У�SAZ��Ե���IJ��ϳ��ܽ�ĸ�ĸ����Ӧ������ʹ�����������ն���������Ե��������ĸ�ġ��Ͽڱ������ϸС�����ѱ���TC4�ѺϽ�FSW��ͷ���ֵ��͵����Զ��ѡ�
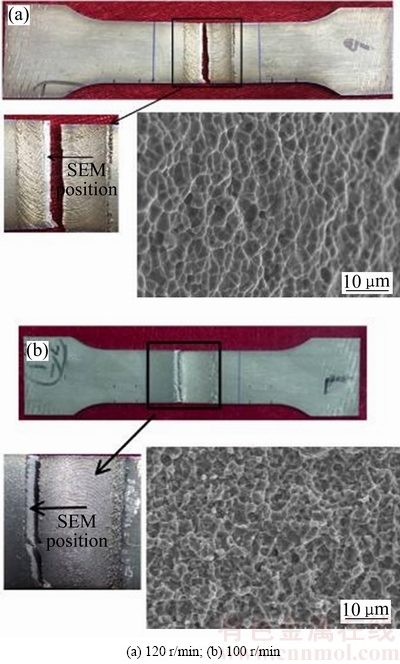
ͼ9 ��ͬת���½�ͷ�Ķ���λ�ü��Ͽ���ò
Fig. 9 Fracture locations and morphologies of FSW joints under different rotating speeds
3 ����
1) ��ת��Ϊ200��100 r/minʱ��SAZ�ֱ���ϸС��˫̬��֯����ᾧ��ɣ�˵��ʵ�����ڵ�������¶��½��еġ���NZ��ƽ���ں��������˺����ȱ�������ͷ��ת�ٶȵĽ��Ͷ���С����ת��Ϊ100 r/minʱ����ͷNZ�ڵ�˺����ȱ����ʧ��
2) ����2.5 mm���TC4�ѺϽ𣬵���ת�ٶ�Ϊ100 r/min�Һ����ٶ�Ϊ30 mm/minʱ��FSW��ͷ������ǿ�����쳤�ʷֱ�ﵽĸ�ĵ�98.9%��54.4%����������ɵĶϿ���ò˵�������Լ����ֵ��͵����Զ��ѡ�
REFERENCES
[1] ����, ������, �� Ȫ, ������. �ѺϽ�/���Ͻ����Ħ������ͷ������֯[J]. �й���ɫ����ѧ��, 2010, 20(S1): s211-s214.
CHEN Yu-hua, DONG Chun-lin, NI Quan, KE Li-ming. Microstructures of friction stir welding joint between titanium and aluminum alloy dissimilar alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s211-s214.
[2] ������, ����÷, �����, �� ��, �� Ȫ. �ѺϽ����Ħ�����о���չ[J]. ���ܳ��ι���, 2015, 7(5): 40-45.
WANG Yu-xiao, YUE Yu-mei, JI Shu-de, L�� Zan, WEN Quan. Recent advances in friction stir welding of titanium alloys[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 40-45.
[3] FALL A, JAHAZIA M, KHODABANDEHB A R, FESHARAKIB M H. Effect of process parameters on microstructure and mechanical properties of friction stir-welded Ti-6Al-4V joints[J]. International Journal of Advanced Manufacturing Technology, 2017, 91(5): 1-13.
[4] Ҧ����, �ص���, ������, �� Ȼ, ������. ����FSW��MIG���ղ���6005A-T6���Ͻ�Ľ�ͷ��ѧ����[J]. �й���ɫ����ѧ��, 2015, 25(3): 589-594.
YAO Jun-ge, HE Di-qiu, LAI Rui-lin, LI Ran, WANG Hai-jun. Mechanical properties of repairing welding joints of 6005A-T6 aluminum alloy prepared by FSW and MIG processes[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 589-594.
[5] �ص���, Ҷ����, �� ��. 20 mm��6063���Ͻ����Ħ��������S���߿���[J]. ����ѧ��, 2013, 34(12): 21-24.
HE Di-qiu, YE Shao-yong, WANG Jian. Elimination of lazy S defect in friction stir welded joint of 20 mm-6063 alumimum alloy[J]. Transactions of the China Welding Institution, 2013, 34(12): 21-24.
[6] �� ��, �� ��, ������. 2198��C24S������﮺Ͻ����Ħ������ͷ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2014, 24(7): 1714-1720.
XING Li, SONG Xiao, KE Li-ming. Microstructures and mechanical properties of friction stir welding dissimilar 2198 and C24S Al-Li alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(7): 1714-1720.
[7] �� ��, ������, �� ��, �뼪��, ����ƽ. þ�Ͻ�AZ31 ����Ħ������ͷ������֯[J]. �й���ɫ����ѧ��, 2003, 13(6): 1510-1513.
ZHANG Hua, LIN San-bao, WU Lin, FENG Ji-cai, GUO He-ping. Microstructure of friction stir welds in AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1510-1513.
[8] �ᄚ��, ֣����, �� ��, �ص���, ���Ƽ, ����Ƽ. 2060�Ͻ�FSW��ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2014, 24(2): 364-370.
SUN Jing-feng, ZHENG Zi-qiao, LIN Yi, HE Di-qiu, LI Hong-ping, WU Qiu-ping. Microstructures and mechanical properties of 2060 alloy FSW joint[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(2): 364-370.
[9] �����, �� Ȫ, �� ��, �����, �� ��. �ѺϽ����Ħ������ȷ��������֯[J]. ����ѧ��, 2015, 51(11): 1391-1399.
JI Shu-de, WEN Quan, MA Lin, LI Ji-zhong, ZHANG Li. Microstructure along thickness direction of friction stir welded TC4 titanium alloy joint[J]. Acta Metallurgica Sinica, 2015, 51(11): 1391-1399.
[10] MUZVIDZIWA M, OKAZAKI M, SUZUKI K, HIRANO S. Role of microstructure on the fatigue crack propagation behavior of a friction stir welded Ti-6Al-4V[J]. Materials Science and Engineering A, 2015, 652(2): 59-68.
[11] YOON S, UEJI R, FUJII H. Effect of rotation rate on microstructure and texture evolution during friction stir welding of Ti-6Al-4V plates[J]. Materials Characterization, 2015, 106: 352-358.
[12] ZHOU L, LIU H J, WU L Z. Texture of friction stir welded Ti-6Al-4V alloy[J] Transactions of Nonferrous Metals Society of China, 2014, 24(2): 368-372.
[13] LIU H J, ZHOU L, LIU Q W. Microstructural characteristics and mechanical properties of friction stir welded joints of Ti-6Al-4V titanium alloy[J]. Materials and Design, 2010, 31: 1650-1655.
[14] ZHOU L, LIU H J, LIU Q W. Effect of rotation speed on microstructure and mechanical properties of Ti-6Al-4V friction stir welded joints[J]. Materials and Design, 2010, 31: 2631-2636.
[15] SONG K J, DONG Z B, FANG K, ZHAN X H, WEI Y H. Cellular automaton modelling of dynamic recrystallisation microstructure evolution during friction stir welding of titanium alloy[J]. Materials Science and Technology, 2014, 30(6): 700-711.
[16] SANDERS D G, EDWARDS P, CANTRELL A M, GANGWAR K, RAMULU M. Friction stir-welded titanium alloy Ti-6Al-4V: Microstructure, mechanical and fracture properties[J]. The Minerals, Metals & Materials Society, 2015, 67(5): 1054-1063.
[17] ZHANG Y, SATO Y S, KOKAWA H, PARK S H C, HIRANO S. Microstructural characteristics and mechanical properties of Ti-6Al-4V friction stir welds[J]. Materials Science and Engineering A, 2008, 485: 448-455.
[18] KITAMURA K, FUJII H, IWATA Y, SUN Y S, MORISADA Y. Flexible control of the microstructure and mechanical properties of friction stir welded Ti-6Al-4V joints[J]. Materials and Design, 2013, 46: 348-354.
[19] JI S D, LI Z W, LV Z, MA L. Joint formation and mechanical properties of back heating assisted friction stir welded Ti-6Al-4V alloy[J]. Materials and Design, 2016, 113: 37-46.
[20] �� ��, �� ��, �ź���. ����Ħ�������к����ٶ������ͷ������ϵ�о�[C]// �й�������ѧ���. ��ɳ: ���ϴ�ѧ������, 2014.
WU Qi, ZHANG Zhao, ZHANG Hong-wu. Force analysis of welding tool during friction stir welding process of different welding speeds based on CFD model[C]// China Congress on Computational Mechanics. Changsha: Hunan University Press, 2014.
[21] JI S, WANG Y, LI Z W, MA L, ZHANG L G, YUE Y M. Effect of plate thickness on tensile property of Ti-6Al-4V alloy joint friction stir welded below ��-transus temperature[J]. High Temperature Materials & Processes, 2017, 36(6): 693-699.
[22] ������, ��С��, �� ��, ���Ϊ. TC4 �ѺϽ����Ħ����������֯��ò�о�[J]. ϡ�н��������빤��, 2008, 31(11): 2045-2048.
WANG Kuai-She, ZHANG Xiao-Long, SHEN Yang, XU Ke-wei. Microstructure of friction stir weld for TC4 titanium alloy[J]. Rare Metal Materials and Engineering, 2008, 31(11): 2045-2048.
[23] JI S D, LI Z W, ZHANG L G, WANG Y. Eliminating the tearing defect in Ti-6Al-4V alloy joint by back heating assisted friction stir welding[J]. Materials Letters, 2017, 188: 21-24.
[24] YUE Y, WEN Q, JI S, MA L, LV Z. Effect of temperature field on formation of friction stir welding joints of Ti-6Al-4V titanium alloy[J]. High Temperature Materials & Processes, 2017, 36(7): 733-739.
[25] FUJII H, SUN Y F, KATO H, NAKATA K. Investigation of welding parameter dependent microstructure and mechanical properties in friction stir welded pure Ti joints[J]. Materials Science and Engineering A, 2010, 527: 3386-3391.
Formation and tensile properties of friction stir welded TC4 titanium alloy joint below ��-phase transus temperature
WANG Yue1, JI Shu-de1, LI Zheng-wei1, CHAI Peng2
(1. Faculty of Aerospace Engineering, Shenyang Aerospace University, Shenyang 110136, China;
2. School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China)
Abstract: TC4 titanium alloy with thickness of 2.5 mm was friction stir welded using W-Re rotational tool with shoulder diameter of 15 mm. The formation, microstructure and tensile property of FSW joint were mainly discussed. The results show that nugget zone (NZ) of cross section presents typical bowl-like shape. When rotating speed is lower than 200 r/min, the peak temperature during welding is below ��-phase transus temperature. The tearing defect often appears in pin affected zone of NZ, which results from the welding tensile stress during welding. Decreasing the rotating speed is beneficial to reduce and even eliminate the tearing defect. The defect-free FSW joint attained below ��-phase transus temperature owns high tensile strength, which is almost equal to that of base metal. The fracture surface is composed of plenty dimples, presenting the typical ductile fracture.
Key words: TC4 titanium alloy; friction stir welding; tensile strength; tearing defect; phase transus temperature
Foundation item: Project(51204111) supported by the National Natural Science Foundation; Project(2014024008) supported by the Natural Science Foundation of Liaoning Province, China; Project(LJQ2015084) supported by Liaoning Province Outstanding Young Scholars Growth Plans, China
Received date: 2016-11-02; Accepted date: 2017-07-10
Corresponding author: JI Shu-de; Tel: +86-24-89723472; E-mail: superjsd@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51204111)������ʡ��Ȼ��ѧ����������Ŀ(2014024008)������ʡ�ߵ�ѧУ�ܳ�����ѧ�߳ɳ��ƻ�����(LJQ2015084)
�ո����ڣ�2016-11-02�������ڣ�2017-07-10
ͨ�����ߣ�����ã����ڣ���ʿ���绰��024-89723472��E-mail: superjsd@163.com
